S-ar putea să vă placă și
- LIDO Introduction PDFDocument127 paginiLIDO Introduction PDFStiliyana Bakalova100% (2)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingDe la EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingEvaluare: 5 din 5 stele5/5 (3)
- Oil and Gas Artificial Fluid Lifting TechniquesDe la EverandOil and Gas Artificial Fluid Lifting TechniquesEvaluare: 5 din 5 stele5/5 (1)
- Lorad M-III Mammography System Service Manual 9-500A-0029Document178 paginiLorad M-III Mammography System Service Manual 9-500A-0029Tulio Moreira100% (4)
- Sermac SCL130ADocument2 paginiSermac SCL130AVasiliy PavliukÎncă nu există evaluări
- Astm A722 PDFDocument5 paginiAstm A722 PDFNguyễn ThạnhÎncă nu există evaluări
- Aspen-HYSYS Simulation of Natural Gas Processing PlantDocument4 paginiAspen-HYSYS Simulation of Natural Gas Processing Plantsorincarmen88Încă nu există evaluări
- Aspen-HYSYS Simulation of Natural Gas Processing PlantDocument4 paginiAspen-HYSYS Simulation of Natural Gas Processing PlantcandraÎncă nu există evaluări
- CGD Case Study 17BPE032Document8 paginiCGD Case Study 17BPE032Gairik ChakrabortyÎncă nu există evaluări
- Overview of Gas ProcessingDocument74 paginiOverview of Gas Processinghoangduy7696Încă nu există evaluări
- Overview of Gas-Handling FacilitiesDocument6 paginiOverview of Gas-Handling FacilitiesMatthew AdeyinkaÎncă nu există evaluări
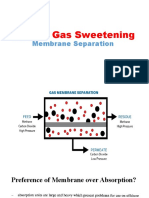
- Natural Gas Sweetening 2Document16 paginiNatural Gas Sweetening 2MALIK ZARYABBABARÎncă nu există evaluări
- Hydrates: Hydrate Problems in Production. Natural-Gas Hydrates Are Ice-Like Solids That FormDocument5 paginiHydrates: Hydrate Problems in Production. Natural-Gas Hydrates Are Ice-Like Solids That FormSalmanÎncă nu există evaluări
- Natural Gas: CHE252 Industrial ProcessDocument20 paginiNatural Gas: CHE252 Industrial ProcessdaabgchiÎncă nu există evaluări
- Gas Processing and ConditioningDocument31 paginiGas Processing and ConditioningTemitope Bello100% (1)
- Natural GasDocument20 paginiNatural GasdaabgchiÎncă nu există evaluări
- Liquid RecoveryDocument87 paginiLiquid Recoveryrkumar_225Încă nu există evaluări
- Natural-Gas Processing Is A Complex Industrial Process Designed To Clean Raw Natural Gas byDocument4 paginiNatural-Gas Processing Is A Complex Industrial Process Designed To Clean Raw Natural Gas byLavenia Alou MagnoÎncă nu există evaluări
- LNG-Production and UtilizationDocument48 paginiLNG-Production and UtilizationArchana Balikram R100% (2)
- CHE 413: Natural Gas Engineerin G: Natural Gas Liquids (NGL) Recovery, Separation and FractionationDocument31 paginiCHE 413: Natural Gas Engineerin G: Natural Gas Liquids (NGL) Recovery, Separation and FractionationMd Abid AfridiÎncă nu există evaluări
- CHEG481 Gas Processing Engineering. Spri PDFDocument72 paginiCHEG481 Gas Processing Engineering. Spri PDFAkol AganyÎncă nu există evaluări
- Selection of Technologies For Gas Plant NaturalDocument15 paginiSelection of Technologies For Gas Plant NaturaljxlÎncă nu există evaluări
- Subject: Gas Processing PresentationDocument20 paginiSubject: Gas Processing PresentationUsama JahangirÎncă nu există evaluări
- The ADAPT TechnologyDocument11 paginiThe ADAPT TechnologymilodabruzzoÎncă nu există evaluări
- Crude Oil StorageDocument18 paginiCrude Oil StorageRichard ObinnaÎncă nu există evaluări
- Natural Gas ProcessingDocument35 paginiNatural Gas ProcessingAleem AhmedÎncă nu există evaluări
- Gas Treating and ProcessingDocument3 paginiGas Treating and ProcessingRoger AP100% (1)
- HCDPDocument92 paginiHCDPMuddassar SultanÎncă nu există evaluări
- Methods of Ethane Liquid Recovery From Natural GasDocument35 paginiMethods of Ethane Liquid Recovery From Natural GasJeff Formica100% (1)
- Scientific: Condensate Reservoirs Benefits and RisksDocument9 paginiScientific: Condensate Reservoirs Benefits and RisksHomam MohammadÎncă nu există evaluări
- Intro Natural Gas ProcessingDocument12 paginiIntro Natural Gas ProcessingVishalIndrapuriÎncă nu există evaluări
- Condenser Oxygen ControlDocument6 paginiCondenser Oxygen Controlhappale2002Încă nu există evaluări
- Condenstae StabilizationDocument3 paginiCondenstae StabilizationsatishchemengÎncă nu există evaluări
- Unit - Iii Supporting Functional Units in LNG Plants: Gas Pretreatment: Slug Catcher - NGLDocument21 paginiUnit - Iii Supporting Functional Units in LNG Plants: Gas Pretreatment: Slug Catcher - NGLMeghana SÎncă nu există evaluări
- LPGDocument13 paginiLPGsoheilkhosh3311Încă nu există evaluări
- 2 Phase Seperator PDFDocument66 pagini2 Phase Seperator PDFKanthan DevanÎncă nu există evaluări
- Liquified Natural Gas Storage and TransportingDocument17 paginiLiquified Natural Gas Storage and TransportingArif MokhtarÎncă nu există evaluări
- Natural Gas ProcessingDocument25 paginiNatural Gas ProcessingJupni Mulyana100% (2)
- Gas SweeteningDocument3 paginiGas SweeteningAleem AhmedÎncă nu există evaluări
- Topsoe Wsa Meet Industry DemandsDocument6 paginiTopsoe Wsa Meet Industry DemandsBobie C. KurniawanÎncă nu există evaluări
- TurboExpander ProcessDocument18 paginiTurboExpander ProcessdndudcÎncă nu există evaluări
- Chapter 3Document59 paginiChapter 3Mohd HaafizÎncă nu există evaluări
- Dew Point TurboexpanderDocument18 paginiDew Point TurboexpanderGus Zalles ArrietaÎncă nu există evaluări
- Process Selection of Natural Gas Recovery UnitDocument25 paginiProcess Selection of Natural Gas Recovery Unitalexalek200050% (2)
- Boil-Off Gas Handling Onboard LNG Fuelled ShipsDocument6 paginiBoil-Off Gas Handling Onboard LNG Fuelled ShipsPutu Indra Mahatrisna100% (1)
- Fpso 2Document20 paginiFpso 2Natanael ZangerolamoÎncă nu există evaluări
- Chapter 6Document7 paginiChapter 6esraaoraby24Încă nu există evaluări
- Chapter 1Document5 paginiChapter 1Sehrish ZaidiÎncă nu există evaluări
- Secondary Recorvery in Dulang FieldDocument10 paginiSecondary Recorvery in Dulang FieldEga Puspita LerianaÎncă nu există evaluări
- Intro-Natural Gas ProcessingDocument45 paginiIntro-Natural Gas ProcessingJaimin PrajapatiÎncă nu există evaluări
- GMC15 161 CAPEX and OPEX Considerations For Gas Dehydration Technologies PDFDocument5 paginiGMC15 161 CAPEX and OPEX Considerations For Gas Dehydration Technologies PDFSUBRAMANAN NARAYANANÎncă nu există evaluări
- HDTB SectorDocument7 paginiHDTB SectorPartha AichÎncă nu există evaluări
- Delivery and Storage of Natural Gas - U.S. EIA - JUNE 2021Document3 paginiDelivery and Storage of Natural Gas - U.S. EIA - JUNE 2021juggodoy46Încă nu există evaluări
- Underground Gas Storage Facilities: Design and ImplementationDe la EverandUnderground Gas Storage Facilities: Design and ImplementationÎncă nu există evaluări
- Natural Gas: Operations and Transport: A Handbook for Students of the Natural Gas IndustryDe la EverandNatural Gas: Operations and Transport: A Handbook for Students of the Natural Gas IndustryÎncă nu există evaluări
- Working Guide to Reservoir Rock Properties and Fluid FlowDe la EverandWorking Guide to Reservoir Rock Properties and Fluid FlowEvaluare: 3 din 5 stele3/5 (1)
- Natural Gas: Consumers and Consuming Industry: A Handbook for Students of the Natural Gas IndustryDe la EverandNatural Gas: Consumers and Consuming Industry: A Handbook for Students of the Natural Gas IndustryÎncă nu există evaluări
- Properties of Water 4Document2 paginiProperties of Water 4Anonymous QM0NLqZOÎncă nu există evaluări
- Properties of Water 2Document1 paginăProperties of Water 2Anonymous QM0NLqZOÎncă nu există evaluări
- WaterDocument1 paginăWaterAlizay AamirÎncă nu există evaluări
- Chemical and Physical Properties: StatesDocument3 paginiChemical and Physical Properties: StatesAnonymous QM0NLqZOÎncă nu există evaluări
- WaterDocument1 paginăWaterAlizay AamirÎncă nu există evaluări
- Properties of Water 3Document2 paginiProperties of Water 3Anonymous QM0NLqZOÎncă nu există evaluări
- Properties of Water 5Document3 paginiProperties of Water 5Anonymous QM0NLqZOÎncă nu există evaluări
- Ground Floor ConstructionDocument3 paginiGround Floor ConstructionAnonymous QM0NLqZOÎncă nu există evaluări
- Physical CharacteristicsDocument13 paginiPhysical CharacteristicsAnonymous QM0NLqZOÎncă nu există evaluări
- Earth Is The Third Planet From The Sun and The Only Astronomical Object Known To Harbor LifeDocument6 paginiEarth Is The Third Planet From The Sun and The Only Astronomical Object Known To Harbor LifeAnonymous QM0NLqZOÎncă nu există evaluări
- Floor Covering: FlooringDocument2 paginiFloor Covering: FlooringAnonymous QM0NLqZOÎncă nu există evaluări
- Earth Is The Third Planet From The Sun and The Only Astronomical Object Known To Harbor LifeDocument6 paginiEarth Is The Third Planet From The Sun and The Only Astronomical Object Known To Harbor LifeAnonymous QM0NLqZOÎncă nu există evaluări
- Special Floor Structures: StoreyDocument1 paginăSpecial Floor Structures: StoreyAnonymous QM0NLqZOÎncă nu există evaluări
- S.No Month/Year 0ffice Ram Srini P.Samy Mami Tahsildhar Total MaintenaDocument4 paginiS.No Month/Year 0ffice Ram Srini P.Samy Mami Tahsildhar Total MaintenaAnonymous QM0NLqZOÎncă nu există evaluări
- Using Orthorhombic Depth Imaging To Image Fractures in Tight Reservoirs of The RDG FieldDocument18 paginiUsing Orthorhombic Depth Imaging To Image Fractures in Tight Reservoirs of The RDG FieldAnonymous QM0NLqZOÎncă nu există evaluări
- Earth Is The ThirdDocument1 paginăEarth Is The ThirdrobertoÎncă nu există evaluări
- Meaning of Sedimentary RocksDocument19 paginiMeaning of Sedimentary RocksAnonymous QM0NLqZOÎncă nu există evaluări
- The Importance of Natural Fractures in A Tight Reservoir For PotentialDocument21 paginiThe Importance of Natural Fractures in A Tight Reservoir For PotentialAnonymous QM0NLqZOÎncă nu există evaluări
- Hydraulic Fracturing (Also Fracking, Fraccing, Frac'ing, Hydrofracturing or Hydr Ofracking) Is ADocument2 paginiHydraulic Fracturing (Also Fracking, Fraccing, Frac'ing, Hydrofracturing or Hydr Ofracking) Is AAnonymous QM0NLqZOÎncă nu există evaluări
- While Conventional Natural Gas Streams From The Earth Relatively EasilyDocument3 paginiWhile Conventional Natural Gas Streams From The Earth Relatively EasilyAnonymous QM0NLqZOÎncă nu există evaluări
- CauveryDocument13 paginiCauveryAnonymous QM0NLqZOÎncă nu există evaluări
- Enhancement of The Imbibition Recovery by Surfactants in Tight OilDocument11 paginiEnhancement of The Imbibition Recovery by Surfactants in Tight OilAnonymous QM0NLqZOÎncă nu există evaluări
- Sedimentary Basins of IndiaDocument90 paginiSedimentary Basins of Indiasidharth100% (1)
- Coal Bed MethaneDocument6 paginiCoal Bed MethaneAnonymous QM0NLqZOÎncă nu există evaluări
- Basin NotesDocument3 paginiBasin NotesAnonymous QM0NLqZOÎncă nu există evaluări
- Basin NotesDocument3 paginiBasin NotesAnonymous QM0NLqZOÎncă nu există evaluări
- Water Resources in IndiaDocument4 paginiWater Resources in IndiaAnonymous QM0NLqZOÎncă nu există evaluări
- Tight ReservoirDocument11 paginiTight ReservoirAnonymous QM0NLqZOÎncă nu există evaluări
- Basin NotesDocument3 paginiBasin NotesAnonymous QM0NLqZOÎncă nu există evaluări
- Water Resources in IndiaDocument4 paginiWater Resources in IndiaAnonymous QM0NLqZOÎncă nu există evaluări
- Lotus Evora 400 Official BrochureDocument4 paginiLotus Evora 400 Official Brochurenumber 20% (1)
- Assignment Payment 1Document5 paginiAssignment Payment 1Mohamad SafwanÎncă nu există evaluări
- 1939 1708 Data Link Fault TracingDocument16 pagini1939 1708 Data Link Fault TracingAyoub Ayoub100% (1)
- Security Door InstallationDocument15 paginiSecurity Door InstallationHugo TrindadeÎncă nu există evaluări
- Emi 2018Document72 paginiEmi 2018Pushpendra Pratap Singh0% (1)
- Computer Science With Java by Sumita Arora Pdf. TutorialDocument3 paginiComputer Science With Java by Sumita Arora Pdf. TutorialSouryadeep MazumderÎncă nu există evaluări
- OMN-FAC-411 - Piping General RequirementsDocument38 paginiOMN-FAC-411 - Piping General RequirementsvinodÎncă nu există evaluări
- FonaDocument36 paginiFonaiyadÎncă nu există evaluări
- Stainless Steel Wire Mesh and Wire ClothDocument3 paginiStainless Steel Wire Mesh and Wire ClothStela LjevarÎncă nu există evaluări
- Fruit Recognition Deep LearningDocument53 paginiFruit Recognition Deep Learningsaran20099Încă nu există evaluări
- Brochure Tialoc Chemical Resistant Piping Systems: Page 1 of 20Document20 paginiBrochure Tialoc Chemical Resistant Piping Systems: Page 1 of 20Fernando Cesar PérezÎncă nu există evaluări
- C Basic ExercisesDocument7 paginiC Basic ExercisesAngelo MartinÎncă nu există evaluări
- 3.5 Dump Valve PDFDocument5 pagini3.5 Dump Valve PDFBaciu NicolaeÎncă nu există evaluări
- QUALICOAT Specifications 16th Edition Updated VersionDocument86 paginiQUALICOAT Specifications 16th Edition Updated VersionСтанислав ПодольскийÎncă nu există evaluări
- Road Note 06Document32 paginiRoad Note 06hessian123Încă nu există evaluări
- Quantum Multiport PackerDocument1 paginăQuantum Multiport Packersmithyry2014Încă nu există evaluări
- Drip Legs Definition Purpose Configuration Selection Installation and Sizing PDFDocument4 paginiDrip Legs Definition Purpose Configuration Selection Installation and Sizing PDFFaizal KhanÎncă nu există evaluări
- Pivot PointDocument22 paginiPivot Pointjanderclanderpeich100% (1)
- Black Box Software Testing: Introduction To Test DocumentationDocument29 paginiBlack Box Software Testing: Introduction To Test DocumentationMohamed SaleemÎncă nu există evaluări
- Std-Insp-0002 (Incoming Material Inspection Procedure)Document3 paginiStd-Insp-0002 (Incoming Material Inspection Procedure)airbroomÎncă nu există evaluări
- SANS Institute: Unix Security ChecklistDocument9 paginiSANS Institute: Unix Security ChecklistRufino UribeÎncă nu există evaluări
- Team 6 - Crystal MazeDocument56 paginiTeam 6 - Crystal MazeLohith YadavÎncă nu există evaluări
- Presentation On Usb 3.0Document21 paginiPresentation On Usb 3.0Anuj KumarÎncă nu există evaluări
- Atom Laboratory CalibratorDocument90 paginiAtom Laboratory CalibratorDhoy GaviolaÎncă nu există evaluări
- Sonnax GM 6T40, 6T45, 6T50 Series Identification GuideDocument4 paginiSonnax GM 6T40, 6T45, 6T50 Series Identification GuideAlex DumasÎncă nu există evaluări
- Fire Bird V ATMEGA2560 Hardware Manual 2010-03-26Document131 paginiFire Bird V ATMEGA2560 Hardware Manual 2010-03-26Bedadipta Bain100% (1)