S-ar putea să vă placă și
- Mejoramiento y Control de Calidad en Las OrganizacionesDocument13 paginiMejoramiento y Control de Calidad en Las OrganizacionesGabriel ParedesÎncă nu există evaluări
- 3.1 Definición de Función Vectorial de Una Variable RealDocument45 pagini3.1 Definición de Función Vectorial de Una Variable RealmoisesÎncă nu există evaluări
- 1.3 Posicion Velocidad y Aceleracion MarioDocument14 pagini1.3 Posicion Velocidad y Aceleracion MarioBrenda HdzÎncă nu există evaluări
- Estatica 1.1 Descomposicion de Fuerzas en Un PlanoDocument10 paginiEstatica 1.1 Descomposicion de Fuerzas en Un PlanoJesus Antonio MtzÎncă nu există evaluări
- Reporte Torno y Fresa CNCDocument32 paginiReporte Torno y Fresa CNCmedalomismo89775% (4)
- Estudio Del Trabajo Unidad 1Document9 paginiEstudio Del Trabajo Unidad 1Miguel Ángel MartinezÎncă nu există evaluări
- Introduccion Parametros de CorteDocument5 paginiIntroduccion Parametros de Corteing_lira0% (1)
- 3.3 Métodos y Filosofías Del Control Estadístico de ProcesoDocument14 pagini3.3 Métodos y Filosofías Del Control Estadístico de ProcesoSixto MurciaÎncă nu există evaluări
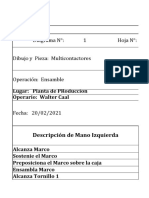
- Plantilla de Diagrama Bimanual Ensamble de MulticontactoresDocument12 paginiPlantilla de Diagrama Bimanual Ensamble de MulticontactoresMayra VillatoroÎncă nu există evaluări
- Equipo 4 Medicion de Caudal 4Document13 paginiEquipo 4 Medicion de Caudal 4Daniel Vera50% (2)
- Introduccion Al Dibujo Por Computadora 1Document8 paginiIntroduccion Al Dibujo Por Computadora 1Ilyan Curiel100% (1)
- 5.1 Movimiento RectilineoDocument9 pagini5.1 Movimiento RectilineoMaria Fernanda Contreras BeltranÎncă nu există evaluări
- Estructura Básica de Un Programa y AlgoritmosDocument8 paginiEstructura Básica de Un Programa y AlgoritmosSamm RiveraÎncă nu există evaluări
- Informe de Laboratorio ProbetaDocument5 paginiInforme de Laboratorio Probetaeltronko018Încă nu există evaluări
- Unidad 4Document18 paginiUnidad 4jhosmar chiÎncă nu există evaluări
- 2.2 Estandares de Tiempo y HolgurasDocument3 pagini2.2 Estandares de Tiempo y HolgurasMaria Guadalupe Garibay Lozano0% (1)
- Derivadadas-1553635575Document6 paginiDerivadadas-1553635575Ronald Torres CruzÎncă nu există evaluări
- 3.5 - Longitud de ArcoDocument2 pagini3.5 - Longitud de Arcoogonzález_650481Încă nu există evaluări
- Aplicacion de Procesos de SoldaduraDocument10 paginiAplicacion de Procesos de SoldaduraReynaldo Carrillo Martinez50% (4)
- Mapa Mental Procesos de Union PDFDocument1 paginăMapa Mental Procesos de Union PDFfelipe Arias50% (2)
- Arreglo MultidimensionalDocument16 paginiArreglo Multidimensionaladrilinda67% (6)
- Cuadro Comparativo Exponentes de Las Teorias de La Fisica.Document4 paginiCuadro Comparativo Exponentes de Las Teorias de La Fisica.Angel LugoÎncă nu există evaluări
- 2.4. Equilibrio de Una Partícula en El Plano y en El Espacio.Document38 pagini2.4. Equilibrio de Una Partícula en El Plano y en El Espacio.Angel VargasÎncă nu există evaluări
- Reporte 4 Defectos Estructurales RoselDocument14 paginiReporte 4 Defectos Estructurales RoseljdcabreraÎncă nu există evaluări
- Unidad 5 Teoria de GrafosDocument14 paginiUnidad 5 Teoria de GrafosAlejandra OspinaÎncă nu există evaluări
- Reporte de Investigación de Los Tipos de Análisis Metalográficos Aplicables A Las Pruebas Destructivas y No Destructivas.Document4 paginiReporte de Investigación de Los Tipos de Análisis Metalográficos Aplicables A Las Pruebas Destructivas y No Destructivas.Deniss ArenivasÎncă nu există evaluări
- Laplace EJERCICIOS 2 y 3Document10 paginiLaplace EJERCICIOS 2 y 3Alberto Villamizar ParadaÎncă nu există evaluări
- MARCO TEORICO Neumatica y LabviewDocument10 paginiMARCO TEORICO Neumatica y LabviewYENYÎncă nu există evaluări
- 1.2 Tipos de ControlDocument16 pagini1.2 Tipos de ControlJesús Eliseo R. MoralesÎncă nu există evaluări
- Reporte de Un Modelo Fisico Que Contenga Curvas en El Espacio-Perla SandovalDocument4 paginiReporte de Un Modelo Fisico Que Contenga Curvas en El Espacio-Perla Sandovalperla sandoval0% (1)
- Unidad 1. Introducción A Los Procesos de FabricaciónDocument17 paginiUnidad 1. Introducción A Los Procesos de FabricaciónIsmael PinedaÎncă nu există evaluări
- 2.5 Coordenadas Polares.Document2 pagini2.5 Coordenadas Polares.Juan Mcfly Badillo100% (1)
- Teoría de Corte Velocidades y HerramientasDocument7 paginiTeoría de Corte Velocidades y HerramientasEden Rojas100% (1)
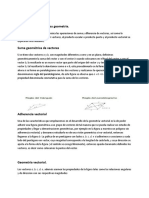
- 1.3 La Geometria de Las Operaciones Vectoriales. 1.4 Operaciones Con Vectores y Sus Propiedades. 1.5 Descomposicion Vectorial en 3 DimensionesDocument5 pagini1.3 La Geometria de Las Operaciones Vectoriales. 1.4 Operaciones Con Vectores y Sus Propiedades. 1.5 Descomposicion Vectorial en 3 DimensionesRobertoMartínezTorre100% (1)
- 2 Escenarios de Presentacion de ProtocoDocument4 pagini2 Escenarios de Presentacion de ProtocoManuel SegundónÎncă nu există evaluări
- NOH DZIB - Exposición Sobre Los Datos Estándar en Operaciones de Maquinado para Establecer Tasas de Producción en Las Empresas Manufactureras.Document39 paginiNOH DZIB - Exposición Sobre Los Datos Estándar en Operaciones de Maquinado para Establecer Tasas de Producción en Las Empresas Manufactureras.Sofia Andrade100% (1)
- 2.8.3 Instrumentos de Medición Analógicos y DigitalesDocument19 pagini2.8.3 Instrumentos de Medición Analógicos y DigitalesCristian Monarca CruzÎncă nu există evaluări
- 1.2 Algebra Vectorial y Su GeometriaDocument3 pagini1.2 Algebra Vectorial y Su GeometriaHugo Hdz60% (5)
- Esfuerzo y Deformación en Barras Cilíndricas de Pared DelgadaDocument1 paginăEsfuerzo y Deformación en Barras Cilíndricas de Pared DelgadaUlises Daniel100% (1)
- Reporte de La Práctica 7Document13 paginiReporte de La Práctica 7vicente100% (1)
- 1.3.1 Distribuciones NuméricasDocument2 pagini1.3.1 Distribuciones NuméricasOrlando Mancera RoblesÎncă nu există evaluări
- 2.1 Declaración de Clases: Atributos, Métodos, Encapsulamiento.Document15 pagini2.1 Declaración de Clases: Atributos, Métodos, Encapsulamiento.Salvador Ramirez Ayala50% (2)
- Separata toleranciasProfAltunaDocument7 paginiSeparata toleranciasProfAltunajulitomonkdaÎncă nu există evaluări
- Unidad III. - Funciones Vectoriales de Una Variable RealDocument33 paginiUnidad III. - Funciones Vectoriales de Una Variable RealAndres' Araiza100% (1)
- Inv. 1 Acabados SuperficialesDocument14 paginiInv. 1 Acabados SuperficialesMarissaReyesÎncă nu există evaluări
- Ensayo Metodo Grafico-AnaliticoDocument10 paginiEnsayo Metodo Grafico-AnaliticoALONDRA GARCIA SOSAÎncă nu există evaluări
- Calculo Vectorial U5Document14 paginiCalculo Vectorial U5Israel XoloÎncă nu există evaluări
- Fisica ProblemasDocument7 paginiFisica ProblemasDavid Jaime Uribe75% (4)
- Vibraciones-Series de FourierDocument5 paginiVibraciones-Series de FourierByron Ayala50% (2)
- Guía N2 - PernosDocument2 paginiGuía N2 - PernosRodrigo Campusano ChangÎncă nu există evaluări
- Investigación Posición de MecanismosDocument15 paginiInvestigación Posición de MecanismosJav RivÎncă nu există evaluări
- 2.10. Distribución de EquipoDocument1 pagină2.10. Distribución de EquipomiltonÎncă nu există evaluări
- Reacciones en Apoyos y ConexionesDocument7 paginiReacciones en Apoyos y ConexionesDävid Rämoss100% (1)
- 1.1. Esfuerzo Normal y Deformación Axial Originados Por Cargas de Tensión y CompresiónDocument6 pagini1.1. Esfuerzo Normal y Deformación Axial Originados Por Cargas de Tensión y CompresiónArmando LeijaÎncă nu există evaluări
- Software para Metodos NumericosDocument25 paginiSoftware para Metodos Numericosdario mendoza100% (10)
- Instrumentos Especiales para Mediciones EléctricasDocument2 paginiInstrumentos Especiales para Mediciones EléctricasAldo Torres0% (1)
- Procesos de Formado y Recubrimiento de MetalesDocument28 paginiProcesos de Formado y Recubrimiento de MetalesIvan Daniel Miranda Reyes50% (4)
- Tablas MTM PDFDocument2 paginiTablas MTM PDFzisco23.100% (3)
- Mejoramiento de La Productividad de Un Taller de Servicio AutomotrizDocument45 paginiMejoramiento de La Productividad de Un Taller de Servicio AutomotrizAndrés VladimirÎncă nu există evaluări
- Control Del Proceso y El Ciclo de Mejora ContinuaDocument19 paginiControl Del Proceso y El Ciclo de Mejora ContinuaAlmita MeraÎncă nu există evaluări
- 2.3 Buses de CampoDocument11 pagini2.3 Buses de CampoBrenda HdzÎncă nu există evaluări
- Herramientas de DesarrolloDocument3 paginiHerramientas de DesarrolloBrenda HdzÎncă nu există evaluări
- Unidad 4 ControladoresDocument63 paginiUnidad 4 ControladoresBrenda HdzÎncă nu există evaluări
- 5.1 Conductividad TermicaDocument6 pagini5.1 Conductividad TermicaBrenda HdzÎncă nu există evaluări
- 2.2 Mantenimiento PreventivoDocument29 pagini2.2 Mantenimiento PreventivoBrenda HdzÎncă nu există evaluări
- 5.1 Conductividad TermicaDocument6 pagini5.1 Conductividad TermicaBrenda HdzÎncă nu există evaluări
- 3.3.aplicaciones Del Principio Del Trabajo y La EnergíaDocument4 pagini3.3.aplicaciones Del Principio Del Trabajo y La EnergíaBrenda Hdz0% (2)
- 4.1.ciclo OttoDocument13 pagini4.1.ciclo OttoBrenda HdzÎncă nu există evaluări
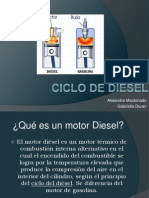
- 4.2.ciclo de DiéselDocument10 pagini4.2.ciclo de DiéselBrenda HdzÎncă nu există evaluări
- Trabajo de Direccion en SocialismoDocument124 paginiTrabajo de Direccion en Socialismojeronimo blanco100% (1)
- Nueva Idea de Proyecto BicicletaDocument2 paginiNueva Idea de Proyecto BicicletaJesus E. MartinezÎncă nu există evaluări
- 3.proteccion RespiratoriaDocument14 pagini3.proteccion Respiratoriaquimico10012812Încă nu există evaluări
- PDF CreatorDocument12 paginiPDF CreatorJosemariaÎncă nu există evaluări
- Manual Motor Diesel John Deere - Clarke PDFDocument48 paginiManual Motor Diesel John Deere - Clarke PDFCésar Jc100% (2)
- La Personalidad Juridica de La Sucesión Hereditaria Indivisa y Sus Implicaciones en El Derecho Civil y Derecho TributarioDocument14 paginiLa Personalidad Juridica de La Sucesión Hereditaria Indivisa y Sus Implicaciones en El Derecho Civil y Derecho TributariosegurahÎncă nu există evaluări
- El Examen Ignaciano Revisión y Equilibrio PersonalDocument13 paginiEl Examen Ignaciano Revisión y Equilibrio PersonalAraceli López Varela100% (1)
- Imagen de La Ciudad de Quilpué, Sebastian TejadaDocument7 paginiImagen de La Ciudad de Quilpué, Sebastian TejadaSebastian Tejada EstevezÎncă nu există evaluări
- Ecología y Medio Ambiente. Ensayo.Document5 paginiEcología y Medio Ambiente. Ensayo.Gregorio Guevara EstelaÎncă nu există evaluări
- Brief OficialDocument3 paginiBrief OficialKatherine OrtizÎncă nu există evaluări
- Documento 9999Document2 paginiDocumento 9999Francisco Montoya SánchezÎncă nu există evaluări
- Descargar Riesgos de TrabajoDocument28 paginiDescargar Riesgos de TrabajoAlan Gregorio Becerra TorresÎncă nu există evaluări
- CatalogoDocument44 paginiCatalogoPalacio De Los CosmeticosÎncă nu există evaluări
- Indemnizacion Por Responsabilidad MedicaDocument6 paginiIndemnizacion Por Responsabilidad MedicaJHON JILTON CUSI PAUCARÎncă nu există evaluări
- Grado 4 Segundo Periodo ArtisticaDocument5 paginiGrado 4 Segundo Periodo ArtisticaNancyÎncă nu există evaluări
- Bonifacio Sotos Ochando - Compendio de La Lengua Universal (1885)Document191 paginiBonifacio Sotos Ochando - Compendio de La Lengua Universal (1885)CarlosJesusÎncă nu există evaluări
- Barp Book-2019Document11 paginiBarp Book-2019Victor Ivan Andrade PradoÎncă nu există evaluări
- MAICILLOSDocument5 paginiMAICILLOSCarlos Rocha FernandezÎncă nu există evaluări
- Catalogo Omnilife Peru 2021Document34 paginiCatalogo Omnilife Peru 2021Ricardo Manosalva0% (1)
- Desarrollo Multidimensional Del NiñoDocument20 paginiDesarrollo Multidimensional Del NiñoRamiro Quintana HerreraÎncă nu există evaluări
- Evaluacion Final - Escenario 8 - Segundo Bloque-Teorico - Legislacion en Seguridad y Salud para El Trabajo - (Grupo b02)Document12 paginiEvaluacion Final - Escenario 8 - Segundo Bloque-Teorico - Legislacion en Seguridad y Salud para El Trabajo - (Grupo b02)Laura Natalia Valderrama paezÎncă nu există evaluări
- Cormac McCarthyDocument15 paginiCormac McCarthyKevin Berger100% (4)
- Diagnostico de PIP Mejoramiento de Pistas y VeredasDocument11 paginiDiagnostico de PIP Mejoramiento de Pistas y VeredasJosseph R Aller AyalaÎncă nu există evaluări
- Capacitacion de Alcoholismo y DrogadiccionDocument2 paginiCapacitacion de Alcoholismo y DrogadiccionLorena SamaniegoÎncă nu există evaluări
- Botiquin Veterinario VinchosDocument10 paginiBotiquin Veterinario VinchosRenan Martinez PerezÎncă nu există evaluări
- Prontuario de Información Geográfica Municipal de Los Estados Unidos MexicanosDocument9 paginiProntuario de Información Geográfica Municipal de Los Estados Unidos MexicanosJuan Francisco Pérez LanderosÎncă nu există evaluări
- FESTIVALESDocument46 paginiFESTIVALESJanneth SalamancaÎncă nu există evaluări
- Alejandro Raiter - Psicolingüística - Capítulo 1Document16 paginiAlejandro Raiter - Psicolingüística - Capítulo 1karen rojas100% (2)
- Actividad 3Document2 paginiActividad 3Isaac SanchezÎncă nu există evaluări
- Cuales Considera Que Son Los Problemas Ambientales Más Graves Que Afectan Nuestra ComunidadDocument8 paginiCuales Considera Que Son Los Problemas Ambientales Más Graves Que Afectan Nuestra ComunidadElbys DelgadoÎncă nu există evaluări