S-ar putea să vă placă și
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Mechanical Properties For Steel FastenersDocument7 paginiMechanical Properties For Steel FastenersepriyonoÎncă nu există evaluări
- POwise Monthly Trend-812Document1 paginăPOwise Monthly Trend-812MKPashaPashaÎncă nu există evaluări
- Filtration: Fiber FilterDocument20 paginiFiltration: Fiber FilterTamer Farouk KhalifaÎncă nu există evaluări
- POwise Monthly Trend-812Document1 paginăPOwise Monthly Trend-812MKPashaPashaÎncă nu există evaluări
- POwise Monthly Trend-205206207Document1 paginăPOwise Monthly Trend-205206207MKPashaPashaÎncă nu există evaluări
- POwise Monthly Trend-102Document1 paginăPOwise Monthly Trend-102MKPashaPashaÎncă nu există evaluări
- Creating A BudgetDocument131 paginiCreating A BudgetMKPashaPashaÎncă nu există evaluări
- POwise Monthly Trend-153Document1 paginăPOwise Monthly Trend-153MKPashaPashaÎncă nu există evaluări
- POwise Monthly Trend-405406407Document1 paginăPOwise Monthly Trend-405406407MKPashaPashaÎncă nu există evaluări
- AIS-Mechanical Maintenance ModuleDocument3 paginiAIS-Mechanical Maintenance ModuleMKPashaPashaÎncă nu există evaluări
- Excel Formulas FunctionsDocument2 paginiExcel Formulas FunctionsMKPashaPashaÎncă nu există evaluări
- Pyro ProcessingDocument29 paginiPyro ProcessingMKPashaPasha100% (2)
- 117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBDocument10 pagini117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBMKPashaPashaÎncă nu există evaluări
- 01 - IP SOW Template v3.0Document26 pagini01 - IP SOW Template v3.0MKPashaPashaÎncă nu există evaluări
- 07 EnvironmentDocument14 pagini07 EnvironmentMKPashaPashaÎncă nu există evaluări
- Process GuidlinesDocument20 paginiProcess GuidlinesMKPashaPasha100% (4)
- GCCL ManualDocument26 paginiGCCL ManualMKPashaPashaÎncă nu există evaluări
- Pyro ProcessingDocument29 paginiPyro ProcessingMKPashaPasha100% (2)
- 05 CombustionDocument15 pagini05 CombustionMKPashaPasha100% (1)
- 04 MillingDocument21 pagini04 MillingMKPashaPasha100% (1)
- The Marketing Environment and Competitor Analysis: - SWOT Analysis - PEST Analysis - Five Forces AnalysisDocument10 paginiThe Marketing Environment and Competitor Analysis: - SWOT Analysis - PEST Analysis - Five Forces AnalysisMKPashaPashaÎncă nu există evaluări
- 441 GC & EspDocument6 pagini441 GC & EspMKPashaPashaÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Reliabilityweb Uptime 20131201Document69 paginiReliabilityweb Uptime 20131201catraioÎncă nu există evaluări
- Advertising and Sales PromotionDocument69 paginiAdvertising and Sales PromotionnhdÎncă nu există evaluări
- Resume HemaDocument2 paginiResume Hemaanil007rajuÎncă nu există evaluări
- TransoftVMSWhitePaper PDFDocument12 paginiTransoftVMSWhitePaper PDFpatra_robin9157Încă nu există evaluări
- A & N Electric June 2013 - BrinkleyDocument4 paginiA & N Electric June 2013 - BrinkleyMelissa BoldtÎncă nu există evaluări
- MSC Marketing Management Marketing Management & Strategy: Tutor: Hazel HuangDocument14 paginiMSC Marketing Management Marketing Management & Strategy: Tutor: Hazel HuangDeeban BabuÎncă nu există evaluări
- Bosch Today 2019Document50 paginiBosch Today 2019Gogul RajaÎncă nu există evaluări
- Asu 2018-08Document74 paginiAsu 2018-08Stephen BalaniÎncă nu există evaluări
- Dolly Khanna PortfolioDocument7 paginiDolly Khanna PortfoliomalhiÎncă nu există evaluări
- Porter's Five Force ModelDocument27 paginiPorter's Five Force ModelKushagra SethiÎncă nu există evaluări
- Bu3111-3280 Lecture 2003Document91 paginiBu3111-3280 Lecture 2003Sowah-Laryea FelixÎncă nu există evaluări
- Internal & External AuditsDocument7 paginiInternal & External AuditsrwillestoneÎncă nu există evaluări
- Investment BookDocument26 paginiInvestment BookBobyBrownÎncă nu există evaluări
- Credit Card DetailsDocument5 paginiCredit Card Detailsjrbossfps75% (8)
- MFIDocument48 paginiMFITim HereÎncă nu există evaluări
- Gangar EyenationDocument10 paginiGangar Eyenationpree09Încă nu există evaluări
- Geprek BensuDocument16 paginiGeprek BensuPutri AriyaniÎncă nu există evaluări
- GDR & ADRsDocument4 paginiGDR & ADRsShub SidhuÎncă nu există evaluări
- This Study Resource Was: Day 2 Negotiation (Coffee Contract)Document2 paginiThis Study Resource Was: Day 2 Negotiation (Coffee Contract)Elad BreitnerÎncă nu există evaluări
- Metrolab Industries Inc Vs Roldan-Confesor - 108855 - February 28 2996 - KapDocument28 paginiMetrolab Industries Inc Vs Roldan-Confesor - 108855 - February 28 2996 - KapJia Chu ChuaÎncă nu există evaluări
- ENoLL 10th Wave Membership BrochureDocument3 paginiENoLL 10th Wave Membership BrochureEuropean Network of Living Labs100% (1)
- RealNetworks Motion For Leave To File Second Amended ComplaintDocument10 paginiRealNetworks Motion For Leave To File Second Amended ComplaintBen SheffnerÎncă nu există evaluări
- Perenco - Oil and Gas - A Leading Independent Exploration and Production CompanyDocument3 paginiPerenco - Oil and Gas - A Leading Independent Exploration and Production CompanyCHO ACHIRI HUMPHREYÎncă nu există evaluări
- Imperia No BarcodeDocument2 paginiImperia No BarcodeSyahmiSyaNizarÎncă nu există evaluări
- Ey Fintech Exec Summary 2017Document44 paginiEy Fintech Exec Summary 2017Anonymous SNBEw8WN100% (5)
- Office Management TheoriesDocument35 paginiOffice Management TheoriesArcee Ardiente Mondragon0% (2)
- Case Study Analysis STMDocument42 paginiCase Study Analysis STMThanveer Ma100% (1)
- Block Fi - MB0051Document8 paginiBlock Fi - MB0051Gall AllÎncă nu există evaluări
- Unit 3 PlanningDocument52 paginiUnit 3 PlanningPreeti BhaskarÎncă nu există evaluări
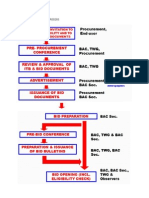
- Bidding Process For Procurement Process and DPWHPDFDocument9 paginiBidding Process For Procurement Process and DPWHPDFGerardoÎncă nu există evaluări