S-ar putea să vă placă și
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Safety System SIL LevelsDocument15 paginiSafety System SIL Levelsعزت عبد المنعم100% (3)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Gate Valve MaintenanceDocument8 paginiGate Valve MaintenanceAmir O. OshoÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- CMI Gate ValvesDocument32 paginiCMI Gate Valvesعزت عبد المنعمÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Gate Valve Standard FeaturesDocument3 paginiGate Valve Standard Featuresعزت عبد المنعمÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Cast Iron Gate ValveDocument2 paginiCast Iron Gate Valveعزت عبد المنعمÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Safety System - Emergency Shutdown System P1Document41 paginiSafety System - Emergency Shutdown System P1عزت عبد المنعم100% (2)
- A System Approach To SO3 Mitigation PDFDocument8 paginiA System Approach To SO3 Mitigation PDFعزت عبد المنعمÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- 1 - Differences Between API 600 & API 6DDocument9 pagini1 - Differences Between API 600 & API 6Dعزت عبد المنعمÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Advanced Erosion Protection Technology - Low NOx Burner Performance PDFDocument12 paginiAdvanced Erosion Protection Technology - Low NOx Burner Performance PDFعزت عبد المنعمÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- API 582 The Welding Solution PDFDocument21 paginiAPI 582 The Welding Solution PDFRemmy Torres Vega75% (8)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- Material Properties Requirements For Metallic MaterialsDocument70 paginiMaterial Properties Requirements For Metallic Materialsعزت عبد المنعمÎncă nu există evaluări
- Characteristics of Residual StressDocument61 paginiCharacteristics of Residual Stressعزت عبد المنعمÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Day 14 Heat Treatments of SteelDocument20 paginiDay 14 Heat Treatments of Steelعزت عبد المنعمÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Characteristics of Residual StressDocument61 paginiCharacteristics of Residual Stressعزت عبد المنعمÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- High Temp Corrosion Guide - Boiler Tubes, Turbines, Oxygen DamageDocument20 paginiHigh Temp Corrosion Guide - Boiler Tubes, Turbines, Oxygen Damageعزت عبد المنعم100% (2)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Energy Efficiency & Renewable EnergyDocument34 paginiEnergy Efficiency & Renewable Energyعزت عبد المنعمÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shielded Metal Arc WeldingDocument39 paginiShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Structural Steel Design and Construction 2Document30 paginiStructural Steel Design and Construction 2qea_renÎncă nu există evaluări
- Gap 2.5.2 PDFDocument13 paginiGap 2.5.2 PDFRoberto MendozaÎncă nu există evaluări
- Corporate Management of A Major Crisis PDFDocument14 paginiCorporate Management of A Major Crisis PDFعزت عبد المنعمÎncă nu există evaluări
- Cast IronDocument5 paginiCast Ironsairam2234Încă nu există evaluări
- A Case Study of Electrostatic Accidents in The Process of Oil-Gas Storage & Transportation PDFDocument6 paginiA Case Study of Electrostatic Accidents in The Process of Oil-Gas Storage & Transportation PDFعزت عبد المنعمÎncă nu există evaluări
- Lecture - 1 Steel Structures Design PhilosophiesDocument67 paginiLecture - 1 Steel Structures Design Philosophiesعزت عبد المنعم60% (5)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- SAP Project ManagementDocument21 paginiSAP Project ManagementXinyuÎncă nu există evaluări
- Seismic Design of Structural Steel Pipe Racks - Structure Magazine Feb 2012Document3 paginiSeismic Design of Structural Steel Pipe Racks - Structure Magazine Feb 2012enjoygurujiÎncă nu există evaluări
- Design Structural Steel Design and Construction PDFDocument59 paginiDesign Structural Steel Design and Construction PDFdkaviti100% (2)
- Pipeline Integrity ManagementDocument122 paginiPipeline Integrity Managementعزت عبد المنعم100% (11)
- Civil Steel Structures PDFDocument5 paginiCivil Steel Structures PDFعزت عبد المنعمÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- A Case Study of Electrostatic Accidents in The Process of Oil-Gas Storage & Transportation PDFDocument6 paginiA Case Study of Electrostatic Accidents in The Process of Oil-Gas Storage & Transportation PDFعزت عبد المنعمÎncă nu există evaluări
- Deaerator CorrosionDocument7 paginiDeaerator Corrosionanindya1986Încă nu există evaluări
- Overhaul Four-Wheel Drive Transfer Case ModuleDocument37 paginiOverhaul Four-Wheel Drive Transfer Case ModulePaul KennyÎncă nu există evaluări
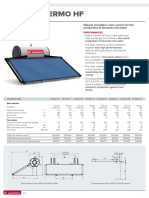
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocument4 paginiKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADÎncă nu există evaluări
- Midsized With Big Features.: Horizontal Directional Drilling SystemDocument2 paginiMidsized With Big Features.: Horizontal Directional Drilling SystemJose RodriguezÎncă nu există evaluări
- Fluid Machinery Syllabus PDFDocument3 paginiFluid Machinery Syllabus PDFBajajÎncă nu există evaluări
- FT4 C PDFDocument5 paginiFT4 C PDFGeorge John AmegashieÎncă nu există evaluări
- Handbook of Practical Gear DesignDocument7 paginiHandbook of Practical Gear DesignPooria1989Încă nu există evaluări
- Printable Fastener Tools PDFDocument28 paginiPrintable Fastener Tools PDFAgustin PeraltaÎncă nu există evaluări
- PIBCVDocument8 paginiPIBCVmdalt9180Încă nu există evaluări
- 18+430 List of CH.: Design of Pier P1Document54 pagini18+430 List of CH.: Design of Pier P1designbridgeeng geo groupÎncă nu există evaluări
- Draw WorkDocument5 paginiDraw WorkriobmÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Unrestrained Beam With End MomentsDocument9 paginiUnrestrained Beam With End MomentsNikos StathoulopoulosÎncă nu există evaluări
- Solidworks Simulation BasicsDocument28 paginiSolidworks Simulation BasicsvinunfÎncă nu există evaluări
- Wei Gong Lattice Tower Design of Offshore Wind Turbine Support Structures v0Document135 paginiWei Gong Lattice Tower Design of Offshore Wind Turbine Support Structures v0Sachin Sithik50% (2)
- Genie Scc755psDocument2 paginiGenie Scc755psWellington Xavier Pazmiño RodríguezÎncă nu există evaluări
- Production and Industrial EngineeringDocument27 paginiProduction and Industrial EngineeringShivangi MishraÎncă nu există evaluări
- BS en 12334-2001Document14 paginiBS en 12334-2001Udit Kumar SarkarÎncă nu există evaluări
- Mould Ejection OptDocument50 paginiMould Ejection OptMohamed HassanÎncă nu există evaluări
- Racor Oil Filtration Hydraulic Filter Cart 7768Document2 paginiRacor Oil Filtration Hydraulic Filter Cart 7768sinter-musicÎncă nu există evaluări
- GEO3701 Unit 3Document94 paginiGEO3701 Unit 3Asithandile Punqunqu MpayipheliÎncă nu există evaluări
- EMTOP Tools Guide: Affordable Power Tools & Hand ToolsDocument32 paginiEMTOP Tools Guide: Affordable Power Tools & Hand ToolsDIELECTRIC INSTALACIONES S.A.SÎncă nu există evaluări
- ProgManual - DXF (EZ Trak Programming and Operating Manual-March 2001)Document289 paginiProgManual - DXF (EZ Trak Programming and Operating Manual-March 2001)Mike Ham100% (1)
- High-speed FANUC M-420iA industrial robotDocument2 paginiHigh-speed FANUC M-420iA industrial robotMarek GryskoÎncă nu există evaluări
- Self-Check 1-1: Submitted by On 3/9/2012 5:21:18 PMDocument219 paginiSelf-Check 1-1: Submitted by On 3/9/2012 5:21:18 PMblue4882Încă nu există evaluări
- Modelling of Energy in Transit Using PythonDocument5 paginiModelling of Energy in Transit Using PythonInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Ep11450 E12 PDFDocument9 paginiEp11450 E12 PDFWan WeiÎncă nu există evaluări
- Group Assignment Q1Document2 paginiGroup Assignment Q1Muhdhadi SajariÎncă nu există evaluări
- Abs PDFDocument2 paginiAbs PDFAdonis BasilioÎncă nu există evaluări
- Don3.0 Software - Proper Assembly of Flange JointDocument3 paginiDon3.0 Software - Proper Assembly of Flange JointJoshua HobsonÎncă nu există evaluări
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocument69 paginiMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaÎncă nu există evaluări
- SamSung CompreSSor SM SeriesDocument8 paginiSamSung CompreSSor SM SeriesmaisheyanÎncă nu există evaluări