S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Secret of The House WTDocument22 paginiThe Secret of The House WTPetr -50% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- 559 Fault CodeDocument4 pagini559 Fault Codeabdelbagi ibrahim100% (1)
- LESSONS FROM CONFINED SPACESDocument5 paginiLESSONS FROM CONFINED SPACESChelsea SkinnerÎncă nu există evaluări
- Implementing a comprehensive CUI programDocument4 paginiImplementing a comprehensive CUI programChelsea Skinner100% (1)
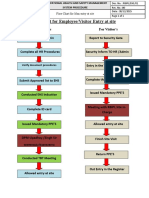
- fLOW CHART FOR WORKER'S ENTRYDocument2 paginifLOW CHART FOR WORKER'S ENTRYshamshad ahamedÎncă nu există evaluări
- Fugro - Method Statement - For Geotechnical InvestigationDocument4 paginiFugro - Method Statement - For Geotechnical Investigationsindalisindi100% (1)
- 4.5 Cargo DischargingDocument2 pagini4.5 Cargo DischargingHasan Cosalev100% (1)
- Proper restraint techniques for dogs and catsDocument153 paginiProper restraint techniques for dogs and catsjademattican75% (4)
- Job Satisfaction RRLDocument39 paginiJob Satisfaction RRLMarie Tiffany100% (1)
- Investigating Population Growth SimulationDocument11 paginiInvestigating Population Growth Simulationapi-3823725640% (3)
- Alternate Mekton Zeta Weapon CreationDocument7 paginiAlternate Mekton Zeta Weapon CreationJavi BuenoÎncă nu există evaluări
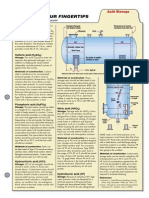
- Acid StorageDocument1 paginăAcid StorageChelsea SkinnerÎncă nu există evaluări
- Acid StorageDocument1 paginăAcid StorageChelsea SkinnerÎncă nu există evaluări
- ItilDocument11 paginiItilNarendar P100% (2)
- Piping System Leak Detection and MonitoringDocument7 paginiPiping System Leak Detection and MonitoringChelsea SkinnerÎncă nu există evaluări
- Switzerland: Food and CultureDocument18 paginiSwitzerland: Food and CultureAaron CoutinhoÎncă nu există evaluări
- Cipac MT 185Document2 paginiCipac MT 185Chemist İnançÎncă nu există evaluări
- LPBP HPSU Document PDFDocument131 paginiLPBP HPSU Document PDFGanga PrasadÎncă nu există evaluări
- Soda AshDocument1 paginăSoda AshChelsea Skinner100% (1)
- Safety - Lessons Relearned - Inadequate IsolationsDocument5 paginiSafety - Lessons Relearned - Inadequate IsolationsChelsea SkinnerÎncă nu există evaluări
- Acids HandlingDocument8 paginiAcids HandlingChelsea SkinnerÎncă nu există evaluări
- Processing Industrial Byproducts To Yield As FertilizerDocument13 paginiProcessing Industrial Byproducts To Yield As FertilizerChelsea SkinnerÎncă nu există evaluări
- Methyl ChlorideDocument1 paginăMethyl ChlorideChelsea SkinnerÎncă nu există evaluări
- Light Crude Oil Treatment SulfurDocument7 paginiLight Crude Oil Treatment SulfurChelsea SkinnerÎncă nu există evaluări
- Updating the Chemical Engineering Plant Cost Index for the 21st CenturyDocument9 paginiUpdating the Chemical Engineering Plant Cost Index for the 21st CenturyChelsea SkinnerÎncă nu există evaluări
- Acids HandlingDocument8 paginiAcids HandlingChelsea SkinnerÎncă nu există evaluări
- WSO 2022 IB Working Conditions SurveyDocument42 paginiWSO 2022 IB Working Conditions SurveyPhạm Hồng HuếÎncă nu există evaluări
- Fluid Mechanics Sessional: Dhaka University of Engineering & Technology, GazipurDocument17 paginiFluid Mechanics Sessional: Dhaka University of Engineering & Technology, GazipurMd saydul islamÎncă nu există evaluări
- Pet - WikipediaDocument12 paginiPet - Wikipediabdalcin5512Încă nu există evaluări
- Base para Detectores de Humo y Temperatura KIDDE KI-SBDocument2 paginiBase para Detectores de Humo y Temperatura KIDDE KI-SBAnderson CastañedaÎncă nu există evaluări
- Adolescent Development & Competency in Juvenile JusticeDocument16 paginiAdolescent Development & Competency in Juvenile JusticeJudith KÎncă nu există evaluări
- Interface GSKTMTRLBRCHR A4 Int 4webDocument7 paginiInterface GSKTMTRLBRCHR A4 Int 4webROGERIO GUILHERME DE OLIVEIRA MARQUESÎncă nu există evaluări
- Disinfecting Water Wells Shock ChlorinationDocument3 paginiDisinfecting Water Wells Shock ChlorinationmayaÎncă nu există evaluări
- PHAR342 Answer Key 5Document4 paginiPHAR342 Answer Key 5hanif pangestuÎncă nu există evaluări
- Hotel Housekeeping EQUIPMENTDocument3 paginiHotel Housekeeping EQUIPMENTsamahjaafÎncă nu există evaluări
- Health 6 Q 4 WK 6 Module 6 Version 4Document16 paginiHealth 6 Q 4 WK 6 Module 6 Version 4Kassandra BayogosÎncă nu există evaluări
- wch13 01 Rms 20230817Document24 paginiwch13 01 Rms 20230817halcieeschÎncă nu există evaluări
- Natural Resources in PakistanDocument5 paginiNatural Resources in PakistanSohaib EÎncă nu există evaluări
- Theories of Motivation and Child Moral DevelopmentDocument5 paginiTheories of Motivation and Child Moral DevelopmentPamela mirandaÎncă nu există evaluări
- Gebauer 2012Document26 paginiGebauer 2012Seán GallagherÎncă nu există evaluări
- PERSONS Finals Reviewer Chi 0809Document153 paginiPERSONS Finals Reviewer Chi 0809Erika Angela GalceranÎncă nu există evaluări
- Cellular Basis of HeredityDocument12 paginiCellular Basis of HeredityLadyvirdi CarbonellÎncă nu există evaluări
- ME JBP 70A Pen Dissolved Oxygen Meter PDFDocument1 paginăME JBP 70A Pen Dissolved Oxygen Meter PDFpiknikmonsterÎncă nu există evaluări