S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- B 570 - 96 Qju3mc05ngDocument4 paginiB 570 - 96 Qju3mc05ngLUISALBERTO06011985Încă nu există evaluări
- B 698 - 97 Qjy5oc1sruqDocument3 paginiB 698 - 97 Qjy5oc1sruqLUISALBERTO06011985Încă nu există evaluări
- Copper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Strip and SheetDocument4 paginiCopper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Strip and SheetLUISALBERTO06011985Încă nu există evaluări
- B 140 - B 140M - 01 Qje0mc9cmtqwtqDocument3 paginiB 140 - B 140M - 01 Qje0mc9cmtqwtqLUISALBERTO06011985Încă nu există evaluări
- Cartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)Document5 paginiCartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)LUISALBERTO06011985Încă nu există evaluări
- B 99 - B 99m - 96 Qjk5l0i5ou0tukveDocument5 paginiB 99 - B 99m - 96 Qjk5l0i5ou0tukveLUISALBERTO06011985Încă nu există evaluări
- B 302 - 00 Qjmwmi1sruqDocument7 paginiB 302 - 00 Qjmwmi1sruqLUISALBERTO06011985Încă nu există evaluări
- Mercurous Nitrate Test For Copper and Copper AlloysDocument3 paginiMercurous Nitrate Test For Copper and Copper AlloysLUISALBERTO06011985Încă nu există evaluări
- A 1014 - 03 QtewmtqDocument3 paginiA 1014 - 03 QtewmtqLUISALBERTO06011985Încă nu există evaluări
- B 176 - 04 Qje3ngDocument4 paginiB 176 - 04 Qje3ngLUISALBERTO06011985Încă nu există evaluări
- B 135m - 96 Qjeznu0totyDocument5 paginiB 135m - 96 Qjeznu0totyLUISALBERTO06011985Încă nu există evaluări
- B 643 - 00 Qjy0my1sruqDocument8 paginiB 643 - 00 Qjy0my1sruqLUISALBERTO06011985Încă nu există evaluări
- A 181 - A 181M - 01 Qte4ms9bmtgxtqDocument3 paginiA 181 - A 181M - 01 Qte4ms9bmtgxtqLUISALBERTO06011985Încă nu există evaluări
- A 787 - 01 QTC4NWDocument6 paginiA 787 - 01 QTC4NWLUISALBERTO06011985Încă nu există evaluări
- A 795 - 00 QTC5NS9BNZK1TQDocument6 paginiA 795 - 00 QTC5NS9BNZK1TQsachinguptachdÎncă nu există evaluări
- A 771 - A 771M - 95 R01 QTC3MS9BNZCXTQDocument5 paginiA 771 - A 771M - 95 R01 QTC3MS9BNZCXTQLUISALBERTO06011985Încă nu există evaluări
- A 778 - 01 Qtc3oaDocument4 paginiA 778 - 01 Qtc3oaLUISALBERTO06011985Încă nu există evaluări
- Astm A179-A179m PDFDocument2 paginiAstm A179-A179m PDFMostafaRockÎncă nu există evaluări
- A 192 - A 192M - 02 Qte5mi9bmtkytqDocument3 paginiA 192 - A 192M - 02 Qte5mi9bmtkytqLUISALBERTO06011985Încă nu există evaluări
- A 758 - A 758M - 00 Qtc1oc9bnzu4tqDocument5 paginiA 758 - A 758M - 00 Qtc1oc9bnzu4tqLUISALBERTO06011985Încă nu există evaluări
- A 369 - A 369M - 01 Qtm2os0wmqDocument4 paginiA 369 - A 369M - 01 Qtm2os0wmqLUISALBERTO06011985Încă nu există evaluări
- A 928 - A 928M - 00 Qtkyoc0wmaDocument5 paginiA 928 - A 928M - 00 Qtkyoc0wmaLUISALBERTO06011985Încă nu există evaluări
- A 369 - A 369M - 01 Qtm2os0wmqDocument4 paginiA 369 - A 369M - 01 Qtm2os0wmqLUISALBERTO06011985Încă nu există evaluări
- A 453 - A 453M - 00 Qtq1my0wmaDocument5 paginiA 453 - A 453M - 00 Qtq1my0wmaLUISALBERTO06011985Încă nu există evaluări
- A 409 - A409m - 95 Qtqwos05nuffmqDocument6 paginiA 409 - A409m - 95 Qtqwos05nuffmqLUISALBERTO06011985Încă nu există evaluări
- A 453 - A 453M - 00 Qtq1my0wmeuxDocument5 paginiA 453 - A 453M - 00 Qtq1my0wmeuxLUISALBERTO06011985Încă nu există evaluări
- A 498 - 98 Qtq5oc05oaDocument3 paginiA 498 - 98 Qtq5oc05oaLUISALBERTO06011985Încă nu există evaluări
- A 403 - A 403M - 03 Qtqwmy0wmwDocument7 paginiA 403 - A 403M - 03 Qtqwmy0wmwLUISALBERTO06011985Încă nu există evaluări
- A 403 - A 403M - 03 Qtqwmy0wm0eDocument7 paginiA 403 - A 403M - 03 Qtqwmy0wm0eLUISALBERTO06011985Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Construction Schedule & S-Curve 1st Quarter 2nd Quarter 3rd Quarter 4th QuarterDocument9 paginiConstruction Schedule & S-Curve 1st Quarter 2nd Quarter 3rd Quarter 4th QuarterLouie MacniÎncă nu există evaluări
- Australian Castolin Eutectic: Flame Spray Equipment and PowdersDocument18 paginiAustralian Castolin Eutectic: Flame Spray Equipment and PowdersАлмаз КенжетаевÎncă nu există evaluări
- Sky Frame Brochure 2010 enDocument8 paginiSky Frame Brochure 2010 envidas6666Încă nu există evaluări
- Heat & Mass Transfer Ex5Document2 paginiHeat & Mass Transfer Ex5mekdimÎncă nu există evaluări
- ch5 Settlement of BuildingsDocument33 paginich5 Settlement of BuildingsRafi Mahmoud SulaimanÎncă nu există evaluări
- 117 Section 6 Types of BrassDocument10 pagini117 Section 6 Types of Brassrozanedeghat8942Încă nu există evaluări
- BIRCOsir en 03 2017Document58 paginiBIRCOsir en 03 2017raghebomÎncă nu există evaluări
- Ev100manual en PDFDocument13 paginiEv100manual en PDFdragishabl100% (1)
- Penetration of Bituminous PDFDocument8 paginiPenetration of Bituminous PDFMaslisa AffenddyÎncă nu există evaluări
- 8-1 Commodity ClassificationDocument18 pagini8-1 Commodity ClassificationAchraf BoudayaÎncă nu există evaluări
- Wear CoinsDocument3 paginiWear Coinstbejitual100% (1)
- 10.0 Innovative Turbulence Modeling - SST Model in ANSYS CFXDocument2 pagini10.0 Innovative Turbulence Modeling - SST Model in ANSYS CFXกี้ บางพระÎncă nu există evaluări
- NanoDocument10 paginiNanoRavi TejaÎncă nu există evaluări
- Salmson Light Commercial SCX-DCX - SXM-DXM PDFDocument8 paginiSalmson Light Commercial SCX-DCX - SXM-DXM PDFLuÎncă nu există evaluări
- Xella Aircrete North America, IncDocument10 paginiXella Aircrete North America, Incaseem krishnaÎncă nu există evaluări
- State Highway and Transportation Department Concrete Plant Inspector'S ChecklistDocument2 paginiState Highway and Transportation Department Concrete Plant Inspector'S ChecklistGrafi EinsteinÎncă nu există evaluări
- 3.1 PapersDocument84 pagini3.1 PapersJoseph KaranjaÎncă nu există evaluări
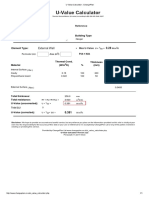
- U Value Calculator - With Liner Only1Document1 paginăU Value Calculator - With Liner Only1muathÎncă nu există evaluări
- Is-10810 - 1 Methods of Test For CablesDocument2 paginiIs-10810 - 1 Methods of Test For CablespankajnbiÎncă nu există evaluări
- ABLOY Fire Door Closing Systems - 2018Document16 paginiABLOY Fire Door Closing Systems - 2018eaglebrdÎncă nu există evaluări
- Civil: ANSYS, Inc. Proprietary © 2004 ANSYS, Inc. © 2004 ANSYS, IncDocument62 paginiCivil: ANSYS, Inc. Proprietary © 2004 ANSYS, Inc. © 2004 ANSYS, IncSalam FaithÎncă nu există evaluări
- Design of Concrete Mixes .Hw3Document12 paginiDesign of Concrete Mixes .Hw3RawandAlbarodyÎncă nu există evaluări
- Tips and Tricks From Joe Flow: Sample Preparation: Shaken or Stirred?Document3 paginiTips and Tricks From Joe Flow: Sample Preparation: Shaken or Stirred?Dan MihailÎncă nu există evaluări
- Bahay Na BatoDocument11 paginiBahay Na BatoDanica May TorresÎncă nu există evaluări
- Shear WallsDocument33 paginiShear Wallsmagdyamdb100% (1)
- Shree Chintamani Developers, Kadakpada (R4)Document4 paginiShree Chintamani Developers, Kadakpada (R4)Jai GaneshÎncă nu există evaluări
- Heat PacDocument2 paginiHeat PacTasha GutierrezÎncă nu există evaluări
- Reinforce Concrete Book - Prof DiasDocument58 paginiReinforce Concrete Book - Prof DiasAnonymous 7fIHDkX22pÎncă nu există evaluări
- Basement ExcavationDocument4 paginiBasement ExcavationAnonymous U6pIEKQghÎncă nu există evaluări
- Steel Portal Frame DrawingsDocument1 paginăSteel Portal Frame Drawingsamirriyyah100% (3)