S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Training Documents - SolidWorks ComposerDocument2 paginiTraining Documents - SolidWorks ComposerAmirAmiri100% (1)
- Electric Motor Vibration Diagnostic ChartDocument1 paginăElectric Motor Vibration Diagnostic ChartfazzlieÎncă nu există evaluări
- 1320 HP Zr2440w MonitorDocument2 pagini1320 HP Zr2440w MonitorAmirAmiriÎncă nu există evaluări
- Engineering Plastics..Document55 paginiEngineering Plastics..AmirAmiriÎncă nu există evaluări
- Guidelines: Injection Mold DesignDocument4 paginiGuidelines: Injection Mold DesignAmirAmiriÎncă nu există evaluări
- Moldeadora PDFDocument12 paginiMoldeadora PDFAmirAmiriÎncă nu există evaluări
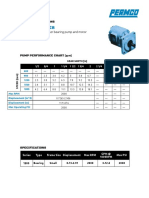
- Series: Small Displacement Roller Bearing Pump and MotorDocument2 paginiSeries: Small Displacement Roller Bearing Pump and MotorAmirAmiriÎncă nu există evaluări
- Injection Moulding: CD Catalogue Online CatalogueDocument1 paginăInjection Moulding: CD Catalogue Online CatalogueAmirAmiriÎncă nu există evaluări
- Ground Spur Gears - Module 0.5: MaterialDocument2 paginiGround Spur Gears - Module 0.5: MaterialAmirAmiriÎncă nu există evaluări
- D 004663 PDFDocument96 paginiD 004663 PDFAmirAmiriÎncă nu există evaluări
- Project Report FinalDocument52 paginiProject Report FinalAmirAmiri0% (1)
- Scoring Short Ipaq April04Document9 paginiScoring Short Ipaq April04AmirAmiriÎncă nu există evaluări
- Harmonic Motion of A Maxwell Model: Trigonometric NotationDocument4 paginiHarmonic Motion of A Maxwell Model: Trigonometric NotationAmirAmiriÎncă nu există evaluări
- 522541Document8 pagini522541AmirAmiriÎncă nu există evaluări
- Appendix Nve: RsionsDocument7 paginiAppendix Nve: RsionsAmirAmiriÎncă nu există evaluări
- Tool CRMDocument36 paginiTool CRMAmirAmiriÎncă nu există evaluări
- DV09PUB2 Study GuideDocument5 paginiDV09PUB2 Study GuideAmirAmiriÎncă nu există evaluări
- HDG Steel Combined With Al-AlloyDocument9 paginiHDG Steel Combined With Al-AlloySreedhar Patnaik.MÎncă nu există evaluări
- New Musical TuningDocument29 paginiNew Musical TuningMellyBelly52Încă nu există evaluări
- Advanced Placement Chemistry TestDocument15 paginiAdvanced Placement Chemistry TestBobÎncă nu există evaluări
- Hydraulic Structures C.D.smithDocument433 paginiHydraulic Structures C.D.smithJekaterina SaboÎncă nu există evaluări
- Metering Solution For Custody Transfer ApplicationsDocument8 paginiMetering Solution For Custody Transfer ApplicationsTallal joiyaÎncă nu există evaluări
- Timberoll BeltsDocument4 paginiTimberoll Beltsplastena plastenaÎncă nu există evaluări
- Charny - Mathematical Models of Bioheat TransferDocument137 paginiCharny - Mathematical Models of Bioheat TransferMadalena PanÎncă nu există evaluări
- Indian Institute of Technology Bombay: CE 401 Water Resources Engineering Numerical Assignment - 2Document2 paginiIndian Institute of Technology Bombay: CE 401 Water Resources Engineering Numerical Assignment - 2Bhanuteja KinjarapuÎncă nu există evaluări
- RMT 23 Series Control ValveDocument37 paginiRMT 23 Series Control ValveNymphetamine AnhÎncă nu există evaluări
- Exp 3 Plate Heat ExchangerDocument6 paginiExp 3 Plate Heat ExchangerMeema FaatimahbagÎncă nu există evaluări
- Achieve™ Advanced PP8285E1: Polypropylene Impact CopolymerDocument2 paginiAchieve™ Advanced PP8285E1: Polypropylene Impact CopolymermosesÎncă nu există evaluări
- Epolam 5015Document2 paginiEpolam 5015Eduardo JoseÎncă nu există evaluări
- Gear Drives Vs Belt DrivesDocument17 paginiGear Drives Vs Belt DrivesAaryan MahakalkarÎncă nu există evaluări
- Is 456-2000Document8 paginiIs 456-2000Ram Narendra NathÎncă nu există evaluări
- FoglerDocument105 paginiFogleryvehuangÎncă nu există evaluări
- CR 6142Document256 paginiCR 6142Amir AliÎncă nu există evaluări
- Glass Reference ChartDocument7 paginiGlass Reference ChartcjÎncă nu există evaluări
- Tool Wear, Tool Life & MachinabilityDocument14 paginiTool Wear, Tool Life & MachinabilityVishal JangirÎncă nu există evaluări
- ZCT 214 - Lecture - Chapter6Document43 paginiZCT 214 - Lecture - Chapter6Nur Athirah KhairinaÎncă nu există evaluări
- Lab 12 Specific Heat Garcia VersionDocument3 paginiLab 12 Specific Heat Garcia VersionKimberly Suzanne TecsonÎncă nu există evaluări
- r5310302 Hydraulic Machinery and SystemsDocument1 paginăr5310302 Hydraulic Machinery and SystemssivabharathamurthyÎncă nu există evaluări
- Composite Materials: Engineering Materials Lec. Suhair G.HusseinDocument29 paginiComposite Materials: Engineering Materials Lec. Suhair G.HusseinKASIREDY LAKSHMI DEEPAK SAIÎncă nu există evaluări
- Quick Disconnect Couplings ISO 7241 - ADocument2 paginiQuick Disconnect Couplings ISO 7241 - AQC RegianÎncă nu există evaluări
- Atlas of Namibia - 03 ClimateDocument36 paginiAtlas of Namibia - 03 ClimateCesar Ricardo Lopez ValerioÎncă nu există evaluări
- Why Kinetics Is Very Important in PharmacyDocument13 paginiWhy Kinetics Is Very Important in PharmacyRavi KantÎncă nu există evaluări
- Ground Response Analysis, NoteDocument56 paginiGround Response Analysis, NoteMuluÎncă nu există evaluări
- HP ScrubberDocument16 paginiHP Scrubbers1308bÎncă nu există evaluări
- RockPhysicsModellingPorousRocksMultiplePoreTypes CriticalPorosity Zhang 2019Document13 paginiRockPhysicsModellingPorousRocksMultiplePoreTypes CriticalPorosity Zhang 2019Maria Fernanda Landa ElizaldeÎncă nu există evaluări
- Mech Eng DsDocument11 paginiMech Eng Ds路人丁Încă nu există evaluări