S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- TT Platform Rig Evaluation Matrix - FINALDocument9 paginiTT Platform Rig Evaluation Matrix - FINALrdos14100% (1)
- Air Pollution Control Technology Handbook 9115Document20 paginiAir Pollution Control Technology Handbook 9115mourinho2Încă nu există evaluări
- HCR 1200 IIDocument4 paginiHCR 1200 IIRolando Vera100% (2)
- Spray Engineering HandbookDocument50 paginiSpray Engineering Handbookfredloulou100% (3)
- Wet Scrubber Application Guide: Impingement Plate Scrubbers Venturi Scrubbers Eductor Venturi ScrubbersDocument11 paginiWet Scrubber Application Guide: Impingement Plate Scrubbers Venturi Scrubbers Eductor Venturi ScrubberssilahganÎncă nu există evaluări
- Cyclo Drive PDFDocument341 paginiCyclo Drive PDFmourinho2100% (1)
- Cyclo Drive PDFDocument341 paginiCyclo Drive PDFmourinho2100% (1)
- Steam Trap Sizing Best Practice PDFDocument5 paginiSteam Trap Sizing Best Practice PDFthawdarÎncă nu există evaluări
- Ifo 180 Technical SpecificationDocument1 paginăIfo 180 Technical SpecificationIsaac Florencia CruzÎncă nu există evaluări
- Arson Module in PrelimDocument19 paginiArson Module in PrelimHan WinÎncă nu există evaluări
- API RP 754 Interpretation Questions Dec 2019Document45 paginiAPI RP 754 Interpretation Questions Dec 2019bahaa mostafaÎncă nu există evaluări
- Detergent PowderDocument16 paginiDetergent PowderJan Benner50% (2)
- Local Finance Circular No 1-05 PetroleumDocument1 paginăLocal Finance Circular No 1-05 PetroleumMaximo CaliguiranÎncă nu există evaluări
- Project Report of Production of Butadiene From Butane Part 1Document22 paginiProject Report of Production of Butadiene From Butane Part 1Sanchez Jorge100% (3)
- Physical and Chemical PrinciplesDocument7 paginiPhysical and Chemical PrinciplesJr DocorÎncă nu există evaluări
- Lurgi's MPG Gasification Plus RectisolDocument12 paginiLurgi's MPG Gasification Plus Rectisolmourinho2Încă nu există evaluări
- Insulation Materials Spec Chart Updated JULY 2016Document2 paginiInsulation Materials Spec Chart Updated JULY 2016instagram agnesÎncă nu există evaluări
- ASTM - Valve, Material Specifications PDFDocument8 paginiASTM - Valve, Material Specifications PDFmourinho2Încă nu există evaluări
- Design of Chute SpillwayDocument33 paginiDesign of Chute SpillwayBhaskar ReddyÎncă nu există evaluări
- 1 Promill Crushers 170112 WebDocument2 pagini1 Promill Crushers 170112 WebPok Jak SallehÎncă nu există evaluări
- Crossflow ScrubberDocument8 paginiCrossflow Scrubbermourinho2Încă nu există evaluări
- Cyclo6000-026 Dimensions Integral V-Flange Double Reduction PDFDocument7 paginiCyclo6000-026 Dimensions Integral V-Flange Double Reduction PDFmourinho2Încă nu există evaluări
- Gas Liquid Separation TechnologyDocument24 paginiGas Liquid Separation TechnologyJeEJyZaÎncă nu există evaluări
- Vertical Immersion Pump VTP-BBFDocument23 paginiVertical Immersion Pump VTP-BBFmourinho2Încă nu există evaluări
- New Shell Coal Gasification ProjectsDocument15 paginiNew Shell Coal Gasification Projectsmourinho2Încă nu există evaluări
- Coal Gasification Process For Us IndustryDocument19 paginiCoal Gasification Process For Us Industrymourinho2Încă nu există evaluări
- Banyur16: Exxonmobil Refining and Supply CompanyDocument4 paginiBanyur16: Exxonmobil Refining and Supply CompanyrudiandriesÎncă nu există evaluări
- Utilization of Cacao Shell As An Alternative CharcoalDocument37 paginiUtilization of Cacao Shell As An Alternative CharcoalRonnelÎncă nu există evaluări
- Energy IndustriesDocument26 paginiEnergy IndustriesoliverphysicsÎncă nu există evaluări
- FFGGGDocument5 paginiFFGGGchethanÎncă nu există evaluări
- V80836 Murphy PV101 Implementation SAE J1939 Parameters PDFDocument1 paginăV80836 Murphy PV101 Implementation SAE J1939 Parameters PDFPaulPaucarCamposÎncă nu există evaluări
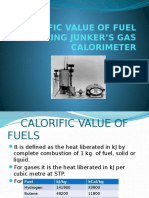
- Calorific Value of Fuel Using Junker S Gas CalorimeterDocument12 paginiCalorific Value of Fuel Using Junker S Gas Calorimeterjishnu100% (1)
- EG502E Enhanced Oil Recovery Credit Points: 15 Course Co-Ordinator: Dr. Amin Sharifi (Course Contributors: Dr. Amin SharifiDocument3 paginiEG502E Enhanced Oil Recovery Credit Points: 15 Course Co-Ordinator: Dr. Amin Sharifi (Course Contributors: Dr. Amin SharifiMohamed-DeqSabriyeÎncă nu există evaluări
- Graco Lubrication EquipmentDocument12 paginiGraco Lubrication EquipmentpozolabÎncă nu există evaluări
- Konkan Gyanpeeth College of Engineering, Karjat.: CertificateDocument7 paginiKonkan Gyanpeeth College of Engineering, Karjat.: CertificateMadan ThewarÎncă nu există evaluări
- Henny Penny Cfa 500 Users Manual 564984Document100 paginiHenny Penny Cfa 500 Users Manual 564984Pala JhonaphÎncă nu există evaluări
- Materials Chemistry: B.E. All Branches Second Semester (C.B.S.) / B.E. (Fire Engineering) Second SemesterDocument2 paginiMaterials Chemistry: B.E. All Branches Second Semester (C.B.S.) / B.E. (Fire Engineering) Second SemesterRohit RamtekeÎncă nu există evaluări
- Catalogue 2016 1 4 WEBDocument134 paginiCatalogue 2016 1 4 WEBClydeA.SardoncilloÎncă nu există evaluări
- DT60-DT70S (50 HZ)Document3 paginiDT60-DT70S (50 HZ)Md ShÎncă nu există evaluări
- Alcohol and EtherDocument29 paginiAlcohol and Etherapi-276904981Încă nu există evaluări
- Sulfur and Sulfuric AcidDocument24 paginiSulfur and Sulfuric AciddhavalÎncă nu există evaluări
- C3Document18 paginiC3Nick LeeÎncă nu există evaluări
- Description of Bio GoldDocument1 paginăDescription of Bio GoldJamal KhetranÎncă nu există evaluări
- D 1250 - 08 (2013) E1Document7 paginiD 1250 - 08 (2013) E1toxablia100% (1)
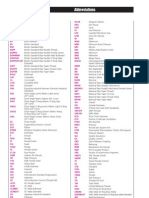
- Abbreviations HydraulicDocument1 paginăAbbreviations HydraulicAbdul Junaedi0% (1)
- Gas Cutting WLDNG Process - 06-Rev.4Document81 paginiGas Cutting WLDNG Process - 06-Rev.4Asad Bin Ala QatariÎncă nu există evaluări
- Internal Combustion Engines:: I.C and E.C EnginesDocument4 paginiInternal Combustion Engines:: I.C and E.C EnginesTariq AslamÎncă nu există evaluări
- Shell Argina S4 40Document2 paginiShell Argina S4 40Syed UmerÎncă nu există evaluări