S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Pathe Projector Pathe Baby User ManualDocument23 paginiPathe Projector Pathe Baby User ManualzakskenÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Revisd Load Calculations Orchid HospitalDocument11 paginiRevisd Load Calculations Orchid Hospitalsubstationlover100% (1)
- OBC Serial Commands Protocol: Manual No: RevisionDocument47 paginiOBC Serial Commands Protocol: Manual No: RevisionHiep Thai NguyenÎncă nu există evaluări
- Common Rail Fuel InjectionDocument13 paginiCommon Rail Fuel InjectionAnoj pahathkumburaÎncă nu există evaluări
- Physical Properties of Undisturbed Tropical Peat Soil at Pekan District, Pahang, West MalaysiaDocument12 paginiPhysical Properties of Undisturbed Tropical Peat Soil at Pekan District, Pahang, West MalaysiaHanim YunusÎncă nu există evaluări
- Simplex 4100-0046Document4 paginiSimplex 4100-0046vlaya1984Încă nu există evaluări
- General Thread: No Flavor Hard Math Bad ArtDocument4 paginiGeneral Thread: No Flavor Hard Math Bad ArtAnonymous q9PRRY25% (4)
- Digital Time StampingDocument22 paginiDigital Time StampingSunil Vicky VohraÎncă nu există evaluări
- MC3361BPDocument5 paginiMC3361BPtonymathew03Încă nu există evaluări
- Scoliosis BraceDocument8 paginiScoliosis BraceChandralina PakpahanÎncă nu există evaluări
- CV Agung Pramuriyanto Update-1 - Agung PramDocument2 paginiCV Agung Pramuriyanto Update-1 - Agung Pramimammaul7Încă nu există evaluări
- ML3 USB Adapter 76-50214-02 Instructions: Container RefrigerationDocument24 paginiML3 USB Adapter 76-50214-02 Instructions: Container RefrigerationHussain ShahÎncă nu există evaluări
- DO227 - 1 PicoScope 6 Automotive Introductory GuideDocument36 paginiDO227 - 1 PicoScope 6 Automotive Introductory Guideasd25Încă nu există evaluări
- Slope Stability AnalysisDocument16 paginiSlope Stability AnalysisRajesh KhadkaÎncă nu există evaluări
- Hall Design For SpeechDocument1 paginăHall Design For SpeechSarovar SaroÎncă nu există evaluări
- 2.1 System Requirement SpecificationDocument30 pagini2.1 System Requirement SpecificationAtif NiazÎncă nu există evaluări
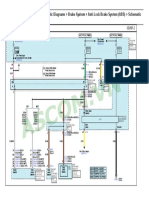
- 2018 G 1.0 MPI KAPPA Schematic Diagrams Brake System Anti-Lock Brake System (ABS) Schematic DiagramsDocument1 pagină2018 G 1.0 MPI KAPPA Schematic Diagrams Brake System Anti-Lock Brake System (ABS) Schematic DiagramsHuy Trần QuốcÎncă nu există evaluări
- Bus Switching Scheme PDFDocument6 paginiBus Switching Scheme PDFJAYKUMAR SINGHÎncă nu există evaluări
- SLM600V2 ManualDocument25 paginiSLM600V2 Manualbenditasea3352Încă nu există evaluări
- Cloudera Administrator Training Slides PDFDocument601 paginiCloudera Administrator Training Slides PDFeabernsteinÎncă nu există evaluări
- Fabricante de HPFF CableDocument132 paginiFabricante de HPFF Cableccrrzz100% (1)
- APK 20091019 Electrocardiography+CablesDocument18 paginiAPK 20091019 Electrocardiography+Cablesأحمد العريقيÎncă nu există evaluări
- 2017 LATBSDC CRITERIA - Final - 06 08 17 PDFDocument72 pagini2017 LATBSDC CRITERIA - Final - 06 08 17 PDFRannie IsonÎncă nu există evaluări
- Buzzer WT1205Document1 paginăBuzzer WT1205Tiago Alves Dos SantosÎncă nu există evaluări
- Dha BylawsDocument16 paginiDha BylawsNayab AhmedÎncă nu există evaluări
- History of Sprinkler DevelopmentDocument0 paginiHistory of Sprinkler DevelopmentZulfikar Husni FaruqÎncă nu există evaluări
- Technical ManualDocument48 paginiTechnical ManualStewart BenÎncă nu există evaluări
- Tenant Valve PlusDocument2 paginiTenant Valve Pluspaul coffeyÎncă nu există evaluări
- PIPE LAYING PROJECT (Sent To Ms. Analyn) PDFDocument1 paginăPIPE LAYING PROJECT (Sent To Ms. Analyn) PDFJamaica RolloÎncă nu există evaluări
- Measurement of Small DistancesDocument3 paginiMeasurement of Small DistancesJacie TupasÎncă nu există evaluări