S-ar putea să vă placă și
- Refractory Anchors Catalogue PDFDocument114 paginiRefractory Anchors Catalogue PDFhappy50% (2)
- Refractory ReferenceDocument11 paginiRefractory ReferenceEdy AeÎncă nu există evaluări
- ANTEC - Refractory AnchorsDocument114 paginiANTEC - Refractory AnchorstylerstearnsÎncă nu există evaluări
- Gas Cooling Tower LowDocument4 paginiGas Cooling Tower Lowpalto1Încă nu există evaluări
- Monolithic InstallationDocument37 paginiMonolithic Installationrupesh soni100% (1)
- Data Sheet Greencast 94: DescriptionDocument2 paginiData Sheet Greencast 94: Descriptionmani0% (1)
- Insulation - Filippich 2015Document22 paginiInsulation - Filippich 2015vũ minh tâmÎncă nu există evaluări
- Castable Refractory ConcreteDocument23 paginiCastable Refractory Concretemnaziria6612100% (3)
- Installation Guide NUDocument67 paginiInstallation Guide NUJorge Armando Cabrera Guaquida100% (2)
- RefractoriesDocument31 paginiRefractoriesChandra Shekar Reddy Yelety100% (2)
- Refractory Installation and Maintenance - F.S. SperryDocument104 paginiRefractory Installation and Maintenance - F.S. SperryPratama Trendy Leo100% (1)
- Lecture 10Document6 paginiLecture 10Abhijeet BhagavatulaÎncă nu există evaluări
- Catalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908Document188 paginiCatalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908iMiklaeÎncă nu există evaluări
- Insulating Refractory Concrete Installation GuideDocument28 paginiInsulating Refractory Concrete Installation Guidesaju varghese100% (1)
- Float Glass RefractoryDocument4 paginiFloat Glass RefractorySans SenÎncă nu există evaluări
- Bull Nose Ref FailureDocument1 paginăBull Nose Ref FailurejagrutÎncă nu există evaluări
- Refractory Lining of Blast Furnace PDFDocument11 paginiRefractory Lining of Blast Furnace PDFceng el samiuÎncă nu există evaluări
- AGC PlibricoDocument11 paginiAGC Plibricochandirandelhi100% (2)
- Failure Analysis of Refractory Anchors of A PowerDocument8 paginiFailure Analysis of Refractory Anchors of A PowerVinh Do ThanhÎncă nu există evaluări
- Cement PDFDocument16 paginiCement PDFhisemÎncă nu există evaluări
- Neutral Refractories 2021Document36 paginiNeutral Refractories 2021Daniel AppuingÎncă nu există evaluări
- 2.5 Insulation & RefractoriesNDocument43 pagini2.5 Insulation & RefractoriesNgaurang1111Încă nu există evaluări
- Damage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanDocument10 paginiDamage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanPham tony1604Încă nu există evaluări
- Refractories OverviewDocument54 paginiRefractories OverviewArun Kumar S.L.Încă nu există evaluări
- Refractory Material COTS Vendor Survey-AppendixBDocument6 paginiRefractory Material COTS Vendor Survey-AppendixBAdrian García MoyanoÎncă nu există evaluări
- Refractory BricksDocument19 paginiRefractory BricksNael100% (3)
- PDF ST Nanobond e - 04 2019.en.22Document8 paginiPDF ST Nanobond e - 04 2019.en.22Henry Sunarko100% (1)
- Vacuum Pumps Common Problems and TroubleshootingDocument18 paginiVacuum Pumps Common Problems and TroubleshootingAV kayanÎncă nu există evaluări
- Refractories Manufacturing NESHAP: Industry Profile, Methodology, and Economic Impact AnalysisDocument52 paginiRefractories Manufacturing NESHAP: Industry Profile, Methodology, and Economic Impact AnalysisSampat PrajapatiÎncă nu există evaluări
- New Developments in Monolithic ProductsDocument59 paginiNew Developments in Monolithic Productsmahreza189100% (1)
- Ceramic Fiber BlanketDocument1 paginăCeramic Fiber BlanketHanafi MansorÎncă nu există evaluări
- When A Refractory Failure Isn't - Some Anchor IssuesDocument8 paginiWhen A Refractory Failure Isn't - Some Anchor IssuesBerkan FidanÎncă nu există evaluări
- Refractory Lining Project Corrected (Chapter 1)Document7 paginiRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanÎncă nu există evaluări
- Refractory Doc JunaidDocument3 paginiRefractory Doc JunaidAli ZamanÎncă nu există evaluări
- PDF Ce Refractory Concrete e 2 2014Document10 paginiPDF Ce Refractory Concrete e 2 2014cristian villegasÎncă nu există evaluări
- Refractory Lining For Induction Furnace PDFDocument3 paginiRefractory Lining For Induction Furnace PDFmeÎncă nu există evaluări
- Refractory & MaterialsDocument25 paginiRefractory & MaterialsTaha KhanÎncă nu există evaluări
- Refractories PDFDocument22 paginiRefractories PDFRinku Singroha (JSHL-QUALITY)Încă nu există evaluări
- Brick Lining Installation-Golden RulesDocument34 paginiBrick Lining Installation-Golden RulesNael100% (11)
- 130087-PO-M-B-501-VP-0351 - Rev.B (Refractory)Document22 pagini130087-PO-M-B-501-VP-0351 - Rev.B (Refractory)มิตร อันมาÎncă nu există evaluări
- PDF Ce Feuerbetone e 8 2017.en.7Document10 paginiPDF Ce Feuerbetone e 8 2017.en.7Henry SunarkoÎncă nu există evaluări
- Refractories and Classification of RefractoriesDocument12 paginiRefractories and Classification of Refractoriesmanojjain71Încă nu există evaluări
- 35-Castables With MgO-SiO2-Al2O3 As Bond PhaseDocument11 pagini35-Castables With MgO-SiO2-Al2O3 As Bond PhaseAnky FadharaniÎncă nu există evaluări
- Design of Refractory LiningDocument31 paginiDesign of Refractory Liningabdulscribd100% (12)
- Blast Furnace BF Refractory Lining PatternDocument5 paginiBlast Furnace BF Refractory Lining PatternSarthakShangariÎncă nu există evaluări
- Cpi RefractoriesDocument51 paginiCpi RefractoriesRobert BrownÎncă nu există evaluări
- Bricks and Shapes 2Document6 paginiBricks and Shapes 2nay den100% (1)
- New Products - Wirsing 2015Document70 paginiNew Products - Wirsing 2015Moud Sakly100% (1)
- RefractoriesDocument17 paginiRefractoriesapaulitiko0% (1)
- Haleem Haider Farrukh Shahzad Muzammil JavedDocument24 paginiHaleem Haider Farrukh Shahzad Muzammil JavedFarrukh Shahzad100% (3)
- Project (Final) NEW - OriginalDocument26 paginiProject (Final) NEW - OriginalNagesh BhadoleÎncă nu există evaluări
- Monolithic Refractory Lining (Calderys)Document16 paginiMonolithic Refractory Lining (Calderys)Nael82% (11)
- Pemasanagan Anchor Anclajes para Paredes MonoliticasDocument11 paginiPemasanagan Anchor Anclajes para Paredes MonoliticasrizalÎncă nu există evaluări
- Bolted ConnectionsDocument9 paginiBolted ConnectionsClaudioDuarte100% (1)
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Document11 paginiWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Rabish AÎncă nu există evaluări
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Document11 paginiWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Jesse RodriguezÎncă nu există evaluări
- Metal Characteristics Part 2Document48 paginiMetal Characteristics Part 2Ali RayyaÎncă nu există evaluări
- Corrosion Protection BoltingDocument4 paginiCorrosion Protection BoltingachmaddachÎncă nu există evaluări
- M150Document9 paginiM150Ajit ChauhanÎncă nu există evaluări
- AWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021Document12 paginiAWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021nasif andriantoÎncă nu există evaluări
- Materials System SpecificationDocument12 paginiMaterials System SpecificationRami ELLOUMIÎncă nu există evaluări
- Wind Flags For Airgun ShootingDocument3 paginiWind Flags For Airgun ShootingJohn Howard GreenÎncă nu există evaluări
- Catalogo General KFDocument32 paginiCatalogo General KFMiguel FÎncă nu există evaluări
- Sceco Materials Standard Specification: B@IZ y ( (©X@R - ) (A ™ X - @@la (A ™yz@c (ADocument21 paginiSceco Materials Standard Specification: B@IZ y ( (©X@R - ) (A ™ X - @@la (A ™yz@c (AHappy HeartÎncă nu există evaluări
- 2020-2021 Indexable Tools CatalogDocument1.059 pagini2020-2021 Indexable Tools CatalogАлексей СтепинÎncă nu există evaluări
- Lithium Primary Catalogue - GP BatteriesDocument20 paginiLithium Primary Catalogue - GP BatteriesMedSparkÎncă nu există evaluări
- Astm B 862 - 02 Titanium Weld PipeDocument9 paginiAstm B 862 - 02 Titanium Weld Pipeisrael.serrano.rodriguezÎncă nu există evaluări
- APS Engine LatheDocument8 paginiAPS Engine LatheAdmin 300moviesÎncă nu există evaluări
- CW61160Bx10000mm Horizontal Lathe Machine: Hebei Yawo Machinery Manufacturing Co., LTDDocument3 paginiCW61160Bx10000mm Horizontal Lathe Machine: Hebei Yawo Machinery Manufacturing Co., LTDaz marine servicesÎncă nu există evaluări
- Astm F837M 1991Document7 paginiAstm F837M 1991Jesse ChenÎncă nu există evaluări
- Stores Chapter 24Document8 paginiStores Chapter 24JAYARAJÎncă nu există evaluări
- CSWIP 3.1 Multichoice With AnswerDocument18 paginiCSWIP 3.1 Multichoice With AnswerBassamOmarFarghl100% (2)
- D2 - Pe13033d-00-Gsd-2320-01 - 00 IfcDocument31 paginiD2 - Pe13033d-00-Gsd-2320-01 - 00 Ifcmustafa nasihÎncă nu există evaluări
- Astm 2017-B564Document9 paginiAstm 2017-B564raulÎncă nu există evaluări
- Catalogo Consumabili Elga 2017Document150 paginiCatalogo Consumabili Elga 2017Eraldo MigliavaccaÎncă nu există evaluări
- Sika Davco k10 Plus Data SheetDocument4 paginiSika Davco k10 Plus Data SheetJiang TerenceÎncă nu există evaluări
- Uni MechDocument2 paginiUni MechSAMPATHUÎncă nu există evaluări
- Def Stan 80-34 Issue 1995Document17 paginiDef Stan 80-34 Issue 1995Said AdingniÎncă nu există evaluări
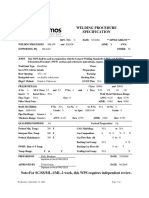
- Welding Procedure SpecificationDocument2 paginiWelding Procedure SpecificationWaranya Musika100% (1)
- Iso 25239-5-2020Document20 paginiIso 25239-5-2020Anthony lopez alvarez100% (1)
- ENGLISHDocument13 paginiENGLISHpierocarnelociÎncă nu există evaluări
- Bright Gold Electroplating Solutions: of of in of ofDocument6 paginiBright Gold Electroplating Solutions: of of in of ofcicerojoiasÎncă nu există evaluări
- Series 64 Screwed End Ball ValvesDocument2 paginiSeries 64 Screwed End Ball ValvesProcess Controls & ServicesÎncă nu există evaluări
- The Effect of Welding On Reliability of Mechanical Properties of AISI 1020 and AISI 6150 Steel Materials!Document11 paginiThe Effect of Welding On Reliability of Mechanical Properties of AISI 1020 and AISI 6150 Steel Materials!Dalitso MwanzaÎncă nu există evaluări
- CSWIP 3.0 Visual Inspection RevisedDocument136 paginiCSWIP 3.0 Visual Inspection RevisedquyennqÎncă nu există evaluări
- ANSI - NEMA WC 74 ICEA S 93 639 2017 Contents and ScopeDocument11 paginiANSI - NEMA WC 74 ICEA S 93 639 2017 Contents and ScopeNestor PerezÎncă nu există evaluări
- Eureka Machines - A VED Company - Macchine Utensili PortatiliDocument11 paginiEureka Machines - A VED Company - Macchine Utensili Portatilixojak31526Încă nu există evaluări
- BR Company ProfileDocument31 paginiBR Company ProfilearefÎncă nu există evaluări
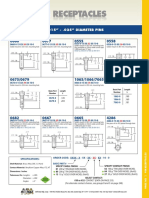
- Receptacles: FOR .015" - .025" DIAMETER PINSDocument1 paginăReceptacles: FOR .015" - .025" DIAMETER PINSlorgi vanegas cardonaÎncă nu există evaluări