S-ar putea să vă placă și
- Visio Stream Table Part3Document1 paginăVisio Stream Table Part3Saints Burner ChristopherÎncă nu există evaluări
- UEMK4353 Assignment - Mech DesignDocument2 paginiUEMK4353 Assignment - Mech DesignSaints Burner ChristopherÎncă nu există evaluări
- Garbage Enzyme University SarawakDocument6 paginiGarbage Enzyme University SarawakSaints Burner ChristopherÎncă nu există evaluări
- P&IDDocument1 paginăP&IDSaints Burner ChristopherÎncă nu există evaluări
- Industrial Training Report UtarDocument29 paginiIndustrial Training Report UtarSaints Burner Christopher100% (1)
- Visio IndexDocument1 paginăVisio IndexSaints Burner ChristopherÎncă nu există evaluări
- HAZOP TemplateDocument12 paginiHAZOP TemplateSaints Burner ChristopherÎncă nu există evaluări
- Tutorial 5Document7 paginiTutorial 5Saints Burner ChristopherÎncă nu există evaluări
- Foodchapter 1 PDFDocument1 paginăFoodchapter 1 PDFSaints Burner ChristopherÎncă nu există evaluări
- Experiment 1: Batch Reactor: Experiment 1: 6.1. Calibration Curve - Conductivity Vs ConversionDocument2 paginiExperiment 1: Batch Reactor: Experiment 1: 6.1. Calibration Curve - Conductivity Vs ConversionSaints Burner ChristopherÎncă nu există evaluări
- Chemical Reaction Engineering Catalyst ResearchDocument4 paginiChemical Reaction Engineering Catalyst ResearchSaints Burner ChristopherÎncă nu există evaluări
- Assignment 1 (CRE 2)Document1 paginăAssignment 1 (CRE 2)Saints Burner ChristopherÎncă nu există evaluări
- Microsoft Word - Cpci Assignment NewDocument25 paginiMicrosoft Word - Cpci Assignment NewSaints Burner ChristopherÎncă nu există evaluări
- Disc Bowl Flow ChartDocument3 paginiDisc Bowl Flow ChartSaints Burner ChristopherÎncă nu există evaluări
- Introduction For Batch Reactor ExperimentDocument5 paginiIntroduction For Batch Reactor ExperimentSaints Burner Christopher25% (4)
- Gas Absorption Report PDFDocument13 paginiGas Absorption Report PDFSaints Burner Christopher100% (1)
- For Temperature Changes Per TimeDocument1 paginăFor Temperature Changes Per TimeSaints Burner ChristopherÎncă nu există evaluări
- Ni Hao Hi Chi Le Ma? Have You Eaten? Zai Jian Good ByeDocument1 paginăNi Hao Hi Chi Le Ma? Have You Eaten? Zai Jian Good ByeSaints Burner ChristopherÎncă nu există evaluări
- Chapter 3 - Tutorial SolutionDocument8 paginiChapter 3 - Tutorial SolutionSaints Burner ChristopherÎncă nu există evaluări
- Table 10.4 Food Packaging ConsiderationsDocument1 paginăTable 10.4 Food Packaging ConsiderationsSaints Burner ChristopherÎncă nu există evaluări
- French Flash Card 18Document1 paginăFrench Flash Card 18Saints Burner ChristopherÎncă nu există evaluări
- Dow Chemical Company CSTR IssuesDocument7 paginiDow Chemical Company CSTR IssuesSaints Burner ChristopherÎncă nu există evaluări
- For Temperature Changes Per TimeDocument1 paginăFor Temperature Changes Per TimeSaints Burner ChristopherÎncă nu există evaluări
- Liquid phase cis–trans isomerization reactor sizingDocument21 paginiLiquid phase cis–trans isomerization reactor sizingSaints Burner Christopher100% (1)
- Dow Chemical Company CSTR IssuesDocument7 paginiDow Chemical Company CSTR IssuesSaints Burner ChristopherÎncă nu există evaluări
- For Temperature Changes Per TimeDocument1 paginăFor Temperature Changes Per TimeSaints Burner ChristopherÎncă nu există evaluări
- Flash Card FrenchDocument6 paginiFlash Card FrenchSaints Burner ChristopherÎncă nu există evaluări
- Eis AssignmentDocument4 paginiEis AssignmentSaints Burner ChristopherÎncă nu există evaluări
- Chemical Engineering Compulsory SubjectDocument1 paginăChemical Engineering Compulsory SubjectSaints Burner ChristopherÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Ztree 2 StataDocument3 paginiZtree 2 StataDaniel Felipe ParraÎncă nu există evaluări
- W6 ReadmeDocument15 paginiW6 ReadmewerewÎncă nu există evaluări
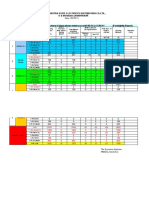
- KTS Quotation Meidan Building Plumbing Works PDFDocument1 paginăKTS Quotation Meidan Building Plumbing Works PDFShakeel Ahmad100% (1)
- Barangay Profile: (BP DCF No. 1 S. 2022)Document4 paginiBarangay Profile: (BP DCF No. 1 S. 2022)AiMae BaobaoenÎncă nu există evaluări
- DPD Catalog 05 PDFDocument36 paginiDPD Catalog 05 PDFRuth D.Încă nu există evaluări
- 9303 Part 1 Vol 1 PDFDocument99 pagini9303 Part 1 Vol 1 PDFrexthrottleÎncă nu există evaluări
- Icest 2013 02 PDFDocument424 paginiIcest 2013 02 PDFphanduy1310Încă nu există evaluări
- Tu QuestionDocument6 paginiTu QuestionKrishnaa BoraÎncă nu există evaluări
- Right ShipDocument25 paginiRight ShipEmmÎncă nu există evaluări
- Marine Fuel Stability and Compatibility IssuesDocument4 paginiMarine Fuel Stability and Compatibility IssuesRebekah SchmidtÎncă nu există evaluări
- Wind MachinesDocument34 paginiWind Machinesjeswin johnsonÎncă nu există evaluări
- ALFA 4000 - Peru 2 PDFDocument2 paginiALFA 4000 - Peru 2 PDFErick MaderoÎncă nu există evaluări
- Third Party Inspection Report: Industry & Facilities Division Page 1 of 9Document9 paginiThird Party Inspection Report: Industry & Facilities Division Page 1 of 9mustafa nasihÎncă nu există evaluări
- User's Manual: Motherboard AMD Socket AM2Document56 paginiUser's Manual: Motherboard AMD Socket AM2vagnerrock007Încă nu există evaluări
- Trajectory ClusteringDocument58 paginiTrajectory ClusteringPetrick Gonzalez PerezÎncă nu există evaluări
- Palm Tower 3 Coverage ReportDocument61 paginiPalm Tower 3 Coverage ReportHassan DaudÎncă nu există evaluări
- Accidentally Pulled A Remote Branch Into Different Local Branch - How To Undo The Pull?: GitDocument4 paginiAccidentally Pulled A Remote Branch Into Different Local Branch - How To Undo The Pull?: GitEdouard Francis Dufour DarbellayÎncă nu există evaluări
- Estimating and Quantity Surveying Materials for Construction ProjectsDocument3 paginiEstimating and Quantity Surveying Materials for Construction ProjectsAldrin SerranoÎncă nu există evaluări
- IEEEtran HOWTO PDFDocument28 paginiIEEEtran HOWTO PDFMario CruzÎncă nu există evaluări
- Maharashtra State Electricity Distribution Co - LTD., O & M Division, NANDURBARDocument3 paginiMaharashtra State Electricity Distribution Co - LTD., O & M Division, NANDURBARPuru BornareÎncă nu există evaluări
- System Software Module 3Document109 paginiSystem Software Module 3arunlaldsÎncă nu există evaluări
- KPC Tech Catalog 2010Document84 paginiKPC Tech Catalog 2010Mattia KrumenakerÎncă nu există evaluări
- AST Waveguide Switch 1 1 PDFDocument5 paginiAST Waveguide Switch 1 1 PDFANTONIO MARMOLÎncă nu există evaluări
- SuperStr 14Document1 paginăSuperStr 14Poshan DhunganaÎncă nu există evaluări
- ZQYM Diesel Cummins Series Injector 2023.07Document13 paginiZQYM Diesel Cummins Series Injector 2023.07harbh9355Încă nu există evaluări
- DehumidificationDocument9 paginiDehumidificationRafael Echano AcederaÎncă nu există evaluări
- 1st Term Exam Part 2 - QSDocument10 pagini1st Term Exam Part 2 - QSMark Anthony TajonÎncă nu există evaluări
- Cleaning Krisbow 2013 (Low Res) 2Document12 paginiCleaning Krisbow 2013 (Low Res) 2Andres Agung PerdanaÎncă nu există evaluări
- Nuke 9.0v1 ReleaseNotesDocument32 paginiNuke 9.0v1 ReleaseNotesFlavioÎncă nu există evaluări
- GM THM 4L80E ATRA MANUAL Repair Rebuild Book Transmission Guide 4L80 E PDFDocument100 paginiGM THM 4L80E ATRA MANUAL Repair Rebuild Book Transmission Guide 4L80 E PDFDaniel GonzalezÎncă nu există evaluări