S-ar putea să vă placă și
- MODULE 3 RAC Servicing and MaintenanceDocument23 paginiMODULE 3 RAC Servicing and MaintenanceBembem DelfinÎncă nu există evaluări
- Household Refrigerators and FreezersDocument12 paginiHousehold Refrigerators and FreezersLuis Carlos PardoÎncă nu există evaluări
- Introduction To Arc WeldingDocument36 paginiIntroduction To Arc WeldingcfcshakerÎncă nu există evaluări
- CH 1Document53 paginiCH 1huien ababuÎncă nu există evaluări
- Basic Guide of Arc Welding ElectrodesDocument25 paginiBasic Guide of Arc Welding ElectrodesrajuÎncă nu există evaluări
- 3 Ways To Determine The Fitness of Your Refrigeration Compressor - Stellar Food For ThoughtDocument2 pagini3 Ways To Determine The Fitness of Your Refrigeration Compressor - Stellar Food For ThoughtAshfaq Ali KhanÎncă nu există evaluări
- Unit-Ii Manufacturing ProcessesDocument16 paginiUnit-Ii Manufacturing ProcessesArya PrakashÎncă nu există evaluări
- Refrigeration 1Document13 paginiRefrigeration 1Vishwanathan RishanthÎncă nu există evaluări
- Piping SolderingDocument33 paginiPiping SolderingKristian UretaÎncă nu există evaluări
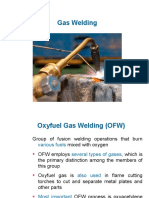
- Gas WeldingDocument17 paginiGas WeldingMuhammad AbubakarÎncă nu există evaluări
- Gas WeldingDocument5 paginiGas WeldingAbdullah ArshadÎncă nu există evaluări
- Rac PPT1.Document22 paginiRac PPT1.andu gashuÎncă nu există evaluări
- Closed Circuit TelevisionDocument5 paginiClosed Circuit TelevisionAlfie LariosaÎncă nu există evaluări
- Install Piping Systems of PACU and CREDocument65 paginiInstall Piping Systems of PACU and CREBeth AusteÎncă nu există evaluări
- 10.troubleshooting Method: 10-1. The Refrigerator Does Not OperateDocument4 pagini10.troubleshooting Method: 10-1. The Refrigerator Does Not OperateMario FabrisÎncă nu există evaluări
- Automatic Protection FinalDocument50 paginiAutomatic Protection FinalAhmed SalemÎncă nu există evaluări
- Refrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearDocument9 paginiRefrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearKhaled HakimÎncă nu există evaluări
- Documents - Pub - Advanced Welding TechnologyDocument60 paginiDocuments - Pub - Advanced Welding TechnologybalamuruganÎncă nu există evaluări
- Basics of Refrig PDFDocument17 paginiBasics of Refrig PDFHoàngViệtAnhÎncă nu există evaluări
- S S ElectrodeDocument1 paginăS S ElectrodeRajeev KhantwalÎncă nu există evaluări
- Gas WeldingDocument15 paginiGas WeldingAbhimanyuPradhanÎncă nu există evaluări
- My Freezer Isn't Freezing - HomeServe USADocument9 paginiMy Freezer Isn't Freezing - HomeServe USAAla SamuelÎncă nu există evaluări
- Refrigerator Common ProblemsDocument3 paginiRefrigerator Common ProblemsMateo, Dale Vincent A.Încă nu există evaluări
- Kertas Penerangan 3Document23 paginiKertas Penerangan 3neddylalolaÎncă nu există evaluări
- Refrigeration System Components: - Vishakh GaneshDocument34 paginiRefrigeration System Components: - Vishakh GaneshS R Akhil KrishnanÎncă nu există evaluări
- Gas WeldingDocument30 paginiGas WeldingNagendrababu BabuÎncă nu există evaluări
- Quat 170503144904Document21 paginiQuat 170503144904Alfie LariosaÎncă nu există evaluări
- RefrigeratorDocument12 paginiRefrigeratorVikram PorjeÎncă nu există evaluări
- The Four Types of Refrigeration Systems You Need To KnowDocument2 paginiThe Four Types of Refrigeration Systems You Need To KnowtakayÎncă nu există evaluări
- ME542 4thDocument28 paginiME542 4thAhmed SalemÎncă nu există evaluări
- Lesson 6 & 7: Results and DiscussionDocument29 paginiLesson 6 & 7: Results and DiscussionJ i n100% (1)
- 409 - 5 Refrigeration & Air ConditioningDocument104 pagini409 - 5 Refrigeration & Air Conditioningisrat jahanÎncă nu există evaluări
- Nozzle Flow: Submitted ToDocument6 paginiNozzle Flow: Submitted Toদুর্জয় দুর্বারÎncă nu există evaluări
- Air Condition Refilling Automobile Ac SystamDocument11 paginiAir Condition Refilling Automobile Ac SystamMechanical DepartmentÎncă nu există evaluări
- D06-002 - Fundamentals of Gas Cutting and Welding - USDocument73 paginiD06-002 - Fundamentals of Gas Cutting and Welding - USAjesh TGÎncă nu există evaluări
- Ultrasonic FlowmeterDocument6 paginiUltrasonic Flowmeterদুর্জয় দুর্বারÎncă nu există evaluări
- Refrigeration System Problem and SolutionDocument29 paginiRefrigeration System Problem and SolutionAngel Rose AnongÎncă nu există evaluări
- CompressorDocument20 paginiCompressorS R Akhil KrishnanÎncă nu există evaluări
- Lesson 5 Newer Refrigerants in Commercial RefrigerationDocument10 paginiLesson 5 Newer Refrigerants in Commercial RefrigerationEddie AbugÎncă nu există evaluări
- RACDocument73 paginiRACIvy Jean Ybera-PapasinÎncă nu există evaluări
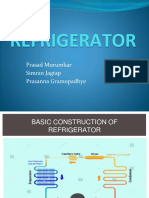
- Refrigerator: Prasad Murumkar Simran Jagtap Prasanna GramopadhyeDocument13 paginiRefrigerator: Prasad Murumkar Simran Jagtap Prasanna GramopadhyeSHREYAS JOSHIÎncă nu există evaluări
- Assignment Style GuideDocument7 paginiAssignment Style GuideAhmed Farazv SoomroÎncă nu există evaluări
- Definition of Terms - RefrigerationDocument32 paginiDefinition of Terms - RefrigerationNiño Gerard JabagatÎncă nu există evaluări
- Fridge ManualDocument24 paginiFridge ManualDylan NelsonÎncă nu există evaluări
- #2 PDFDocument20 pagini#2 PDFplasmapeteÎncă nu există evaluări
- Essential Properties Required in A Refrigerant Are As FollowsDocument11 paginiEssential Properties Required in A Refrigerant Are As FollowssrybsantosÎncă nu există evaluări
- Litar Siri Dan SelariDocument19 paginiLitar Siri Dan SelarineddylalolaÎncă nu există evaluări
- MODULE 1 Introduction To Refrigeration SystemDocument9 paginiMODULE 1 Introduction To Refrigeration SystemBembem DelfinÎncă nu există evaluări
- Compressed Air UsesDocument5 paginiCompressed Air Usesandy habibiÎncă nu există evaluări
- Refrigeration and Air Conditioning Technology (RAC) Tool ListDocument1 paginăRefrigeration and Air Conditioning Technology (RAC) Tool ListAhmed AzadÎncă nu există evaluări
- Complete Guide To Room and Central Air Conditioners: Last Updated: July 2015Document26 paginiComplete Guide To Room and Central Air Conditioners: Last Updated: July 2015QOBITÎncă nu există evaluări
- Recovering, Recycling and Retrofitting PACU Amd CREDocument72 paginiRecovering, Recycling and Retrofitting PACU Amd CREBeth AusteÎncă nu există evaluări
- Joining Stainless Steel by Soldering, Brazing and Resistance WeldingDocument4 paginiJoining Stainless Steel by Soldering, Brazing and Resistance WeldingA K SinghÎncă nu există evaluări
- Refrigeration CycleDocument23 paginiRefrigeration CycleTajTajÎncă nu există evaluări
- M11 CommissionDocument52 paginiM11 CommissiongmnatigizawÎncă nu există evaluări
- Welding RodsDocument12 paginiWelding RodsDigital BusinessÎncă nu există evaluări
- Welding Symbols 3Document8 paginiWelding Symbols 3cfcshakerÎncă nu există evaluări
- Engine Cooling Fan: 1991 Mitsubishi MonteroDocument9 paginiEngine Cooling Fan: 1991 Mitsubishi MonteroAnimemanuel MuñozÎncă nu există evaluări
- Alumec English 020907Document7 paginiAlumec English 020907Javier OrzcoÎncă nu există evaluări
- Tig and Plasma Welding: Process Techniques, Recommended Practices and ApplicationsDe la EverandTig and Plasma Welding: Process Techniques, Recommended Practices and ApplicationsEvaluare: 5 din 5 stele5/5 (1)
- Tech Connect Welding: Calculations 2Document34 paginiTech Connect Welding: Calculations 2cfcshakerÎncă nu există evaluări
- Welding, Cutting, and BrazingDocument42 paginiWelding, Cutting, and BrazingcfcshakerÎncă nu există evaluări
- Meeting Every ChallengeDocument1 paginăMeeting Every ChallengecfcshakerÎncă nu există evaluări
- Welding PresentationDocument26 paginiWelding PresentationcfcshakerÎncă nu există evaluări
- Advances in Welding For Sanitary DesignsDocument34 paginiAdvances in Welding For Sanitary Designskart_rlÎncă nu există evaluări
- Advances in Welding For Sanitary DesignsDocument34 paginiAdvances in Welding For Sanitary Designskart_rlÎncă nu există evaluări
- ME 328.3 E5 - Welding MetallurgyDocument41 paginiME 328.3 E5 - Welding Metallurgytbmari100% (1)
- Weld DefectsDocument78 paginiWeld DefectsjobsjamesÎncă nu există evaluări
- Solid-State Welding ProcessesDocument17 paginiSolid-State Welding ProcessescfcshakerÎncă nu există evaluări
- Welding Safety PPT 2Document65 paginiWelding Safety PPT 2cfcshakerÎncă nu există evaluări
- Welding Symbols 3Document8 paginiWelding Symbols 3cfcshakerÎncă nu există evaluări
- Welding Defects: Engr Muhammad Hussain Inspection Engineer Global NDE Services Pvt. LTD KarachiDocument12 paginiWelding Defects: Engr Muhammad Hussain Inspection Engineer Global NDE Services Pvt. LTD KarachicfcshakerÎncă nu există evaluări
- Introduction To WeldingDocument16 paginiIntroduction To WeldingcfcshakerÎncă nu există evaluări
- Weld DefectsDocument78 paginiWeld DefectsjobsjamesÎncă nu există evaluări
- Welding DefectsDocument12 paginiWelding DefectsMOhammad AzHarÎncă nu există evaluări
- Teknologi Dan Rekayasa: Oxy-Acetylene WeldingDocument23 paginiTeknologi Dan Rekayasa: Oxy-Acetylene Weldingcfcshaker100% (1)
- Welding DefectsDocument12 paginiWelding DefectsMOhammad AzHarÎncă nu există evaluări
- Welding Process and TechnologyDocument63 paginiWelding Process and TechnologyShahid HussainÎncă nu există evaluări
- 000631Document42 pagini000631Satya GajapathiÎncă nu există evaluări
- Baldev 5Document62 paginiBaldev 5Adnan RanaÎncă nu există evaluări
- Welding DetailDocument20 paginiWelding DetailcfcshakerÎncă nu există evaluări
- Welding Technology EducationDocument33 paginiWelding Technology EducationcfcshakerÎncă nu există evaluări
- Weld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtcDocument15 paginiWeld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtccfcshakerÎncă nu există evaluări
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 paginiTeknologi Dan Rekayasa: Principles of WeldingcfcshakerÎncă nu există evaluări
- Duplex Stainless Steel WeldingDocument25 paginiDuplex Stainless Steel WeldingcfcshakerÎncă nu există evaluări
- Domestic Heating/MMA Welding Unit 3 - Manual Arc WeldingDocument68 paginiDomestic Heating/MMA Welding Unit 3 - Manual Arc WeldingcfcshakerÎncă nu există evaluări
- Welding Outline &applicationsDocument17 paginiWelding Outline &applicationscfcshakerÎncă nu există evaluări
- Welding Outline &applicationsDocument17 paginiWelding Outline &applicationscfcshakerÎncă nu există evaluări
- Weld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtcDocument15 paginiWeld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtccfcshakerÎncă nu există evaluări
- A Review of Friction Stirs WeldingDocument6 paginiA Review of Friction Stirs WeldingEditor IJTSRDÎncă nu există evaluări
- Aqa Product Design A Level Coursework ExamplesDocument8 paginiAqa Product Design A Level Coursework Exampleslozuzimobow3100% (1)
- Welding Casting Main 2021Document26 paginiWelding Casting Main 2021mohitÎncă nu există evaluări
- Binzel - Katalog MAGDocument64 paginiBinzel - Katalog MAGAdrian KustraÎncă nu există evaluări
- Estimating & Comparing Weld Metal CostDocument21 paginiEstimating & Comparing Weld Metal CostKyaw Kyaw AungÎncă nu există evaluări
- Lincoln Electric Svm170-A Power Mig 255cDocument109 paginiLincoln Electric Svm170-A Power Mig 255cBuitinės Technikos RemontasÎncă nu există evaluări
- Welding Economics Reference BookletDocument10 paginiWelding Economics Reference BookletalejandroÎncă nu există evaluări
- Welding Catalogue ESABDocument294 paginiWelding Catalogue ESABVinayak Bajpai100% (4)
- Microsoft PowerPoint - Deloro Stellite Intro HistoryDocument42 paginiMicrosoft PowerPoint - Deloro Stellite Intro HistorytakemetovikasÎncă nu există evaluări
- MSM Marketing SDN BHD: MIG Welding Electrodes !Document3 paginiMSM Marketing SDN BHD: MIG Welding Electrodes !namasralÎncă nu există evaluări
- Documents - Pub - Advanced Welding TechnologyDocument60 paginiDocuments - Pub - Advanced Welding TechnologybalamuruganÎncă nu există evaluări
- Different Types of Metal JoiningDocument44 paginiDifferent Types of Metal JoiningKentDemeterioÎncă nu există evaluări
- 2001 Toyota Avalon Collision Repair ManualDocument125 pagini2001 Toyota Avalon Collision Repair ManualsoddenÎncă nu există evaluări
- Millermatic251s PDFDocument72 paginiMillermatic251s PDFwilliam ortizÎncă nu există evaluări
- Structural Use of Higher Grade Steels (S500Q & S690Q) : Koji OKI JFE Steel CorporationDocument20 paginiStructural Use of Higher Grade Steels (S500Q & S690Q) : Koji OKI JFE Steel CorporationNicholas Chin Yong LekÎncă nu există evaluări
- Resistance Welding: Introduction and Recent Developments: S. Tripathy & Ajitav SahooDocument6 paginiResistance Welding: Introduction and Recent Developments: S. Tripathy & Ajitav SahooTJPRC PublicationsÎncă nu există evaluări
- Welding FormulaDocument6 paginiWelding FormulachirpynikÎncă nu există evaluări
- 10.short Questions and AnswersDocument41 pagini10.short Questions and Answersananda narayanan100% (1)
- Advantages & Disadvantages of Aluminium. Connection of Aluminium To SteelDocument7 paginiAdvantages & Disadvantages of Aluminium. Connection of Aluminium To SteelDeepti Shrimali0% (1)
- Aws 001Document1 paginăAws 001akshay sarfareÎncă nu există evaluări
- Auto Welding PositionDocument17 paginiAuto Welding Positionkhoi nguyenvanÎncă nu există evaluări
- A Review On Parameters Controlling Gas Metal Arc Welding (GMAW) ProcessDocument4 paginiA Review On Parameters Controlling Gas Metal Arc Welding (GMAW) ProcessBalajiÎncă nu există evaluări
- SSP 990153 The 2016 Audi TT IntroductionDocument68 paginiSSP 990153 The 2016 Audi TT Introductionjoseramon.orenesÎncă nu există evaluări
- GMAW CG With BUDGET PLAN SY. 2021-2022Document1 paginăGMAW CG With BUDGET PLAN SY. 2021-2022Lyn VallesÎncă nu există evaluări
- Weld Metal Cost Worksheet Instructions: Covered ElectrodesDocument1 paginăWeld Metal Cost Worksheet Instructions: Covered ElectrodesSmith SivaÎncă nu există evaluări
- Esbm5a 1B310 S AaDocument28 paginiEsbm5a 1B310 S AaAlanevh AlanevhÎncă nu există evaluări
- GMAW Lesson PlanDocument77 paginiGMAW Lesson PlanKentDemeterioÎncă nu există evaluări
- Assab MM40 140331Document8 paginiAssab MM40 140331underscore1992Încă nu există evaluări
- Ebook PDF Welding Principles and Applications 9th Edition PDFDocument41 paginiEbook PDF Welding Principles and Applications 9th Edition PDFjames.rama35797% (36)
- Aluminum Mig Wires PDFDocument16 paginiAluminum Mig Wires PDFlemuel bacsaÎncă nu există evaluări