S-ar putea să vă placă și
- Geological Carbon Storage: Subsurface Seals and Caprock IntegrityDe la EverandGeological Carbon Storage: Subsurface Seals and Caprock IntegrityStéphanie VialleÎncă nu există evaluări
- J. Electrochem. Soc.-2017-Delpech-C717-27Document11 paginiJ. Electrochem. Soc.-2017-Delpech-C717-27Geovanny Jaenz100% (1)
- Tittle: Pozzolana As Non OPC Binder MaterialsDocument8 paginiTittle: Pozzolana As Non OPC Binder MaterialsVIMAL MAURYAÎncă nu există evaluări
- Construction and Building Materials: Ahmed F. Abdalqader, Fei Jin, Abir Al-TabbaaDocument8 paginiConstruction and Building Materials: Ahmed F. Abdalqader, Fei Jin, Abir Al-TabbaaMarden Rengifo RuizÎncă nu există evaluări
- IR Ni LanthanaDocument6 paginiIR Ni LanthanaNelly RojasÎncă nu există evaluări
- The effect of sulfate activation on early hydration of BFS:PC composite cementDocument7 paginiThe effect of sulfate activation on early hydration of BFS:PC composite cementDarlan MantelliÎncă nu există evaluări
- Research Article: Deterioration and Microstructural Evolution of The Fly Ash Geopolymer Concrete Against Mgso SolutionDocument14 paginiResearch Article: Deterioration and Microstructural Evolution of The Fly Ash Geopolymer Concrete Against Mgso SolutionFabian VillamizarÎncă nu există evaluări
- Effect of CuringDocument6 paginiEffect of CuringHernesto ValverdeÎncă nu există evaluări
- CH 054Document8 paginiCH 054MapeixÎncă nu există evaluări
- Corrosion Science: R. Montoya, W. Aperador, D.M. BastidasDocument6 paginiCorrosion Science: R. Montoya, W. Aperador, D.M. BastidasReynaldo OrellanaÎncă nu există evaluări
- 2016 Wang TsaiDocument6 pagini2016 Wang Tsaineetika tiwariÎncă nu există evaluări
- Creep and drying shrinkage of blended slag and fly ash geopolymer concreteDocument10 paginiCreep and drying shrinkage of blended slag and fly ash geopolymer concreteJHON WILMAR CARDENAS PULIDOÎncă nu există evaluări
- Chapter 1 4Document75 paginiChapter 1 4Gurbir Kaur100% (1)
- Flyash Geopolymer Concrete As Future Concrete: Authors:-Rachit Ghosh, Anil Kumar and Sanjay KumarDocument12 paginiFlyash Geopolymer Concrete As Future Concrete: Authors:-Rachit Ghosh, Anil Kumar and Sanjay KumarWalter Jimmy Flores AlcocerÎncă nu există evaluări
- 10 1016@j Cemconcomp 2018 12 013 PDFDocument20 pagini10 1016@j Cemconcomp 2018 12 013 PDFAlfiansyah DarmawanÎncă nu există evaluări
- Phosphate Modified Calcium Aluminate Cement For Radioactive Waste EncapsulationDocument9 paginiPhosphate Modified Calcium Aluminate Cement For Radioactive Waste EncapsulationAndhy Arya EkaputraÎncă nu există evaluări
- Long Term Corrosion Experiment of Steel Rebar in Fly Ash-Based Geopolymer Concrete in Nacl SolutionDocument9 paginiLong Term Corrosion Experiment of Steel Rebar in Fly Ash-Based Geopolymer Concrete in Nacl SolutionJHON WILMAR CARDENAS PULIDOÎncă nu există evaluări
- Latent Heat StorageDocument28 paginiLatent Heat StorageEd Gar YundaÎncă nu există evaluări
- The Influence of Mix Parameters and Binder Choice On The Carbonation of Cement Solidified WastesDocument8 paginiThe Influence of Mix Parameters and Binder Choice On The Carbonation of Cement Solidified WastesTarek ChikerÎncă nu există evaluări
- Optimal Design of Ferronickel Slag Alkali Activated Material 2ugo93amDocument24 paginiOptimal Design of Ferronickel Slag Alkali Activated Material 2ugo93amHerlina Pebriani 5Încă nu există evaluări
- Alkalinity and Its Consequences For The Performance of Steel-Reinforced Geopolymer MaterialsDocument26 paginiAlkalinity and Its Consequences For The Performance of Steel-Reinforced Geopolymer MaterialsJHON WILMAR CARDENAS PULIDOÎncă nu există evaluări
- Optimal Fluorite/gypsum Mineralizer Ratio in Portland Cement ClinkeringDocument12 paginiOptimal Fluorite/gypsum Mineralizer Ratio in Portland Cement ClinkeringsaeedhoseiniÎncă nu există evaluări
- Influence of Various Soluble Carbonates On The Hydration of Portland Cement Studied by X-Ray DiffractionDocument16 paginiInfluence of Various Soluble Carbonates On The Hydration of Portland Cement Studied by X-Ray DiffractionThanhNhựtÎncă nu există evaluări
- Durability of Fly Ash Geopolymer Concrete in A Seawater EnvironmentDocument9 paginiDurability of Fly Ash Geopolymer Concrete in A Seawater EnvironmentMithun BMÎncă nu există evaluări
- Thermophysical Properties of Hydrophobised Lime Plaster - Experimental Analysis of Moisture EffectDocument7 paginiThermophysical Properties of Hydrophobised Lime Plaster - Experimental Analysis of Moisture Effectsyed Masood khanÎncă nu există evaluări
- Properties of Alkali-Activated Fly Ash Concrete Blended With SlagDocument8 paginiProperties of Alkali-Activated Fly Ash Concrete Blended With SlagJagadeesh SundaramÎncă nu există evaluări
- Morone2020 Article EffectsOfAlkaliActivationAndCODocument14 paginiMorone2020 Article EffectsOfAlkaliActivationAndCOHeloina CostaÎncă nu există evaluări
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 paginiCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôÎncă nu există evaluări
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 paginiCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôÎncă nu există evaluări
- Strength and Setting Times of Low Calcium Fly Ash-Based Geopolymer MortarDocument9 paginiStrength and Setting Times of Low Calcium Fly Ash-Based Geopolymer MortarchandusoysaÎncă nu există evaluări
- Synth and Prop of Novel Structural BinderDocument10 paginiSynth and Prop of Novel Structural BinderMaximiliano ZarateÎncă nu există evaluări
- Using of Calsium Magnesium Aluminate Flux With High MgO Content To Improve Secondary Steel Ladle LifetimeDocument6 paginiUsing of Calsium Magnesium Aluminate Flux With High MgO Content To Improve Secondary Steel Ladle LifetimeBagas Prasetyawan Adi NugrohoÎncă nu există evaluări
- The CO Uptake of Concrete in A 100 Year Perspective: Claus Pade, Maria GuimaraesDocument9 paginiThe CO Uptake of Concrete in A 100 Year Perspective: Claus Pade, Maria Guimaraesrola atefÎncă nu există evaluări
- Ts-4 Quick Monitoring of Pozzolanic Re Activity of Waste AshesDocument6 paginiTs-4 Quick Monitoring of Pozzolanic Re Activity of Waste Asheshammads88Încă nu există evaluări
- Cement and Concrete ResearchDocument10 paginiCement and Concrete ResearchAndhy Arya EkaputraÎncă nu există evaluări
- Author's Accepted Manuscript: 10.1016/j.ceramint.2014.09.091Document49 paginiAuthor's Accepted Manuscript: 10.1016/j.ceramint.2014.09.091Alfiansyah DarmawanÎncă nu există evaluări
- Materials and Design: Watcharapong Wongkeo, Pailyn Thongsanitgarn, Kedsarin Pimraksa, Arnon ChaipanichDocument6 paginiMaterials and Design: Watcharapong Wongkeo, Pailyn Thongsanitgarn, Kedsarin Pimraksa, Arnon ChaipanichSHASHIKUMAR 1DB18CV034Încă nu există evaluări
- Materials and Design: Alaa M. RashadDocument21 paginiMaterials and Design: Alaa M. RashadLenia LuciaÎncă nu există evaluări
- Durability of Geopolymer Materials in Sodium and Magnesium Sulfate SolutionsDocument14 paginiDurability of Geopolymer Materials in Sodium and Magnesium Sulfate SolutionsahmetÎncă nu există evaluări
- Oxidation of 9%Cr steel P91 in water vapour environmentsDocument27 paginiOxidation of 9%Cr steel P91 in water vapour environmentsAleš NagodeÎncă nu există evaluări
- Co Nano Crystals On AluminaDocument6 paginiCo Nano Crystals On AluminaRamakanta SahuÎncă nu există evaluări
- 4-1-Studies On Fly Ash-Based Geopolymer Concrete PDFDocument6 pagini4-1-Studies On Fly Ash-Based Geopolymer Concrete PDFHoriantoÎncă nu există evaluări
- Research ProposalDocument12 paginiResearch ProposalTinashe MutandwaÎncă nu există evaluări
- Inhibition of The Catalytic Oxidation of Carbon - Carbon Composite Materials by An Aluminophosphate CoatingDocument6 paginiInhibition of The Catalytic Oxidation of Carbon - Carbon Composite Materials by An Aluminophosphate Coatingvictor romeroÎncă nu există evaluări
- Waste Management and Cement HydrationDocument8 paginiWaste Management and Cement HydrationJHON WILMAR CARDENAS PULIDOÎncă nu există evaluări
- Thanongsak Nochaiya, Watcharapong Wongkeo, Arnon Chaipanich: SciencedirectDocument7 paginiThanongsak Nochaiya, Watcharapong Wongkeo, Arnon Chaipanich: SciencedirectSaurabh AgrawalÎncă nu există evaluări
- Bakha Rev 2005Document13 paginiBakha Rev 2005Andrew PiÎncă nu există evaluări
- 10 1016@j Ijhydene 2016 07 072Document13 pagini10 1016@j Ijhydene 2016 07 072peymanÎncă nu există evaluări
- Heat of Hydration of High Reactive Pozzolans in Blended CementsDocument6 paginiHeat of Hydration of High Reactive Pozzolans in Blended CementsFeroudja TaouesÎncă nu există evaluări
- 045 Tempest2009Document17 pagini045 Tempest2009Manish ShashikantÎncă nu există evaluări
- Geopolimer BerporiDocument14 paginiGeopolimer BerporisulfiantyÎncă nu există evaluări
- Cement and Concrete Research: SciencedirectDocument7 paginiCement and Concrete Research: SciencedirectAndhy Arya EkaputraÎncă nu există evaluări
- Influence of Molar RatiosDocument5 paginiInfluence of Molar RatiosPHÁT NGUYỄN VĂN HỒNGÎncă nu există evaluări
- Final Setting Time and Compressive Strength of Fly Ash and GGBS-Based Geopolymer Paste and MortarDocument8 paginiFinal Setting Time and Compressive Strength of Fly Ash and GGBS-Based Geopolymer Paste and MortarDr. P SWAMY NAGA RATNA GIRIÎncă nu există evaluări
- Nmiri2019 Article ReplacementOfAlkaliSilicateSolDocument10 paginiNmiri2019 Article ReplacementOfAlkaliSilicateSolLê Chí HiệpÎncă nu există evaluări
- 1 s2.0 S0016236113001555 Main PDFDocument10 pagini1 s2.0 S0016236113001555 Main PDFBella NabilÎncă nu există evaluări
- Research ArticleDocument12 paginiResearch ArticleAsad HanifÎncă nu există evaluări
- Hydrogen Retention in High-Z Materials With Various Contents of CarbonDocument6 paginiHydrogen Retention in High-Z Materials With Various Contents of CarbonPrashant ThankeyÎncă nu există evaluări
- Diethelm2004 Article PlanarAndTubularPerovskite-typDocument7 paginiDiethelm2004 Article PlanarAndTubularPerovskite-typDaniela De Araujo SampaioÎncă nu există evaluări
- Lesson 7: Cylinders: Basic Hydraulic SystemsDocument12 paginiLesson 7: Cylinders: Basic Hydraulic Systemsoscar el carevergaÎncă nu există evaluări
- Galvanize Galvanize Business Unit: Trust Us To GalvanizeDocument6 paginiGalvanize Galvanize Business Unit: Trust Us To GalvanizeAdet WildanÎncă nu există evaluări
- For Steel Cage Lapping by Using U-ClipDocument4 paginiFor Steel Cage Lapping by Using U-Cliptin aungtunÎncă nu există evaluări
- Manage Safety Changes (MOCDocument5 paginiManage Safety Changes (MOCWirawan Adi Setya RÎncă nu există evaluări
- Conventional and Non-Conventional Energy Resources of India: Present and FutureDocument8 paginiConventional and Non-Conventional Energy Resources of India: Present and FutureAnkit SharmaÎncă nu există evaluări
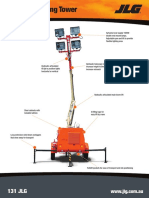
- JLG Lighting Tower 6308AN Series II 20150907Document2 paginiJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09Încă nu există evaluări
- Scania 12L - EMS - Operator - Manual - enDocument60 paginiScania 12L - EMS - Operator - Manual - enАнатолий ЩербаковÎncă nu există evaluări
- ZXONE Quick Installation Guide - V1.0Document56 paginiZXONE Quick Installation Guide - V1.0kmad100% (2)
- V8fr-Ii V8r7-IiDocument1 paginăV8fr-Ii V8r7-Iiaeroseb1Încă nu există evaluări
- Cassette toilet spare parts guide for models C2, C3 and C4Document21 paginiCassette toilet spare parts guide for models C2, C3 and C4georgedragosÎncă nu există evaluări
- NDI Manual 2013 - v10Document13 paginiNDI Manual 2013 - v10Yudha Bhakti NugrahaÎncă nu există evaluări
- Compact 1NC+1NO limit switch data sheetDocument2 paginiCompact 1NC+1NO limit switch data sheetJose AkinoÎncă nu există evaluări
- Vinay Quality ResumeDocument3 paginiVinay Quality Resumevinay kumarÎncă nu există evaluări
- Wire Rope Maintenance enDocument12 paginiWire Rope Maintenance ensriabolfazlÎncă nu există evaluări
- Assignment - Iv Examples of Design of Transformer: W 2 M 2 T W WDocument1 paginăAssignment - Iv Examples of Design of Transformer: W 2 M 2 T W Wiamketul6340Încă nu există evaluări
- QADocument170 paginiQASudama KhatriÎncă nu există evaluări
- Dacnewppt p4Document21 paginiDacnewppt p4vmspraneethÎncă nu există evaluări
- Java Topics To Cover in InterviewsDocument5 paginiJava Topics To Cover in InterviewsHemanth KumarÎncă nu există evaluări
- Michelson Interferometer Na Lamp-1Document11 paginiMichelson Interferometer Na Lamp-1SOHINI KAYALÎncă nu există evaluări
- Apache Oozie - A workflow scheduler to manage Hadoop jobsDocument5 paginiApache Oozie - A workflow scheduler to manage Hadoop jobsarjuncchaudharyÎncă nu există evaluări
- Biogas Calculator TemplateDocument27 paginiBiogas Calculator TemplateAlex Julian-CooperÎncă nu există evaluări
- A03_Grader_IRCD_InstructionsDocument2 paginiA03_Grader_IRCD_InstructionsClausulaLover24Încă nu există evaluări
- As ISO 128.23-2005 Technical Drawings - General Principles of Presentation Lines On Construction DrawingsDocument9 paginiAs ISO 128.23-2005 Technical Drawings - General Principles of Presentation Lines On Construction DrawingsSAI Global - APAC0% (3)
- Quotation 615-4078 BabulalDocument14 paginiQuotation 615-4078 Babulaldevrajan631Încă nu există evaluări
- Electrical Measurements LabDocument40 paginiElectrical Measurements Labmdayyub100% (4)
- Unit 4 - Software Engineering - WWW - Rgpvnotes.inDocument12 paginiUnit 4 - Software Engineering - WWW - Rgpvnotes.inNazma QureshiÎncă nu există evaluări
- EGIG - 10th - Report - Final - 09-03-2018 - v1Document50 paginiEGIG - 10th - Report - Final - 09-03-2018 - v1Paulo Marcos Cabral JuniorÎncă nu există evaluări
- Townsend DischargeDocument6 paginiTownsend DischargeGordon DuffÎncă nu există evaluări
- Hydraulic Mining Shovel 6040AC: 08. Attachment Functions - FSDocument20 paginiHydraulic Mining Shovel 6040AC: 08. Attachment Functions - FShector50% (2)
- Excellent Hex Key Wrench: English VersionDocument54 paginiExcellent Hex Key Wrench: English Versionmg pyaeÎncă nu există evaluări