S-ar putea să vă placă și
- Hot Tap PipingDocument21 paginiHot Tap PipingRachel FloresÎncă nu există evaluări
- 250600DBQRD0008 - Exde00 - 22 - Procedure For Handling, Transport and Storage of Pipes From The Stock Pile To TrenchDocument22 pagini250600DBQRD0008 - Exde00 - 22 - Procedure For Handling, Transport and Storage of Pipes From The Stock Pile To TrenchAbdullah AbdullahÎncă nu există evaluări
- JSA For Cathodic Protection Installation For PipelineDocument15 paginiJSA For Cathodic Protection Installation For PipelineAmeerHamzaWarraichÎncă nu există evaluări
- MS For Pipe Demolation at MT-OffshoreDocument5 paginiMS For Pipe Demolation at MT-OffshoreahmadÎncă nu există evaluări
- Technical Brochure Gre Site Activities: 44 Years ExperienceDocument30 paginiTechnical Brochure Gre Site Activities: 44 Years ExperienceSebastian RajeshÎncă nu există evaluări
- Pipeline HydrotestDocument1 paginăPipeline HydrotestNsidibe EssienÎncă nu există evaluări
- Xyz Company: PurposeDocument3 paginiXyz Company: PurposeAnonymous 3eHGEDbxÎncă nu există evaluări
- Checklist Before Hydrotest HEAVY SLOPEDocument10 paginiChecklist Before Hydrotest HEAVY SLOPEcahyaÎncă nu există evaluări
- Building Strong: Rick Reese, P.EDocument16 paginiBuilding Strong: Rick Reese, P.EOsama GhannamÎncă nu există evaluări
- Petroleum Development Oman Construction/Commissioning Punch ListDocument5 paginiPetroleum Development Oman Construction/Commissioning Punch ListMuthu KumaranÎncă nu există evaluări
- SAIC-X-3003 Rev 3Document2 paginiSAIC-X-3003 Rev 3Imran khanÎncă nu există evaluări
- Psp-Koti-19 - Hot Tapping Procedure - Rev 0Document14 paginiPsp-Koti-19 - Hot Tapping Procedure - Rev 0cheehoong82Încă nu există evaluări
- Pipeline Repair Products: Repair Patch, Melt Stick, Epoxy Primer and Mastic FillerDocument2 paginiPipeline Repair Products: Repair Patch, Melt Stick, Epoxy Primer and Mastic FillerCherif GhalebÎncă nu există evaluări
- Method Statement Open TrenchDocument4 paginiMethod Statement Open TrenchShafiq MustapaÎncă nu există evaluări
- WMS JOB Procedure FOR PIPING WORKDocument9 paginiWMS JOB Procedure FOR PIPING WORKsatyamech1_395565923Încă nu există evaluări
- 1 SATIP-L-450-04 Cross Country Buried Pipeline-Rev 1Document4 pagini1 SATIP-L-450-04 Cross Country Buried Pipeline-Rev 1Bighneswar PatraÎncă nu există evaluări
- JHA For Concreting WorkDocument3 paginiJHA For Concreting WorkRavi thokalÎncă nu există evaluări
- EEMUA Publications Catalogue May 2016Document5 paginiEEMUA Publications Catalogue May 2016malkaniravinderÎncă nu există evaluări
- Method Statement For Static Equipment InstallationDocument20 paginiMethod Statement For Static Equipment Installationคุณพ่อน้อง บิ๊กบอสÎncă nu există evaluări
- NS1 Work Plan Procedure For Erection of Circulating Water Pump Rev.0 - Part 1 of 3Document53 paginiNS1 Work Plan Procedure For Erection of Circulating Water Pump Rev.0 - Part 1 of 3namdq-1Încă nu există evaluări
- Lifting Equipment at Work: A Brief GuideDocument8 paginiLifting Equipment at Work: A Brief GuideEka KurniawanÎncă nu există evaluări
- Pre-Commissioning & Commissioning Method Statement For Fire Hose Racks & Fire Hose ReelDocument2 paginiPre-Commissioning & Commissioning Method Statement For Fire Hose Racks & Fire Hose ReelDong VanraÎncă nu există evaluări
- Flange Weld Testers (FWT)Document1 paginăFlange Weld Testers (FWT)moonstar_dmeÎncă nu există evaluări
- Hvac Duct Work Installation Method StatementDocument3 paginiHvac Duct Work Installation Method StatementSamer Ali0% (1)
- Specification FOR Piping Fabrication and InstallationDocument27 paginiSpecification FOR Piping Fabrication and Installationgc_panchaÎncă nu există evaluări
- QATAR Pin Braze pdfr1Document14 paginiQATAR Pin Braze pdfr1Karunanithi NagarajanÎncă nu există evaluări
- Vip 3 Geo - Technical - Investigation - of - Soil - For - Building - ConstructionDocument15 paginiVip 3 Geo - Technical - Investigation - of - Soil - For - Building - ConstructionDagnachewTekluÎncă nu există evaluări
- TES Tank Foundation Method of StatementDocument10 paginiTES Tank Foundation Method of StatementAishah AliasÎncă nu există evaluări
- Method For Installation of NMFOC & OPGW at GOSP 10Document10 paginiMethod For Installation of NMFOC & OPGW at GOSP 10Subhash Chekka SEC 115KV ProjectÎncă nu există evaluări
- Hose Test Method StatementDocument6 paginiHose Test Method StatementRavi ValiyaÎncă nu există evaluări
- Lifting Plan V - 409 18ins Con ValDocument9 paginiLifting Plan V - 409 18ins Con ValAhmed Butt100% (1)
- 006-Sample Method Statement Structure New WorksDocument4 pagini006-Sample Method Statement Structure New WorksS.C.Satish ChanderÎncă nu există evaluări
- 1 - Underground Piping InstallationDocument6 pagini1 - Underground Piping InstallationYusufÎncă nu există evaluări
- 62-P-90Rev A Method Statement For Oxygen Line FabricationDocument13 pagini62-P-90Rev A Method Statement For Oxygen Line FabricationAsadAliAliÎncă nu există evaluări
- Method Statement Striking FormworkDocument3 paginiMethod Statement Striking FormworkSurya HeriwijayaÎncă nu există evaluări
- Pipe Line ConstructionDocument63 paginiPipe Line ConstructionARJUN100% (1)
- Lifting Plan No:-Project IWWTP at Banyan Project: Mobile CraneDocument7 paginiLifting Plan No:-Project IWWTP at Banyan Project: Mobile CraneHtin Lin Aung100% (1)
- Method Statement-Excavation Sipchem JubailDocument8 paginiMethod Statement-Excavation Sipchem JubailzanemtÎncă nu există evaluări
- KR Parco Ps6 Ms 0001 M.S For ConcreteDocument11 paginiKR Parco Ps6 Ms 0001 M.S For ConcretebulzaeÎncă nu există evaluări
- Tasnee HDPE - LDPE Plant Project: Method Statement For Earthworks: Excavation and BackfillingDocument10 paginiTasnee HDPE - LDPE Plant Project: Method Statement For Earthworks: Excavation and BackfillingFarhanÎncă nu există evaluări
- P4586-CPC-WEC-PJ-MS-0004 Method Statement For Installation of HDPE Work Apron ABCDocument19 paginiP4586-CPC-WEC-PJ-MS-0004 Method Statement For Installation of HDPE Work Apron ABCLahiru IndrajithÎncă nu există evaluări
- Oil Pantriting ProcedureDocument5 paginiOil Pantriting ProcedureSERT-QA/QC- BUZÎncă nu există evaluări
- Curriculum Vitae: Page 1 of 6Document6 paginiCurriculum Vitae: Page 1 of 6Syed Ali HassanÎncă nu există evaluări
- Con DuctbankDocument25 paginiCon DuctbankLimuel EspirituÎncă nu există evaluări
- MS Electric Poles and Cables RemovalDocument3 paginiMS Electric Poles and Cables RemovalGadÎncă nu există evaluări
- SWP 05 - Installation of PipesDocument5 paginiSWP 05 - Installation of PipesGerald Wong NttÎncă nu există evaluări
- Method Statement For Cement Board Dry Wall PartitionsDocument10 paginiMethod Statement For Cement Board Dry Wall PartitionsComet GroupÎncă nu există evaluări
- SOP Pipe WeldingDocument1 paginăSOP Pipe WeldingAndre Mars100% (1)
- Rev-2 Method Statement For Building Construction Works Puma Energy Daulatpur ProjectDocument12 paginiRev-2 Method Statement For Building Construction Works Puma Energy Daulatpur ProjectM Waqas HabibÎncă nu există evaluări
- SWPP ListDocument18 paginiSWPP ListAnonymous hNpF6I0% (1)
- Installation Armstrong Ceiling SystemsDocument24 paginiInstallation Armstrong Ceiling Systemsmelgarcia829Încă nu există evaluări
- HSE-OCP-013. Cold CuttingDocument4 paginiHSE-OCP-013. Cold Cuttingibrahim0% (1)
- Safety Bullets PointsDocument1 paginăSafety Bullets PointsShaheen Andre ChikkuÎncă nu există evaluări
- Title: Halliburton Management System FO-GL-HAL-SCQ-703A-3 Area: Function/PSL: Owner: Approved By: Job Revision By: Rev NoDocument6 paginiTitle: Halliburton Management System FO-GL-HAL-SCQ-703A-3 Area: Function/PSL: Owner: Approved By: Job Revision By: Rev NoJuan G Cleves AÎncă nu există evaluări
- Adhesive-Bonded Joints Method Statement (TB-TS) : Field Services DepartmentDocument25 paginiAdhesive-Bonded Joints Method Statement (TB-TS) : Field Services DepartmentVenkadesh PeriathambiÎncă nu există evaluări
- Piping Above Ground Installation Work ProcedureDocument38 paginiPiping Above Ground Installation Work Proceduremanoj thakkar100% (1)
- Blasting Coating Procedure For Fabricated Steel StructureDocument8 paginiBlasting Coating Procedure For Fabricated Steel StructureSalman Alfarisi100% (1)
- Hse Manual: Hot TappingDocument12 paginiHse Manual: Hot TappingGary Drimie100% (1)
- Welding Procedure ManualDocument7 paginiWelding Procedure ManualcarlosÎncă nu există evaluări
- Business Procedure: Welding SafetyDocument10 paginiBusiness Procedure: Welding Safetylucky414Încă nu există evaluări
- Pipe BendsDocument23 paginiPipe BendsabhisheknharanghatÎncă nu există evaluări
- Apptitude 1-10Document45 paginiApptitude 1-10abhisheknharanghatÎncă nu există evaluări
- L4 NotesDocument7 paginiL4 NotesBehin SamÎncă nu există evaluări
- Bends (Elbows) (ASME B31.3-2012 Para. 304.2.1) : Design ConditionsDocument1 paginăBends (Elbows) (ASME B31.3-2012 Para. 304.2.1) : Design ConditionsabhisheknharanghatÎncă nu există evaluări
- Mm/dd/yy 5/4/1965 Enter Date of BirthDocument1 paginăMm/dd/yy 5/4/1965 Enter Date of BirthabhisheknharanghatÎncă nu există evaluări
- Binomial DistributionDocument11 paginiBinomial DistributionAnjalee PrabhaÎncă nu există evaluări
- 31 3Document3 pagini31 3abhisheknharanghatÎncă nu există evaluări
- Pipe FlotationDocument5 paginiPipe FlotationabhisheknharanghatÎncă nu există evaluări
- CAPROCO Corrosion CouponsDocument3 paginiCAPROCO Corrosion CouponsbtjajadiÎncă nu există evaluări
- DAB Submersible PumpsDocument24 paginiDAB Submersible PumpsMohamed MamdouhÎncă nu există evaluări
- Group 2 - BSCE1 3 - Formal Lab Report#6 - CET 0122.1 11 2Document5 paginiGroup 2 - BSCE1 3 - Formal Lab Report#6 - CET 0122.1 11 2John Eazer FranciscoÎncă nu există evaluări
- Business Logic Module 1Document5 paginiBusiness Logic Module 1Cassandra VenecarioÎncă nu există evaluări
- Disney - QMDocument14 paginiDisney - QMSyarifuddin Zulkifli0% (1)
- Identification of PolymersDocument11 paginiIdentification of PolymersßraiñlĕsšȜĭnšteĭñÎncă nu există evaluări
- Technical Test 03Document13 paginiTechnical Test 03KartikÎncă nu există evaluări
- Placa 9 - SHUTTLE A14RV08 - 71R-A14RV4-T840 - REV A0 10ABR2012Document39 paginiPlaca 9 - SHUTTLE A14RV08 - 71R-A14RV4-T840 - REV A0 10ABR2012Sergio GalliÎncă nu există evaluări
- Soil Liquefaction Analysis of Banasree Residential Area, Dhaka Using NovoliqDocument7 paginiSoil Liquefaction Analysis of Banasree Residential Area, Dhaka Using NovoliqPicasso DebnathÎncă nu există evaluări
- Tutorial: MSBA7003 Quantitative Analysis MethodsDocument29 paginiTutorial: MSBA7003 Quantitative Analysis MethodsAmanda WangÎncă nu există evaluări
- Warning: Shaded Answers Without Corresponding Solution Will Incur Deductive PointsDocument1 paginăWarning: Shaded Answers Without Corresponding Solution Will Incur Deductive PointsKhiara Claudine EspinosaÎncă nu există evaluări
- Kimura K.K. (KKK) : Can This Customer Be Saved? - Group D13Document6 paginiKimura K.K. (KKK) : Can This Customer Be Saved? - Group D13Mayuresh GaikarÎncă nu există evaluări
- Power - Factor - Correction - LegrandDocument24 paginiPower - Factor - Correction - LegrandrehanÎncă nu există evaluări
- Report Painter GR55Document17 paginiReport Painter GR55Islam EldeebÎncă nu există evaluări
- He Sas 23Document10 paginiHe Sas 23Hoorise NShineÎncă nu există evaluări
- Hawassa University Institute of Technology (Iot) : Electromechanical Engineering Program Entrepreneurship For EngineersDocument133 paginiHawassa University Institute of Technology (Iot) : Electromechanical Engineering Program Entrepreneurship For EngineersTinsae LireÎncă nu există evaluări
- FmatterDocument12 paginiFmatterNabilAlshawish0% (2)
- An Overview and Framework For PD Backtesting and BenchmarkingDocument16 paginiAn Overview and Framework For PD Backtesting and BenchmarkingCISSE SerigneÎncă nu există evaluări
- ECON 401/601, Microeconomic Theory 3/micro 1: Jean Guillaume Forand Fall 2019, WaterlooDocument3 paginiECON 401/601, Microeconomic Theory 3/micro 1: Jean Guillaume Forand Fall 2019, WaterlooTarun SharmaÎncă nu există evaluări
- SeparexgeneralbrochureDocument4 paginiSeparexgeneralbrochurewwl1981Încă nu există evaluări
- The Neuroscience of Helmholtz and The Theories of Johannes Muèller Part 2: Sensation and PerceptionDocument22 paginiThe Neuroscience of Helmholtz and The Theories of Johannes Muèller Part 2: Sensation and PerceptionCrystal JenningsÎncă nu există evaluări
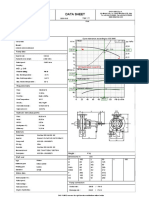
- Data Sheet: Item N°: Curve Tolerance According To ISO 9906Document3 paginiData Sheet: Item N°: Curve Tolerance According To ISO 9906Aan AndianaÎncă nu există evaluări
- Cultural Practices of India Which Is Adopted by ScienceDocument2 paginiCultural Practices of India Which Is Adopted by ScienceLevina Mary binuÎncă nu există evaluări
- SKF CMSS2200 PDFDocument2 paginiSKF CMSS2200 PDFSANTIAGOÎncă nu există evaluări
- Student Workbook: Advance 3Document31 paginiStudent Workbook: Advance 3Damaris VegaÎncă nu există evaluări
- Integration Plan Grade 9 Mapeh SeptemberDocument3 paginiIntegration Plan Grade 9 Mapeh Septemberbernie evaristo bacsaÎncă nu există evaluări
- FS-C8025MFP Release NotesDocument22 paginiFS-C8025MFP Release NotesFirmware SM-SHÎncă nu există evaluări
- Pre Intermediate Talking ShopDocument4 paginiPre Intermediate Talking ShopSindy LiÎncă nu există evaluări
- Time Table & Instruction For Candidate - Faculty of Sci & TechDocument3 paginiTime Table & Instruction For Candidate - Faculty of Sci & TechDeepshikha Mehta joshiÎncă nu există evaluări
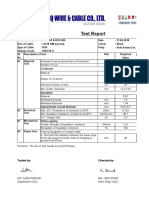
- Test Report: Tested By-Checked byDocument12 paginiTest Report: Tested By-Checked byjamilÎncă nu există evaluări
- Machine Design REE 302: CH 1: Introduction To Mechanical Engineering DesignDocument26 paginiMachine Design REE 302: CH 1: Introduction To Mechanical Engineering DesignDull PersonÎncă nu există evaluări