Documente Academic
Documente Profesional
Documente Cultură
Processo de Fundição
Încărcat de
zekynhaDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Processo de Fundição
Încărcat de
zekynhaDrepturi de autor:
Formate disponibile
EXCELNCIA EM FUNDIO:
UNINDO ARTE
CINCIA
Johnson Campideli Fonseca
SOBRE O AUTOR:
Prof. Johnson Campideli Fonseca formado em Odontologia
pelo Centro Universitrio de Lavras (UNILAVRAS Lavras MG),
tendo feito os Cursos de Mestrado e Doutorado na Faculdade de
Odontologia de Piracicaba UNICAMP. Atuou nestes cursos em
pesquisa na rea de fundio de ligas metlicas e cermicas.
Como proprietrio de Laboratrio de Prtese, tem buscado apli-
car a cincia no dia a dia de trabalho, aproximando-a do trabalho
cotidiano e contato com os TPDs. Atualmente leciona no Centro
Universitrio de Lavras nas Disciplinas de Clnicas Integradas I,
II, III e IV e em atividades Pr-Clnicas, sendo Supervisor Clnico
do Curso de Odontologia
Fundio: Entendendo
o processo como um todo... ...................................... 5
Moldes e obteno de
modelos de gesso ...................................................... 6
Ceras, enceramento e
montagem dos padres ............................................. 8
Ceras e enceramentos ........................................... 8
Montagem dos padres ....................................... 12
Revestimentos para
fundio odontolgica ............................................. 14
Composio e propriedades .................................14
Lquido ..................................................................14
P ........................................................................ 15
Resistncia mecnica do
revestimento aglutinado
por fosfato ............................................................ 15
Por que e como controlar
a expanso? ......................................................... 16
Proporcionamento e espatulao .........................17
Anis e Vazamento de revestimentos ................... 18
Por que e como fazer o
aquecimento do bloco? ........................................ 19
Tcnica de aquecimento
convencional (Tcnica do aquecimento
lento ou em Patamares) ................................................ 19
Tcnica de aquecimento
rpido................................................................... 20
Como ocorre a eliminao
da cera e/ou resina acrlica? ................................. 22
Metais, ligas e fundio ........................................... 24
O equipamento de fundio ................................. 24
O maarico .......................................................... 24
A mquina de fundio ...................................... 26
Posio do bloco na
mquina de fundio ............................................ 26
Metais e ligas metlicas........................................ 27
Consideraes fnais ............................................... 29
Referncias
Bibliogrfcas .......................................................... 30
SUMRIO
4
Sem dvida alguma, a Fundio odontolgica o processo que mais deixa o Tc-
nico em Prtese Dental (TPD) com dvidas e inseguro dos resultados. Deparei-me com
essa situao quando eu mesmo tive que faz-lo em minha ps-graduao. Imagine
s: graduado em Odontologia e direto trabalhando com fundio. Um, dois, trs erros
e da um sem fm de difculdades. Sentimentos como frustrao e sensao de incapa-
cidade foram os primeiros a acontecer. Acalmou-me saber que muitos viveram e ainda
vivem estas difculdades. Mas logo depois esta calmaria temporria tornou-se inquieta-
o. Achei que seria fcil a soluo: era s procurar um livro que descrevesse passo a
passo tudo que eu precisava saber sobre fundio. Com certeza deveria existir...
Esta busca foi rdua e sem resultados.
Em um momento encontrava livros to complexos que me deixavam mais desani-
mado. Em outros momentos, bons manuais, porm escritos totalmente na base do
achismo. Muitas vezes deparei-me com textos que eram cpias de manuais antigos,
com informaes que no poderiam ser aplicadas na sua totalidade aos materiais mais
modernos.
Sempre permaneceu essa inquietude de pensar que os TPDs passavam por tais
difculdades com relao fundio. Assim, em dezembro de 2008 trouxe toda infor-
mao que acabei de compartilhar com vocs at a Angelus. De pronto, a ideia de no
somente trazer um produto novo e inovador ao mercado odontolgico (Revestimento
Aglutinado por Fosfato Nanovest M), mas agregar conhecimento ao produto fez olhos
brilharem (e dentre eles os meus). Firmou-se ali o compromisso de trazer um produto
inovador ao mercado e tambm informao aos TPDs para que o sucesso seja cada
vez maior e sustentvel, colaborando e trabalhando lado a lado com o crescimento dos
TPDs no Brasil.
Coube ento a mim esta tarefa, cujo resultado voc encontrar nestas pginas.
Nunca tive a pretenso de escrever um texto que fosse defnitivo e que por si s
bastasse com relao fundio. A juno da Cincia com a Prtica nunca chegar
ao fm. Mas em cada tecla digitada sempre tive como objetivo escrever algo que um
aluno do curso tcnico em prtese dental pudesse ler e compreender e que ao mesmo
tempo servisse para o TPD j formado que queira subir cada dia mais um degrau em
direo qualidade.
Voc notar que em determinadas partes do informativo havero quadros com in-
formaes de grande importncia para seu dia a dia e por isso encontram-se em des-
taque. Foram aqui excludas ideias puramente tericas de quem nunca viveu o dia a
dia de um Laboratrio de Prtese, como querer que o mesmo se transforme em Labo-
ratrio de Pesquisa, com umidade e temperatura controlada e coisas assim. Foram
colocadas solues prticas, diretas, testadas, com o devido embasamento e de fcil
acesso. Todas originadas de dados cientfcos, experincias dirias e boas conversas
em corredores de Congressos com amigos e profundos conhecedores de fundio.
Esta a ideia! Vamos juntos nessa jornada?
INTRODUO
5
Reproduzir o padro de cera em metal, com re-
sultados precisos e previsveis, tem sido sempre um
problema para o TPD. Ao longo dos anos, pode-se
notar uma grande progresso de um trabalho pura-
mente artesanal para um trabalho que ainda arte-
sanal, porm mais focado em preciso constante.
O processo de obteno de uma pea prottica
pela tcnica da fundio envolve uma quantidade
considervel de materiais, fases e variveis. Pode-se
fazer uma comparao do processo todo com uma
corrente, sendo que cada etapa e/ou material cor-
responde aos elos dessa corrente. Por mais fortes e
slidos que sejam os elos, se um deles falhar, ento
toda a corrente falhou e j no h mais o que fazer.
Assim, vai aqui um alerta primordial: ATENO AOS
DETALHES. Se voc ainda acha que 1ml de lquido
funciona do mesmo jeito que 1,5ml e que no existe
diferena entre as ceras, ento deve parar e comear
a repensar seus passos. Pode at ser que pequenos
erros isolados no signifquem tanto. Mas quem
disse que no processo de fundio podemos consi-
derar estes erros de maneira isolada? Claro que no!
Os erros vo se somando ao longo do processo e o
fnal muitos de ns sabemos qual : margens desa-
daptadas, copings que no encaixam nos preparos
e da por diante. Tudo bem... ento assumo que er-
rei! Agora vem a parte mais difcil: descobrir qual ou
quais dos erros pequenos e sem importncia
isolada mais contriburam para a falha. Voc j vi-
veu essa situao, no ? Eu tambm! E descobri
que muitas vezes difcil determinar com exatido tal
causa em um Laboratrio de Prtese.
E agora? Como resolver? Ao ler bastante so-
bre os mais variados aspectos relacionados com a
Fundio Odontolgica pude verifcar que o caminho
mais seguro criar um mtodo de trabalho. Cada
etapa do processo deve estar muito bem descrita no
Laboratrio e ser seguida risca. Assim, em caso
de falha, pode-se analisar cada um destes proces-
sos e descobrir em qual houve uma falha. Veja bem:
isto apenas minimiza a chance de erro! Aquele que
diz que sempre tem 100% de acerto em fundio
MENTE! Eu sei, e voc tambm, que muitas vezes
coisas inesperadas ocorrem em fundies, mesmo
com todos os processos feitos de maneira correta.
Veremos abaixo um fuxograma das etapas para
a confeco de uma prtese fxa pela tcnica de
fundio:
V-se que estes so os processos bsicos que de-
vemos controlar. Vamos observar agora alguns dos
materiais e acessrios que possivelmente estaro
envolvidos em cada processo no quadro a seguir:
OBTENO DO MOLDE
- Moldeiras
- Materiais de moldagem
CONFECO DO MODELO E TROQUEL
- Gessos (tipos diferentes)
- gua
- Pinos para troquel ou bases posicionadoras
- Isolante
ENCERAMENTO
- Ceras
- Resina acrlica para padres
- Espaadores
- Isolantes
INCLUSO E FUNDIO
- Anis de silicone ou metal
- Sprues ou condutos de cera
- Revestimento + Lquido especial
DESINCLUSO E AJUSTES
- Partculas abrasivas para jateamento
- Discos abrasivos
- Pontas de acabamento e polimento
Assim, comeamos agora a ter uma ideia mais
clara de quanto o Processo de Fundio depen-
dente de cada material e etapa envolvida. No existe
qualidade usando 80% de materiais de boa quali-
dade e 20% de materiais ruins. Veja bem: material de
qualidade no sinnimo de material importado ou
caro. Sempre friso que um timo material pode ter
um pssimo desempenho dependendo de quem o
utiliza. Mas nunca vi um pssimo material ser trans-
formado em material de boa qualidade ainda que
quem o manipule seja um expert.
Comearemos ento a analisar daqui pra frente
cada material e sua relao com os processos en-
volvidos na fundio odontolgica. Fique atento, pois
este informativo no tem o objetivo de lhe trazer in-
formaes simples como receitas, o que para mim
refetiria a desconfana na sua capacidade de racio-
cinar. Aqui sero apresentadas ferramentas para
que voc possa iniciar um trabalho slido e o princi-
pal, que seja capaz de adequar as informaes aqui
contidas para o seu dia a dia, fazendo com que o
sucesso e resultado sejam cada vez maiores.
FUNDIO:
Entendendo o processo como
um todo...
DICA:
O seu sucesso em
fundio odontolgica
comea na aquisio dos
produtos. Pense, leia, con-
verse com pessoas mais
experientes, busque opin-
ies. Ateno aos prazos
de validade quando for
comprar e veja como os
produtos esto armaze-
nados nas Dentais. Um
pote de gesso guardado
ao lado de uma parede
mida e mofada no
vai lhe ajudar muito em
termos de resultado!
6
Foi feita a opo de inserir algumas informaes
sobre moldes e materiais de moldagem, pois o mol-
de pode ser considerado como o elo de ligao
entre cirurgio-dentista, paciente e tcnico em
prtese dental. Assim, alguns erros podero cau-
sar considerveis transtornos a todos os envolvidos
no processo de obteno de uma prtese fxa.
Como so ou como deveriam ser selecionados os
materiais de moldagem? Bem, um dos primeiros cri-
trios a necessidade que o caso clnico tem de ob-
ter preciso. Para obteno de modelos de estudo,
pode-se utilizar materiais com menor preciso e as-
sim menor capacidade de cpia. Os alginatos, muito
utilizados para esta situao que foi citada, possi-
bilitam a obteno de bons modelos de estudo, pois
neste caso a preciso no um fator crtico. Para que
voc tenha uma idia, bons alginatos conseguem co-
piar estruturas maiores que 75m (como referncia,
imagine que um fo de cabelo tem em mdia 50m
de dimetro).
Entretanto, para situaes como obteno de
moldes e modelos para prtese fxa, a preciso
primordial. Assim, opta-se por materiais que exibem
boa capacidade de cpia e que ainda tenham outras
caractersticas em conjunto como:
o Resistncia ruptura: a capacidade que o
material de moldagem tem de, aps a reao, ser
removido de reas retentivas (como ameias e sul-
cos gengivais) sem rasgar ou deformar de maneira
irreversvel;
o Hidroflia: determina a afnidade que o material
de moldagem tem pela gua ou umidade, fator im-
portante, pois o mesmo utilizado em ambientes
midos;
o Estabilidade dimensional: a capacidade que o
material tem de manter suas dimenses e assim a
preciso da cpia obtida com o passar do tempo.
Um dos maiores problemas vivenciados por tc-
nicos em prtese dental so margens de preparo co-
piadas de maneira incorreta. Contudo, este problema
muitas vezes pode ser facilmente visualizado nos
moldes ou modelos de gesso, evitando-se assim que
as prximas etapas sejam feitas. J a alterao das
dimenses do molde devido perda da estabilidade
dimensional um inimigo silencioso, pois difcilmente
conseguiremos olhar para um molde e dizer com
certeza se houve ou no alterao das dimenses
originais do mesmo.
Assim, cabe ao dentista programar suas ativi-
dades para que o molde seja vazado com gesso
dentro do prazo correto, ou seja, enquanto o material
ainda mantm suas dimenses de modo estvel. Tal
estabilidade pode apresentar valores diferentes entre
o mesmo tipo de material e entre materiais de tipos
diferentes. J o TPD deve fcar atento para identifcar
o tipo de material ou perguntar ao cirurgio-dentista
qual material foi usado para que possa adequar o seu
esquema de trabalho para obter o modelo dentro do
prazo vivel.
Hoje, todos da rea de sade e dentre eles os
TPDs convivem diariamente com um risco consi d-
er vel de contaminao por microrganismos como
os causadores da AIDS e da Hepatite B. Assim, nun-
ca despreze este risco na sua prtica diria e repasse
as informaes a todos do laboratrio. Busque infor-
maes sobre mtodos de desinfeco aplicveis a
cada tipo de material e protocolos de vacinao.
Considerando ento que o molde exibe condies
de ser utilizado e que j foi devidamente desinfecta-
do, passa-se confeco do modelo de gesso. Um
modelo incorreto far com que todas as prximas
etapas sejam comprometidas.
O gesso composto basicamente por uma subs-
tncia chamada sulfato de clcio hemidratado, sen-
do adicionados tambm modifcadores de tempo de
presa, corantes, e em alguns casos, resinas para que
a superfcie fque mais lisa e dura. um material com
alta afnidade por gua e umidade. Por isso, a ma-
neira como o gesso fca guardado no laboratrio de
importncia singular.
Para o proporcionamento entre gesso e gua,
deve-se optar sempre por proporcionar o gesso pelo
peso e a gua por volume. Quanto mais precisa a
balana que voc utilizar, maior ser a padronizao
conseguida. J para a gua, recomenda-se o uso de
uma seringa plstica descartvel de 20ml, pois de
fcil manuseio e tem a preciso adequado ao uso.
Ateno especial deve ser dada gua utilizada,
visto que a pureza da mesma um fator que
infuencia diretamente nas alteraes dimensionais
do gesso durante a presa. Recomenda-se o uso
de gua destilada ou no mnimo uma gua mineral,
como estas disponveis em galo. Alguns tipos de
gua podem conter uma quantidade excessiva de
sais e minerais (gua dura) que podem infuenciar
na reao de presa do gesso.
O proporcionamento de gua e gesso deve ser fei-
to imediatamente antes da espatulao. Sempre que
possvel deve-se optar pelo espatulador mecnico
com vcuo. Este tipo de equipamento promove uma
espatulao com velocidade uniforme, efcaz e sob
ao de vcuo, reduzindo incorporao de ar na mis-
tura. Siga felmente a recomendao da proporo
feita pelo fabricante do gesso, pois isto lhe garantir
padronizao dos resultados obtidos. Colocar gua
a mais na tentativa de fazer com que o gesso fque
mais fuido e fcil de vazar pode funcionar somente
MOLDES E OBTENO DE
MODELOS DE GESSO
7
sob este aspecto, mas piora uma sria de outras
propriedades do material. Se a inteno facilitar o
vazamento, talvez seja melhor optar por outra marca
de gesso que possua melhor escoamento.
Sempre, na manipulao do gesso, devemos co-
locar o p sobre a gua para evitar que o ar seja apri-
sionado na mistura e forme bolhas no modelo.
Basicamente os tipos diferentes de gesso diferem
entre si com relao a duas caractersticas princi-
pais: preciso e resistncia mecnica. A quantidade
de gua exibe direta relao com as partculas do
gesso, ou seja, partculas mais compactas precisam
de menos gua para hidratar e reagir, como no gesso
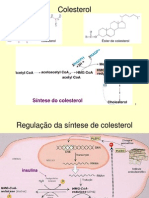
tipo IV (veja fguras 1A e 1B). Ao iniciar a reao de
presa, todos os gessos passam por uma fase na qual
pequenos cristais comeam a ser formados. Aps a
formao, estes cristais comeam a crescer e em um
dado momento comeam a tocar uns nos outros.
como se cada cristal comeasse a empurrar os que
esto prximos, pois h pouco espao para muitos
FIGURA 1: A) Imagem de microscopia eletrnica de varredura (au-
mento de 1300X) mostrando gros de gesso IV antes da manipulao.
Note a forma relativamente regular do mesmo e superfcie compacta.
B) Imagem de microscopia eletrnica de varredura (aumento de
1300X) de um gesso tipo IV aps a presa, mostrando cristais j forma-
dos e entrelaados. (Imagens: Prof. Dr. Johnson C Fonseca)
DICA:
No se deve deixar o gesso em contato com moldes
de alginato por mais de 45 minutos. Aps estes tempo
inicia-se no alginato a formao de cido algnico que
ataca a superfcie do gesso, fazendo com que esta
que manchada e frgil, como se estivesse esfarelan-
do. J em moldes de silicone isto no ocorre.
cristais.
O fenmeno descrito acima o responsvel pela
expanso de presa do gesso. Porm, em um dado
momento, os cristais encontram-se to unidos e en-
trelaados que a expanso de presa praticamente
cessa (fgura 1B). Contudo, esta expanso de presa
pode ser modifcada principalmente pelos fatores
abaixo:
Fator O que causa
Aumento no tempo
de espatulao
Diminuio da resistncia
mecnica;
Aumento da expanso de presa
Diminuio o tempo de
trabalho
Aumento da
quantidade
de gua
Diminuio da resistncia
mecnica;
Aumento da expanso de presa
Escoamento excessivo
Assim, para prtese fxa, a escolha recai no gesso
tipo IV ou V, sendo este ltimo com maior expanso
de presa e por difculdades de padronizao no pro-
cesso, sendo menos utilizado. Comprar um gesso
tipo IV de tima qualidade e manipul-lo sem pro-
poro alguma, a maneira mais rpida de perder
dinheiro e trazer problemas. Isto porque um gesso de
tima qualidade, mal manipulado, vai se comportar
como um gesso de qualidade muito inferior, porm
com alto custo.
FIGURA 1: A) Imagem de microscopia eletrnica de varredura (aumento de 1300X)
mostrando gros de gesso IV antes da manipulao. Note a forma relativamente regular
do mesmo e superfcie compacta. B) Imagem de microscopia eletrnica de varredura
(aumento de 1300X) de um gesso tipo IV aps a presa, mostrando cristais j formados e
entrelaados. (Imagens: Prof. Dr. Johnson C Fonseca)
FIGURA 1: A) Imagem de microscopia eletrnica de varredura (aumento de 1300X)
mostrando gros de gesso IV antes da manipulao. Note a forma relativamente regular
do mesmo e superfcie compacta. B) Imagem de microscopia eletrnica de varredura
(aumento de 1300X) de um gesso tipo IV aps a presa, mostrando cristais j formados e
entrelaados. (Imagens: Prof. Dr. Johnson C Fonseca)
1A
1B
8
As ceras para uso odontolgico so considera-
das como materiais termoplsticos, ou seja, quando
aquecidos a determinada temperatura mudam sua
viscosidade, com maior capacidade de copiar deta-
lhes de uma superfcie. Ao esfriarem, retornam a um
estado slido. Esta caracterstica a responsvel
por podermos utiliz-la na escultura de prteses.
Estas ceras normalmente tm como principais
componentes uma CERA BASE (normalmente para-
fna), CERAS MODIFICADORAS (melhoram proprie-
dades como dureza e estabilidade dimensional) e
ADITIVOS (como corantes e controladores de opaci-
dade). Ainda, as ceras podem ser de origem mineral
(ex.: parafna), vegetal (ex.: carnaba) ou animal (ex.:
cera de abelha). O mais importante sabermos que
uma determinada cera s desempenha sua funo
corretamente se o aquecimento for feito de maneira
adequada e evitarmos as distores do padro obti-
do. O aquecimento excessivo de uma cera pode cau-
sar a carbonizao de alguns de seus constituintes,
alterando seu desempenho. Em hiptese alguma
sugere-se o uso de ceras de baixa qualidade e baixo
custo como forma de economia, da mesma maneira
que a manipulao errada de uma tima cera no
trar bons resultados.
A preferncia deve sempre recair sobre as chama-
das ceras orgnicas, ou seja, que possuem ele-
mentos orgnicos em sua composio. Isto porque
alguns tipos de ceras possuem componentes inor-
gnicos em sua composio, sendo estes de difcil
combusto, fazendo com que resduos permaneam
aps o aquecimento do bloco de revestimento. Nota-
se facilmente que estas ceras inorgnicas, quando
aquecidas com um instrumental, apresentam sepa-
rao dos componentes inorgnicos da cera lquida
e permanncia dos resduos sujando o instrumental
durante o enceramento.
A quantidade de resduos formados aps com-
busto de uma cera indicada para confeco de
padres de fundio no deve ultrapassar 0,02% de
um grama de cera testada. Neste teste recomenda-
do pela Associao Dentria Americana (ADA), um
grama de cera queimado at 500C em condies
especfcas e depois o resduo analisado.
As ceras para padro de fundio passaram por
avanos considerveis nos ltimos tempos, havendo
no mercado timas opes. Para que este tipo de
cera tenha adequado desempenho, deve atender
aos seguintes critrios:
Boa adaptao e cpia de detalhes de superf-
cie, como as paredes de um troquel em gesso;
tima estabilidade dimensional em temperatura
ambiente;
Queima com nenhuma ou reduzida formao de
resduos, evitando assim a contaminao da liga.
Muitas vezes o TPD dedica pouca ateno ao
ato de trabalhar a cera nas etapas de aquecimento
e escultura. Considero um dos principais momentos
no qual se defne se haver preciso na cpia dos
detalhes ou no. Todos os erros cometidos nestas
etapas aparecero sob a forma de distoro ao fnal
do processo. Li certa vez uma frase que repasso a
vocs: A pea fundida nunca ser melhor que o
enceramento que a originou, independente da
tcnica e material utilizados, ou seja, no h tc-
nica ou material que possa melhorar um padro em
cera inadequado.
As ceras para confeco de padres de fundio
normalmente so fornecidas em trs diferentes graus
de dureza: macia, mdia e dura. Abaixo pode-se veri-
fcar no quadro as propriedades de cada uma:
CERAS, ENCERAMENTO E
MONTAGEM DOS PADRES
Ceras e
Enceramentos:
Cera Macia Baixa temperatura de fuso
Sujeitas a alteraes dimensionais por
alteraes de temperatura do ambiente
Baixa contrao por resfriamento
Facilidade de manipulao mesmo em fnas
camadas
Difculdade de obter superfcies lisas por
polimento e realizar esculturas complexas
Cera Mdia Ponto de fuso intermedirio
Considervel contrao pelo resfriamento
Estvel aps resfriamento
Cera Dura Alta e constante temperatura de fuso
Alta contrao por resfriamento
Alta estabilidade dimensional
Frgil e quebradia
9
Aps a leitura do quadro, torna-se importante fri-
sar que a alta ou baixa preciso no depende exclu-
sivamente da cera, mas sim da indicao correta de
cada uma e o respeito s suas limitaes. A tcnica
de uso de ceras de dureza e caractersticas diferen-
tes constitui uma tima alternativa, tcnica esta pro-
posta e publicada em 1980 por McLean. comum o
uso de uma cera mdia ou dura para enceramento
da maior parte do padro e uso de uma cera macia
para a confeco do selamento do padro, na rea
cervical, como mostrado na fgura 2.
Encontramos no mercado ceras denominadas
ceras para cervical (cervical wax) ou tambm chama-
das de ceras para bordos, sendo exemplos de ceras
de baixa fuso. Estas exibem baixa contrao de
resfriamento, sendo muito precisas. Contudo, espe-
cial ateno deve ser dada para que sejam usadas
somente na regio cervical e nunca utilizadas para
a confeco total de um padro de fundio, pois
so muito macias e sujeitas a distores. Por esse
FIGURA 2: Padro utilizando ceras de
diferentes caractersticas. Nota-se na
regio cervical o uso de cera especca
para margens (cor vermelha), que por
exibir baixa contrao quando esfria,
possibilita melhor preciso nesta rea.
Contudo, por ser muito macia, usa-se
uma cera de dureza mdia para o res-
tante do padro (cera de cor verde)
motivo, deve-se us-las para refazer o selamento da
rea cervical somente pouco tempo antes de fazer a
incluso do padro.
O preparo do troquel para iniciar o enceramento
um passo que infuencia diretamente no resultado
fnal. Lembre-se que existem trs superfcies que
estaro sempre em contato e que devero estar em
equilbrio: o instrumental, a cera e o troquel. Assim,
se o troquel est em temperatura muito diferente do
restante das superfcies, ocorrer um resfriamento
brusco da cera em contato com esta superfcie. Com
isso, a capacidade de cpia de detalhes fca com-
prometida e tenses so induzidas no enceramento.
Com o mnimo aquecimento estas tenses sero li-
beradas, ocorrendo distoro do padro em cera.
No preparo do troquel, provavelmente o selamen-
to da superfcie seja to importante quanto o isola-
mento da mesma. Mas por que selar o gesso se a
superfcie aparenta estar to lisa e brilhante? Veja na
10
fgura 3 uma microscopia eletrnica de varredura da
superfcie de um gesso tipo 4 aps a presa. As ir-
regularidades existem e por isso aplica-se um selante
de superfcie no gesso. Este consegue vedar parte
das irregularidades, tornando a superfcie mais lisa.
Assim, aps a aplicao do isolante, consegue-se
remover o padro em cera sem grande aplicao de
foras, minimizando a chance de distoro da cera.
Ainda, faz com que haja aumento da resistncia
mecnica do gesso, caracterstica importante em
reas delgadas como o trmino do troquel. Mas fque
atento ao selante que ir usar: este deve selar so-
mente as irregularidades, sem formar uma camada
espessa na superfcie do gesso j isso prejudicaria a
preciso da prtese. Ao marcar o trmino com uma
lapiseira, faa-o antes da aplicao do selante, pois
o mesmo ir fxar a marcao e evitar que saia. Ai-
nda, sempre use mina ou grafte orgnico para esta
marcao. O uso de grafte comum (rico em carbono)
pode contaminar as margens do enceramento com
resduos de grafte e causar margens serrilhadas em
alguns tipos de ligas.
Sempre lembre-se que as ceras podem
apresentar distoro tanto causada por variaes de
temperatura quanto pela aplicao de fora sobre a
mesma. Muitas vezes vemos relatos de copings que
no adaptam nas paredes mesial e distal, ou ento
vestibular e lingual. No momento de remover o padro
em cera do troquel, pode ser que o profssional aplique
fora excessiva com os dedos nestas superfcies
(veja fgura 4) e o resultado a falta de adaptao
em paredes opostas do coping. O correto selamento
e isolamento do gesso praticamente eliminam este
problema.
FIGURA 4: A aplicao de fora com os dedos para remoo e manipulao do padro em cera pode trazer srio comprometimento prtese
aps a fundio. Veja, neste caso, a fora sendo aplicada no coping em locais extremamente delicados, como as bordas do padro.
CERAS, ENCERAMENTO E MONTAGEM DOS PADRES
FIGURA 3: Imagem de microscopia eletrnica de varredura mostrando
a superfcie de um modelo de gesso (tipo IV) sob aumento de 5.000
vezes. O selante para gesso veda a maior parte das falhas entre os
cristais e diminui a aderncia da cera aquecida nestes locais. Com isso,
a remoo do padro facilitada.
FIGURA 3: Imagem de microscopia eletrnica de varredura mostrando a
superfcie de um modelo de gesso (tipo IV) sob aumento de 5.000 vezes. O selante
para gesso veda a maior parte das falhas entre os cristais e diminui a aderncia da
cera aquecida nestes locais. Com isso, a remoo do padro facilitada.
11
Em alguns casos utilizada uma tcnica de con-
feco de padres chamada de tcnica mista, na
qual se usa uma cobertura fna do troquel com resina
acrlica de ativao qumica (resina acrlica autopo-
limerizvel) especfca para confeco de padres
para fundio, e depois termina-se a confeco do
padro e o selamento da regio cervical com cera.
Esta tcnica, quando corretamente empregada, traz
resultados similares ao uso somente de cera. Con-
tudo, lembre-se que a eliminao da resina acrlica
no forno ocorre de maneira diferente da que ocorre
com a cera. Inicialmente a resina sofre uma expanso
com o aumento da temperatura para depois ser car-
bonizada. Notam-se casos freqentes de microfratu-
ras internas do revestimento em padres de fundio
volumosos confeccionados com esta tcnica quan-
do submetidos ao processo de aquecimento rpido
do bloco, em especial quando so utilizados grandes
volumes de resina acrlica.
Para estes padres recomenda-se o aquecimento
convencional para garantir que a expanso e a
posterior eliminao do acrlico ocorram de modo
gradual, sem comprometer o resultado fnal. Outro
cuidado importante sempre recobrir as partes
externas do padro feito em resina acrlica com cera.
Assim, durante o aquecimento, a cera eliminada
antes do acrlico e fca no local um espao para
que a resina acrlica expanda sem aplicar foras nas
paredes do bloco.
Como toda resina acrlica, estas destinadas a con-
feco de padres para fundio apresentam con-
trao durante a polimerizao. Mas quando e como
ocorre esta contrao? Sabe-se que estas resinas
acrlicas especfcas apresentam cerca de 8% de
contrao de seu volume inicial. Isto , sem dvida
alguma, um grande problema quando trabalhamos
buscando preciso em fundio. Contudo, sabe-
se, atravs de pesquisas, que 80% desta contrao
ocorre nos primeiros 17 minutos aps o contato en-
tre o p e o lquido da resina acrlica. E ainda, que
a contrao s apresenta relativa estabilizao aps
de cerca de 24 horas, atingindo o valor citado. Assim,
alguns cuidados so primordiais para conseguir boa
preciso:
Ao terminar de confeccionar a parte em resina
acrlica do padro, aguarde um mnimo de 30 minu-
tos antes de iniciar a deposio de cera sobre a re-
sina acrlica. Com isso, a maior parte da contrao j
ter ocorrido e reduzir tenses e distoro do ence-
ramento;
Caso possvel (e sabemos que nem sempre ...),
aps confeccionar parte do padro com resina acr-
lica, aguarde 24 horas antes de depositar a cera;
Ao confeccionar reas de pntico, nunca faa
de modo direto a unio entre os padres unitrios
com resina acrlica. Construa a partir de um padro
uma barra que quase toque o outro padro vizinho.
Aguarde os 30 minutos e s depois acrescente uma
pequena quantidade de resina acrlica para terminar
a unio. Isto evita que haja uma grande quantidade
de resina acrlica contraindo e que esta contrao
gere tenso no sentido de aproximar um pilar de
outro. Tenho certeza que voc j confeccionou pa-
dres para prtese parcial fxa com boa adaptao
no modelo, mas que depois de removidos no mais
adaptaram-se passivamente.
Para padres feitos exclusivamente em resina
acrlica (como no caso de ncleos metlicos fundi-
dos), quanto antes forem feitas incluso e fundio
do padro, melhor. Nenhum meio ou mtodo de
armazenagem impede totalmente a progresso
da contrao do padro, ou seja, a distoro.
Contudo, o meio que menos permite a distoro
mant-lo em 100% de umidade, sob temperatura
prxima de 25C e por no mximo 24 horas. Note
que 100% de umidade conseguida colocando o
padro em uma embalagem vedada junto com um
algodo ou gaze mida (e no encharcada!), ou seja,
no colocar o padro imerso diretamente em gua.
Lembre-se que o responsvel pela contrao
o lquido da resina acrlica (monmero), pois o p j
est polimerizado. Assim, usar mais lquido do que
o recomendado ou necessrio, causa aumento da
contrao e assim da distoro.
12
Infelizmente, muitos profssionais no creditam
devida importncia montagem dos condutos de
alimentao ou sprues. Erros em princpios relativa-
mente simples relacionados com a montagem dos
padres levam a uma porcentagem alta de falhas de
fundio, como o uso de condutos muito fnos e lon-
gos, causando porosidades nas peas fundidas.
A montagem dos padres tem sido descrita ba-
sicamente atravs de duas tcnicas: a montagem
direta (um conduto leva o metal fundido direto da
base do bloco at a rea dos padres) e a monta-
gem indireta (um conduto leva o metal fundido at
uma barra intermediria e desta segue para condutos
menores at a rea do padro). Normalmente a tc-
nica de montagem direta utilizada para montagens
de padres unitrios ou de pequena extenso. J a
tcnica indireta utilizada com maior frequncia para
a fundio de peas protticas de maior extenso.
Para a montagem dos padres em cera na base
formadora de cadinho (anel de silicone), pode-se uti-
lizar tanto condutos com cmaras de reserva (sprues)
quanto condutos de cera de seco cilndrica. Devi-
do versatilidade, optamos pelo uso destes ltimos.
Para isso, algumas consideraes bsicas devem
ser respeitadas, como as que seguem abaixo:
O conduto de alimentao deve ser fxado
regio de maior espessura do padro em cera. Com
isso, facilita-se o fuxo do metal fundido, pois o mes-
mo fui de reas mais amplas para reas mais res-
tritas. Imagine se o contrrio ocorresse e o conduto
fosse montado em uma rea bem fna de um padro.
O resfriamento da pequena quantidade de liga que
passa neste local ocorre de modo rpido, solidifcan-
do a liga. A partir deste momento, a passagem de
mais liga fundida para as reas mais espessas fca
comprometida, gerando falhas na fundio.
Deve-se manter uma distncia entre superf-
cies de cera montadas de 5mm no mnimo. A pro-
ximidade extrema dos padres e dos condutos pode
causar trincas no revestimento localizado entre esta
estrutura na parte interna do bloco, principalmente se
o aquecimento for feito de forma muita rpida. Quan-
do a liga injetada, alm de preencher os condutos,
preenche tambm estas fendas, gerando rebarbas
na pea fundida (veja fgura 5). Dependendo da lo-
calizao, podem comprometer a pea de modo re-
versvel (onde ainda seja possvel o desgaste, com
bvia perda de tempo de trabalho) ou irreversveis (re-
barbas localizadas nos trminos ou reas internas de
componentes protticos para implantes). Esta ocor-
rncia pode se tornar ainda mais comum quando se
usa concentraes mais baixas de lquido especial
na manipulao, devido resultante diminuio da
resistncia mecnica.
Montagem dos
padres
CERAS, ENCERAMENTO E MONTAGEM DOS PADRES
FIGURA 5: A ocorrncia de pequenas fratu-
ras no interior do revestimento possibilita,
aps a injeo da liga fundida, a formao
de rebarbas que podem inviabilizar o uso
da pea fundida quando ocorrem em reas
como bordos de copings, como na gura.
13
Os padres devem fcar a uma distncia mni-
ma de 5mm de qualquer parede do anel de silicone
(paredes laterais e base). Isto evita trincas e possi-
bilita uma expanso trmica mais uniforme. Caso, ao
montar com estas distncias, voc note que o pa-
dro fcou no centro trmico do anel, a montagem
dever ser refeita usando um anel de silicone maior.
O custo de gastar um pouco a mais de revestimento
mnimo se comparado a perder um dia a mais de
trabalho refazendo um enceramento e frustrando o
cliente em termos de prazo de entrega devido falha
na fundio.
A montagem das peas colocando o conduto
com inclinao de 45 possibilita que o padro no
fque posicionado no centro trmico do anel e tam-
bm diminui a velocidade em que a liga chega ate a
regio onde estava o padro, reduzindo o impacto e
chance de trincas no bloco em reas mais delicadas.
Lembre-se de ter o mximo de cuidado para que
o calor fornecido pelo instrumental aquecido no afe-
te os padres em cera no momento da montagem.
As alteraes de temperatura podem causar distor-
o nas ceras.
A correta identifcao da regio central do bloco
(excluindo-se a parte do bloco que corresponde
base formadora de cadinho) importante para loca-
lizarmos o centro trmico do anel. Este corresponde
parte central desta parte acima descrita, sendo o
ltimo local a perder calor para o meio externo. Assim
sendo, o padro em cera nunca deve fcar no cen-
tro trmico do anel. A colocao do padro em cera
em, tal local faria com que a prtese fundida fosse
a ultima parte da liga metlica a solidifcar. Lembra-
se que ao solidifcar a liga sofre contrao? Nesta
situao, as contraes ocorridas na liga prxima do
padro fariam com que a liga ainda lquida presente
no centro trmico do anel (e assim na prtese) fosse
puxada pelas reas que contraram na tentativa de
compensar a contrao. Assim, partes da prtese
apresentariam falhas devido falta de metal, sendo
chamadas de porosidades por contrao localizada.
Recomenda-se sempre que o padro fque fora do
centro trmico do bloco. Assim a prtese resfriaria
primeiro e o metal ainda fundido presente no cen-
tro trmico de anel funcionaria como um reservatrio
que ir fornecer metal lquido s reas que solidifcam
e contraem, evitando as porosidades.
Imagine a velocidade e fora que a liga fundida en-
tra no bloco de revestimento. Como o esfriamento e
solidifcao da liga fundida ocorrem de modo muito
rpido, temos que garantir que essa liga chegue at
onde estava o padro de cera tambm de forma r-
pida. Por isso, o caminho desde a entrada da liga no
bloco at a regio onde estava o padro deve ser o
mais direto possvel, evitando voltas e ngulos que
possam causar turbulncia. Na montagem dos pa-
dres, muito cuidado deve ser dispensado em acres-
centar cera nas regies de encontro entre condutos
de cera para que todos os ngulos fquem arredon-
dados. Caso isto no seja feito, podem permane-
cer ngulos nas junes (quinas) e que podem ser
fraturadas quando a liga fundida colidir com estas
reas. Normalmente isto resulta em fratura do reves-
timento e presena de fragmentos na pea fundida.
No se v grande vantagem em montar uma
quantidade absurda de padres em mesmo anel na
tentativa de reduzir o custo com o revestimento. Isto
leva necessidade de fundir grandes quantidades de
liga em um s tempo, alm de outros inconvenientes.
Mas se ainda assim, desejar faz-lo, nunca monte
todos os padres em um mesmo plano. Coloque
alguns um pouco acima e outros um pouco abaixo
dos outros. Isto minimiza bastante o risco de ter uma
fratura ao redor de todo o bloco, comum quando se
monta muitos padres no mesmo plano.
Estando os padres montados, deve-se dar aten-
o especial ao uso do antibolhas, produto este que
possui substncias qumicas que tornam a superfcie
de materiais slidos (como a cera) mais receptiva
ao molhamento por substncias lquidas ou viscosas,
como o revestimento manipulado. Apesar de auxilia-
rem, se utilizados de modo errado trazem prejuzo
considervel.
Aplique o antibolhas com um pincel pequeno e
bem macio e tenha depois o cuidado de sec-lo to-
talmente antes de proceder ao vazamento do reves-
timento. Isto pode ser feito com um jato bem suave
de ar isento de contaminantes. Caso o antibolhas
permanea na superfcie dos padres em cera (veja
fgura 6), pode reagir com o revestimento e retardar
a reao de presa, causando rugosidades e defeitos
na superfcie da pea fundida. Mas ateno: nunca
aplique antibolhas em superfcies de resina
acrlica, somente em superfcies de cera. Nas
superfcies de resina acrlica o antibolhas permanece
impregnado e altera a reao do revestimento em tal
local, prejudicando a adaptao do metal.
FIGURA 6: Veja na rea indicada
pela seta azul, a presena de uma
gota de antibolhas aps a aplica-
o do mesmo. Caso o vazamento
do revestimento seja feito nesta
condio, este seria um local em
que o revestimento no copiaria o
padro em cera. Assim, provavel-
mente a haveria uma falha de
fundio, como a formao de um
ndulo de metal ou cpia imper-
feita da borda do padro.
14
certeza voc sabe muito bem o que ocorre quando
um refrigerante congela ao ser aberto. H formao
de pequenos cristais, que logo aumentam em nme-
ro e tamanho, causando aumento de volume. O fen-
meno fsico basicamente o mesmo.
Com a adio de slica presente na soluo,
aumenta-se a possibilidade de expanso trmica
durante o aquecimento. Por isso, a concentrao
do lquido especial (na mistura lquido especial +
gua destilada) infuencia tanto a expanso de presa
quanto expanso trmica. Esta adio de slica
presente no lquido especial tambm traz aumento
na resistncia mecnica.
Tenha muito cuidado com o lquido especial quan-
to armazenagem e qualidade do mesmo no mo-
mento do uso. No o deixe exposto ao sol, claridade
intensa ou a temperaturas muito baixas (abaixo de
10C). Pode haver degradao do lquido, com for-
mao de cristais (ver fgura 7) que fcaram no fundo
do frasco ou suspensos. Quando comprar frascos
de lquido especial que estejam em frascos opacos
que no permite visualizar o lquido, agite-o e passe
um pouco para um frasco transparente. Observe se
existem cristais em suspenso, semelhantes aos que
se formam quando um refrigerante comea a con-
gelar. Se estiverem presentes, no se deve utilizar tal
lquido.
Nunca deixe o frasco aberto, pois poder haver
evaporao da gua. Com isso a concentrao de
slica dentro do frasco comea a aumentar. Como
so partculas muito pequenas, comeam a se movi-
mentar pelo lquido e se chocam formando partculas
maiores, at formarem os cristais em suspenso que
foram citados acima.
Um REVESTIMENTO ODONTOLGICO pode ser
considerado como um material cermico que ca-
paz de formar um molde com preciso e resistncia
mecnica tal que permitem a injeo de metal ou liga
metlica fundida no interior deste molde.
Sempre cito que h uma regra de ouro para os
materiais odontolgicos e em especial para revesti-
mentos que se encontra no quadro abaixo.
Geralmente os revestimentos odontolgicos so
constitudos por trs elementos bsicos: material
refratrio (ex.: cristobalita), aglutinante (ex.: slica) e
modifcadores (ex.: grafte). Contudo, as porcenta-
gens de cada elemento so extremamente particu-
lares a cada tipo e marca comercial. Por isso, no
recomendado utilizar instrues ou propores de
uma marca comercial em outra.
As propriedades do revestimento podem ser
modifcadas caso o mesmo seja contaminado por
umidade e por isso tenha cuidado com o local de
armazenamento. Caso compre quantidade maiores
de revestimento, recomendvel que passe para
potes menores ou que retire uma quantidade sufci-
ente para uma semana de uso e mantenha o restante
bem vedado. No se esquea de identifcar corre-
tamente estes potes menores, anotando inclusive o
nmero do lote.
Para facilitar o entendimento, foi discutido o reves-
timento analisando o lquido de modo separado do
p.
LQUIDO:
Basicamente encontramos no lquido do revesti-
mento aglutinado por fosfato (tambm chamado de
LQUIDO ESPECIAL) uma soluo de slica coloidal.
Mas como as partculas de slica podem estar dis-
persas no lquido e no se sedimentarem no fundo
ou serem visveis? Na verdade, estas partculas pos-
suem tamanho to reduzido que no sedimentam no
fundo de um frasco, pois fcam constantemente se
movimentado de modo aleatrio na suspenso. Para
conseguir que esta soluo seja estvel e facilitar a
obteno da suspenso, so adicionados aditivos ao
produto fnal.
Ao misturar o lquido especial com o p do reves-
timento, ocorre a cristalizao desta slica e devido
formao de cristais, h aumento de volume. Com
REVESTIMENTOS PARA
FUNDIO ODONTOLGICA
Composio e
propriedades
FIGURA 7: A imagem mostra o lquido de revestimento com a presena
de cristais de slica, devido armazenagem inadequada. Verique se
o frasco que est adquirindo apresenta tais cristais no fundo. Caso
positivo, evite a aquisio deste frasco.
NUNCA SE ESQUEA
SEMPRE que zer algo no uso dos revestimentos buscando mudar al-
guma caracterstica (Ex.: valor de expanso trmica), lembre-se que
haver alteraes em outras propriedades tambm (Ex.: resistncia
mecnica). Assim, pense sempre em tudo que pode ocorrer e no de
forma isolada!
FIGURA 7: A imagem mostra o lquido de revestimento com a presena de cristais
de slica, devido armazenagem inadequada. Verifique se o frasco que est
adquirindo apresenta tais cristais no fundo. Caso positivo, evite a aquisio deste
frasco.
15
P:
Este tem como composio bsica a slica, xido
de magnsio e fosfato mono-amnia. Estes compo-
nentes, ao reagirem com a mistura de gua desti-
lada e lquido especial, originam uma reao qumica
com consequente liberao de calor e formao de
um fosfato composto por amnio e magnsio, com a
presena ainda de gua. A slica presente no lquido
especial fca aprisionada dentro deste material aps
a presa.
Friso novamente que cuidado especial deve ser
tomado com relao ao armazenamento do p pois
a umidade pode contamin-lo e comprometer a rea-
o de presa e o desempenho do produto. comum
em revestimentos aglutinados por fosfato contamina-
dos por umidade haver alterao na viscosidade do
mesmo quando manipulado. Ainda, como a mistura
no ocorre de forma completa e ideal, o bloco forma-
do mais frgil e por isso mais propenso a fraturas.
Sempre voc ver nas bulas dos revestimentos,
dentre outras propriedades, o valor de resistncia
compresso (resistncia de um corpo a uma fora
que tende a comprimi-lo, encurt-lo) do produto. Mas
o que isso interessa para nossa prtica? Temos que
imaginar que a partir do momento que o revestimento
foi vazado no interior do anel e chegou ao momento
de presa inicial (momento em que a reao j pro-
grediu de tal maneira que o bloco j pode ser ma-
nipulado com cuidado), o mesmo deixou de ser um
material fuido e passou a algo slido. Agora, toda vez
que aplicamos algum tipo de fora neste bloco de
revestimento, ele reagir de alguma forma tentando
resistir fora aplicada.
Vrios so os momentos em que aplicamos algum
tipo de fora nos blocos, como no momento em que
procedemos a remoo do bloco do interior do anel
de silicone. Todos j passaram pela situao de ten-
tar remover antes do tempo certo e... fraturar parte
ou o bloco todo. Viu como a resistncia mecnica
(resistncia de um corpo a uma ou mais foras apli-
cadas em sua superfcie) do mesmo importante?
Ain-da temos momentos em que a mesma de
grande importncia como quando retirar o bloco
aquecido do forno e usamos um pina para segur-
lo e o momento em que a liga fundida subitamente
injetada para dentro no bloco com uma velocidade
altssima. Em funo disso, o impacto da liga no inte-
rior do bloco de revestimento geram grandes foras,
que podem ou no, causar algum tipo de dano ao
bloco.
Existem rgos de padronizao como a ADA
(American Dental Association) e a ISO (International
Organization for Standardization) que pesquisam, or-
Resistncia
mecnica do
revestimento
aglutinado por
fosfato
ganizam informaes e publicam padres e normas
para cada tipo de produto odontolgico e que as em-
presas devem seguir. Felizmente, a grande maioria
dos revestimentos aglutinados por fosfato ultrapassa
estes requisitos mnimos, como no caso de resistn-
cia mecnica. Mas ento por que nos preocuparmos
com isto? Tais propriedades em um revestimento es-
to diretamente relacionadas com caractersticas do
produto, proporcionamento entre p e lquido espe-
cial, manipulao e modo de aquecimento. Ou seja:
h a possibilidade de errarmos em alguma destas
etapas e fazer com que o bloco fque mais frgil. J
imaginou perder um bloco que continha em seu in-
terior o enceramento daquela prtese fxa de 8 ele-
mentos super complexa que voc fez devido a isso?
Melhor nem pensar...
Nos revestimentos aglutinados por fosfato, a pre-
sena da slica, alm de auxiliar na expanso trmica,
tambm aumenta a resistncia mecnica do bloco
antes de ir ao forno. exatamente esta caractersti-
ca de alta resistncia mecnica antes de ir ao forno
(se comparado com o revestimento aglutinado por
gesso) que permite que voc faa o vazamento em
um anel de silicone e, depois da presa inicial, possa
manipular o bloco de revestimento sem que haja um
anel em volta do mesmo.
Voc se lembra que no lquido especial temos a
presena de slica e que podemos alterar a quanti-
dade de uso do mesmo? Ento quanto maior a con-
centrao de lquido especial que usamos, maior a
resistncia mecnica do bloco. Mas lembre-se da
regra de ouro que citamos h pouco: outras proprie-
dades tambm podero ser modifcadas.
Lembre-se tambm que deve-se aguardar um
tempo para que o revestimento atinja um valor de re-
sistncia mecnica mnima para s ento ser mani-
pulado por voc. Este tempo depende de uma s-
rie de reaes qumicas que ocorrem no bloco logo
aps a manipulao do revestimento. Estas reaes
sofrem infuncia direta de fatores externos, como,
por exemplo, a temperatura ambiente.
Assim que a reao qumica progride no reves-
timento, h liberao de energia na forma de calor.
Assim temos um momento em que o bloco atinge
um pico de temperatura. Este momento, nos revesti-
mento aglutinados por fosfato que podem ser usados
na tcnica de aquecimento rpido, indica o momen-
to de inser-lo no forno previamente aquecido. Isto
porque neste momento a reao j avanou at um
ponto que o bloco passa a ter resistncia mecnica
adequada para resistir mudana brusca de tem-
peratura.
DICA:
Em dias frios, a reao
ser mais lenta e o bloco
ir demorar mais para
atingir um valor adequa-
do de resistncia. Assim,
provavelmente voc ter
que aguardar mais tempo
do que o fabricante indica.
REVESTIMENTOS PARA FUNDIO ODONTOLGICA
16
Por que e como
controlar a
expanso?
Durante o processo de fundio, uma liga metlica
submetida a um aquecimento gradual at que pas-
sa do estado slido para o estado lquido. A energia
fornecida pelo maarico responsvel por fazer com
que os tomos da liga se distanciem e por isso h
um aumento de volume da liga, ou seja, expanso.
Logo aps a injeo da liga fundida no interior do
bloco de revestimento, comea o processo inverso.
A liga comea a perder rapidamente calor e volta do
estado lquido para o slido. Para que isso ocorra,
os tomos devero se aproximar para restabelecer
as ligaes qumicas, causando agora uma contra-
o, ou como chamamos, contrao de solidif-
cao da liga. Dependendo da composio da liga,
este processo de contrao pode ocorrer com maior
ou menor intensidade. No quadro abaixo podemos
ver como curiosidade valores mdios de contrao
de solidifcao para ligas metlicas de uso comum
em Odontologia:
Seria timo se a liga no exibisse alterao alguma
de seu volume durante o processo de fundio. Caso
isso ocorresse, a liga faria uma cpia exata do ence-
ramento e a preciso seria sempre tima. Contudo
temos este problema a resolver.
Assim, existem tcnicas que permitem fazer com
que o molde formado pelo revestimento em torno do
padro em cera fque ligeiramente maior. Assim, a
liga fundida preenche este molde e quando solidifca
sofre contrao. Se a pea fundida fcar nas dimen-
ses desejadas, depender de quanto este molde foi
aumentado. Existem ento meios diferentes para
conseguir compensar a contrao da liga metlica,
como as descritas a seguir:
Expanso do padro em cera em gua aquecida
Expanso higroscpica
Expanso de presa do revestimento
Expanso trmica do revestimento
Como ento optar por uma destas opes acima?
De pronto podemos descartar as duas primeiras op-
es por no apresentarem resultados previsveis e
controlados. A terceira opo, ou seja, a expanso
de presa do revestimento, tambm de difcil con-
trole pelo profssional e pode ser infuenciada at
mesmo por alteraes na temperatura ambiente e
gua adicionada. Por estes fatos utilizamos o mtodo
Ligas com alto contedo de ouro 1,1%
Ligas de nquel-cromo 2,0%
Ligas de cobalto-cromo 2,3%
de controle da expanso trmica em revestimento
aglutinado por fosfato. Lembre-se sempre que
as propores sugeridas pelo fabricante do
revestimento funcionam somente como uma
referncia inicial para que voc inicie o trabalho
de adequao sua realidade. Voc j parou para
pensar quantas combinaes so possveis entre os
vrios tipos de ceras, revestimentos, ligas, maaricos
e todos os demais materiais envolvidos na tcnica de
fundio? Cada um destes materiais pode afetar de
alguma maneira e intensidade a adaptao de uma
pea fundida. A simples mudana no tipo e fabricante
do gesso pode trazer alteraes nos resultados que
voc conseguia anteriormente troca. Assim, voc
deve observar a proporo do fabricante do revesti-
mento que foi sugerida e analisar o resultado obtido.
A verifcao fnal se houve sucesso ou no na
relao entre correta expanso do revestimento
e compensao da contrao do metal pode ser
feita tentando-se encaixar a pea no troquel que
a originou. Assim para um coping, pode-se ter a
situao na qual o mesmo necessitar de relativa
presso para encaixar no troquel, fcando muito justo.
Este fenmeno se deve falta de expanso correta
(subexpanso), causando muitas vezes desgaste do
troquel com a repetio da tentativa de encaixe. Se
ao contrrio, o coping no necessitar de presso
signifcativa para encaixar no troquel, podemos
encontrar duas situaes: 1) o coping encaixa no
troquel nestas condies e no apresenta qualquer
movimento de balano ou folga, ou 2) o coping
apresenta este encaixe, porm apresenta amplo
movimento de balano. No primeiro caso, temos uma
situao de sucesso na determinao e obteno da
expanso necessria para compensar a contrao
da liga e, no segundo caso, temos uma expanso
excessiva (sobre-expanso).
NUNCA SE ESQUEA
As concentraes sugeridas para o revestimento
podem e devem ser modicadas para melhorar
a adaptao. Assim, para aumentar a expanso,
aumente a quantidade de lquido especial e diminua
a quantidade de gua destilada (mantendo o volume
nal recomendado). Para diminuir a expanso, faa o
contrrio, reduzindo a quantidade de lquido especial e
aumentando a gua destilada.
17
A etapa de proporcionamento tem importncia
fundamental no processo de fundio. exatamente
nesta etapa que se consegue padronizar a quan-
tidade de p e lquido especial e assim manter um
padro de resultados. Recomenda-se sempre que o
revestimento seja manipulado em temperatura am-
biente prxima de 23C. A manipulao em tem-
peraturas mais altas podem diminuir de modo con-
sidervel o tempo de trabalho. Em contrapartida, a
manipulao em temperaturas muito baixas pode
fazer com a reao de presa se torne muito lenta ou
incompleta, gerando um bloco de baixa resistncia
mecnica, sujeito a fratura at mesmo no momento
de retirar do anel de silicone.
O proporcionamento do p deve ser feito sempre
por peso (massa) e nunca por volume (com con-
chas dosadoras). Faa um teste: com uma concha
dosadora destas, pegue cinco doses de p de re-
vestimento e separe-as. Agora pese cada uma e veja
quanto varia o peso. Isto porque apesar de aparente-
mente termos o mesmo volume, o p pode estar
compactado de forma diferente em cada dosagem,
causando erros grosseiros. Consegue-se hoje com-
prar balanas de preciso por preos bem convida-
tivos. Para uso com revestimento, adquira uma com
graduao ou preciso de 0,1 grama. Caso faa a
opo de comprar uma que tenha o visor digital, lem-
bre-se que quando as pilhas estiverem com carga
baixa pode haver erros na medio. Assim, sempre
bom ter um objeto com peso bem preciso e conhe-
cido, para us-lo como gabarito. Como dica, use um
lingote de liga metlica e faa a pesagem do mesmo
com pilhas ainda novas. Anote no mesmo o peso e
de vez em quando pese-o novamente para verifcar
se a balana mostra o mesmo valor anotado. Pro-
cedimento simples mas fundamental!
Sempre antes de proporcionar o p, vire o pote
umas duas ou trs vezes para assegurar que o mes-
mo esteja homogneo. Com o transporte e vibra-
es, as partculas de maior tamanho podem se des-
locar para o fundo do pote. Lembre-se de aguardar
cerca de 30 segundos antes de abrir o pote devido
formao de poeira. Nunca se esquea de usar
mscara durante esta etapa (recomendvel mscara
semi-facial, com fltro tipo P1). A pessoa mais indica-
da para se preocupar mais com sua sade ocupacio-
nal voc mesmo e ningum mais.
J para o proporcionamento do lquido especial
e da gua destilada, sempre o fazemos por volume.
Podem ser usados tanto copos graduados quanto
seringas descartveis. Contudo, dependendo do
copo gra-duado e material em que foi fabricado,
cerca de 0,5ml de lquido ou mais pode fcar ade-
rido s suas paredes, causando erros na proporo
p-lquido especial. Particularmente, com a seringa
descartvel conseguimos maior preciso e resulta-
REVESTIMENTOS PARA FUNDIO ODONTOLGICA
Proporciona-
mento e espatu-
lao
dos constantes de forma prtica. Somente lembre-se
sempre de lav-la com gua aps a medio do lqui-
do especial, pois o mesmo, se deixado na seringa, ir
secar e impregn-la com cristais de slica.
Verifque sempre a qualidade do lquido especial
pois, como j citado, o mesmo no deve possuir cris-
tais suspensos e nem alteraes de cor. Ser que
preciso mesmo utilizar gua destilada? Claro que
sim! Na gua comum obtida das torneiras e mesmo
na gua fltrada podemos ter vrios minerais presen-
tes em quantidades variadas que podem alterar a
reao de presa do revestimento e sua expanso. A
quantidade usada muito pequena para que voc
ache que um gasto a mais.
Uma vez proporcionados o p, lquido especial
e gua destilada, a espatulao deve ser imediata
para evitar que o lquido evapore e que o p possa
contaminar com umidade. Ao colocar estes produtos
na cuba, sempre inicie pelo lquido e depois coloque
aos poucos o p. Com isto evita-se aprisionar ar no
interior do p, minimizando as porosidades. A es-
patulao pode ser feita tanto manualmente quanto
de forma mecnica (espatuladores mecnicos). Sem
dvida alguma se consegue melhor resultado com
espatuladores mecnicos que usam vcuo no interior
das cubas de manipulao. Isto se deve a algumas
diferenas bsicas como padronizao do tempo e
velocidade de manipulao, bem como diminuio
das porosidades devido ao vcuo. Ao trmino da
espatulao mecnica sob vcuo, coloque a cuba
sobre um vibrador de gesso e deixe o ar entrar aos
poucos dentro da cuba. Deixar o ar entrar rapida-
mente no interior da cuba pode causar condensao
de gua no revestimento.
Lembre-se que cubas de manipulao se des-
gastam com o tempo. Como o p do revestimento
abrasivo, as paredes da cuba so desgastadas e
passam a no mais estarem prximas da p mistu-
radora, podendo gerar um revestimento mal manipu-
lado, com resduos de p no manipulado aderido
nas paredes. Principalmente para manipulao de
pequenas quantidades de revestimento, isto causa
uma mudana considervel na proporo original
entre p e lquido especial, prejudicando a expanso
e assim a adaptao. As cubas de materiais inertes
como os polmeros (Ex.: Acrlico, policarbonato) so
ideais, pois o resduo do desgaste das mesmas no
interfere no revestimento.
Mantenha as cubas preenchidas com gua quan-
do no estiverem em uso ou ento umedea-as sem-
pre antes de colocar o lquido especial no seu inte-
rior, imediatamente antes da manipulao. Algumas
cubas podem absorver parte do lquido alterando a
proporo original entre p e lquido especial. Nunca
use uma cuba que foi usada para manipular gesso ou
DICA:
Em dias frios, a reao
ser mais lenta e o bloco
ir demorar mais para
atingir um valor adequa-
do de resistncia. Assim,
provavelmente voc ter
que aguardar mais tempo
do que o fabricante indica.
18
revestimento aglutinado por gesso para a espatula-
o de revestimento aglutinado por fosfato. O resduo
de gesso ir interferir na reao de presa, diminuindo
o tempo de trabalho. Ainda, durante o aquecimento
em temperaturas mais altas, o gesso ir se decom-
por liberando gases de enxofre, contaminando a liga
fundida.
Respeite sempre o tempo determinado pelo fabri-
cante para a espatulao. Contudo pequenos ajustes
no tempo podem ser feitos, pois existem diferenas
entre espatuladores, cubas e velocidade. Tenha cui-
dado com redues muito grandes no tempo de es-
patulao, pois podem gerar revestimento mal ma-
nipulado, alm de permitir que sejam formados e
aprisionados gases decorrentes do contato do p
com o lquido especial, gerando pequenas bolhas na
superfcie dos padres de cera.
Caso seja necessrio fazer a espatulao manual,
uma boa dica colocar a cuba sobre um vibrador de
gesso e lig-lo em mdia vibrao. Coloca-se o lqui-
do especial misturado gua destilada e depois o
p e faz-se a manipulao sob vibrao. Voc notar
quantas bolhas de ar so liberadas neste processo.
A seleo de um anel para revestimento correto
a garantia de voc conseguir obter a expanso que
deseja com o revestimento utilizado. Os anis metli-
cos j foram muito utilizados e tiveram seu uso reduz-
ido para revestimentos aglutinados por fosfato devido
praticidade dos anis de silicone. Mas a vantagem
dos anis de silicone s se deve sua praticidade
no uso e limpeza? No! Devemos entender por que
usamos estes anis para ento sabermos selecion-
los corretamente. A tcnica em que se usam os anis
fexveis chama-se Tcnica da Expanso Livre.
A ideia que o bloco de revestimento no tenha
nada em torno do mesmo que possa restringir sua
expanso de presa e trmica e por isso usam-se os
anis de silicone. Mas ateno: para que funcione o
anel deve realmente ser fexvel! V-se no mercado
alguns anis extremamente rgidos e que podem
prejudicar todo o processo (ver fgura 8). Como isso
ocorre? Imagine que voc use um anel de silicone
muito rgido. No momento que o revestimento ini-
ciar a expanso de presa, o bloco comear a ex-
pandir em todas as direes, pois um processo
tridimensio-nal. Contudo, ter as paredes do anel
como barreira e ento ir expandir no sentido das
extremidades do anel, pois estas esto livres. Com
isso o anel aumenta suas dimenses no sentido do
comprimento do mesmo, levando junto a cpia que
o revestimento fez dos padres que voc incluiu.
como se o padro fosse esticado neste sentido,
causando distoro e peas fundidas desadaptadas.
To logo os anis de silicone que voc usa come-
cem a fcar rgidos, devem ser descartados e subs-
titudos. Tenha sempre o cuidado de lavar os anis
com algum tipo de detergente neutro e sec-los to
logo faa a retirada do bloco. Deixar restos de re-
vestimento em contato com o silicone pode torn-lo
rgido de maneira mais rpida. Para facilitar a limpeza
e remoo do bloco aps a presa, pode ser aplicada
uma camada bem fna de graxa de silicone na base
formadora de cadinho (base do anel).
Uma das etapas crticas o momento de proceder
ao vazamento do revestimento recm-manipulado no
interior do anel. Para tal etapa, deve-se utilizar sempre
vibrao moderada e fazer o vazamento do revesti-
mento em pequena quantidade e em fuxo contnuo,
ou seja, sem vazar em um momento uma quantidade
grande de revestimento e em outra pouca quanti-
dade. Sempre antes do vazamento prendo a base ao
anel de silicone com um pedao de fta adesiva. No
nada agradvel carregar o anel e a base soltar, va-
zando todo o revestimento.
Note que revestimentos de boa qualidade, obtidos
com ps de granulao bem fna como no caso do
Nanovest M, fcam extremamente fuidos aps a ma-
nipulao, necessitando de pouca vibrao para se
fazer um vazamento de qualidade. Deve-se parar de
fazer o vazamento quando houver cerca de 0,5 a 1cm
de revestimento sobre a parte mais alta do padro
em cera montado. Quando se deixa uma espessura
maior de revestimento, difculta-se a sada do vapor
gerado pela reao de presa do revestimento. Com
isso cria-se presso junto aos padres de cera, que
juntamente com o aumento de temperatura, pode
causar distoro.
Anis e
vazamento de
revestimentos:
FIGURA 8: A imagem da esquerda mostra um anel de silicone
adequado e que ainda exvel. J na imagem da direita v-se um
anel de silicone j envelhecido pelo tempo e/ou mau uso. Este, devido
rigidez, impede a correta expanso do revestimento, devendo ser
substitudo.
19
Constitui prtica comum neste momento colocar
o anel sob presso, procedimento correto que
aumenta a resistncia mecnica do revestimento
aps a presa. Ao ler sobre a composio do p,
voc viu que com a espatulao ocorre uma reao
qumica com liberao de calor, o que pode ser
prontamente notado por quem j trabalhou com
revestimentos aglutinados por fosfato. Podemos
encontrar revestimentos em que h aumento de
at 70C na temperatura do bloco quando ocorre a
reao qumica em sua plenitude. Por que devemos
saber isso? Lembra-se quando o fabricante
recomenda um determinado tempo espera, aps
o vazamento do revestimento, para ento inserir o
bloco no forno (tcnica do aquecimento rpido)? Este
tempo tem relao direta com o momento de pico da
reao, pois neste atinge-se a resistncia mecnica
necessria para que o bloco no quebre.
Voc deve sempre deixar sobre a parte mais su-
perior dos padres em cera j montados, uma es-
pessura mxima de revestimento prxima de 8mm.
Aps a presa inicial do revestimento e antes de
coloc-lo no forno, deve ser feito um desgaste cui-
dadoso desta parte superior do bloco. Isto porque h
a precipitao de cristais nesta superfcie (note como
ela sempre fca mais brilhante e lisa que o restante
do bloco), podendo causar expanso no uniforme
nesta regio e tambm difcultar a sada de gases
durante o aquecimento. Aps esse desgaste, deve
permanecer uma espessura de revestimento de no
mnimo 5mm, pois espessuras menores que essa
sujeitam o bloco a fratura no momento da injeo e
impacto da liga fundida.
O aquecimento do bloco de revestimento tem por
funes principais eliminar a cera e/ou resina acrlica
usada na confeco do padro de fundio e propor-
cionar expanso trmica para compensar a contra-
o da liga metlica na solidifcao.
Pode-se fazer o aquecimento do bloco de revesti-
mento de acordo com dois tipos de tcnicas: a Tc-
nica de Aquecimento Convencional (ou Aquecimento
Lento) e a Tcnica de Aquecimento Rpido:
TCNICA DE AQUECIMENTO
CONVENCIONAL
(Tcnica do Aquecimento Lento ou em
Patamares):
Esta tcnica, j usada com os primeiros revesti-
mentos aglutinados por fosfato, envolve aguardar
maior perodo aps o vazamento e aquecimento gra-
dativo do bloco. Fique atento pois normalmente nes-
ta tcnica deve-se aguardar no mnimo 1 hora aps o
vazamento para que o bloco possa ser ento gradu-
almente aquecido. Normalmente os erros graves
nesta tcnica se relacionam com taxas de aqueci-
mento muito altas e rpidas. Assim, abaixo est uma
sugesto de patamares para aquecimento conven-
cional que funciona perfeitamente com Revestimento
Nanovest M:
Por que e
como fazer o
aquecimento do
bloco?
Etapa Temperatura
inicial
Velocidade do
aquecimento
Temperatura
Final
Tempo a ser mantido
na temperatura fnal
1 Ambiente 5C/minuto ou baixa 250C 20 a 30 minutos
2 250C 7C/minuto ou mdia 500C 20 minutos
3 500C 7C/minuto ou mdia Recomendada
pelo fabricante
da liga
30 a 60 minutos
REVESTIMENTOS PARA FUNDIO ODONTOLGICA
20
Este ciclo especialmente recomendado quando
se tem a presena de resina acrlica no padro de
fundio, componentes calcinveis para prtese
sobre implante (Ex.: UCLAs) e para padres com
grandes volumes de cera e/ou de grande extenso.
Caso o padro seja de pequena dimenso, feito so-
mente em cera e includo em anis menores (at o
nmero 3), pode-se alterar a temperatura fnal do
ciclo 1 para 400C mas mantendo a velocidade de
aquecimento de 5C ou baixa.
Apesar do tempo gasto para fundir um bloco
nesta tcnica, a que proporciona um bloco de re-
vestimento com maior resistncia mecnica. Deve
ser utilizada como preferencial sempre que for fundir
padres com quantidades considerveis de resina
acrlica como prteses parciais fxas mais extensas e
componentes de implante calcinveis, ambos feitos
em polmero. Isto se justifca pelo fato de que com
o aquecimento lento, a eliminao destes polmeros
ocorre de modo diferente da cera pura. Quando se
aquece a cera rapidamente, grande parte escoa,
pois se torna lquido, e o restante se espalha pelo
revestimento ou carbonizada. J no caso destes
polmeros, no h escoamento ou disperso pelo
revestimento. Assim, so eliminados basicamente
sendo carbonizados (queimados). Se o aqueci-
mento feito de maneira muito rpida, podem sofrer
grande expanso e danifcar o revestimento em volta
do padro. frequente vermos relatos de profssio-
nais que fzeram tudo certo na incluso de UCLAS
(calcinveis) e que aps a fundio, ao fazer a desin-
cluso, encontram o orifcio de entrada do parafuso
no UCLA selado por uma lmina de metal. Ocorreu
exatamente o que foi descrito anteriormente. O re-
vestimento fratura nesta regio e a rea fraturada
preenchida por metal fundido.
Aps a remoo do bloco de revestimento do inte-
rior do anel, caso no v executar a fundio logo em
seguida, mantenha-o em uma condio que permita
a manuteno de sua umidade natural. A gua no
interior do bloco auxilia na eliminao da cera e tam-
bm na conduo de calor no bloco. Contudo, em
hiptese alguma o bloco deve fcar em contato direto
com a gua, pois poder sofrer expanso higros-
cpica. Uma alternativa enrolar o bloco em flme de
PVC (plstico para alimentos) ou, em alguns casos
de maior tempo entre remoo do anel e fundio,
recomenda-se banhar a parte externa do bloco em
cera derretida.
Apresenta como inconveniente o fato de que se
aps a fundio de um bloco decidir fundir outro pela
mesma tcnica ter que aguardar o forno esfriar ou
ser necessrio ter dois fornos.
TCNICA DE AQUECIMENTO
RPIDO
Sem dvida alguma o surgimento dos revestimen-
tos aglutinados por fosfato que podem ser submeti-
dos a esta tcnica revolucionou e facilitou o trabalho
dos TPDs. Consegue-se com esta tcnica facilmente
fazer a incluso do padro em cera e cerca de no
mximo uma hora depois j estar com a pea fun-
dida em mos para os ajustes e acabamentos, algo
impossvel com o Aquecimento Lento.
O grande avano na formulao e principalmente
na granulao dos revestimentos possibilitou este
avano. Mas exige do profssional ainda mais cui-
dado com a padronizao de todas as etapas, pois
erros podem facilmente causar falhas, como ocor-
rncia de trincas dos blocos ou at mesmo estouro
dos mesmos quando colocados no forno.
Geralmente nesta tcnica aguarda-se aps o
vazamento um tempo determinado pelo fabricante
(para o Nanovest M este tempo de 30 minutos) e
logo depois j se pode retirar o bloco do anel de sili-
cone e inseri-lo direto no forno previamente aquecido
a uma temperatura que pode estar entre 500C e
700C. Aguarda-se geralmente cerca de 15 minutos
nesta temperatura e logo depois o forno j pode ser
regulado para a temperatura fnal, usando velocidade
mdia (7C/minuto) ou alta (10C/minuto) de aqueci-
mento.
Normalmente esta tcnica apresenta menor ndice
de falhas quando utilizada com blocos menores (at
o nmero 4). O uso desta com blocos grandes como
os de nmero 6 aumenta o ndice de trincas.
, sem sombra de dvida, um dos maiores avan-
21
os em termos de economia de tempo no Labo-
ratrio. Contudo, exige no profssional ateno aos
tempos envolvidos na tcnica e ateno aos deta-
lhes. Recomenda-se que seja adquirido um contador
de tempo (timer) que possua algum sinal sonoro ao
fnal do tempo programado para controle principal-
mente do tempo antes de colocar o bloco no forno.
Contudo, caso esquea de colocar o bloco no forno
no momento correto, no se arrisque: faa a tcnica
de aquecimento convencional.
Os princpios fundamentais ao se estabelecer a
temperatura fnal de aquecimento do bloco devem
garantir que:
Haja expanso trmica adequada e que com-
pense a contrao da liga metlica;
Aps iniciado o aquecimento do bloco e prximo
aos 300C, inicia-se a liberao de gases compostos
por gua e amnia. Por isso o cheiro caracterstico
de amnia nos estgios iniciais e a necessidade de
ter um sistema de suco de gases efciente sobre o
forno para blocos de revestimento.
Continuando o aquecimento e ao se aproximar
de temperaturas de 750C, ocorre a reao entre os
grupamentos de fosfato e a slica, formando com-
plexos de slico-fosfato. Qual a vantagem disto? Pode
haver um aumento na resistncia mecnica do bloco
de at 7 vezes.
Seja capaz de manter a liga fundida e com a fui-
dez necessria para o completo preenchimento das
reas mais fnas do molde de revestimento antes que
solidifque;
Permitir o resfriamento controlado da liga fun-
dida, evitando alteraes em sua microestrutura de-
vido ao aquecimento excessivo ou insufciente.
A temperatura fnal a ser atingida no bloco de
revestimento tem relao direta com a liga a ser fun-
dida. Normalmente h uma diferena em torno de
400C entre a temperatura usada para fundir a liga
metlica e a temperatura a ser atingida no bloco de
revestimento. Por exemplo, se voc vai fundir uma
liga com zona de fuso prxima de 1200C, provavel-
mente utilizar uma temperatura fnal de aquecimento
do bloco prxima de 800C. Mas lembre-se que este
um dado de referncia. O ideal sempre utilizar
inicialmente os dados fornecidos pelo fabricante da
liga metlica para temperatura fnal do bloco e caso
necessrio, fazer as adequaes
A ocorrncia de trincas no bloco de revestimento
no momento do aquecimento pode chegar ao ponto
de compromet-lo ou at mesmo causar a fratura
total do mesmo durante esta etapa. Na maioria
das vezes esto relacionadas com procedimentos
errados que o profssional executa no momento em
que o revestimento est desenvolvendo sua reao
de presa. Dentre as causas mais comuns podem-se
citar:
Tempo de presa recomendado pelo fabricante
no foi seguido (o bloco foi manipulado antes do tem-
po ou aguardou-se tempo demais);
O bloco sofreu desidratao severa antes de ir
ao forno;
Lquido especial contaminado com cristais de
slica;
Uso de grandes volumes de resina acrlica sem
recobrimento do padro com cera.
Seguem algumas observaes abaixo que se apli-
cam para qualquer tcnica de aquecimento:
Ao colocar o bloco no interior do forno, coloque-
o sempre com a parte aberta (rea de entrada da
liga) voltada para a base do forno. interessante que
o bloco seja posicionado sobre uma grade ou algo
similar para possibilitar que a cera derretida escoa
livremente do interior do bloco para o forno, facilitan-
do assim a eliminao da mesma.
Uma vez colocado um bloco no interior do for-
no e atingida a temperatura em que cera comea a
derreter, evite abrir a porta durante os prximos 10
minutos. No interior do forno haver gases decorren-
tes da queima da cera que s no se incendeiam
devido escassez de oxignio. Contudo, caso voc
abra a porta do forno neste momento, estes gases
se misturaro com o oxignio vindo do ambiente, que
somados s altas temperaturas geram fogo. Assim
h risco de combusto da cera e queimaduras. Caso
queira inserir mais de um bloco no forno, faa em
um prazo mximo de 30 segundos aps insero do
primeiro.
Evite colocar os blocos muito prximos das pare-
des laterais do forno, pois como as resistncias esto
normalmente ali localizadas, o bloco ter um lado ou
rea aquecida com temperatura diferente das outras.
A regio com temperatura mais homognea o cen-
tro do forno.
Voc notar que o bloco, aps eliminao da
cera, fcar com uma colorao escurecida, devido
s substncias que esto sendo liberadas do reves-
timento e da carbonizao da cera. Somente faa a
fundio quando esta caracterstica no estiver mais
presente.
REVESTIMENTOS PARA FUNDIO ODONTOLGICA
22
Para que o padro em cera seja corretamente
eliminado, deve-se garantir que o bloco permanea
um determinado perodo de tempo na temperatura
fnal. Isto assegura no s a eliminao da cera, mas
tambm dos gases gerados na combusto da cera,
ricos em carbono. A eliminao incompleta do pa-
dro de fundio devido ao uso de baixas temperatu-
ras e tempo insufciente de manuteno do bloco no
forno pode resultar em peas fundidas com bordas
brilhantes, arredondadas e dependendo da liga, com
colorao azulada (ver fguras 9A e 9B). Isto porque
os resduos da combusto da cera se combinam
com o oxignio e formar monxido de carbono, um
gs redutor (ou seja, evita a oxidao e por isso as
margens fcam brilhantes). A presena deste gs im-
pede que a liga fundida chegue at a regio do molde
referente ao trmino e outras reas, e assim as mar-
gens fcam arredondadas. como se voc tampasse
a ponta de uma seringa descartvel e tentasse em-
purrar o mbolo. A presena de ar no interior impede
que o mbolo toque no fnal de seu percurso.
Como ocorre a
eliminao da
cera e/ou resina
acrlica?
FIGURAS 9A e B: Notam-
se nas imagens falhas de
fundio causadas pelo
aprisionamento de gs no
interior do bloco de reves-
timento. Observe tanto
na imagem 9A (fundio
em Ni-Cr) quanto na 9B
(fundio de titnio) as
bordas arredondadas e a
colorao das mesmas
FIGURAS 10A e 10B: A) Bloco de revestimento em corte, com cera
eliminada de modo incompleto. Estes resduos, em contato com o
metal fundido, geram gases e falhas de fundio. B) Nesta imagem
v-se um bloco em corte com completa eliminao da cera.
Quando se usa a tcnica de aquecimento rpido,
a umidade natural do bloco recm-manipulado se
transforma em vapor devido ao rpido aquecimento
criando uma presso sobre o padro em cera. Isto
minimiza a contaminao do revestimento por cera
derretida (diminuindo o tempo de permanncia f-
nal) e facilita a remoo da cera do interior do bloco
de revestimento. Vejas nas fguras abaixo (10A e B)
como o tempo e/ou temperaturas inadequadas po-
dem contaminar o bloco de revestimento.
9A
10A
9B
10B
23
FIGURA 11: Bloco de revestimento que permaneceu
tempo excessivo na temperatura nal de aquecimento.
Nota-se a superfcie rugosa na parte externa mas que
tambm ocorre na parte interna, gerando peas fundi-
das com superfcie irregular e de m qualidade.
Uma dvida frequente refere-se a at quanto tem-
po deve-se deixar o bloco na temperatura fnal antes
de fundir, use uma dica simples: Multiplique quan-
tos gramas de revestimento usou por 0,4 e saber
aproximadamente quanto tempo. Faa uma tabela
para facilitar depois quando fzer novas incluses. Por
exemplo, um bloco que foi feito com 90 gramas de
revestimento dever fcar na temperatura fnal por 36
minutos (90x0,4=36). Para cada bloco adicional que
colocar no forno (de mesmo tamanho) acrescente 10
minutos. Assim, se no exemplo anterior fossem dois
blocos de 90 gramas, seriam deixados 46 minutos na
temperatura fnal.
E se o bloco permanecer na temperatura fnal mais
tempo do que o recomendado? Podemos neste caso
ter um processo de deteriorao do revestimento
(fgura 11) em tempos de manuteno prolongados
na temperatura fnal, que normalmente no baixa.
Com isso, comum que as peas fundidas apresen-
tem superfcie extremamente rugosa. Recomenda-
se 1 hora como tempo mximo de manuteno na
temperatura fnal.
REVESTIMENTOS PARA FUNDIO ODONTOLGICA
24
Muitas so as dvidas com relao ao equipa-
mento usado na fundio, como tipo de maaricos,
diferenas entre centrfugas e outros tipos de equipa-
mentos. Posso lhes garantir que o equipamento mais
tecnolgico e moderno no garante resultado algum
caso a pessoa que o opera no tenha conhecimento.
O tipo de maarico a ser utilizado e a mistura que
o alimenta tm relao direta com o tipo de metal a
ser fundido. Isto porque cada mistura (Ex.: Ar com-
primido + gs de cozinha) pode gerar uma tempera-
tura diferente.
Nunca use em um maarico o ar comprimido vin-
do diretamente do compressor. Este ar sai do com-
pressor contaminado com leo, umidade e outras
substncias. Assim, instale um sistema que fltre no
mnimo o leo, gua e partculas slidas que possam
vir do compressor. O ar contaminado pode contami-
nar a liga metlica e ainda causar mau funcionamen-
to do maarico, como nos casos em que a chama
fca alterando repentinamente sua intensidade ou at
mesmo apagando de modo repentino, sinal claro de
contaminao do ar.
Dentre os combustveis que podem ser usados
nos maaricos para use em fundio odontolgica,
o gs liquefeito de petrleo (GLP) ou mais conhecido
como gs de cozinha a melhor opo por fornecer
a temperatura e energia que precisamos e ser de fcil
aquisio. Outros gases como propano e acetileno
no so indicados, pois contm cerca de 4 a 8 vezes
mais hidrocarbonetos (substncias que aps com-
busto liberam calor) do que o gs de cozinha, o que
faz com que temperaturas extremamente altas sejam
obtidas, com grande risco de queimar elementos
constituintes da liga e alter-la.
Importante aqui diferenciarmos temperatura de
energia ou caloria fornecida. Imagine que voc tenha
uma panela bem grande cheia de gua no fogo de
sua casa. Todas as chamas do fogo produzem a
mesma temperatura, pois usam o mesmo com-
bustvel (gs de cozinha) e comburente (ar ambiente).
Mas ser que todas gastam o mesmo tempo para
aquecer esta panela cheia de gua? No, pois nas
chamas maiores a quantidade de energia fornecida
para aquecer a gua maior. Aqui entendemos bem
METAIS, LIGAS E FUNDIO
O equipamento
de fundio:
O maarico:
que nem sempre tamanho da chama ou tamanho
do bico do maarico infuenciam a temperatura, mas
principalmente a quantidade de caloria fornecida
liga. Quem j tentou por curiosidade fundir liga de
nquel-cromo com maarico de baixa fuso sabe
bem o que estamos comentando.
No caso do gs de cozinha, o que modifca a
temperatura e energia fnal fornecida liga o tipo
de comburente, que pode ser o ar comprimido ou
oxignio. Para o bom funcionamento do maarico
imprescindvel que sejam instalados reguladores de
presso. Ainda, no caso de uso de ar comprimido, o
j citado uso de fltros (gua, leo e partculas slidas)
obrigatrio.
Saber a parte correta da chama que deve ser
posicionada sobre a liga com a fnalidade de fundi-la
pode ser o diferencial entre o sucesso e o fracasso
neste processo. O tipo de maarico, principalmente
com relao ponta do mesmo (rea de sada dos
gases), pode formar chamas com caractersticas
distintas. Muitas vezes erra-se na fundio por usar
maaricos com pontas danifcadas por quedas, que
geram chamas irregulares devido inadequada mis-
tura e sada dos gases.
Basicamente, a chama de um maarico possui
trs reas principais (fgura 12), descritas abaixo:
rea da chama de cor azul-escuro, prxima
ao bico do maarico: zona oxidante, que nunca deve
ser posicionada sobre a liga, pois causa oxidao da
mesma e grande perda de propriedades de escoa-
mento e mecnicas.
rea da chama de cor azul-claro, aps
a zona de oxidao: regio na qual ocorre a com-
busto de maneira mais satisfatria, possuindo maior
temperatura, sendo ligeiramente redutora (ou seja,
minimiza o risco de oxidao da liga). E a rea de uso
preferencial em fundio.
rea fnal da chama, de cor violeta: zona em
que o oxignio do ambiente em torno da chama
absorvido, tornando-a altamente oxidante e de baixa
temperatura se comparada zona preferencial.
C B A
FIGURA 12: Chama de um maarico utilizando
oxignio e gs de cozinha (GLP), com as diferentes
reas: A) chama de cor azul-escuro, inadequada
B) chama de cor azul-claro, ideal para fundio C)
chama de cor levemente violeta, inadequada.
25
FIGURA 13: Chama inadequada, com excesso de gs de cozinha na
mistura.
FIGURA 14: Chama inadequada, com excesso de oxignio na mistura.
FIGURA 15: Nota-se no bloco 15A a colorao escura e superfcie ir-
regular, mostrando que a liga foi superaquecida ou queimada. J no
bloco 15B v-se a superfcie regular com colorao mais clara, tpico
de uma fundio de Ni-Cr feita corretamente.
Um erro muito comum no uso do maarico a
regulagem inadequada da quantidade de gases
que iro gerar a chama. No caso de maaricos com
oxignio e gs de cozinha, o excesso de gs de co-
zinha na mistura gera uma chama amarelada, devido
combusto incompleta do gs. Os resduos forma-
dos incorporam liga fundida, alterando suas pro-
priedades mecnicas e podendo causar bolhas em
prteses metalocermicas (fgura 13).
O uso do maarico com chama de temperatura
acima da ideal ou por tempo acima do necessrio
para fundir os lingotes causa a queima da liga, como
normalmente chamado este erro. Queimar a liga
envolve fornecer mais energia do que necessrio,
podendo fazer com que alguns elementos da liga se-
jam perdidos, o que pode alterar vrias propriedades
da mesma. Na fgura 15 pode-se notar a diferena na
regio do boto de fundio em dois blocos que
foram fundidos com chamas diferentes.
J o excesso de oxignio tambm pode prejudicar
a liga fundida por gerar temperaturas excessivas e
uma chama altamente oxidante (fgura 14).
15A
15B
26
Estando a liga metlica fundida, necessrio que
seja aplicada fora sobre a mesma para que seja
forada a entrar no bloco de revestimento e ainda
permanecer sob ao desta fora enquanto copia os
detalhes deixados pelo padro em cera para ento
solidifcar-se. Para tal funo, temos variadas m-
quinas de fundio que aplicam foras de modo dife-
rente: por fora centrfuga, por presso, por vcuo ou
at mesmo uma combinao destes mtodos. Devi-
damente operadas, qualquer uma destas mquinas
pode trazer resultados satisfatrios.
frequente surgir dvida sobre quantas voltas de-
vem ser dadas na mola da centrfuga ou qual velo-
cidade usar nas centrfugas eltricas. Como saber?
Imagine-se com uma bola feita de algodo em uma
das mos e uma bola do mesmo tamanho s que
feita de chumbo na outra. Para jog-las para a frente
voc precisar da mesma fora e velocidade? Ob-
viamente no. Isto se aplica tambm s centrifugas.
Quanto menor a densidade da liga metlica que voc
estiver fundindo, mais precisar de velocidade para
conseguir impulsion-la, como ocorre com as ligas
de titnio e ligas com alto contedo de paldio. Caso
seja usada velocidade menor que a adequada, pode
ser que a liga no consiga preencher totalmente as
reas mais detalhadas do bloco de revestimento.
Para ligas com alta densidade, como aquelas
base de ouro, se forem usadas velocidades muito
altas, podemos impulsionar esta liga com veloci-
dade tal que a mesma poder colidir com as partes
mais delicadas do interior do bloco de revestimen-
to e fratur-las. Ainda, podem ocorrer fraturas nas
paredes internas do bloco de revestimento, gerando
formao de rebarbas de metal na fundio. Como
referncia inicial e sugesto, normalmente estas ligas
necessitam de metade das voltas que voc normal-
mente usa para fundir ligas no nobres como as de
nquel-cromo.
Para centrfugas acionadas por molas, quando
estiver fundindo ligas de baixa densidade e/ou em
quantidade pequenas, ser necessrio aumentar a
quantidade de voltas para garantir velocidade e fora
adequadas para que a liga preencha o bloco de re-
vestimento.
Como curiosidade, saiba que na maioria dos ca-
sos, antes da centrfuga completar metade da primei-
ra volta aps acionada, a liga fundida j preencheu
o bloco de revestimento. Por que ento deixar que
a mesma continue com seu movimento? Isto deve
ser feito para que a fora seja mantida at que a liga
passe do estado lquido (fundida) para o estado s-
lido novamente.
Com relao aos cadinhos para fundio, reco-
menda-se especial ateno aos utilizados com ligas
de zona de fuso mais altas, como as ligas de nquel-
cromo. Para estas, o uso de cadinhos cermicos
H necessidade de estabelecer uma posio cor-
reta do bloco na mquina antes fazer a fundio?
Vejamos um exemplo prtico: imagine-se dirigindo
um carro em alta velocidade em uma reta. Logo
frente voc ter uma curva bem acentuada para pas-
sar. Voc pode escolher qualquer ponto de entrada
nesta curva? Claro que no porque saberia qual o
resultado. Isto porque haver infuncia sobre as for-
as que sero aplicadas no carro. No processo de
fundio em mquinas centrfugas ocorre algo simi-
lar. A fora gerada na curva do carro e a fora gerada
no acionamento da mquina de fundio centrfuga
so similares. Assim, existem reas do bloco de re-
vestimento, dependendo da posio, que recebem
maior aplicao de foras. Se a nossa inteno fa-
cilitar a entrada de liga metlica fundida, podemos
colocar o bloco e a rea que contem o molde de
revestimento voltado para onde so geradas foras
que iro favorecer a injeo da liga fundida, rea esta
denominada zona preferencial.
O fuxo de metal fundido em uma mquina cen-
trfuga, quando injetado para o interior de um bloco,
ocorre sempre em direo oposta do movimento do
brao da mquina e sempre para a zona resultante
das foras. Imagine a situao que foi citada acima
do carro em uma curva e com maior velocidade... j
notou como as pessoas so empurradas e fora-
das para um determinado lado do carro? A liga fun-
dida, ao entrar no bloco durante o giro da centrfuga,
sempre forada para o lado externo do bloco.
Assim, imagine sempre que a liga ter preferncia
por se deslocar em direo a uma parte do bloco,
chamada de zona preferencial. Quando se montam
padres ao longo de toda a circunferncia do anel de
silicone, estamos sempre aumentando a chance de
erro em uma parte das montagens, pois colocamos
os padres em reas de difcil preenchimento pela
liga. Veja que usei a expresso aumentando a
chance de erro, pois j fz montagens deste tipo
que no apresentaram erros visveis. Mas imagine
que seu dia de azar coincida com a montagem errada
de um padro para uma prtese metalocermica de
8 elementos? Bem desagradvel, no?
obrigatrio, pois outros tipos de cadinho podem no
resistir s altas temperaturas e ocorrer desde a de-
gradao do cadinho com contaminao da liga at
mesmo acidentes envolvendo fraturas do cadinho.
No se recomenda a colocao do cadinho com a
liga no interior do forno junto com os blocos porque
este procedimento pode causar oxidao na parte
externa dos lingotes, no exibindo funo prtica al-
guma.
METAIS, LIGAS E FUNDIO
A mquina de
fundio:
Posio do bloco
na mquina de
fundio:
27
Para determinar a quantidade de liga metlica
a ser utilizada, deve-se ter o peso do padro em
cera, juntamente com os condutos de alimentao
(sprues). A partir da basta multiplicar este peso (em
gramas) pela densidade da liga metlica (ou tam-
O correto aquecimento dos lingotes na fundio
parte fundamental do processo. Como no temos
nas mquinas de fundio (centrfugas) como saber a
que temperatura est a liga, controlamos o momento
de liberar a mquina pela aparncia dos lingotes.
Nas ligas nobres com alto contedo de ouro, nor-
malmente forma-se uma gota de liga fundida no cen-
tro do cadinho, com cor laranja. Ao bater levemente
com a pina porta-bloco (tenaz) no cadinho notamos
que esta gota move-se com facilidade de um lado a
outro. Este o momento de acionar o movimento da
mquina.
J nas ligas no nobres, normalmente quando se
est prximo da temperatura correta de acionar a
mquina de fundio (fguras 16A e 16B), os lingotes
que antes estavam com colorao laranja bem forte,
tendendo ao branco, comeam a perder sua forma
original (desmoronam) e a superfcie oxidada ex-
terna apresenta pequenas trincas brilhantes.
Metais e ligas
metlicas:
bm peso especfco, geralmente fornecido na bula)
e chega-se a uma quantidade de liga que permitir o
preenchimento do bloco de revestimento e a mnima
sobra necessria nos condutos e boto de fundio:
FIGURA 16 A e B: A) Na imagem da esquerda v-se um lingote de Ni-Cr em um momento intermedirio do aquecimento para a fundio do
mesmo. Note que o lingote encontra-se j com a colorao tpica, porm ainda mantm sua forma. B) J na imagem da direita vemos o exato
momento em que a mquina de fundio pode ser acionada. O lingote perde sua forma (desmorona) e adquire uma colorao laranja bem
intensa. Por isso utilizam-se culos prprios para esta situao.
16A 16B
28
O aquecimento das ligas metlicas acima da tem-
peratura recomendada traz prejuzos considerveis
ao resultado fnal. Geralmente as ligas superaque-
cidas aderem frmemente ao revestimento, apre-
sentando colorao esverdeada (no caso de ligas de
Ni-Cr). Esta camada de reao formada no contato
com o revestimento de difcil remoo (fguras 17A
e 17B), necessitando de usinagem severa e podendo
comprometer a adaptao da pea, bem como tra-
zer atraso na confeco. extremamente prejudicial
para estruturas que recebero a cermica, pois po-
dem comprometer a aplicao.
J em alguns tipos de revestimento, como o
Nanovest M, caractersticas do p e da composio
qumica fazem com que a reao entre revestimento
e liga fundida seja mnima. Obviamente consideramos
aqui uma situao em que a fundio da liga foi feita
corretamente. Nas fguras abaixo (18A e 18B) podem
ser visualizadas peas fundidas em que foram utiliza-
dos o Nanovest M e liga de nquel-cromo.
Lembre-se ainda que ligas no nobres exibem
capacidade de escoamento limitada se comparadas
com ligas nobres. Assim, a confeco de padres
com espessura menor ou igual a 3mm aumenta mui-
to a chance da liga no conseguir copiar todos os
detalhes desta regio
METAIS, LIGAS E FUNDIO
FIGURAS 17 A e B: Pode-se notar nestas duas imagens o revestimento
extremamente aderido na superfcie da liga fundida. Alguns revesti-
mentos, mesmo utilizados corretamente, apresentam esta decincia,
que diculta sobremaneira os processos de usinagem e acabamento.
FIGURA 18: Note na imagem acima a ausncia de revestimento ade-
rido s superfcies da liga fundida. Nestas, foram feitas as desincluses
somente com martelete pneumtico, sem uso de jateamento. Na ima-
gem 18A, veja que o revestimento no apresenta a colorao escura
tpica de reao. J na imagem 18B, veja como bordas nas e agudas
foram copiadas com preciso. H uma salincia metlica na super-
fcie de um dos copings que foi colocada somente para diferenciar os
dois padres em cera.
17A
18A
17B
18B
29
A padronizao das vrias etapas envolvidas no processo de fundio (e em outros
processos tambm...) permite ao profssional detectar com maior facilidade e corrigir
erros que podem ocasionalmente ocorrer. Assim, lembre-se que a soma dos peque-
nos detalhes, dos pequenos erros muitas vezes imperceptveis de forma isolada, pode
trazer servios de m qualidade. Hoje j no h mais tempo para permanecer anos e
anos errando em funo da evoluo rpida, concorrncia e exigncia do mercado de
Prtese Laboratorial em Odontologia.
Permanece e por muitos anos permanecer a Arte da prtese dental vinculada s
mos habilidosas de um ser humano. Mas o TPD que hoje se limita a contar somente
com a arte ver que a cincia faz falta quando se tenta diminuir a chance de erro e ser
mais efcaz.
Todas as informaes deste informativo refetem anos de rduo trabalho de vrias
pessoas que no se limitaram a contar com a sorte ao fazer fundies. Pessoas estas
que gastaram seu tempo dedicando-se prtica diria e s pesquisas. Que desenvol-
veram produtos em empresas visando o acesso a materiais de qualidade pelo mercado
nacional, superando difculdades e limites. E o sucesso meta clara quando se con-
juga materiais de qualidade, conhecimento, dedicao e arte. Meu trabalho resumiu-se
a reunir estas dispersas informaes e inserir alguns grandes aprendizados ocorridos
no caminho. Espera-se que a aplicao dos conhecimentos aqui reunidos possa lhe
auxiliar a ter previsibilidade nos trabalhos que envolvam fundio.
Espero que em breve as informaes aqui contidas faam parte do seu dia a dia
de uma forma simples, mas ao mesmo tempo ntima da boa prtica e do trabalho feito
com segurana. Obrigado por dedicar-se a compartilhar seu tempo com a leitura deste
informativo.
CONSIDERAES FINAIS
30
MORITA, D. e LEITE, MP. Captulo 10: Copings metlicos: revelando os segredos da
metalurgia. In APDESP. Atualizao em Prtese dentria: procedimentos clnico e labo-
ratorial. Editora Altana, p115-126, 2007.
ADA Council on Dental Materials and Devices. Number 4: Revised American national
standard for dental inlay casting wax. 1974
GHANBARZADEH, J.; SABOONI, MR.; ROSHAN-NEJAD, R. The effect of storage con-
ditions on dimensional changes of acrylic post-core patterns. J Dent, v.4, n.1, p.27-31,
2007.
HARMS, EJ. e HARMS, ER. Waxing: perfecting the dip technique. Journal of Dental
Technology, p.30-32, July/August 2003
HARMS, EJ. e HARMS, ER. Investing for a precision ft. Journal of Dental Technology,
p.30-32, July/August 2003
HARMS, EJ. e HARMS, ER. Casting techniques to assure the integrity of all alloys. Jour-
nal of Dental Technology, p.28-31, October 2003
MARZOUK, MA.; KERBY, J. The exothermic casting procedure: a comparative study of
four thermal treatments. Chicago: Quintessence Yearbook 1968, p.177-85
MOJON P. et al. Polymerization shrinkage of index and pattern acrylic resins. J Prosthet
Dent, v.64, n.6, p.684-688, Dec 1990.
INGRAHAMS, R. An Atlas of cast gold procedures 1964
RHOADS, JE.; RUDD, KD.; MORROW, RM. Dental laboratory procedures: fxed partial
dentures. 2ed., editora CV Mosby, 1986
MARTIGNONI, M.; SCHNENBERGER, A. - Precision fxed prosthodontics clinical and
laboratory aspects. Chicago: Quintessence, 1990, 580p.
FUSAYAMA, T. Factors and technique of precision casting part I, Journal of Prosthetic
Dentistry, v.9, n.3, p 468-485, May 1959.
FUSAYAMA, T. Factors and technique of precision casting part II, Journal of Prosthetic
Dentistry, v.9, n.3, p 486-497, May 1959.
REFERNCIAS
BIBLIOGRFICAS
De acordo com a ABNT NBR 6023 (2002)
Angelus Indstria de
Produtos Odontolgicos S/A.
Rua Waldir Landgraf, 101. 86031.218
Londrina, PR, Brasil
Telefone +55 43 2101.3200
Fax +55 43 2101.3201
www.angelus.ind.br
SAC
0800 727 3201
sac@angelus.ind.br
LINHA PRTESE LABORATORIAL ANGELUS
ACESSE NOSSO SITE E CONHEA A LINHA
COMPLETA DE PRODUTOS PARA PRTESE
LABORATORIAL.
c i n c i a e t e c n o l o g i a
S-ar putea să vă placă și
- Livro FundiçãoDocument52 paginiLivro FundiçãoRomero Lopes50% (2)
- FundiçãoDocument20 paginiFundiçãoeliseuhenrique100% (1)
- Livro FundiçãoDocument123 paginiLivro FundiçãoEric Campos100% (2)
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LDe la EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LÎncă nu există evaluări
- Metalurgia básica para ourives e designers: Do metal à joiaDe la EverandMetalurgia básica para ourives e designers: Do metal à joiaÎncă nu există evaluări
- Fundicao IFRSDocument108 paginiFundicao IFRSAlcivone Colet100% (1)
- Bijuterias FOTOCORROSÃODocument52 paginiBijuterias FOTOCORROSÃOmantova10631Încă nu există evaluări
- SENAI Materiais Metalicos e Nao MetalicosDocument44 paginiSENAI Materiais Metalicos e Nao MetalicosLuminariaeluz86% (7)
- Processos de Fabricação 2019Document194 paginiProcessos de Fabricação 2019Matheus MoraesÎncă nu există evaluări
- Aula Fundição SENAI 1Document48 paginiAula Fundição SENAI 1thiago48100% (5)
- Tratamento Térmico Dos AçosDocument169 paginiTratamento Térmico Dos AçosBruneza100% (3)
- Diagrama Ferro CarbonoDocument74 paginiDiagrama Ferro CarbonoWanderley Fonseca100% (1)
- MM Soldagem V3Document215 paginiMM Soldagem V3Sérgio P. Cabral100% (1)
- Fundição em Areia Verde - Abordagem ExperimentalDocument60 paginiFundição em Areia Verde - Abordagem ExperimentalAndré Zardo Cruber100% (1)
- 0 Defeitos de FundicaoDocument84 pagini0 Defeitos de FundicaoFidel MatosÎncă nu există evaluări
- Canais de Enchimento PDFDocument59 paginiCanais de Enchimento PDFLucas CunhaÎncă nu există evaluări
- Manual Fotocorrosão2Document21 paginiManual Fotocorrosão2Marcos Buda100% (3)
- Tratamento Termico Telecurso 2000Document72 paginiTratamento Termico Telecurso 2000Justin Hernandez83% (6)
- Ferramentaria 2Document77 paginiFerramentaria 2Maurício S Lovate100% (2)
- Tratamento Termico PDFDocument70 paginiTratamento Termico PDFAlexandre Barcelos100% (1)
- Fundição 2017 + Areia Verde + OutrosDocument132 paginiFundição 2017 + Areia Verde + OutrosAdonias de Oliveira100% (2)
- Apostila de Processos de UsinagemDocument192 paginiApostila de Processos de Usinagemmachsilva100% (2)
- CERA PERDIDA - Rev.01Document15 paginiCERA PERDIDA - Rev.01Bruno AugustoÎncă nu există evaluări
- Apostila FerramentariaDocument124 paginiApostila FerramentariaEduardo Lucas Pinto100% (3)
- ENSAIOS MECANICOS Preliminar PDFDocument177 paginiENSAIOS MECANICOS Preliminar PDFGabriel SantosÎncă nu există evaluări
- Tratamento Térmico Dos AçosDocument7 paginiTratamento Térmico Dos AçosDominique100% (1)
- Propriedade Dos AçosDocument5 paginiPropriedade Dos AçosDouglas Gomes100% (3)
- 9 - Introdução À MetalurgiaDocument44 pagini9 - Introdução À Metalurgiavidaseca100% (1)
- Tratamento TermicoDocument42 paginiTratamento TermicoRafael BelinattiÎncă nu există evaluări
- Pedras Preciosas e JoalheriaDocument60 paginiPedras Preciosas e JoalheriaDaniel Reis NandovaÎncă nu există evaluări
- Soldagem Eletrodo RevestidoDocument66 paginiSoldagem Eletrodo Revestidowellington848100% (6)
- O Que Não Te Contaram Sobre Um Laboratório De PróteseDe la EverandO Que Não Te Contaram Sobre Um Laboratório De PróteseÎncă nu există evaluări
- Introdução Ao Materiais e Processos para Designers - Antonio Magalhães LimaDocument237 paginiIntrodução Ao Materiais e Processos para Designers - Antonio Magalhães LimaBruno Carlos Alves PinheiroÎncă nu există evaluări
- Universidade Federal de Santa Catarina Departamento de Engenharia Mecânica Graduação em Engenharia de Materiais Industrial Rex LtdaDocument36 paginiUniversidade Federal de Santa Catarina Departamento de Engenharia Mecânica Graduação em Engenharia de Materiais Industrial Rex LtdaFrancisco SousalimaÎncă nu există evaluări
- Dispositivo de Fabricação de Fivela para Amarração de FardosDocument20 paginiDispositivo de Fabricação de Fivela para Amarração de FardosEtec Rubens de FariaÎncă nu există evaluări
- Centro Paula Souza Faculdade de Tecnologia de Taquaritinga Curso Superior de Tecnologia em ProduçãoDocument92 paginiCentro Paula Souza Faculdade de Tecnologia de Taquaritinga Curso Superior de Tecnologia em ProduçãoLucas Eduardo OliveiraÎncă nu există evaluări
- 2015 Eder Sont HomeDocument62 pagini2015 Eder Sont HomeJailson RamosÎncă nu există evaluări
- Ergonomia industrial: trabalho e transferência de tecnologiaDe la EverandErgonomia industrial: trabalho e transferência de tecnologiaEvaluare: 4 din 5 stele4/5 (3)
- TCC PedroSodré CORRIGIDODocument127 paginiTCC PedroSodré CORRIGIDOLucia EvangelistaÎncă nu există evaluări
- Fundição e Processos SiderúrgicosDocument158 paginiFundição e Processos SiderúrgicosThiago Laurindo 2Încă nu există evaluări
- TCC1 SumarioDocument41 paginiTCC1 SumarioJúlio RabiÎncă nu există evaluări
- Universidade Porto: Decision Support System in The Design, Production and Quality Control of Glass ContainersDocument339 paginiUniversidade Porto: Decision Support System in The Design, Production and Quality Control of Glass ContainersDeepak PathaniaÎncă nu există evaluări
- Monografia Padrão Fatec 2014Document40 paginiMonografia Padrão Fatec 2014Tiago LibanoroÎncă nu există evaluări
- TCC - II - Fernando Lemos-Final - RevisãoDocument74 paginiTCC - II - Fernando Lemos-Final - RevisãoarThorÎncă nu există evaluări
- Sobre revestimentos em elementos cerâmicosDe la EverandSobre revestimentos em elementos cerâmicosÎncă nu există evaluări
- Balanço de Energia FornoDocument130 paginiBalanço de Energia FornoEveline BuenoÎncă nu există evaluări
- Aula de ProvisóriosDocument5 paginiAula de ProvisóriosBárbara DiasÎncă nu există evaluări
- Introdução Ao Materiais e Processos para Designers - Antonio Magalhães Lima - Compartilhandodesign - WordpressDocument237 paginiIntrodução Ao Materiais e Processos para Designers - Antonio Magalhães Lima - Compartilhandodesign - WordpressBella Alencar100% (17)
- Trat - Min.prat - Laboratoriais (Joao, Silvia e P.braga)Document573 paginiTrat - Min.prat - Laboratoriais (Joao, Silvia e P.braga)Daniel JunioÎncă nu există evaluări
- TCC - Jobe Lucas Machado RamosDocument61 paginiTCC - Jobe Lucas Machado RamosCleber GomesÎncă nu există evaluări
- Proposta para Elaboração de Uma Metodologia para Análise de Ocorrências de Campo Na Área IndustrialDocument58 paginiProposta para Elaboração de Uma Metodologia para Análise de Ocorrências de Campo Na Área IndustrialClaudemir R. SilvaÎncă nu există evaluări
- Fundamentos dos processos de retificação centerlessDe la EverandFundamentos dos processos de retificação centerlessÎncă nu există evaluări
- Relatório de Estágio Curricular - Curso Técnico em Segurança No TrabalhoDocument46 paginiRelatório de Estágio Curricular - Curso Técnico em Segurança No Trabalhojas_junior985788% (41)
- O uso dos métodos quantitativos no custeio variável: aplicação em uma fábrica de rações: regressão linear – ARIMA – análise CVLDe la EverandO uso dos métodos quantitativos no custeio variável: aplicação em uma fábrica de rações: regressão linear – ARIMA – análise CVLÎncă nu există evaluări
- A gestão da qualidade em perspectiva territorial: um estudo com empresas certificadas ISO 9001, fornecedoras da Petrobras na cidade de Mossoró-RNDe la EverandA gestão da qualidade em perspectiva territorial: um estudo com empresas certificadas ISO 9001, fornecedoras da Petrobras na cidade de Mossoró-RNÎncă nu există evaluări
- Manufatura Mecânica - Usinagem e Conformação PDFDocument267 paginiManufatura Mecânica - Usinagem e Conformação PDFLuisfãnyo StyflerÎncă nu există evaluări
- TCC Adequação de LayoutDocument67 paginiTCC Adequação de LayoutJeferson Luis MolinariÎncă nu există evaluări
- Como Fazer Seu Laboratório Ter Mais LucroDe la EverandComo Fazer Seu Laboratório Ter Mais LucroÎncă nu există evaluări
- Aula 06.11.1 A 6.11.6 - Copiar e Colar DadosDocument2 paginiAula 06.11.1 A 6.11.6 - Copiar e Colar DadoszekynhaÎncă nu există evaluări
- Aula 06.10.1 A 6.10.3 - Trabalhando Com NomesDocument2 paginiAula 06.10.1 A 6.10.3 - Trabalhando Com NomeszekynhaÎncă nu există evaluări
- Aula 06.1 A 06.9 - Formatação de CélulasDocument6 paginiAula 06.1 A 06.9 - Formatação de CélulaszekynhaÎncă nu există evaluări
- Noções Básicas de Primeiros SocorrosDocument18 paginiNoções Básicas de Primeiros SocorroszekynhaÎncă nu există evaluări
- Glicolise 1Document14 paginiGlicolise 1zekynhaÎncă nu există evaluări
- Colesterol e Lipoproteinas FigurasDocument14 paginiColesterol e Lipoproteinas FiguraszekynhaÎncă nu există evaluări
- Regras de Futebol 2012-Internet-OkDocument150 paginiRegras de Futebol 2012-Internet-OkColares Valda MariaÎncă nu există evaluări
- FISPQ - Biftalato de PotassioDocument4 paginiFISPQ - Biftalato de Potassioboladopelado001Încă nu există evaluări
- Zinco e Suas LigasDocument8 paginiZinco e Suas LigasIvan Tuma100% (1)
- Exercicios Quimica Estrutura Atomica GabaritoDocument12 paginiExercicios Quimica Estrutura Atomica GabaritoLeonardo FreitasÎncă nu există evaluări
- Destilacao BinariaDocument47 paginiDestilacao BinariaJoãoPedroÎncă nu există evaluări
- A Química Dos Alimentos FuncionaisDocument9 paginiA Química Dos Alimentos FuncionaisGuilherme Sabadin PivaÎncă nu există evaluări
- Exercicios de Conveccao PDFDocument22 paginiExercicios de Conveccao PDFSeonglai Wu100% (2)
- Projeto Instalacoes IndustriaisABNT NBR 15358Document23 paginiProjeto Instalacoes IndustriaisABNT NBR 15358kirlaniano@gmail.com78% (9)
- FISPQ - Aerosil 200Document6 paginiFISPQ - Aerosil 200Jana RodriguesÎncă nu există evaluări
- PEROXISSOMOSDocument4 paginiPEROXISSOMOSCíntia FariaÎncă nu există evaluări
- Propriedade Volumétrica de Gases IdeaisDocument17 paginiPropriedade Volumétrica de Gases IdeaisGabrielÎncă nu există evaluări
- CFMM 0032 PDFDocument64 paginiCFMM 0032 PDFFabiano OliveiraÎncă nu există evaluări
- Treinamento Brigada de IncendioDocument84 paginiTreinamento Brigada de IncendioThiago OliveiraÎncă nu există evaluări
- Conceitos Básicos de QuímicaDocument4 paginiConceitos Básicos de QuímicaGisele Caetano LautnerÎncă nu există evaluări
- BR BR: EspecificaçãoDocument11 paginiBR BR: EspecificaçãohenriqueÎncă nu există evaluări
- Ursa Trans Sae 40 010818Document2 paginiUrsa Trans Sae 40 010818Thiago MolverstetÎncă nu există evaluări
- Fertilização Do Feijão VerdeDocument22 paginiFertilização Do Feijão VerdeJoaquim Pedro100% (1)
- Lista 0 de QuímicaDocument2 paginiLista 0 de QuímicaMonike F GomesÎncă nu există evaluări
- Relatório Aula PráticaDocument5 paginiRelatório Aula PráticamarisilvadorigattiÎncă nu există evaluări
- Ipen Metodo de Monte CarloDocument119 paginiIpen Metodo de Monte CarloNatan MiklasÎncă nu există evaluări
- Proteômica Uma Introdução Aos Métodos e AplicaçõesDocument11 paginiProteômica Uma Introdução Aos Métodos e AplicaçõesMAGNUS7 BRÎncă nu există evaluări
- 1 - Chamado 20230705211461 - 211461 - Fispq-Texamatic-B-320603-Rev-030521-Pt - 333Document8 pagini1 - Chamado 20230705211461 - 211461 - Fispq-Texamatic-B-320603-Rev-030521-Pt - 333Natalia NogueiraÎncă nu există evaluări
- Aula 7 Microbiologia Ambiental Parte 2Document6 paginiAula 7 Microbiologia Ambiental Parte 2marcioramponiÎncă nu există evaluări
- 1 Destilação Por Arraste de VaporDocument2 pagini1 Destilação Por Arraste de Vapordeboraalvim100% (1)
- Sevá Filho, A. Alertas Sobre o Risco Técnico Coletivo Crescente Na Indústria PetrolíferaDocument29 paginiSevá Filho, A. Alertas Sobre o Risco Técnico Coletivo Crescente Na Indústria PetrolíferaSergio AvilaÎncă nu există evaluări
- Revestimento Bicamada para FachadasDocument6 paginiRevestimento Bicamada para FachadasFernanda GuimarãesÎncă nu există evaluări
- PH e pOH Exercicios ResolvidosDocument6 paginiPH e pOH Exercicios ResolvidosAndre Medeiros100% (7)
- FISPQ 3500 Esmalte Sintetico AmareloDocument12 paginiFISPQ 3500 Esmalte Sintetico AmareloCharles OliveiraÎncă nu există evaluări
- Solomons ResolvidoDocument142 paginiSolomons ResolvidoAmanda Ramos87% (15)
- Água e Sais Minerais PROENEMDocument8 paginiÁgua e Sais Minerais PROENEMThays BrandãoÎncă nu există evaluări