S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hydraulic MotorDocument8 paginiHydraulic MotorJosé Emilio D' LeónÎncă nu există evaluări
- F5118 FP382Document2 paginiF5118 FP382José Emilio D' LeónÎncă nu există evaluări
- BBC DesignGuideDocument28 paginiBBC DesignGuideJosé Emilio D' LeónÎncă nu există evaluări
- SP0-AM305 Hydraulic Fluid InformationDocument6 paginiSP0-AM305 Hydraulic Fluid InformationJosé Emilio D' LeónÎncă nu există evaluări
- Catalogo Divisor PDFDocument2 paginiCatalogo Divisor PDFJosé Emilio D' LeónÎncă nu există evaluări
- Installation and ServiceDocument19 paginiInstallation and ServiceJosé Emilio D' LeónÎncă nu există evaluări
- UT371 Eng Ok Manual PDFDocument25 paginiUT371 Eng Ok Manual PDFJosé Emilio D' LeónÎncă nu există evaluări
- SM 800.40 FlexAirValveDocument31 paginiSM 800.40 FlexAirValveJosé Emilio D' LeónÎncă nu există evaluări
- UT371 Eng Ok Manual PDFDocument25 paginiUT371 Eng Ok Manual PDFJosé Emilio D' LeónÎncă nu există evaluări
- D300K 3+3 KUBOTA: Parts List ForDocument26 paginiD300K 3+3 KUBOTA: Parts List ForJosé Emilio D' LeónÎncă nu există evaluări
- Axial Piston MotorsDocument20 paginiAxial Piston MotorsJosé Emilio D' LeónÎncă nu există evaluări
- Allmand NL Pro LiteDocument32 paginiAllmand NL Pro LiteJosé Emilio D' LeónÎncă nu există evaluări
- Cat 3406c ManualDocument85 paginiCat 3406c ManualShaun Whittaker95% (39)
- DS-7300 DVR User Manual V1.0Document65 paginiDS-7300 DVR User Manual V1.0José Emilio D' LeónÎncă nu există evaluări
- Bmax Cpe Si e 2.3Document2 paginiBmax Cpe Si e 2.3José Emilio D' LeónÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- 793D Electrico PDFDocument4 pagini793D Electrico PDFminh le huuÎncă nu există evaluări
- 33 - JOK2000 JordanDocument10 pagini33 - JOK2000 JordanJoanka YechoniaÎncă nu există evaluări
- Service ManualDocument17 paginiService ManualciohaniÎncă nu există evaluări
- Massey Ferguson 8780 8780XP COMBINE (EFF SN W55101-HL87999) Parts Catalogue ManualDocument23 paginiMassey Ferguson 8780 8780XP COMBINE (EFF SN W55101-HL87999) Parts Catalogue ManualdidkskmdmdmÎncă nu există evaluări
- Gold Valve Cartridge Emulator Fitting InstructionsDocument4 paginiGold Valve Cartridge Emulator Fitting Instructionsstinger30auÎncă nu există evaluări
- Dynamic Analysis and SimulationDocument5 paginiDynamic Analysis and SimulationKamel FedaouiÎncă nu există evaluări
- Jet Propulsion QuestionsDocument1 paginăJet Propulsion QuestionsanmolkaseraÎncă nu există evaluări
- FG85Document701 paginiFG85papajoel8290% (10)
- Caterpillar Diagnostic CodeDocument10 paginiCaterpillar Diagnostic Codeevelyn100% (53)
- Ferrari TestarrossaDocument210 paginiFerrari Testarrossaj.godignonÎncă nu există evaluări
- O & IO-540 Oper Manual 60297-10Document114 paginiO & IO-540 Oper Manual 60297-10Waqar AhmedÎncă nu există evaluări
- 4024TF270 66hp t2Document2 pagini4024TF270 66hp t2Irwin JoseÎncă nu există evaluări
- 010 - Cat-6040AC - CAMP-SIL-BCS4 - Swing SystemDocument30 pagini010 - Cat-6040AC - CAMP-SIL-BCS4 - Swing SystemhectorÎncă nu există evaluări
- Rear Derailleur: Dealer's ManualDocument32 paginiRear Derailleur: Dealer's ManualPedro Otavio Sampaio TorresÎncă nu există evaluări
- Tutorial 1 Impact of JetDocument1 paginăTutorial 1 Impact of JetBhuvanesh MuleyÎncă nu există evaluări
- Chain Drives: Why Use A Chain Drive?Document6 paginiChain Drives: Why Use A Chain Drive?Syed Raheel AdeelÎncă nu există evaluări
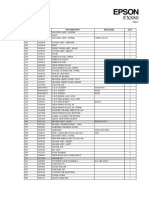
- FX 880Document5 paginiFX 880Nma ColonelnmaÎncă nu există evaluări
- 07 Power Screws and Threaded Fasteners (Handout)Document16 pagini07 Power Screws and Threaded Fasteners (Handout)tnvsaikiran3100% (3)
- L32-40CD B3-SparePartsCatalogueDocument254 paginiL32-40CD B3-SparePartsCataloguejamukanak pad100% (1)
- Santierul Naval Constanta SaDocument9 paginiSantierul Naval Constanta SacpîndaruÎncă nu există evaluări
- Secadores de AireDocument4 paginiSecadores de Aireramsi17100% (1)
- TM 1500 GroveDocument8 paginiTM 1500 Grovecornel_lupu0% (1)
- 777F ManualDocument243 pagini777F ManualJose Manuel Carcamo Saez100% (3)
- Hyster H135-155XL Parts Manual G006 PDFDocument376 paginiHyster H135-155XL Parts Manual G006 PDFEwerton Bianchi89% (9)
- New Product Catalog 2022Document92 paginiNew Product Catalog 2022Paulo César BritoÎncă nu există evaluări
- Catalogue VECV Range of Products - J P Products, ChennaiDocument2 paginiCatalogue VECV Range of Products - J P Products, ChennaiS KumarÎncă nu există evaluări
- Procedure For Crankshafts That Will Not Rotate After Installation During A Rebuild (1000, 1202)Document10 paginiProcedure For Crankshafts That Will Not Rotate After Installation During A Rebuild (1000, 1202)TASHKEELÎncă nu există evaluări
- Klockner Moeller Contactors 1Document1 paginăKlockner Moeller Contactors 1jorsueÎncă nu există evaluări
- G3306Document4 paginiG3306carlucido247970100% (1)
- Engine Engine KTA38 G2A Engine ScribdDocument1 paginăEngine Engine KTA38 G2A Engine Scribddmc constructionÎncă nu există evaluări