S-ar putea să vă placă și
- La Gestion Administrative Du PersonnelDocument11 paginiLa Gestion Administrative Du PersonnelNajia El Yanboiy100% (8)
- Annales Médico-Psychologiques, Revue Psychiatrique Volume 172 Issue 8 2014 (Doi 10.1016/j.amp.2014.08.009) Purper-Ouakil, Diane - Le Trouble Disruptif Avec Dysrégulation de L'humeurDocument4 paginiAnnales Médico-Psychologiques, Revue Psychiatrique Volume 172 Issue 8 2014 (Doi 10.1016/j.amp.2014.08.009) Purper-Ouakil, Diane - Le Trouble Disruptif Avec Dysrégulation de L'humeurmariasr7Încă nu există evaluări
- Exerices Dessin Technique+corr PDFDocument18 paginiExerices Dessin Technique+corr PDFbhsbhs19100% (1)
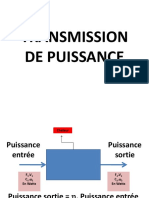
- Transmission de Puissance Generalites 2011Document28 paginiTransmission de Puissance Generalites 2011bhsbhs19Încă nu există evaluări
- Courroies Et Chaines - CalculDocument16 paginiCourroies Et Chaines - Calculbhsbhs19Încă nu există evaluări
- Abaque NoiretDocument8 paginiAbaque NoirethubfaigÎncă nu există evaluări
- Lesoutilsdumanagementdelaqualite 131027160216 Phpapp01 PDFDocument37 paginiLesoutilsdumanagementdelaqualite 131027160216 Phpapp01 PDFYesmineÎncă nu există evaluări
- Memento UsinageDocument1 paginăMemento Usinagebhsbhs19Încă nu există evaluări
- Procedé Soudage Mig Mag TigDocument60 paginiProcedé Soudage Mig Mag Tigbhsbhs19Încă nu există evaluări
- Les MateriauxDocument13 paginiLes Materiauxbhsbhs19Încă nu există evaluări
- Pieces Us I NeesDocument43 paginiPieces Us I Neesbhsbhs19Încă nu există evaluări
- CAO CroisillonDocument1 paginăCAO Croisillonbhsbhs19Încă nu există evaluări
- DM1Document5 paginiDM1bhsbhs19Încă nu există evaluări
- Concours PT 2000 STIDocument6 paginiConcours PT 2000 STIbhsbhs19Încă nu există evaluări
- RDM - Fiche - Modèles de Résistance Des Matériaux À La FlexionDocument1 paginăRDM - Fiche - Modèles de Résistance Des Matériaux À La Flexionbhsbhs19Încă nu există evaluări
- Transmission de PuissannceDocument1 paginăTransmission de Puissanncebhsbhs19Încă nu există evaluări
- Liaisons TableauDocument1 paginăLiaisons Tableaubhsbhs19Încă nu există evaluări
- GT-I9305 QSG Open PDFDocument38 paginiGT-I9305 QSG Open PDFbhsbhs19Încă nu există evaluări
- Mouvements D'un SolideDocument27 paginiMouvements D'un Solidebhsbhs19Încă nu există evaluări
- STATIQUEDocument6 paginiSTATIQUEbhsbhs19Încă nu există evaluări
- Brochures CCDocument12 paginiBrochures CCصبرين النصريÎncă nu există evaluări
- Prog Conversation en CNDocument1 paginăProg Conversation en CNbhsbhs19Încă nu există evaluări
- Concours PT 2004 STIDocument15 paginiConcours PT 2004 STIbhsbhs19Încă nu există evaluări
- Concours PT 2006 STIDocument14 paginiConcours PT 2006 STIbhsbhs19Încă nu există evaluări
- 11-Notions Graphiques - PpsDocument82 pagini11-Notions Graphiques - Ppsbhsbhs19Încă nu există evaluări
- RDM - Potence À TirantDocument2 paginiRDM - Potence À Tirantbhsbhs19Încă nu există evaluări
- Mecanique (EOLIENNE TRIPALE)Document12 paginiMecanique (EOLIENNE TRIPALE)Amine100% (3)
- SMART Sync™ 2011Document120 paginiSMART Sync™ 2011bhsbhs19Încă nu există evaluări
- Mecanique (EOLIENNE TRIPALE)Document12 paginiMecanique (EOLIENNE TRIPALE)Amine100% (3)
- Lecon D'injection Plastique Pat PDFDocument16 paginiLecon D'injection Plastique Pat PDFPatrick BenieÎncă nu există evaluări
- TD-Poulie Embrayage Centrifuge PFDDocument5 paginiTD-Poulie Embrayage Centrifuge PFDbhsbhs19Încă nu există evaluări
- TrajectoiresDocument8 paginiTrajectoiresDenis TuralicÎncă nu există evaluări
- A. Présentation Et Histoire: 2010: Le Produit A ÉtéDocument3 paginiA. Présentation Et Histoire: 2010: Le Produit A ÉtéManal DirabiÎncă nu există evaluări
- DS1-COR-Lavage PrepayeDocument4 paginiDS1-COR-Lavage PrepayeMouad MemniÎncă nu există evaluări
- Imagerie OA 2016 1Document95 paginiImagerie OA 2016 1Flora ZeÎncă nu există evaluări
- Conte Rendu de TP1 AdoDocument18 paginiConte Rendu de TP1 Adoyassine choukriÎncă nu există evaluări
- 05 Spectrometrie de Masse PDFDocument7 pagini05 Spectrometrie de Masse PDFSalma OugriÎncă nu există evaluări
- Chapitre IDocument6 paginiChapitre IHachani SafiaÎncă nu există evaluări
- Info Niv1 Cours2 FRDocument6 paginiInfo Niv1 Cours2 FRDjamilaTalebÎncă nu există evaluări
- Chapitre - 1-Présontation-Du-ProjetDocument21 paginiChapitre - 1-Présontation-Du-ProjetAbdelhak GuettiÎncă nu există evaluări
- Le Génie Civil Revue (... ) bpt6k6473018q PDFDocument116 paginiLe Génie Civil Revue (... ) bpt6k6473018q PDFAlan RodriguesÎncă nu există evaluări
- Pour Un Usage Responsable Et Acceptable Par La Société Des Technologies de SécuritéDocument68 paginiPour Un Usage Responsable Et Acceptable Par La Société Des Technologies de SécuritéddufourtÎncă nu există evaluări
- Analyse Financière Et ComptabilitéDocument14 paginiAnalyse Financière Et ComptabilitéGhofrane ZaouiÎncă nu există evaluări
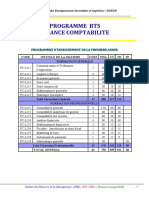
- Programme BTSDocument3 paginiProgramme BTSIssa KABOREÎncă nu există evaluări
- Entrainement ECE SVTDocument7 paginiEntrainement ECE SVTtiktokÎncă nu există evaluări
- Katalog CH FDocument132 paginiKatalog CH Fbadis000011937Încă nu există evaluări
- 1730e Hydro-India BD-1Document2 pagini1730e Hydro-India BD-1christianÎncă nu există evaluări
- Concentration Et Spécialisation DesDocument44 paginiConcentration Et Spécialisation DesFakher HouassaÎncă nu există evaluări
- Exercices Moteur AsynchroneDocument17 paginiExercices Moteur AsynchroneismailÎncă nu există evaluări
- Le Dauphin Vol 68-Juin 2011Document44 paginiLe Dauphin Vol 68-Juin 2011GCACQÎncă nu există evaluări
- Campus FranceDocument14 paginiCampus FranceMoucha JustdoitÎncă nu există evaluări
- 2003elakremi Roussel045Document34 pagini2003elakremi Roussel045Esther SimeuÎncă nu există evaluări
- Geni Civil m3 2009Document90 paginiGeni Civil m3 2009Benazza TlemcenÎncă nu există evaluări
- Fiche de Progression Tle CD 2022-2023Document1 paginăFiche de Progression Tle CD 2022-2023Romuald BongoÎncă nu există evaluări
- Chapitre 3-Equations DifférentiellesDocument23 paginiChapitre 3-Equations DifférentiellesLøü LõüÎncă nu există evaluări
- TttsDocument6 paginiTttsIslameddine2 BenzergaÎncă nu există evaluări
- E BookDocument13 paginiE BookBOUSSEN RIMÎncă nu există evaluări
- LOGV0160 - Examen BlancDocument13 paginiLOGV0160 - Examen BlancsaÎncă nu există evaluări
- G4 Theophraste. Caracteres (Navarre 1920)Document92 paginiG4 Theophraste. Caracteres (Navarre 1920)Paweł MajewskiÎncă nu există evaluări