S-ar putea să vă placă și
- Pipeline and Energy Plant Piping: Design and TechnologyDe la EverandPipeline and Energy Plant Piping: Design and TechnologyEvaluare: 5 din 5 stele5/5 (2)
- HDPE Pipe and Fitting Materials Fusion Joining and Installation 1Document8 paginiHDPE Pipe and Fitting Materials Fusion Joining and Installation 1Mohamed ElsayedÎncă nu există evaluări
- MechanicalDocument173 paginiMechanicalKerx EndranoÎncă nu există evaluări
- INS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1Document7 paginiINS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1jayhuacat7743100% (4)
- QCS 2010 Section 8 Part 4 Pipeline InstallationDocument29 paginiQCS 2010 Section 8 Part 4 Pipeline Installationahmed abdohÎncă nu există evaluări
- Method Statement For Insulation WorksDocument16 paginiMethod Statement For Insulation WorksAhmed Farman AlqaysiÎncă nu există evaluări
- Section 20 Horizontal Directional Drilling (HDD) /hdpe Pipe: 20.01 Scope: A. GeneralDocument6 paginiSection 20 Horizontal Directional Drilling (HDD) /hdpe Pipe: 20.01 Scope: A. GeneralRon CylÎncă nu există evaluări
- Site Erection Procedure For Piping InstallationDocument10 paginiSite Erection Procedure For Piping InstallationIrsan HaeruddinÎncă nu există evaluări
- Work Procedure Pipe SupportDocument10 paginiWork Procedure Pipe Supportmc chesterÎncă nu există evaluări
- Piping Hydrotest ProcedureDocument9 paginiPiping Hydrotest Procedurewendypost73100% (1)
- Pump Installation Guide LLCDocument12 paginiPump Installation Guide LLCJoanna Lauer-Trąbczyńska100% (1)
- PIPING SYSTEM DESIGN GUIDEDocument6 paginiPIPING SYSTEM DESIGN GUIDEMananÎncă nu există evaluări
- Above Ground Piping ProcedureDocument4 paginiAbove Ground Piping Proceduremusthafa_11Încă nu există evaluări
- Method Statement Piping Works DABBIYADocument11 paginiMethod Statement Piping Works DABBIYAsivaparthiban100% (3)
- Pipeline Equipment and ConstructionDocument16 paginiPipeline Equipment and ConstructionHansLopezÎncă nu există evaluări
- 1.method Fabrication Spool (r2)Document13 pagini1.method Fabrication Spool (r2)sethu109175% (20)
- Construction Method Statement For Installation of Chilled Water Piping SystemDocument7 paginiConstruction Method Statement For Installation of Chilled Water Piping Systemamg007Încă nu există evaluări
- Dismantling ProcedureDocument6 paginiDismantling ProcedureAndreas Schlager100% (1)
- Pipeline InstallationDocument6 paginiPipeline InstallationSurya Kiran KÎncă nu există evaluări
- 4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Document8 pagini4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Randu WatangÎncă nu există evaluări
- Fire Protection Pipes Method StatementDocument11 paginiFire Protection Pipes Method StatementEdmund YoongÎncă nu există evaluări
- Recommended Testing Procedures For HDPE PipeDocument1 paginăRecommended Testing Procedures For HDPE Pipeosto72Încă nu există evaluări
- METHOD STATEMENT - PipingDocument12 paginiMETHOD STATEMENT - PipingAnonymous M5rHHKÎncă nu există evaluări
- Method Statement For DX AC UnitDocument28 paginiMethod Statement For DX AC UnitBuraq Aircondition Cont & Gen Maint LLC BuraqÎncă nu există evaluări
- Costing of PipelineDocument16 paginiCosting of Pipelinevuong100% (2)
- Piping Above Ground Installation Work ProcedureDocument38 paginiPiping Above Ground Installation Work Proceduremanoj thakkar100% (1)
- Pipe FabricationDocument42 paginiPipe FabricationJanani M Janani67% (6)
- Storage Tank Erection Procedure PDFDocument6 paginiStorage Tank Erection Procedure PDFGeorge George100% (1)
- Tank ErectionDocument13 paginiTank Erectionsajay2010Încă nu există evaluări
- Method Statement For Ug Piping 6423dp420!00!00200 00 - Rev03Document20 paginiMethod Statement For Ug Piping 6423dp420!00!00200 00 - Rev03mister pogi100% (2)
- Tank Erection Method Statement For Mot Oil Storage TanksDocument7 paginiTank Erection Method Statement For Mot Oil Storage TanksJhahir HussainÎncă nu există evaluări
- Construction Method For Underground HDPE Piping SystemsDocument9 paginiConstruction Method For Underground HDPE Piping Systemshasan_67648961686% (7)
- Piping Fabrication Procedure.Document58 paginiPiping Fabrication Procedure.Janardhan Surya78% (23)
- Method Statement Piping WorksDocument11 paginiMethod Statement Piping WorksAtty Atty100% (1)
- Power & Water Project Method Statement For Spool Fabrication of Steel PipingDocument11 paginiPower & Water Project Method Statement For Spool Fabrication of Steel Pipinglion100_saadÎncă nu există evaluări
- Method Statement For Underground Piping FCDocument17 paginiMethod Statement For Underground Piping FCmister pogi94% (17)
- Method Statement - Pipe WorksDocument14 paginiMethod Statement - Pipe WorksDarl Anthony Veloso100% (4)
- Piping Fabrication and Installation Functional SpecificationDocument30 paginiPiping Fabrication and Installation Functional SpecificationVijay Mohan100% (3)
- Taping and Chilled Water Pipe InstallationDocument13 paginiTaping and Chilled Water Pipe InstallationProject enghvacÎncă nu există evaluări
- 19-Pipe Line Welding PDFDocument15 pagini19-Pipe Line Welding PDFMustafa MubderÎncă nu există evaluări
- HDPE Liner Technical PresentationDocument22 paginiHDPE Liner Technical PresentationZilani Basha67% (3)
- Structural Steel ErectionDocument7 paginiStructural Steel Erectionzaki fadlÎncă nu există evaluări
- Piping Training - Section I - Piping ComponentsDocument24 paginiPiping Training - Section I - Piping Componentsarshad1000100% (2)
- METHOD of STATEMENT Pressure Testing of PipeworkDocument9 paginiMETHOD of STATEMENT Pressure Testing of Pipeworkyusuf ergulÎncă nu există evaluări
- GRP Installation GuideDocument13 paginiGRP Installation GuidepparreraÎncă nu există evaluări
- Tank Erection ProcedureDocument29 paginiTank Erection ProcedureVisas Siva100% (3)
- Method Statement For Electrical Conduit and Box Fixing WorksDocument7 paginiMethod Statement For Electrical Conduit and Box Fixing Worksprashant100% (1)
- Project Standards and Specifications Piping Construction Standards Rev01Document10 paginiProject Standards and Specifications Piping Construction Standards Rev01hiyeonÎncă nu există evaluări
- PREPARED MS For Piping FabricationDocument9 paginiPREPARED MS For Piping Fabricationvishal bailurÎncă nu există evaluări
- NT2 L3 M 000 21 00015 - Pigging - CleaningDocument26 paginiNT2 L3 M 000 21 00015 - Pigging - CleaningHuynh Thanh Tam100% (1)
- FM 1613 2017 Sample Specification HDPE Pipe Fittings Fusion For Firewater ServiceDocument6 paginiFM 1613 2017 Sample Specification HDPE Pipe Fittings Fusion For Firewater Servicemohamed fathiÎncă nu există evaluări
- Pex SpecsDocument24 paginiPex SpecsYazan TamimiÎncă nu există evaluări
- HDPE Pipe, Fittings and Fusion Spec for Fire ProtectionDocument6 paginiHDPE Pipe, Fittings and Fusion Spec for Fire Protectionlo poÎncă nu există evaluări
- Piping BasisDocument32 paginiPiping Basislowermine100% (2)
- Domestic Water Piping Specification for PEX Plumbing SystemsDocument7 paginiDomestic Water Piping Specification for PEX Plumbing SystemsAnonymous BW1EW9beJq100% (1)
- Sanitary Sewer PipeDocument10 paginiSanitary Sewer PipeSaiful Imran Mohamed YusofÎncă nu există evaluări
- HDPE Pipe Installation for Fire Protection SystemsDocument3 paginiHDPE Pipe Installation for Fire Protection SystemsJulio RodriguezÎncă nu există evaluări
- Specification - Pipes FlangesDocument3 paginiSpecification - Pipes FlangesAco CvijeticÎncă nu există evaluări
- Domestic Water Piping Systems GuideDocument15 paginiDomestic Water Piping Systems Guideroinbanerji100% (1)
- Section 12 - Sanitary Sewer System (PDF) - 201601061536408543Document26 paginiSection 12 - Sanitary Sewer System (PDF) - 201601061536408543Sean ChanÎncă nu există evaluări
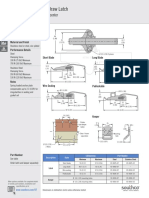
- Adjustable V4 Draw LatchDocument2 paginiAdjustable V4 Draw LatchmariomatoÎncă nu există evaluări
- Flexmove Plastic Slat Conveyors SystemDocument16 paginiFlexmove Plastic Slat Conveyors SystemmariomatoÎncă nu există evaluări
- Full Text DocumentDocument62 paginiFull Text Documentvinoo13Încă nu există evaluări
- STRESS ANALYSIS and FATIGUE of Welded StructuresDocument20 paginiSTRESS ANALYSIS and FATIGUE of Welded Structuresmatteo_1234100% (1)
- Fundamentals of Machine Component Design - Student Solutions ManualDocument137 paginiFundamentals of Machine Component Design - Student Solutions ManualAmanda Silva82% (28)
- 155710Document56 pagini155710mariomatoÎncă nu există evaluări
- Finite Element AnalysisDocument70 paginiFinite Element AnalysisDinesh PerumalsamyÎncă nu există evaluări
- Theory of MachinesDocument41 paginiTheory of MachinesC V CHANDRASHEKARA75% (4)
- Bolt PretensionDocument6 paginiBolt Pretensionsujayan2005Încă nu există evaluări
- Notes MechV PDFDocument21 paginiNotes MechV PDFzamburittiÎncă nu există evaluări
- Effective Modal Masses: 1 AbstractDocument4 paginiEffective Modal Masses: 1 AbstractmariomatoÎncă nu există evaluări
- 155710Document56 pagini155710mariomatoÎncă nu există evaluări
- Recent Advances in Practical Finite Element AnalysisDocument11 paginiRecent Advances in Practical Finite Element AnalysismariomatoÎncă nu există evaluări
- Cure For All Advanced CancersDocument634 paginiCure For All Advanced Cancerse33aticÎncă nu există evaluări
- Introduction To Finite Element ModelingDocument5 paginiIntroduction To Finite Element Modelingmastura_rahim_3Încă nu există evaluări
- Meccan Is MoDocument1 paginăMeccan Is MomariomatoÎncă nu există evaluări
- Beam FEM Ss AxialDocument10 paginiBeam FEM Ss AxialmariomatoÎncă nu există evaluări
- Aikido Shudokan Emag 2012Document61 paginiAikido Shudokan Emag 2012mariomato100% (2)
- EQE Ceresa EtalDocument22 paginiEQE Ceresa EtalmariomatoÎncă nu există evaluări
- Unit 25 Essential Working Practices in Vehicle TechnologyDocument10 paginiUnit 25 Essential Working Practices in Vehicle TechnologymariomatoÎncă nu există evaluări
- Fatigue Life Evaluation of Mechanical Components Using Vibration Fatigue Analysis TechniqueDocument7 paginiFatigue Life Evaluation of Mechanical Components Using Vibration Fatigue Analysis TechniquemariomatoÎncă nu există evaluări
- Methods of Nonlinear Random Vibration Analysis: AbstractDocument27 paginiMethods of Nonlinear Random Vibration Analysis: AbstracttuanphamcktÎncă nu există evaluări
- WangDocument18 paginiWangnagarajucruxÎncă nu există evaluări
- Solidworks Simulation WeldsDocument38 paginiSolidworks Simulation Weldsfiuto_rights_1404802100% (2)
- CETE ScilabTEC2013Document30 paginiCETE ScilabTEC2013mariomatoÎncă nu există evaluări
- Guideline For The Assessment of Existing StructuresDocument48 paginiGuideline For The Assessment of Existing StructuresAnonymous q0irDXlWAmÎncă nu există evaluări
- 9554327Document254 pagini9554327mariomatoÎncă nu există evaluări
- Weld Design by FEADocument11 paginiWeld Design by FEAAdarsh D. KarkiÎncă nu există evaluări
- Design load and shear calculations for reinforced concrete beamDocument4 paginiDesign load and shear calculations for reinforced concrete beamaremyulÎncă nu există evaluări
- ST5203 Experimental TechniquesDocument8 paginiST5203 Experimental TechniquesDharmaraaj RajalinggamÎncă nu există evaluări
- Cat Filtrazione 2017 enDocument80 paginiCat Filtrazione 2017 enTed ThomsonÎncă nu există evaluări
- 18a Mcr225a PDFDocument22 pagini18a Mcr225a PDFVengatesh HariÎncă nu există evaluări
- Center of Mass N Rigidity Lecture-Sample Problem1Document5 paginiCenter of Mass N Rigidity Lecture-Sample Problem1Francis CabinganÎncă nu există evaluări
- Sylobloc Silica Anti-Blocking Additives: Product Portfolio & Selection GuideDocument4 paginiSylobloc Silica Anti-Blocking Additives: Product Portfolio & Selection Guide360907219Încă nu există evaluări
- Chemical Engineering Buyers Guide 2018 - Processing EquipmentDocument25 paginiChemical Engineering Buyers Guide 2018 - Processing EquipmentLabnesÎncă nu există evaluări
- Carbide Banding - Effect On FatigueDocument15 paginiCarbide Banding - Effect On FatigueSteve Green100% (1)
- ASHRAE - STD 90.1 - 2007 Energy Standar For BuildingsDocument80 paginiASHRAE - STD 90.1 - 2007 Energy Standar For BuildingsJohn Henry Ramos SantosÎncă nu există evaluări
- Design Variables That Affect Building ConstructionDocument5 paginiDesign Variables That Affect Building ConstructionK_O_Ennin100% (6)
- Green Box PDFDocument20 paginiGreen Box PDFRolando El BlancoÎncă nu există evaluări
- Casting LectureDocument168 paginiCasting LectureAnonymous rTWwAM0100% (1)
- Motor Regreasing PGMDocument8 paginiMotor Regreasing PGMmuhamad.badar9285Încă nu există evaluări
- A743A743MDocument7 paginiA743A743MAnonymous ggwJDMh8Încă nu există evaluări
- Technical Report Documentation PageDocument149 paginiTechnical Report Documentation PageAÎncă nu există evaluări
- BS 5328 - 1 - 1997Document46 paginiBS 5328 - 1 - 1997Hani Nemrawi100% (2)
- Design of EHV SwitchyardDocument47 paginiDesign of EHV Switchyardpraveen_1324100% (1)
- Project - Bali Chambre Go: BTDC Nusa Dua - BaliDocument44 paginiProject - Bali Chambre Go: BTDC Nusa Dua - BaliYudi Ibo NlfÎncă nu există evaluări
- HW1Document1 paginăHW1Mohammed Essam ShatnawiÎncă nu există evaluări
- Pipe Line CalculationDocument14 paginiPipe Line Calculationsamirbendre1Încă nu există evaluări
- Properties of Concrete by A M NevilleDocument2.866 paginiProperties of Concrete by A M NevilleAnthony Angeles83% (6)
- Burtrand Lee, Sridhar Komarneni - 2005 - Chemical Processing of CeramicsDocument737 paginiBurtrand Lee, Sridhar Komarneni - 2005 - Chemical Processing of Ceramicsvanessa santanaÎncă nu există evaluări
- ProgressivTube Installation Operations Manual 03 02 09 PDFDocument58 paginiProgressivTube Installation Operations Manual 03 02 09 PDFMohamd LabeabÎncă nu există evaluări
- Bolt Tightening Handbook Linear Motion ADocument44 paginiBolt Tightening Handbook Linear Motion AMarcos MorachickÎncă nu există evaluări
- Shell Balances in Fluid Mechanics PDFDocument12 paginiShell Balances in Fluid Mechanics PDFgoogley71Încă nu există evaluări
- Table 7-3 UPC DFUDocument4 paginiTable 7-3 UPC DFUAhmed OsmanÎncă nu există evaluări
- Precast Concrete Structures: A Concise GuideDocument267 paginiPrecast Concrete Structures: A Concise GuidepelinÎncă nu există evaluări
- Method of PlasteringDocument3 paginiMethod of PlasteringTAHER AMMAR100% (2)
- Tank and Pressure Vessel MaintenanceDocument30 paginiTank and Pressure Vessel MaintenancePandu Satrio100% (2)
- Water Wastewater BrochurelrDocument7 paginiWater Wastewater Brochurelrlamia97Încă nu există evaluări