S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Limestone: Lime: 20 KG: Kgmole PGDocument16 paginiLimestone: Lime: 20 KG: Kgmole PGPauline Ortilla100% (1)
- Dewaxing ProcessesDocument19 paginiDewaxing ProcessesMahi FatimaÎncă nu există evaluări
- Highly Stable M/Nioemgo (M Co, Cu and Fe) Catalysts Towards Co MethanationDocument16 paginiHighly Stable M/Nioemgo (M Co, Cu and Fe) Catalysts Towards Co Methanationfarah al-sudaniÎncă nu există evaluări
- ME385 Internal Combustion Engines Lecture NotesDocument53 paginiME385 Internal Combustion Engines Lecture Notes01094255175 01094255175Încă nu există evaluări
- ISO 8217 Fuel StandardDocument2 paginiISO 8217 Fuel StandardErwinMuellÎncă nu există evaluări
- Primer Parcial: Ingeniería de las Reacciones QuímicasDocument7 paginiPrimer Parcial: Ingeniería de las Reacciones QuímicasAndresFelipeSotoÎncă nu există evaluări
- US7525004 New EditedDocument11 paginiUS7525004 New EditedFahreza HidayatullahÎncă nu există evaluări
- Comparison Between MSF and Med TVC ConfigurationsDocument75 paginiComparison Between MSF and Med TVC ConfigurationsmurtadaÎncă nu există evaluări
- Unit 1-Fuel and CombustionDocument32 paginiUnit 1-Fuel and CombustionLohit MÎncă nu există evaluări
- Prelim Microsoft Excel ManualDocument152 paginiPrelim Microsoft Excel Manualआशीष गौरवÎncă nu există evaluări
- 5.17 - A10706002 - Lely Ayu NingsihDocument8 pagini5.17 - A10706002 - Lely Ayu NingsihLely Ayu NingsihÎncă nu există evaluări
- Solution ManualDocument124 paginiSolution ManualMahmoud AsmidaÎncă nu există evaluări
- Basics of Petroleum Physical PropertiesDocument4 paginiBasics of Petroleum Physical PropertiesBharatiyulamÎncă nu există evaluări
- HGDocument156 paginiHGJosè Helì Vallejos CoronadoÎncă nu există evaluări
- Chapter 1 Azeotrope and Multicomponent DistillationDocument32 paginiChapter 1 Azeotrope and Multicomponent DistillationMUHAMMAD LUQMAN HAKIMI MOHD ZAMRIÎncă nu există evaluări
- CET - Module 6Document90 paginiCET - Module 6Ashna GautamÎncă nu există evaluări
- IC Engines PPT Lecture No 8,9,10Document19 paginiIC Engines PPT Lecture No 8,9,10VishweshRaviShrimaliÎncă nu există evaluări
- Ap Unit7 Worksheet AnswersDocument5 paginiAp Unit7 Worksheet Answersburcak gecÎncă nu există evaluări
- Seminar Nasional Kimia KALTIM (Prof. Dr. Hadi Nur)Document58 paginiSeminar Nasional Kimia KALTIM (Prof. Dr. Hadi Nur)VeronikaSantiMarbunÎncă nu există evaluări
- Report About Reactor DesignDocument3 paginiReport About Reactor Designعلی محمد قادر خضرÎncă nu există evaluări
- Lean Oil Absorption 02Document14 paginiLean Oil Absorption 02Shri JrÎncă nu există evaluări
- Combustion Reactions and Air-Fuel RatiosDocument4 paginiCombustion Reactions and Air-Fuel Ratiosseptianiwulandari80Încă nu există evaluări
- Reformer TubesDocument3 paginiReformer TubesTarun ChandraÎncă nu există evaluări
- Drilling MSQSDocument7 paginiDrilling MSQSayanÎncă nu există evaluări
- Fractional Distillation of Crude OilDocument2 paginiFractional Distillation of Crude OilAbertly MohammudÎncă nu există evaluări
- Ethylene Plant Analysis PDFDocument8 paginiEthylene Plant Analysis PDFtotpityiÎncă nu există evaluări
- Mike-Banach-UOP-2016 Presentation On Oleflex Operating UnitsDocument20 paginiMike-Banach-UOP-2016 Presentation On Oleflex Operating Unitsagarwalashwin32100% (1)
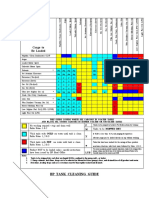
- Previous Cargo: BP Tank Cleaning GuideDocument1 paginăPrevious Cargo: BP Tank Cleaning GuideChetan100% (1)
- Walio Crude SummaryDocument19 paginiWalio Crude SummaryMaria MonguiÎncă nu există evaluări
- Unit 1: LNG Introduction and ProductionDocument39 paginiUnit 1: LNG Introduction and ProductionDeepak SharmaÎncă nu există evaluări