S-ar putea să vă placă și
- Electron and Positron Spectroscopies in Materials Science and Engineering: Materials Science and TechnologyDe la EverandElectron and Positron Spectroscopies in Materials Science and Engineering: Materials Science and TechnologyOtto BuckÎncă nu există evaluări
- Materials and Design Bases Issues in Code Case: Asme N-47Document36 paginiMaterials and Design Bases Issues in Code Case: Asme N-47Bryan ManaloÎncă nu există evaluări
- Amorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryDe la EverandAmorphous and Nano Alloys Electroless Depositions: Technology, Composition, Structure and TheoryÎncă nu există evaluări
- Acritical Review of The Criteria of Notch-Sensitivity in Fatigue of MetalsDocument62 paginiAcritical Review of The Criteria of Notch-Sensitivity in Fatigue of MetalsEinÎncă nu există evaluări
- Spectroscopy in Biology and Chemistry: Neutron, X-Ray, LaserDe la EverandSpectroscopy in Biology and Chemistry: Neutron, X-Ray, LaserSow-Hsin ChenÎncă nu există evaluări
- Slag-Metal Reaction Theories During Welding Part IDocument7 paginiSlag-Metal Reaction Theories During Welding Part IEr Dikshant Malhotra100% (1)
- Constitutive Model For Full-Range Elasto-Plastic Behavior of Structural Steels With Yield Plateau Formulation (Hu, Et Al. 2016)Document12 paginiConstitutive Model For Full-Range Elasto-Plastic Behavior of Structural Steels With Yield Plateau Formulation (Hu, Et Al. 2016)Jose ManuelÎncă nu există evaluări
- Scanning Electron MicroscopDocument21 paginiScanning Electron Microscopabhishek ranaÎncă nu există evaluări
- Review of Metal Fatigue Life Prediction MethodsDocument14 paginiReview of Metal Fatigue Life Prediction MethodssenthilÎncă nu există evaluări
- Measuring Residual StressesDocument50 paginiMeasuring Residual StressesAsif HameedÎncă nu există evaluări
- A Non-Linear Continuous Fatigue DamageDocument17 paginiA Non-Linear Continuous Fatigue DamageMaroua MahouachiÎncă nu există evaluări
- TE 1382 Part1Document231 paginiTE 1382 Part1arifanovÎncă nu există evaluări
- Bob-Stern Roseville NCSLI 1410Document23 paginiBob-Stern Roseville NCSLI 1410makara5966Încă nu există evaluări
- AP621 Lect02 DiffractionDocument117 paginiAP621 Lect02 DiffractionHassanÎncă nu există evaluări
- Ml11276a009 PDFDocument139 paginiMl11276a009 PDFCristy OsLoÎncă nu există evaluări
- As ISO 14976-2006 Surface Chemical Analysis - Data Transfer FormatDocument8 paginiAs ISO 14976-2006 Surface Chemical Analysis - Data Transfer FormatSAI Global - APACÎncă nu există evaluări
- Sensitization in Austenitic Stainless Steels - Quantitative Prediction - Thesis 2020Document116 paginiSensitization in Austenitic Stainless Steels - Quantitative Prediction - Thesis 2020Adnan SaadiÎncă nu există evaluări
- CALENDARS 1771–2100: A Visual GuideDocument1 paginăCALENDARS 1771–2100: A Visual GuideSureDancelotÎncă nu există evaluări
- Isotropic Linear Elastic Stress ConcentrationDocument19 paginiIsotropic Linear Elastic Stress ConcentrationIoan-Lucian StanÎncă nu există evaluări
- Astm E407Document22 paginiAstm E407Carlos Pinto PradillaÎncă nu există evaluări
- Perpetual Calendar (From 1583 Ad) : IndexDocument1 paginăPerpetual Calendar (From 1583 Ad) : IndexAnonymous 3YNFShC100% (1)
- 200 YearprotectDocument1 pagină200 YearprotectsprotkarÎncă nu există evaluări
- Office For The Repose of Non-OrthodoxDocument7 paginiOffice For The Repose of Non-OrthodoxYurodivyiÎncă nu există evaluări
- Nanoscale Oxide Particle Control in Oxide Dispersion Strengthened SteelsDocument31 paginiNanoscale Oxide Particle Control in Oxide Dispersion Strengthened SteelsJuliana FortunatoÎncă nu există evaluări
- NULIFE-07-21 - Guideline For The Development of High Quality SCC Growth DataDocument26 paginiNULIFE-07-21 - Guideline For The Development of High Quality SCC Growth DataOtso CronvallÎncă nu există evaluări
- The Effect of Residual Stress and Crack Closure On Fatigue CrackDocument304 paginiThe Effect of Residual Stress and Crack Closure On Fatigue CrackTácito PicançoÎncă nu există evaluări
- Surfaceb Finish Meterology TutorialDocument162 paginiSurfaceb Finish Meterology TutorialChristian Barnard100% (1)
- The Serpentine Mineral GroupDocument3 paginiThe Serpentine Mineral GroupYudhi PrawiraÎncă nu există evaluări
- Detecting Transformation From Delta Ferrite To Sigma Phase in SsDocument9 paginiDetecting Transformation From Delta Ferrite To Sigma Phase in SsAndrea CalderaÎncă nu există evaluări
- Annals of Nuclear Energy: Y. Zhang, T. LuDocument15 paginiAnnals of Nuclear Energy: Y. Zhang, T. Luhafiz71196Încă nu există evaluări
- Mechanical Properties of Advanced Nuclear Reactor MaterialsDocument24 paginiMechanical Properties of Advanced Nuclear Reactor MaterialsAmit SinghÎncă nu există evaluări
- Effect of Sensitization On Microhardness and Corrosion Resistance of Austenitic Stainless SteelDocument4 paginiEffect of Sensitization On Microhardness and Corrosion Resistance of Austenitic Stainless SteelIJOCAASÎncă nu există evaluări
- Seal Qualification TestDocument25 paginiSeal Qualification TestvigneshÎncă nu există evaluări
- Overview of Nist Metrology Development For The Semiconductor IndustryDocument10 paginiOverview of Nist Metrology Development For The Semiconductor Industryaortic_kfÎncă nu există evaluări
- A Deformation Theory of PlasticityDocument14 paginiA Deformation Theory of PlasticityRohit KoreÎncă nu există evaluări
- Stainless Steel Behavior in PWR CircuitsDocument14 paginiStainless Steel Behavior in PWR CircuitsMac NeryÎncă nu există evaluări
- X RAY Residual StressDocument36 paginiX RAY Residual StressAnonymous oTrMza100% (1)
- Astm A 278 - A 278M - 01 (2015)Document4 paginiAstm A 278 - A 278M - 01 (2015)Nguyễn Như ThếÎncă nu există evaluări
- Etching Stainless Steels For Delta FerriteDocument2 paginiEtching Stainless Steels For Delta FerriteAPIÎncă nu există evaluări
- A Review Paper On Aging Effects in Alloy 617 For Gen IV NuclearDocument15 paginiA Review Paper On Aging Effects in Alloy 617 For Gen IV NuclearMohd AqeelÎncă nu există evaluări
- Prediction of residual stress and distortion in heat treated aluminum partsDocument60 paginiPrediction of residual stress and distortion in heat treated aluminum parts임학진Încă nu există evaluări
- Sources of Oxygen Contamination in SAW - EagerDocument5 paginiSources of Oxygen Contamination in SAW - EagerAndres CasteloÎncă nu există evaluări
- Fatigue - in - LWRs - Va Inox 304 PDFDocument72 paginiFatigue - in - LWRs - Va Inox 304 PDFtoto-gmbhÎncă nu există evaluări
- Non-Specular (NS) Surface Finish On Overhead Aluminum Electrical ConductorsDocument2 paginiNon-Specular (NS) Surface Finish On Overhead Aluminum Electrical Conductorsmoham akhÎncă nu există evaluări
- ANsys Modelling Paper SIFDocument7 paginiANsys Modelling Paper SIFPablo CollÎncă nu există evaluări
- (John Romeo) Integrative Phytochemistry From Ethn (BookFi) PDFDocument342 pagini(John Romeo) Integrative Phytochemistry From Ethn (BookFi) PDFKima Mad100% (1)
- Sa 430Document6 paginiSa 430Widya widyaÎncă nu există evaluări
- Issue 2: Good Practice Guide No. 37Document112 paginiIssue 2: Good Practice Guide No. 37rakesh guptaÎncă nu există evaluări
- Orchid BiochemistryDocument224 paginiOrchid BiochemistryJen-Tsung ChenÎncă nu există evaluări
- Measurement of Stress by X-Ray DiffractionDocument23 paginiMeasurement of Stress by X-Ray DiffractionRohit SatheshÎncă nu există evaluări
- Typika Service FullDocument9 paginiTypika Service FullDaniel0% (1)
- Engineering Failure Analysis-Crack GrowthDocument27 paginiEngineering Failure Analysis-Crack GrowthchandruÎncă nu există evaluări
- Stress Corrosion Crack Growth Rate Measurement in High Temperature Water Using Small Precracked Bend SpecimensDocument216 paginiStress Corrosion Crack Growth Rate Measurement in High Temperature Water Using Small Precracked Bend SpecimensFa HedaiatÎncă nu există evaluări
- E2014-Metallographic Laboratory SafetyDocument8 paginiE2014-Metallographic Laboratory SafetyGeorgon MontoyaÎncă nu există evaluări
- Iso Astm StandardDocument4 paginiIso Astm StandardroellyÎncă nu există evaluări
- Verification of Allowable Stresses in Asme Section Iii, Subsection NH For Grade 91 SteelDocument143 paginiVerification of Allowable Stresses in Asme Section Iii, Subsection NH For Grade 91 SteelHarish TokiÎncă nu există evaluări
- Transmission Electron Microscopy Skills:Diffraction Lecture 9Document25 paginiTransmission Electron Microscopy Skills:Diffraction Lecture 9LIAKMANÎncă nu există evaluări
- Determining The Effective Elastic Parameter For X-Ray Diffraction Measurements of Residual StressDocument4 paginiDetermining The Effective Elastic Parameter For X-Ray Diffraction Measurements of Residual StresssanthakumarÎncă nu există evaluări
- The Akathist Hymn To The Most Holy TheotokosDocument44 paginiThe Akathist Hymn To The Most Holy TheotokosEmilian Anastopoulos RaduÎncă nu există evaluări
- Compressor Disk Corrosion Problems and Solutions - SermetelDocument13 paginiCompressor Disk Corrosion Problems and Solutions - SermetelKatÎncă nu există evaluări
- Ceridust 5551 - For Lively Colors.: Exactly Your ChemistryDocument2 paginiCeridust 5551 - For Lively Colors.: Exactly Your ChemistryMaximiliano MackeviciusÎncă nu există evaluări
- ConversationDocument2 paginiConversationHiggilty PiggiltyÎncă nu există evaluări
- Manufacturing and Metal Working Process ClassificationDocument5 paginiManufacturing and Metal Working Process ClassificationPeeka Prabhakara RaoÎncă nu există evaluări
- ANTHE 2021 (Engineering) Sample PaperDocument17 paginiANTHE 2021 (Engineering) Sample PaperDida CowernÎncă nu există evaluări
- Sintering Effect On The Performance of Tungsten-Copper Powder LinerDocument2 paginiSintering Effect On The Performance of Tungsten-Copper Powder LinermahsaÎncă nu există evaluări
- Turton - Appb 30 37Document8 paginiTurton - Appb 30 37asadÎncă nu există evaluări
- Salt Analysis - Viva QuestionsDocument7 paginiSalt Analysis - Viva Questionsnoora100% (1)
- 2022-05-28 06 - 10 - 09.357.ScanFileDocument15 pagini2022-05-28 06 - 10 - 09.357.ScanFileVamsi KrishnaÎncă nu există evaluări
- BK TNG 001 TS PI SP 001 - Piping Specification - Rev 2Document45 paginiBK TNG 001 TS PI SP 001 - Piping Specification - Rev 2Kev TraÎncă nu există evaluări
- Epogen Safety Data Sheet 20130213 Rev 4Document8 paginiEpogen Safety Data Sheet 20130213 Rev 4Michael Marc Andico DeleonÎncă nu există evaluări
- Steel Industry PackageDocument9 paginiSteel Industry Packagebatung144100% (1)
- Re CessnaSingle 1996on Structural Repair MM SESR04Document167 paginiRe CessnaSingle 1996on Structural Repair MM SESR04chipocludo7av2100% (4)
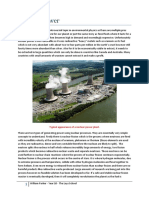
- Nuclear Power: Pros, Cons and FutureDocument4 paginiNuclear Power: Pros, Cons and FutureSamarthÎncă nu există evaluări
- Experiment 6Document6 paginiExperiment 6Sobana Kanthi33% (3)
- W. F. Chen, Plasticity For Structural Engineers, 1988-35 PDFDocument1 paginăW. F. Chen, Plasticity For Structural Engineers, 1988-35 PDFahmed shakerÎncă nu există evaluări
- TB3 Water Quality Analysis Emergency SituationsDocument8 paginiTB3 Water Quality Analysis Emergency Situationsনিস্তব্ধতার প্রহরেÎncă nu există evaluări
- Atomic Force Microscope (AFM)Document36 paginiAtomic Force Microscope (AFM)s11925877Încă nu există evaluări
- Distillation Columns PDFDocument40 paginiDistillation Columns PDFJithuJohn86% (7)
- Properties of Matter PresentationDocument9 paginiProperties of Matter PresentationMica Ela MañoÎncă nu există evaluări
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 paginiWall Colmonoy Surfacing Alloys Selector ChartAjimKe'enÎncă nu există evaluări
- 12.elastic ConstantsDocument18 pagini12.elastic ConstantsaderancÎncă nu există evaluări
- B705 Acpt1003Document3 paginiB705 Acpt1003taya1401Încă nu există evaluări
- Project Carburizing Lupu Stefan EnglezaDocument5 paginiProject Carburizing Lupu Stefan EnglezaStefan LupuÎncă nu există evaluări
- Spelling Bee WordsDocument3 paginiSpelling Bee WordsDana GomezÎncă nu există evaluări
- Thermoplastic Gas Pressure Pipe, Tubing, and Fittings: Standard Specification ForDocument20 paginiThermoplastic Gas Pressure Pipe, Tubing, and Fittings: Standard Specification ForAndres Camilo BenitezÎncă nu există evaluări
- Chemistry 2pointsDocument4 paginiChemistry 2pointsjovanniÎncă nu există evaluări
- Selective Bromination With Copper (I1) Bromide - King - JOC 29 (1964)Document3 paginiSelective Bromination With Copper (I1) Bromide - King - JOC 29 (1964)dextroenantiomerÎncă nu există evaluări
- LugalvanG35TechnicalInformation PDFDocument4 paginiLugalvanG35TechnicalInformation PDFJakin RookÎncă nu există evaluări
- Ipc2022-86856 Influence of Strain Hardening Model On The Corlastm Model ForDocument12 paginiIpc2022-86856 Influence of Strain Hardening Model On The Corlastm Model ForOswaldo MontenegroÎncă nu există evaluări
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDe la EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsÎncă nu există evaluări
- To Engineer Is Human: The Role of Failure in Successful DesignDe la EverandTo Engineer Is Human: The Role of Failure in Successful DesignEvaluare: 4 din 5 stele4/5 (137)
- Guidelines for Auditing Process Safety Management SystemsDe la EverandGuidelines for Auditing Process Safety Management SystemsÎncă nu există evaluări
- Structural Steel Design to Eurocode 3 and AISC SpecificationsDe la EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsÎncă nu există evaluări
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesDe la EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesEvaluare: 5 din 5 stele5/5 (1)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisDe la EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisEvaluare: 5 din 5 stele5/5 (1)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeDe la EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeÎncă nu există evaluări
- Guidelines for Implementing Process Safety ManagementDe la EverandGuidelines for Implementing Process Safety ManagementÎncă nu există evaluări
- Advanced Modelling Techniques in Structural DesignDe la EverandAdvanced Modelling Techniques in Structural DesignEvaluare: 5 din 5 stele5/5 (3)
- Introduction to Petroleum Process SafetyDe la EverandIntroduction to Petroleum Process SafetyEvaluare: 3 din 5 stele3/5 (2)
- Rules of Thumb for Maintenance and Reliability EngineersDe la EverandRules of Thumb for Maintenance and Reliability EngineersEvaluare: 4.5 din 5 stele4.5/5 (12)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDe la EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationÎncă nu există evaluări
- Inherently Safer Chemical Processes: A Life Cycle ApproachDe la EverandInherently Safer Chemical Processes: A Life Cycle ApproachEvaluare: 5 din 5 stele5/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataDe la EverandPocket Guide to Flanges, Fittings, and Piping DataEvaluare: 3.5 din 5 stele3.5/5 (22)
- Safety Fundamentals and Best Practices in Construction IndustryDe la EverandSafety Fundamentals and Best Practices in Construction IndustryÎncă nu există evaluări
- Incidents That Define Process SafetyDe la EverandIncidents That Define Process SafetyÎncă nu există evaluări
- LNG Risk Based Safety: Modeling and Consequence AnalysisDe la EverandLNG Risk Based Safety: Modeling and Consequence AnalysisÎncă nu există evaluări
- Chemical Process Safety: Learning from Case HistoriesDe la EverandChemical Process Safety: Learning from Case HistoriesEvaluare: 4 din 5 stele4/5 (14)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemDe la EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemÎncă nu există evaluări
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsDe la EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsEvaluare: 4 din 5 stele4/5 (11)
- Autophagy in Health and DiseaseDe la EverandAutophagy in Health and DiseaseBeverly RothermelÎncă nu există evaluări
- A Complete Guide to Safety Officer Interview Questions and AnswersDe la EverandA Complete Guide to Safety Officer Interview Questions and AnswersEvaluare: 4 din 5 stele4/5 (1)
- Transmission Pipeline Calculations and Simulations ManualDe la EverandTransmission Pipeline Calculations and Simulations ManualEvaluare: 4.5 din 5 stele4.5/5 (10)