S-ar putea să vă placă și
- Industrial Chemistry of Oxides for Emerging ApplicationsDe la EverandIndustrial Chemistry of Oxides for Emerging ApplicationsÎncă nu există evaluări
- Chapter 9 - Electron Beam WeldingDocument14 paginiChapter 9 - Electron Beam WeldingrafikdmeÎncă nu există evaluări
- Laser Technology: Applications in Adhesion and Related AreasDe la EverandLaser Technology: Applications in Adhesion and Related AreasÎncă nu există evaluări
- Sheet 2Document2 paginiSheet 2افكار متنوعهÎncă nu există evaluări
- Fabrication of PMOS TransistorsDocument11 paginiFabrication of PMOS TransistorsNash Anderson50% (4)
- UACE Physics Paper 2 2019Document7 paginiUACE Physics Paper 2 2019Gadget TechnologyÎncă nu există evaluări
- Some Aspects of Srray Losses in Large Power Transformers: Institut Koncar, Bastijanova BB, 10002 Zagreb, CroatiaDocument6 paginiSome Aspects of Srray Losses in Large Power Transformers: Institut Koncar, Bastijanova BB, 10002 Zagreb, CroatiaManu JagdishÎncă nu există evaluări
- International Islamic University Islamabad: Workshop Practice Lab (EE102L)Document10 paginiInternational Islamic University Islamabad: Workshop Practice Lab (EE102L)Muhammad AnasÎncă nu există evaluări
- Annexure 4.2-End Term Exam Q-Paper TemplateDocument2 paginiAnnexure 4.2-End Term Exam Q-Paper TemplateDr. Vivek SrivastavaÎncă nu există evaluări
- Annexure 4.2-End Term Exam Q-Paper TemplateDocument2 paginiAnnexure 4.2-End Term Exam Q-Paper TemplateDr. Vivek SrivastavaÎncă nu există evaluări
- Annexure 4.2-End Term Exam Q-Paper TemplateDocument2 paginiAnnexure 4.2-End Term Exam Q-Paper TemplateDr. Vivek SrivastavaÎncă nu există evaluări
- 220 - 800 EBG O Terminating InstructionDocument17 pagini220 - 800 EBG O Terminating InstructionMario DaniloÎncă nu există evaluări
- AADyomin - Optics N Laser Engineer - 08Document6 paginiAADyomin - Optics N Laser Engineer - 08drsharizal77Încă nu există evaluări
- Electron - Specimen Interactions Specimen Preparation Electron MicroscopesDocument49 paginiElectron - Specimen Interactions Specimen Preparation Electron MicroscopesarulmuruguÎncă nu există evaluări
- 01ec304 Vlsi 1Document20 pagini01ec304 Vlsi 1ShelÎncă nu există evaluări
- Layout Solns 3Document12 paginiLayout Solns 3VIKRAM KUMARÎncă nu există evaluări
- Gym Area Boq For Nri Club HouseDocument5 paginiGym Area Boq For Nri Club HouseSantosh ThakurÎncă nu există evaluări
- Met-2023 (PDF) - SQDocument34 paginiMet-2023 (PDF) - SQYair Yint AungÎncă nu există evaluări
- ME5507 Tutorial Questions On 13th NovDocument8 paginiME5507 Tutorial Questions On 13th NovSulaiman ObaidÎncă nu există evaluări
- Georgia - 3D Toroidal Air-Core Inductor With Through-Wafer Interconnect For On-Chip IntegrationDocument4 paginiGeorgia - 3D Toroidal Air-Core Inductor With Through-Wafer Interconnect For On-Chip IntegrationChandra ShettyÎncă nu există evaluări
- 3 Chaper 3 InsulatorsDocument7 pagini3 Chaper 3 InsulatorsKrishna SinghÎncă nu există evaluări
- Advanced Manufacturing ScienceDocument3 paginiAdvanced Manufacturing Sciencemukesh3021Încă nu există evaluări
- ME30604 Nontraditional Manufacturing ProcessesDocument3 paginiME30604 Nontraditional Manufacturing Processesshubham jaiswalÎncă nu există evaluări
- Revised de of Electric Fencing of Mansa JailDocument8 paginiRevised de of Electric Fencing of Mansa JailSumit gargÎncă nu există evaluări
- Transformer Design 2bDocument13 paginiTransformer Design 2bCaloy FelicianoÎncă nu există evaluări
- T1-T7Q Ee2005 NtuDocument10 paginiT1-T7Q Ee2005 NtuamosmarongshengÎncă nu există evaluări
- Physics Paper 1-Spm 2010Document9 paginiPhysics Paper 1-Spm 2010Phy LabÎncă nu există evaluări
- Higt Temp Failure Case LanceDocument2 paginiHigt Temp Failure Case LanceDevin Trianda PutraÎncă nu există evaluări
- PCBDesign Tutorial Rev ADocument70 paginiPCBDesign Tutorial Rev Asyafruddinr_68006517Încă nu există evaluări
- Carry Heat Away From Power Modules PCBsDocument8 paginiCarry Heat Away From Power Modules PCBsAmir Hooshang Ghadymi MahaniÎncă nu există evaluări
- Solenoid Coils For Switching and Proportional ValvesDocument8 paginiSolenoid Coils For Switching and Proportional ValvesGrid LockÎncă nu există evaluări
- Typical Bill For A 2x15MVA Transformer Substation ConstructionDocument6 paginiTypical Bill For A 2x15MVA Transformer Substation ConstructionRajeshYadav100% (1)
- Tutorial 3 (Cable and Sizing of Conductors) ESB S2 2013 Student VersionDocument5 paginiTutorial 3 (Cable and Sizing of Conductors) ESB S2 2013 Student VersionNajiyah SalehÎncă nu există evaluări
- Gujarat Technological UniversityDocument4 paginiGujarat Technological Universitythe grayÎncă nu există evaluări
- Electro Chemical MachiningDocument10 paginiElectro Chemical Machiningdev2945Încă nu există evaluări
- 9EH EoC Test 2013 No SolsDocument11 pagini9EH EoC Test 2013 No SolsDanny EtieveÎncă nu există evaluări
- Pavement DesignDocument4 paginiPavement DesignharshavkumarÎncă nu există evaluări
- Uace Physics Paper 2 2002Document6 paginiUace Physics Paper 2 2002Ainebyoona ChriscentÎncă nu există evaluări
- Bushings For PT MY2014Document36 paginiBushings For PT MY2014Shung Tak ChanÎncă nu există evaluări
- University of Mauritius Faculty of Engineering: Paper No Examination Second Semester 2002 / 2003 DateDocument5 paginiUniversity of Mauritius Faculty of Engineering: Paper No Examination Second Semester 2002 / 2003 DateJeetun RuveenÎncă nu există evaluări
- ME2151Document6 paginiME2151Delroy JqÎncă nu există evaluări
- Cdna09628enc 001Document62 paginiCdna09628enc 001siderurgiaÎncă nu există evaluări
- University of MauritiusDocument8 paginiUniversity of MauritiusKeshav GopaulÎncă nu există evaluări
- R7 210304 Mechanics of SolidsDocument2 paginiR7 210304 Mechanics of SolidssivabharathamurthyÎncă nu există evaluări
- Electrification of Earth Bund Singur 08.07.2020Document27 paginiElectrification of Earth Bund Singur 08.07.2020mahipal287100% (1)
- EE328 Sheet 1Document6 paginiEE328 Sheet 1Maha ZadaÎncă nu există evaluări
- Bus Duct DesignDocument24 paginiBus Duct Designhani_pilevar3778Încă nu există evaluări
- Mechanics of Solids PDFDocument8 paginiMechanics of Solids PDFprashanthreddy26Încă nu există evaluări
- Advanced Machining Processes and NanofabricationDocument27 paginiAdvanced Machining Processes and NanofabricationShirish PathakÎncă nu există evaluări
- ME30604 Nontraditional Manufacturing ProcessesDocument3 paginiME30604 Nontraditional Manufacturing Processesshubham jaiswalÎncă nu există evaluări
- Previous Years GATE Questions Sub: Production Technology (Welding)Document12 paginiPrevious Years GATE Questions Sub: Production Technology (Welding)KAUSTUB CHAUHANÎncă nu există evaluări
- Uace Physics Paper 2 2001Document6 paginiUace Physics Paper 2 2001Ainebyoona ChriscentÎncă nu există evaluări
- KMPR Photo Resist For Fabrication of Thick Micro StructuresDocument4 paginiKMPR Photo Resist For Fabrication of Thick Micro StructuresVictoria HicksÎncă nu există evaluări
- PMRDA BOQ Inquiry With ScopeDocument8 paginiPMRDA BOQ Inquiry With ScopeAkd DeshmukhÎncă nu există evaluări
- Electromechanical Systems Ee-352 Instructor: DR Mashood Nasir Spring 2018-19 Assignment 1 Due Date: 8 February, 2019Document4 paginiElectromechanical Systems Ee-352 Instructor: DR Mashood Nasir Spring 2018-19 Assignment 1 Due Date: 8 February, 2019Shiza ShakeelÎncă nu există evaluări
- Presstres MidDocument2 paginiPresstres MidTarun KumarÎncă nu există evaluări
- 9A21504 Aerospace Vehicle Structures IIDocument8 pagini9A21504 Aerospace Vehicle Structures IIsivabharathamurthyÎncă nu există evaluări
- Engineering Failure Analysis: Y .V. NawancyDocument7 paginiEngineering Failure Analysis: Y .V. Nawancyqueno1Încă nu există evaluări
- Ee 1403 - Design of Electrical ApparatusDocument3 paginiEe 1403 - Design of Electrical ApparatussubhazÎncă nu există evaluări
- Me 1993Document4 paginiMe 1993Asad MohammadÎncă nu există evaluări
- Lecture 27: Mixers. Gilbert Cell: Mixers Shift The Frequency Spectrum of An Input SignalDocument9 paginiLecture 27: Mixers. Gilbert Cell: Mixers Shift The Frequency Spectrum of An Input Signalsurajka1Încă nu există evaluări
- 50L3400UDocument16 pagini50L3400UJustin NgÎncă nu există evaluări
- E2209wf - Monitor - 44 - 51Document51 paginiE2209wf - Monitor - 44 - 51Davi TavaresÎncă nu există evaluări
- Audio CompressionDocument9 paginiAudio CompressionIshaan EvenidaÎncă nu există evaluări
- Different Types of Fuses and Its ApplicationsDocument10 paginiDifferent Types of Fuses and Its ApplicationsAhmet MehmetÎncă nu există evaluări
- Rev.3 7/12/2014 Becker 1432 Modification To Accept Auxiliary Input Without TapeDocument1 paginăRev.3 7/12/2014 Becker 1432 Modification To Accept Auxiliary Input Without TapeRadu Baciu-Niculescu100% (1)
- Power Electronics-2 MarksDocument12 paginiPower Electronics-2 Marks20EUEE053- MADHUBALAN.SÎncă nu există evaluări
- Electronic Measurements A Practical Approach (Farzin Asadi, Kei Eguchi) - CompressedDocument172 paginiElectronic Measurements A Practical Approach (Farzin Asadi, Kei Eguchi) - CompressedManafu GregorÎncă nu există evaluări
- VoIP Network Design ChecklistDocument3 paginiVoIP Network Design ChecklistJonathan AkisanmiÎncă nu există evaluări
- A - Introduction B - Organisation C - Championships Program D - Technical E - Awards F - Matters Not Covered by These Rules AppendixDocument12 paginiA - Introduction B - Organisation C - Championships Program D - Technical E - Awards F - Matters Not Covered by These Rules AppendixAlex BerezinÎncă nu există evaluări
- Diode and Its TypesDocument4 paginiDiode and Its TypesSaqib IqbalÎncă nu există evaluări
- Measurements and Instrumentation (ELE 3202)Document4 paginiMeasurements and Instrumentation (ELE 3202)JithinÎncă nu există evaluări
- VR-3000 - VR3000-S - Error - Codes SW 2.54Document2 paginiVR-3000 - VR3000-S - Error - Codes SW 2.54gÎncă nu există evaluări
- Computer Organization & ArchitectureDocument49 paginiComputer Organization & Architecture03Abhishek SharmaÎncă nu există evaluări
- Instruction Manual and Experiment Guide: Electricity System 1Document75 paginiInstruction Manual and Experiment Guide: Electricity System 1alfabicaÎncă nu există evaluări
- Installation and Operating Manual of v3 v4 v6 v7Document29 paginiInstallation and Operating Manual of v3 v4 v6 v7Trency FernandesÎncă nu există evaluări
- Microwind 3.5 BRDocument2 paginiMicrowind 3.5 BRJonathan Arley Torres CastañedaÎncă nu există evaluări
- Ad146 ManualDocument38 paginiAd146 ManualCharityÎncă nu există evaluări
- Re-716ss-Rev-02 29 3 21enDocument2 paginiRe-716ss-Rev-02 29 3 21enmohammed.ibn.hassaanÎncă nu există evaluări
- Im3 User ManualDocument149 paginiIm3 User Manualאם איי ביומדיקס MA BIOMEDICS LTDÎncă nu există evaluări
- VCN500 Video Cloud Node BrochureDocument1 paginăVCN500 Video Cloud Node BrochureMarcelo GarciaÎncă nu există evaluări
- Powrer Data Sheet20131011Document5 paginiPowrer Data Sheet20131011sondk2Încă nu există evaluări
- OSI OverviewDocument14 paginiOSI OverviewhekÎncă nu există evaluări
- Verbal, Logical and QuantsDocument30 paginiVerbal, Logical and QuantsNaveen ChaubeyÎncă nu există evaluări
- Fiber - Infrastructure - Newsletter MeridianDocument9 paginiFiber - Infrastructure - Newsletter MeridianYandhi SuryaÎncă nu există evaluări
- Kbpc3504 Full Bridge RectifierDocument2 paginiKbpc3504 Full Bridge Rectifierrudey18Încă nu există evaluări
- 1734 EP24dcDocument3 pagini1734 EP24dca29ankitÎncă nu există evaluări
- Simocode Pro CDocument2 paginiSimocode Pro CHowk RiosÎncă nu există evaluări
- Transistor Circuit NotesDocument15 paginiTransistor Circuit NotesKim KeatÎncă nu există evaluări
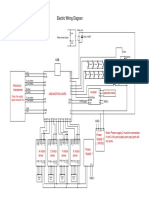
- Mach3 Electric Wiring DiagramDocument1 paginăMach3 Electric Wiring DiagramSimasArmonas100% (1)
- Transformed: Moving to the Product Operating ModelDe la EverandTransformed: Moving to the Product Operating ModelEvaluare: 4 din 5 stele4/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceDe la EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceÎncă nu există evaluări
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDe la EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tEvaluare: 4.5 din 5 stele4.5/5 (27)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDe la EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceEvaluare: 4 din 5 stele4/5 (19)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDe la EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureEvaluare: 4.5 din 5 stele4.5/5 (2)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsDe la EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsEvaluare: 5 din 5 stele5/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDe la EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsÎncă nu există evaluări
- Laws of UX: Using Psychology to Design Better Products & ServicesDe la EverandLaws of UX: Using Psychology to Design Better Products & ServicesEvaluare: 5 din 5 stele5/5 (9)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDe la EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneEvaluare: 4.5 din 5 stele4.5/5 (5)
- Design for How People Think: Using Brain Science to Build Better ProductsDe la EverandDesign for How People Think: Using Brain Science to Build Better ProductsEvaluare: 4 din 5 stele4/5 (8)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDe la EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchEvaluare: 4 din 5 stele4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsDe la EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsEvaluare: 4 din 5 stele4/5 (2)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersDe la EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersEvaluare: 4 din 5 stele4/5 (13)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDe la EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableÎncă nu există evaluări
- 507 Mechanical Movements: Mechanisms and DevicesDe la Everand507 Mechanical Movements: Mechanisms and DevicesEvaluare: 4 din 5 stele4/5 (28)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsDe la EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsÎncă nu există evaluări
- Understanding Automotive Electronics: An Engineering PerspectiveDe la EverandUnderstanding Automotive Electronics: An Engineering PerspectiveEvaluare: 3.5 din 5 stele3.5/5 (16)
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesDe la EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesEvaluare: 3 din 5 stele3/5 (1)
- Design Recipes for FPGAs: Using Verilog and VHDLDe la EverandDesign Recipes for FPGAs: Using Verilog and VHDLEvaluare: 2 din 5 stele2/5 (1)