S-ar putea să vă placă și
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987De la EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonÎncă nu există evaluări
- Roller Chain GuideDocument5 paginiRoller Chain GuidechikoopandaÎncă nu există evaluări
- Plate Girder Behaviour and DesignDocument48 paginiPlate Girder Behaviour and DesignayingbaÎncă nu există evaluări
- Bracing ConnectionDocument16 paginiBracing ConnectionMa N U VenusÎncă nu există evaluări
- Motorreductores BaldorDocument52 paginiMotorreductores BaldorADRIAN MENDEZ RICARIOÎncă nu există evaluări
- Rotary Feeders: PrecisionDocument8 paginiRotary Feeders: PrecisionrheriÎncă nu există evaluări
- Dodge Saf Pillow BlocksDocument6 paginiDodge Saf Pillow BlocksjvalkenburgÎncă nu există evaluări
- Expansion Joints How To Select and Maintain ThemDocument6 paginiExpansion Joints How To Select and Maintain ThemSeungmin PaekÎncă nu există evaluări
- Renold Conveyor Section4 0508Document41 paginiRenold Conveyor Section4 0508deep200Încă nu există evaluări
- Installation and Parts Replacement Manual For ® Installation and Parts Replacement Manual For ® Installation and Parts Replacement Manual For ®Document26 paginiInstallation and Parts Replacement Manual For ® Installation and Parts Replacement Manual For ® Installation and Parts Replacement Manual For ®Carlos RiosÎncă nu există evaluări
- CATALOGO BROWING Form - 9242E REDUCTORES PDFDocument254 paginiCATALOGO BROWING Form - 9242E REDUCTORES PDFAndres Byke SepulvedaÎncă nu există evaluări
- Lorbrand Idler CatalogueDocument88 paginiLorbrand Idler CatalogueJakesÎncă nu există evaluări
- ISO General Purpose Metric Screw ThreadsDocument19 paginiISO General Purpose Metric Screw ThreadsMiguel VillalobosÎncă nu există evaluări
- Bolted Beam Column ConnectionsDocument16 paginiBolted Beam Column Connectionslael00Încă nu există evaluări
- Fine Material Washer SPLT1047ENPR 01Document6 paginiFine Material Washer SPLT1047ENPR 01NarvaxisÎncă nu există evaluări
- E1102m PDFDocument283 paginiE1102m PDFBhawani Singh RajawatÎncă nu există evaluări
- Bossard Taptite Self Tapping Screw CatalogueDocument10 paginiBossard Taptite Self Tapping Screw CataloguepmlmkpÎncă nu există evaluări
- S-Wall™ Sidewall Conveyor Belting: Technical ManualDocument44 paginiS-Wall™ Sidewall Conveyor Belting: Technical ManualVasant HiremathÎncă nu există evaluări
- Bucket Elevators, Bucket Conveyors and MoreDocument22 paginiBucket Elevators, Bucket Conveyors and MoreDilnesa EjiguÎncă nu există evaluări
- Totime BTA DRILLDocument5 paginiTotime BTA DRILLTOTIME (DEREK HIROSAKA)Încă nu există evaluări
- V Groove WheelDocument3 paginiV Groove Wheelthirumalg1981Încă nu există evaluări
- International Standard: Plain Bearings - Multilayer Materials For Thin-Walled Plain BearingsDocument12 paginiInternational Standard: Plain Bearings - Multilayer Materials For Thin-Walled Plain BearingsabramÎncă nu există evaluări
- Fasteners, Powers Screws, ConnectionsDocument27 paginiFasteners, Powers Screws, ConnectionsTîwäRî RãJêêvÎncă nu există evaluări
- Self-Tapping Screws How To ChooseDocument3 paginiSelf-Tapping Screws How To ChooseoarmstroÎncă nu există evaluări
- Technical Notehowmanythreads PDFDocument4 paginiTechnical Notehowmanythreads PDFGatyo GatevÎncă nu există evaluări
- Idlers: TRF Limited TRF LimitedDocument10 paginiIdlers: TRF Limited TRF LimitedAjit SarukÎncă nu există evaluări
- Piping Flexibility - Thermal Expansion in PipingDocument6 paginiPiping Flexibility - Thermal Expansion in PipingMohamed Al-OdatÎncă nu există evaluări
- Technical Information: Radial Play (Internal Clearance) in Ball BearingsDocument4 paginiTechnical Information: Radial Play (Internal Clearance) in Ball Bearingsluisbmwm6Încă nu există evaluări
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 paginiOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTÎncă nu există evaluări
- Sidewall Splicing MechanicalDocument11 paginiSidewall Splicing MechanicalTamer EmamÎncă nu există evaluări
- Design Guide, Spring, Pin, Coiled, SPIROLDocument24 paginiDesign Guide, Spring, Pin, Coiled, SPIROLDerekÎncă nu există evaluări
- Precise Finite-Element Model For Pulleys Based On The Hamiltonian Form of ElasticityDocument13 paginiPrecise Finite-Element Model For Pulleys Based On The Hamiltonian Form of ElasticityShamik ChowdhuryÎncă nu există evaluări
- L11 Mechanical FastenersDocument91 paginiL11 Mechanical FastenersSHADES 4 ALLÎncă nu există evaluări
- Leadscrews Ballscrews Splines Cten PAG126Document240 paginiLeadscrews Ballscrews Splines Cten PAG126lucian lunaÎncă nu există evaluări
- Ball Screw CalculatorDocument60 paginiBall Screw Calculatorمنير بوزيدÎncă nu există evaluări
- Chapter 5 - Shaft DesignDocument0 paginiChapter 5 - Shaft DesignwanpudinÎncă nu există evaluări
- Solidworks 2003 ManualDocument95 paginiSolidworks 2003 ManualPhạm Văn ĐảngÎncă nu există evaluări
- ToolingDocument12 paginiToolingPuneet SharmaÎncă nu există evaluări
- Flexible Couplings: ElflexDocument8 paginiFlexible Couplings: ElflexSUNIL TVÎncă nu există evaluări
- Plain Bearings With ELGOTEX: Available Bearing SizesDocument2 paginiPlain Bearings With ELGOTEX: Available Bearing SizesMarian DunareanuÎncă nu există evaluări
- Expansion Joints:: Where, When and HowDocument4 paginiExpansion Joints:: Where, When and Howdnl_vicarsÎncă nu există evaluări
- Deep Hole SolutionsDocument28 paginiDeep Hole SolutionsyatinbhatÎncă nu există evaluări
- Sae J1392 2001Document10 paginiSae J1392 2001henrychtÎncă nu există evaluări
- Anchor BoltsDocument24 paginiAnchor BoltsJose Jesus Chagolla LopezÎncă nu există evaluări
- SKF Locknut Shaft Details InchDocument6 paginiSKF Locknut Shaft Details InchKOMATSU SHOVELÎncă nu există evaluări
- Mesys ManualDocument269 paginiMesys ManualFernandoHernándezÎncă nu există evaluări
- Shrink Disc MAVDocument36 paginiShrink Disc MAVTim kuÎncă nu există evaluări
- Design of RivetsDocument20 paginiDesign of RivetsRavishanker BaligaÎncă nu există evaluări
- Pop Nut PDFDocument48 paginiPop Nut PDFJavier A. ValenzuelaÎncă nu există evaluări
- Router Table Fence PlansDocument9 paginiRouter Table Fence PlansAfonso PraganaÎncă nu există evaluări
- Worldwide Engineering Standards: Polypropylene Expanded Bead FoamDocument5 paginiWorldwide Engineering Standards: Polypropylene Expanded Bead FoamLucas MlbÎncă nu există evaluări
- STI 463 ModelDocument1 paginăSTI 463 Modelਗਗਨ ਜੋਤÎncă nu există evaluări
- Alluminio TeoriaDocument91 paginiAlluminio TeoriaxypangioÎncă nu există evaluări
- CA3000BDocument756 paginiCA3000BAlejandro Hernandez100% (2)
- Warner Ball ScrewsDocument45 paginiWarner Ball ScrewssaddlemanÎncă nu există evaluări
- Threaded Fasteners For PlasticsDocument32 paginiThreaded Fasteners For PlasticsStefano BarbieriÎncă nu există evaluări
- Fastener Design Manual - Part TwoDocument9 paginiFastener Design Manual - Part TwoNikolaAvÎncă nu există evaluări
- L - 9 Ah - SSBLF I (6.5)Document7 paginiL - 9 Ah - SSBLF I (6.5)Arjun SharmaÎncă nu există evaluări
- Topic 1 Design of FastenersDocument15 paginiTopic 1 Design of FastenersSimon DavidÎncă nu există evaluări
- Service.: The 2.7-Litre V6 BiturboDocument72 paginiService.: The 2.7-Litre V6 BiturboHibozoÎncă nu există evaluări
- By Wikibooks Contributors: FromDocument84 paginiBy Wikibooks Contributors: FromHibozoÎncă nu există evaluări
- Catalogo Hommel KellerDocument52 paginiCatalogo Hommel KellerHibozoÎncă nu există evaluări
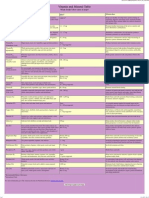
- Vitamin and Mineral TABLEDocument1 paginăVitamin and Mineral TABLEHibozoÎncă nu există evaluări
- TATA Product Range 10 - UpdateDocument67 paginiTATA Product Range 10 - UpdateKrishnadas GouravÎncă nu există evaluări
- Tata Steel - Designers Manual (India)Document39 paginiTata Steel - Designers Manual (India)Rohit Rangnekar100% (3)
- Steel Construction - Education SectorDocument24 paginiSteel Construction - Education Sectorhgor100% (1)
- Cost Comparison Steel vs. ConcreteDocument20 paginiCost Comparison Steel vs. ConcreteHibozo82% (17)
- Basic Training Manual Xsteel 6.0Document195 paginiBasic Training Manual Xsteel 6.0Hibozo100% (1)
- CorusDocument11 paginiCorusHibozoÎncă nu există evaluări
- Technical ManualDocument72 paginiTechnical ManualHibozoÎncă nu există evaluări
- First Principles of Mechanical and Engineering Drawing PDFDocument190 paginiFirst Principles of Mechanical and Engineering Drawing PDFimed100% (1)
- En 10025Document16 paginiEn 10025Sorin Radu100% (1)
- Product CatalogueDocument2 paginiProduct CatalogueHibozoÎncă nu există evaluări
- Facility Design GuidelinesDocument440 paginiFacility Design GuidelinesWalid Abou HassanÎncă nu există evaluări
- Jbase Locking MecanismeDocument33 paginiJbase Locking MecanismeMamat AdoumaÎncă nu există evaluări
- Gas Reservoir Engineering Application ToolkitDocument20 paginiGas Reservoir Engineering Application Toolkitnishant41288100% (1)
- 2006-2011 Yaris OEM Cruise Control DIY 20110315Document34 pagini2006-2011 Yaris OEM Cruise Control DIY 20110315juanÎncă nu există evaluări
- Integrating Security Into The IoT Strategy in The New Converged EnvironmentDocument20 paginiIntegrating Security Into The IoT Strategy in The New Converged EnvironmentSuriya RojsuriyaÎncă nu există evaluări
- An Acknowledgement LetterDocument1 paginăAn Acknowledgement LetterGovindan PerumalÎncă nu există evaluări
- Optical Wireless Communications For Beyond 5G Networks and IoT - Unit 6 - Week 3Document1 paginăOptical Wireless Communications For Beyond 5G Networks and IoT - Unit 6 - Week 3Sarika JainÎncă nu există evaluări
- List of Mobile Phones Supported OTG Function PDFDocument7 paginiList of Mobile Phones Supported OTG Function PDFCarlos Manuel De Los Santos PerezÎncă nu există evaluări
- VNP28N04 E DatasheetzDocument11 paginiVNP28N04 E Datasheetzwawans6762Încă nu există evaluări
- AN5116-02 Technical ManualDocument72 paginiAN5116-02 Technical ManualValdinei Quaresma0% (1)
- Stilo Servo Electric PDFDocument7 paginiStilo Servo Electric PDFManu Alex100% (1)
- Personal Particulars: Thanuja ParamanandanDocument4 paginiPersonal Particulars: Thanuja ParamanandanThanujaÎncă nu există evaluări
- K725-2016 Course OutlineDocument10 paginiK725-2016 Course Outlinemelissa_infusionÎncă nu există evaluări
- Precision Bias: Every Astm Test Method Requires A AND Section. What Is It? How Do I Create One? Read OnDocument4 paginiPrecision Bias: Every Astm Test Method Requires A AND Section. What Is It? How Do I Create One? Read Onjrlr65Încă nu există evaluări
- Industrial Report On InfosysDocument14 paginiIndustrial Report On InfosysMitesh ChauhanÎncă nu există evaluări
- This XML File Does Not Appear To Have Any Style Information Associated With It. The Document Tree Is Shown BelowDocument7 paginiThis XML File Does Not Appear To Have Any Style Information Associated With It. The Document Tree Is Shown BelowSpit FireÎncă nu există evaluări
- Desain Layout Mobil Toko Laundry SepatuDocument7 paginiDesain Layout Mobil Toko Laundry SepatuKlinikrifdaÎncă nu există evaluări
- Data Sufficiency Number SystemDocument2 paginiData Sufficiency Number Systemsagar283Încă nu există evaluări
- Power Plant Manual 1Document8 paginiPower Plant Manual 1Khoirul WaladÎncă nu există evaluări
- Datatables Velzon - Admin Dashboard TemplateDocument2 paginiDatatables Velzon - Admin Dashboard Templateganeshvittanala33Încă nu există evaluări
- MCA 2020 - List of Applicants Shortlisted For Interview (F) - 30 May 2020Document21 paginiMCA 2020 - List of Applicants Shortlisted For Interview (F) - 30 May 2020shatabdi mukherjeeÎncă nu există evaluări
- Introduction Information Systems Foundation (Information Systems Foundation IS201)Document22 paginiIntroduction Information Systems Foundation (Information Systems Foundation IS201)binsalweÎncă nu există evaluări
- Spatial AnalysisDocument91 paginiSpatial Analysischiradzulu83% (6)
- Social Dimensions of ComputerisationDocument6 paginiSocial Dimensions of Computerisationgourav rathore100% (1)
- Regus Lakeview - Meeting Room Price ListDocument1 paginăRegus Lakeview - Meeting Room Price ListJayaraj TÎncă nu există evaluări
- Compiler Lab VivaDocument6 paginiCompiler Lab VivaGaurav SharmaÎncă nu există evaluări
- Teachers Voices From Argentine ClassroomsDocument69 paginiTeachers Voices From Argentine ClassroomsEmanuel AlvarezÎncă nu există evaluări
- Module 1 Keyword ResearchDocument29 paginiModule 1 Keyword Researchalfian gunadiÎncă nu există evaluări
- JNTU Old Question Papers 2007Document8 paginiJNTU Old Question Papers 2007Srinivasa Rao GÎncă nu există evaluări
- Parent QuestionnaireDocument2 paginiParent QuestionnaireJoaquinÎncă nu există evaluări