S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- D10R PDFDocument35 paginiD10R PDFluishvanegas100% (1)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Standards Related To BearingsDocument6 paginiStandards Related To Bearingswholenumber0% (1)
- Door Built Up RateDocument6 paginiDoor Built Up RateSebb seebÎncă nu există evaluări
- Case Study On Plant Location and Plant Layout of Pharmaceutical IndustryDocument10 paginiCase Study On Plant Location and Plant Layout of Pharmaceutical IndustryJfjf86% (7)
- High Rise Structural Systems: Presented byDocument35 paginiHigh Rise Structural Systems: Presented byvidi herdianaÎncă nu există evaluări
- UntitledDocument3 paginiUntitledapi-256504985Încă nu există evaluări
- Advanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" ExampleDocument32 paginiAdvanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" Exampleapi-256504985Încă nu există evaluări
- Lecture 4.6: ThermoformingDocument4 paginiLecture 4.6: Thermoformingapi-256504985Încă nu există evaluări
- UntitledDocument27 paginiUntitledapi-256504985Încă nu există evaluări
- Lecture 4.4: Transfer Molding and Compression Molding Transfer MoldingDocument5 paginiLecture 4.4: Transfer Molding and Compression Molding Transfer Moldingapi-256504985Încă nu există evaluări
- 5 Abrasive Processes (Grinding)Document15 pagini5 Abrasive Processes (Grinding)animi100% (1)
- Lecture 4.1: Thermoplastics and ThermosetsDocument8 paginiLecture 4.1: Thermoplastics and Thermosetsapi-256504985Încă nu există evaluări
- Lecture 4.2: Processing of PlasticsDocument3 paginiLecture 4.2: Processing of Plasticsapi-256504985Încă nu există evaluări
- Gopinath@acer Iitm Ernet inDocument3 paginiGopinath@acer Iitm Ernet inapi-256504985Încă nu există evaluări
- UntitledDocument6 paginiUntitledapi-256504985Încă nu există evaluări
- LM 28Document13 paginiLM 28Deepak Kumar Kant KesriÎncă nu există evaluări
- Abrasive Processes (Grinding) : Version 2 ME, IIT KharagpurDocument13 paginiAbrasive Processes (Grinding) : Version 2 ME, IIT KharagpurRAVINDER KUMARÎncă nu există evaluări
- Heat Exchanger PDFDocument9 paginiHeat Exchanger PDFsunita45Încă nu există evaluări
- UntitledDocument13 paginiUntitledapi-256504985Încă nu există evaluări
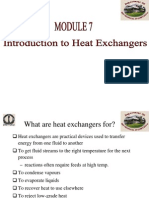
- What Are Heat Exchangers For?Document33 paginiWhat Are Heat Exchangers For?captainhassÎncă nu există evaluări
- Module 7: Learning ObjectivesDocument1 paginăModule 7: Learning Objectivesapi-256504985Încă nu există evaluări
- Traffic SignsDocument6 paginiTraffic Signsapi-256504985Încă nu există evaluări
- Module 7 Short Questions Heat Exchanger AnalysisDocument2 paginiModule 7 Short Questions Heat Exchanger Analysisrkiran05Încă nu există evaluări
- UntitledDocument12 paginiUntitledapi-256504985Încă nu există evaluări
- Advanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" ExampleDocument32 paginiAdvanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" Exampleapi-256504985Încă nu există evaluări
- Advanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" ExampleDocument32 paginiAdvanced Transport Phenomena Module 1 Lecture 2: Overview & "Hot Corrosion" Exampleapi-256504985Încă nu există evaluări
- UntitledDocument6 paginiUntitledapi-256504985Încă nu există evaluări
- UntitledDocument3 paginiUntitledapi-256504985Încă nu există evaluări
- Traffic RotariesDocument9 paginiTraffic RotariesJinal MistryÎncă nu există evaluări
- UntitledDocument40 paginiUntitledapi-256504985Încă nu există evaluări
- UntitledDocument11 paginiUntitledapi-256504985Încă nu există evaluări
- Uncontrolled IntersectionDocument16 paginiUncontrolled Intersectionapi-256504985Încă nu există evaluări
- Simulation Methods: DX X F PDocument7 paginiSimulation Methods: DX X F Papi-256504985Încă nu există evaluări
- UntitledDocument1 paginăUntitledapi-256504985Încă nu există evaluări
- 18.5200 MUS KS01 Foam SeparatorDocument32 pagini18.5200 MUS KS01 Foam SeparatorIndra KushwahaÎncă nu există evaluări
- Sub Title IodoformDocument3 paginiSub Title IodoformReni whynÎncă nu există evaluări
- Sitren PSR 100 0209 en 2000 IfDocument2 paginiSitren PSR 100 0209 en 2000 IfSuryasai RednamÎncă nu există evaluări
- Pruthwiraj PPT On Low Cost HousingDocument14 paginiPruthwiraj PPT On Low Cost HousingpruthwipaikarayÎncă nu există evaluări
- Creep and Creep FailuresDocument2 paginiCreep and Creep FailurespresleÎncă nu există evaluări
- Advanced Energy Materials High Entropy Energy Materials in The Age of Big DataDocument18 paginiAdvanced Energy Materials High Entropy Energy Materials in The Age of Big Dataemerson_kohlÎncă nu există evaluări
- L Series: Lined Cartridge Filter HousingsDocument4 paginiL Series: Lined Cartridge Filter HousingsKailas NimbalkarÎncă nu există evaluări
- Hitatchi ProfileDocument15 paginiHitatchi ProfileAbdul AleemÎncă nu există evaluări
- Chromium Plating of Press ToolsDocument6 paginiChromium Plating of Press Toolsrajamech46Încă nu există evaluări
- Sikadur 30 PDFDocument5 paginiSikadur 30 PDFDarwin SyahputraÎncă nu există evaluări
- 48,3x5,08 824000Document2 pagini48,3x5,08 824000Mehmet ŞaHanÎncă nu există evaluări
- Detail of Mesh-1 Reinforcement Details of Pier Cap Section D-DDocument1 paginăDetail of Mesh-1 Reinforcement Details of Pier Cap Section D-DSaurabh PandeyÎncă nu există evaluări
- HPLC Columns 186-234Document49 paginiHPLC Columns 186-234Long ManÎncă nu există evaluări
- Premier R' Series Generator: Operator'S Manual For YourDocument37 paginiPremier R' Series Generator: Operator'S Manual For YourRon SchmittÎncă nu există evaluări
- Model Question Steel Design 1st InternalDocument4 paginiModel Question Steel Design 1st Internalসন্দীপ চন্দ্রÎncă nu există evaluări
- EXPORT COUNCIL LISTDocument32 paginiEXPORT COUNCIL LISTHarjotÎncă nu există evaluări
- Why Proper Animal Waste Disposal Is Important:: Paper Presentation By: Saurabh Singh (22M1437)Document6 paginiWhy Proper Animal Waste Disposal Is Important:: Paper Presentation By: Saurabh Singh (22M1437)9027282493Încă nu există evaluări
- Crane Packing ListDocument2 paginiCrane Packing Listmanas3sÎncă nu există evaluări
- Unit 3 Production and Cost AnalysisDocument6 paginiUnit 3 Production and Cost Analysismanjunatha TK100% (1)
- Vacuum Pump Systems BrochureDocument10 paginiVacuum Pump Systems BrochureMelissa WilliamsÎncă nu există evaluări
- Cold Extrusion For Bearing Pin in Automotive Application by 5-Axis CNCDocument13 paginiCold Extrusion For Bearing Pin in Automotive Application by 5-Axis CNCAhmad SyafiqÎncă nu există evaluări
- Better corrosion resistance with Thalachrome SE 120Document1 paginăBetter corrosion resistance with Thalachrome SE 120thyskieÎncă nu există evaluări
- FM 200 Properties Uses Storage HandlingDocument16 paginiFM 200 Properties Uses Storage HandlingAfsal NangathanÎncă nu există evaluări
- Anti Icing T4Document13 paginiAnti Icing T4Mansooooor12345Încă nu există evaluări
- Is 10446 1983 PDFDocument60 paginiIs 10446 1983 PDFJothimanikkam SomasundaramÎncă nu există evaluări