S-ar putea să vă placă și
- Banner Uenf Confit JOANA FinalDocument1 paginăBanner Uenf Confit JOANA FinalAna Lucia DieguesÎncă nu există evaluări
- QuimicaDocument2 paginiQuimicaAline AlvesÎncă nu există evaluări
- Alvenaria Estrutural - Resumo Completo - Pablo e MuriloDocument20 paginiAlvenaria Estrutural - Resumo Completo - Pablo e MuriloMurilo GabrielÎncă nu există evaluări
- Catálogo de Produtos Spirax SarcoDocument8 paginiCatálogo de Produtos Spirax SarcoRafael BentesÎncă nu există evaluări
- As Patologias Mais Comuns Nas EstradasDocument10 paginiAs Patologias Mais Comuns Nas EstradasTalita BarcelosÎncă nu există evaluări
- FISPQ - Eletrodo StarDocument8 paginiFISPQ - Eletrodo Starmurillosc17Încă nu există evaluări
- LIVRO Concreto Armado Vol. 1Document135 paginiLIVRO Concreto Armado Vol. 1Kimberley HollandÎncă nu există evaluări
- Ficha8 Química PDFDocument6 paginiFicha8 Química PDFDaniela TargonÎncă nu există evaluări
- Curva ABC - Planilha OrçamentáriaDocument21 paginiCurva ABC - Planilha OrçamentáriaJean SantosÎncă nu există evaluări
- Células Eletroquímicas - Roteiro Aula PraticaDocument4 paginiCélulas Eletroquímicas - Roteiro Aula PraticaAdilarÎncă nu există evaluări
- 2 Série - Química - TRILHA - Semana 18Document1 pagină2 Série - Química - TRILHA - Semana 18Juvenal S. PereiraÎncă nu există evaluări
- Cinética ResolvidaDocument6 paginiCinética ResolvidajnfjjuniorÎncă nu există evaluări
- Pec 11Document37 paginiPec 11betoassuncaoÎncă nu există evaluări
- Memorial Descritivo IbiráDocument48 paginiMemorial Descritivo IbirábtggmktÎncă nu există evaluări
- Teste de TermodinâmicaDocument2 paginiTeste de TermodinâmicaMarcus ChrystianÎncă nu există evaluări
- Ha HF Válvulas de Segurança e AlívioDocument5 paginiHa HF Válvulas de Segurança e AlívioWellington S. FrançaÎncă nu există evaluări
- Aula 5 - Ensaio de Flexão e DobramentoDocument18 paginiAula 5 - Ensaio de Flexão e DobramentoPaulo Victor TosoÎncă nu există evaluări
- 6 - Diagramas de Fases em Materiais CerâmicosDocument69 pagini6 - Diagramas de Fases em Materiais CerâmicosAlexandreÎncă nu există evaluări
- PDF Catalogo CKC 333 Portas Corta FogoDocument2 paginiPDF Catalogo CKC 333 Portas Corta FogodbarosengÎncă nu există evaluări
- Determinação de Ácido Acético em Vinagre ComercialDocument5 paginiDeterminação de Ácido Acético em Vinagre ComercialflokadaÎncă nu există evaluări
- Lista 01 Unidade I FCMDocument3 paginiLista 01 Unidade I FCMEliesio OliveiraÎncă nu există evaluări
- Master PurDocument6 paginiMaster PurAndré GazzoniÎncă nu există evaluări
- Nomenclatura IUPAC Compostos InorganicosDocument14 paginiNomenclatura IUPAC Compostos InorganicosNocas100% (1)
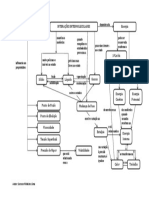
- Mapa Conceitual - Interações e EnergiaDocument1 paginăMapa Conceitual - Interações e EnergiaGerson LimaÎncă nu există evaluări
- Adensamento Do SoloDocument26 paginiAdensamento Do SoloDenise AlmeidaÎncă nu există evaluări
- VidrosDocument14 paginiVidrosFabio CelassisÎncă nu există evaluări
- Apresentação Da Disciplina de Processos Químicos Industriais Da UspDocument19 paginiApresentação Da Disciplina de Processos Químicos Industriais Da Usppacesar482Încă nu există evaluări
- Apostila de Geradores de Vapor PDFDocument88 paginiApostila de Geradores de Vapor PDFrodrigo santosÎncă nu există evaluări
- Química - Teórico - VOLUME2Document94 paginiQuímica - Teórico - VOLUME2Gerusa RodriguesÎncă nu există evaluări