S-ar putea să vă placă și
- Data Sheet Tanque API 650 Prointeca 2021Document7 paginiData Sheet Tanque API 650 Prointeca 2021Marvin William Montes Cristo100% (1)
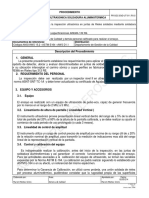
- Procedimiento de Evaluacion e Inspeccion de TK A1Document12 paginiProcedimiento de Evaluacion e Inspeccion de TK A1marvin montesÎncă nu există evaluări
- W.P.S - 001-Y-E 2030Document2 paginiW.P.S - 001-Y-E 2030Marvin William Montes CristoÎncă nu există evaluări
- Plan de Calidad Del Proyecto Ingenieria 4 03 2021 RV ADocument52 paginiPlan de Calidad Del Proyecto Ingenieria 4 03 2021 RV AMarvin William Montes CristoÎncă nu există evaluări
- Presentacion Oficial M&C INGENIERIA PLUS 2022 EneroDocument13 paginiPresentacion Oficial M&C INGENIERIA PLUS 2022 EneroMarvin William Montes CristoÎncă nu există evaluări
- G03DC Acc Accc LVC 005Document2 paginiG03DC Acc Accc LVC 005Marvin William Montes CristoÎncă nu există evaluări
- Registro de Evaluacion de Junta X Ultrasonido PROINTECA 2022Document1 paginăRegistro de Evaluacion de Junta X Ultrasonido PROINTECA 2022Marvin William Montes CristoÎncă nu există evaluări
- Listado de Equipos Medicion y EnsayoDocument2 paginiListado de Equipos Medicion y EnsayoMarvin William Montes CristoÎncă nu există evaluări
- Mantenimiento Preventivo Separador de Prueba .Rv1Document12 paginiMantenimiento Preventivo Separador de Prueba .Rv1Marvin William Montes CristoÎncă nu există evaluări
- Certificación de Prueba Hidrostática-ProintecaDocument1 paginăCertificación de Prueba Hidrostática-ProintecaMarvin William Montes CristoÎncă nu există evaluări
- G03DC Acc Accc LVC 005Document2 paginiG03DC Acc Accc LVC 005Marvin William Montes CristoÎncă nu există evaluări
- Manual PDFDocument19 paginiManual PDFJesus Cruz DiazÎncă nu există evaluări
- G03DC Acc Accc LVC 004Document2 paginiG03DC Acc Accc LVC 004Marvin William Montes CristoÎncă nu există evaluări
- Laboratorio de sueloDocument2 paginiLaboratorio de sueloMarvin William Montes CristoÎncă nu există evaluări
- G03DC Acc Accc LVC 001Document2 paginiG03DC Acc Accc LVC 001Marvin William Montes CristoÎncă nu există evaluări
- G03DC Acc Accc LVC 001 - 1Document2 paginiG03DC Acc Accc LVC 001 - 1Marvin William Montes CristoÎncă nu există evaluări
- Configuración y operación de instrumentos LWD y MWDDocument123 paginiConfiguración y operación de instrumentos LWD y MWDMarvin William Montes CristoÎncă nu există evaluări
- G03DC Acc Accc LVC 002Document2 paginiG03DC Acc Accc LVC 002Marvin William Montes CristoÎncă nu există evaluări
- Manual Modbat PC Ed Rev2011Document4 paginiManual Modbat PC Ed Rev2011Marvin William Montes CristoÎncă nu există evaluări
- Inspección ultrasónica soldadura aluminotérmicaDocument3 paginiInspección ultrasónica soldadura aluminotérmicaMarvin William Montes Cristo100% (2)
- Curso UT Nivel II 2Document152 paginiCurso UT Nivel II 2Marvin William Montes Cristo100% (1)
- Liquidos Penetrantes CAP IV VDocument48 paginiLiquidos Penetrantes CAP IV Vjosedgon_852757974Încă nu există evaluări
- Alfa 60 Hoja Tecnica PDFDocument2 paginiAlfa 60 Hoja Tecnica PDFMarvin William Montes CristoÎncă nu există evaluări
- Curso de Inspeccion VisualDocument130 paginiCurso de Inspeccion Visualharold castillo100% (1)
- HOJA TECNICA ALFA 74 AWS E7024 Mod. 05 SEP 2020 CEVCTER IIIDocument2 paginiHOJA TECNICA ALFA 74 AWS E7024 Mod. 05 SEP 2020 CEVCTER IIIMarvin William Montes CristoÎncă nu există evaluări
- Plan de Inspección para Intercambiador de Calor para El Tipo Carcasa-Haz Tubular Mediante Ensayos No DestructivosDocument75 paginiPlan de Inspección para Intercambiador de Calor para El Tipo Carcasa-Haz Tubular Mediante Ensayos No DestructivosKarla FernándezÎncă nu există evaluări
- Separadores de Prueba Petropiar. Version 1Document12 paginiSeparadores de Prueba Petropiar. Version 1Marvin William Montes CristoÎncă nu există evaluări
- Electrodo Alfa 70A1Document2 paginiElectrodo Alfa 70A1Marvin William Montes CristoÎncă nu există evaluări
- Plan de La Calidad - SCHLUMBERGER (Propuesto)Document53 paginiPlan de La Calidad - SCHLUMBERGER (Propuesto)Marvin William Montes CristoÎncă nu există evaluări
- PLAN DE INVERSION PROYECTOS MHM 2020. R1xlsxDocument24 paginiPLAN DE INVERSION PROYECTOS MHM 2020. R1xlsxMarvin William Montes CristoÎncă nu există evaluări
- PeroxidasasDocument18 paginiPeroxidasasJesús SolísÎncă nu există evaluări
- Intervalos de Sustitución de La Correa de Distribución: Nota ImportanteDocument3 paginiIntervalos de Sustitución de La Correa de Distribución: Nota Importanteirvingalexru7664Încă nu există evaluări
- Electrolab Corporate Brochure SpanishDocument28 paginiElectrolab Corporate Brochure SpanishLalo RuizÎncă nu există evaluări
- Final 3 Control y Automatizacion - MalcaDocument13 paginiFinal 3 Control y Automatizacion - MalcaLuis Fernando Osorio SanchezÎncă nu există evaluări
- H. SENA - GD - Guia - Desarrollo - SeguroDocument19 paginiH. SENA - GD - Guia - Desarrollo - SeguroJABERO861108Încă nu există evaluări
- Directorio XXXXDocument9 paginiDirectorio XXXXHugo Antonio Enamorado LadinoÎncă nu există evaluări
- Estabilizacion Con Galerias DrenantesDocument2 paginiEstabilizacion Con Galerias DrenantesRonal Zumaeta PortocarreroÎncă nu există evaluări
- Arenas 13Document157 paginiArenas 13Liga Intersindical UASÎncă nu există evaluări
- Programa Educativo TelematicaDocument4 paginiPrograma Educativo Telematicagrabe16Încă nu există evaluări
- Desarrollo competencias comunicativasDocument4 paginiDesarrollo competencias comunicativaskatha87100% (1)
- LocomotorasDocument8 paginiLocomotorasEduard QuezadaÎncă nu există evaluări
- Pat 2024Document20 paginiPat 2024Lliseli Zabaleta LopezÎncă nu există evaluări
- Inteligencia ArtificialDocument14 paginiInteligencia ArtificialMarcela AndradeÎncă nu există evaluări
- Hartmann, Alicia (2013) - Reflexiones Sobre La Violencia en La Pubertad y Adolescencia TempranaDocument4 paginiHartmann, Alicia (2013) - Reflexiones Sobre La Violencia en La Pubertad y Adolescencia TempranaRaul Olmedo100% (1)
- 1.1. Vision de La PlaneaciónDocument35 pagini1.1. Vision de La Planeaciónxavier castañedaÎncă nu există evaluări
- EE - TT. Tramo 01Document5 paginiEE - TT. Tramo 01Juan JosephÎncă nu există evaluări
- Articulando ContinuidadDocument165 paginiArticulando ContinuidadJavier AlbaÎncă nu există evaluări
- TUTORIAL para Fabricación Casera de BRIQUETAS para La Chimenea - Fernando Pagés LledóDocument2 paginiTUTORIAL para Fabricación Casera de BRIQUETAS para La Chimenea - Fernando Pagés LledólalyrieÎncă nu există evaluări
- Actividad 1, Mapa Mental Estrategias de Sustentabilidad para El Manejo de Recursos NaturalesDocument4 paginiActividad 1, Mapa Mental Estrategias de Sustentabilidad para El Manejo de Recursos NaturalesJonathan Flores100% (1)
- Seguridad activa y pasivaDocument24 paginiSeguridad activa y pasivasnake5556100% (1)
- Unidad Didáctica 1: C.A.D.Document9 paginiUnidad Didáctica 1: C.A.D.angelmiceltiÎncă nu există evaluări
- El Cambio de Paradigma Educativo Como Reto para Repensar La Orientación Educativa Ante Los Nuevos Escenarios y Los Ámbitos de La Innovación en El Contexto EducativoDocument2 paginiEl Cambio de Paradigma Educativo Como Reto para Repensar La Orientación Educativa Ante Los Nuevos Escenarios y Los Ámbitos de La Innovación en El Contexto EducativoMariuxi ViteÎncă nu există evaluări
- Manual Novus n1200Document13 paginiManual Novus n1200asdÎncă nu există evaluări
- 1.diseño de Plantas ApuntesDocument49 pagini1.diseño de Plantas ApuntesRafael PunchinÎncă nu există evaluări
- Resumen Critico de Sus Dos ObrasDocument20 paginiResumen Critico de Sus Dos ObrasThalia AlbitresÎncă nu există evaluări
- Trabajo Colaborativo - Fase 3 PreparacionDocument24 paginiTrabajo Colaborativo - Fase 3 PreparacionyessicaÎncă nu există evaluări
- Guía de Aprendizaje 6 - Segundo Nivel Estudios SocialesDocument2 paginiGuía de Aprendizaje 6 - Segundo Nivel Estudios SocialesPablo Jesús Jaramillo JaramilloÎncă nu există evaluări
- Ph. BioquimicaDocument13 paginiPh. BioquimicamilicorazonÎncă nu există evaluări
- 01salud MentalDocument3 pagini01salud MentalAntonio TepoxÎncă nu există evaluări
- Informe Del Osciloscopio DigitalDocument9 paginiInforme Del Osciloscopio Digitalfranco_3210_Încă nu există evaluări