Documente Academic
Documente Profesional
Documente Cultură
Informe Final
Încărcat de
Felix SalazarDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Informe Final
Încărcat de
Felix SalazarDrepturi de autor:
Formate disponibile
REPUBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DEL PODER POPULAR PARA LA DEFENSA
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITCNICA
DE LA FUERZA ARMADA
NCLEO ARAGUA EXTENSIN CAGUA
UNEFA
INFORME DE PRCTICA PROFESIONAL
REALIZADA EN LA INSTITUCIN
CORPIVENSA DEL ESTADO ARAGUA
TUTOR(A) ACADMICO(A): TUTOR(A) INSTITUCIONAL:
Apellidos y Nombres:
Izquiel Landaeta, ngel David
Apellidos y Nombres:
Perozo Miranda, Andrs Jos
Cdula de Identidad:
V-13.239.945
Cdula de Identidad:
V-13.134.746
ESTUDIANTE:
Apellidos y Nombres: SALAZAR VERA, FELIX BALOYS
Cdula de Identidad: V-19.699.440
Carrera y/o Especialidad: Ingeniera Mecnica
Cagua, Febrero 2014
i
REPBLICABOLIVARIANADEVENEZUELA
MINISTERIODELPODERPOPULARPARALADEFENSA
UNIVERSIDADNACIONALEXPERIMENTALPOLITCNICA
DELAFUERZAARMADA
COORDINACINDEPRCTICASPROFESIONALES
NCLEOARAGUA EXTENSINCAGUA
APROBACINDELINFORME
TUTOR ACADMICO
Quien suscribe, Ing. : ANGEL DAVID IZQUIEL LANDAETA, titular de la
cdula de identidad nmero V-13.239.945,en condicin de tutor acadmico designado
por la Coordinacin de Prcticas Profesionales adscrito a la Divisin Acadmica del
Ncleo Aragua de la UNIVERSIDAD NACIONAL EXPERIMENTAL
POLITCNICA DE LA FUERZA ARMADA (UNEFA) hago constar que el
informe presentado por el bachiller: FELIX BALOYS SALAZAR VERA, titular de
la cdula de identidad nmero V-19.699.440; como uno de los requisitos parciales
para optar al ttulo de INGENIERO MECNICOrene las condiciones y mritos
suficientes para ser (APROBADO) con una calificacin de puntos.
VILLA DE CURA A LOS 3 DIAS DEL MES DE ABRIL DEL AO 2014
TUTOR ACADMICO
ANGEL DAVID IZQUIEL LANDAETA
C.I.VN13.239.945
REPBLICABOLIVARIANADEVENEZUELA
MINISTERIODELPODERPOPULARPARALADEFENSA
UNIVERSIDADNACIONALEXPERIMENTALPOLITCNICA
DELAFUERZAARMADA
COORDINACINDEPRCTICASPROFESIONALES
NCLEOARAGUA EXTENSINCAGUA
APROBACIN DEL INFORME
TUTOR(A) INSTITUCIONAL
Quien suscribe, ANDRES JOSE PEROZO MIRANDA, titular de la cdula
de identidad nmero 13.134.746; En mi carcter de tutor institucional de las prcticas
profesionales desarrolladas por el bachiller: FELIX BALOYS SALAZAR VERA,
titular de la cdula de identidad numero 19.699.440; en la (Empresa, Organismo o
Institucin) CORPIVENSA (FABRICA DE EQUIPOS DE REFRIGERACION
INDUSTRIAL MAQH 0401), durante el periodo comprendido entre (14/10/2013) y
(07/02/2014) , considero que de acuerdo a los requisitos exigidos por la institucin, el
bachiller rene los mritos suficientes para ser APROBADO, con una calificacin de
puntos.
VILLA DE CURA A LOS 3 DIAS DEL MES DE ABRIL DEL AO 2014
TUTOR INSTITUCIONAL
ANDRES JOSE PEROZO MIRANDA
C.I.VN13.134.746
iii
REPBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DEL PODER POPULAR PARA LA DEFENSA
UNIVERSIDAD NACIONAL EXPERIMENTAL
DE LA FUERZA ARMADA
UNEFA
NCLEO ARAGUA EXTENSIN CAGUA
CARRERA INGENIERA MECNICA
Cagua, 3 de Abril de 2014
APROBACIN DEL EVALUADOR DEL INFORME
Estimado coordinador de las Prcticas Profesionales, mediante la presente
comunicacin hago de su conocimiento que he evaluado el informe final de prcticas
profesionales presentado por el bachiller SALAZAR VERA, FELIX BALOYS
nmero de cdula de identidad: V-19.699.440
As mismo le hago saber que el informe presentado fue:
Aprobado________________ Reprobado: _______________
EVALUADOR
1).______________________ de C.I: __________ Firma: ____________
INDICE
p.p
APROBACIN DEL INFORMETUTOR(A) ACADMICO(A) ........................... i
APROBACIN DEL INFORMETUTOR(A) INSTITUCIONAL .......................... ii
APROBACIN DEL EVALUADOR DEL INFORME ........................................ iii
INTRODUCCIN ............................................................................................ 1
DESCRIPCIN DE LA INSTITUCIN ............................................................ 5
Actividad Producctiva ................................................................................... 5
Ubicacin geogrfica. .................................................................................. 6
Visin. .......................................................................................................... 7
Misin. ......................................................................................................... 7
Objetivos de la institucion. ........................................................................... 8
Estructura organizativa ................................................................................ 9
Descripcin del departamento donde desarrollo la prctica profesional. ... 10
Nombre del jefe o encargado del departamento. ....................................... 10
Funciones del departamento...................................................................... 11
REA DE ATENCIN. .................................................................................. 11
PLAN DE ACTIVIDADES .............................................................................. 14
LOGROS DEL PLAN DE ACTIVIDADES ..................................................... 16
CONOCIMIENTOS ADQUIRIDOS ................................................................ 22
CONCLUSIONES ......................................................................................... 24
RECOMENDACIONES ................................................................................. 25
REFERENCIAS ............................................................................................ 27
ANEXOS ....................................................................................................... 28
INDICE DE ANEXOS
p.p
Anexo1. Plegadora de Aletas..................................................................... 29
Anexo2. Calandra Inicial.... 30
Anexo3. Guillotina industrial...................................................................... 31
Anexo4. Prensa Hidraulica ........32
Anexo5. Tabla de mantenimiento preventivo Plegadora de Aletas ........... 33
Anexo6. Tabla de mantenimiento espontaneo Plegadora de Aletas .......... 34
Anexo7. Tabla de mantenimiento preventivo Calandra Inicial ................... 35
Anexo8. Tabla de mantenimiento espontaneo Calandra Inicial ................. 36
Anexo9. Tabla de mantenimiento preventivo Guillotina GHN-3006-II ........ 37
Anexo10. Tabla demantenimiento espontaneoGuillotina GHN-3006-II ...... 38
Anexo11. Tabla demantenimiento preventivo Prensa Hidraulica ............... 39
Anexo12. Tabla de mantenimiento espontaneo Prensa Hidraulica ............ 40
1
INTRODUCCIN
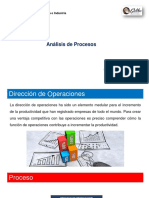
En el marco de desarrollo del pas y Adscrita al Ministerio del Poder
Popular para la Industria, CORPIVENSA (Corporacin de industrias
intermedias de Venezuela S.A) se encarga de proyectar, ejecutar y operar
las fbricas socialistas de produccin y distribucin del Estado, en el sector
industrial de transformacin y produccin manufacturera, para el logro de la
soberana industrial, independencia tecnolgica y productiva, bajo los
lineamientos del desarrollo endgeno, nuevas relaciones de produccin,
responsabilidad social y articulacin con las comunidades.
En cumplimiento con los lineamientos del Ministerio del Poder Popular
para la Industria, CORPIVENSA desarrolla proyectos enmarcados en el Plan
Nacional de la Patria, para consolidar empresas de propiedad social directas
e indirectas, que garanticen el cumplimiento del Socialismo Bolivariano en
cada una de sus etapas de operacin, productividad y rentabilidad.
De esta iniciativase consolida la Fbrica de Equipos de Refrigeracin
Industrial MAQH0401, ubicada en Villa de Cura estado Aragua, formada en
convenio con la Empresa MIPAL y la Fundacin CERTI, ambas de Brasil,
que son los responsables de aportar los conocimientos tecnolgicos para el
desarrollo en la fabricacin de equipos de refrigeracin dada su amplia
experiencia en esta rea.
Esta fbrica an se encuentra en fase de instalacin y pruebas, razn
por la cual no cuenta con el total de la maquinaria instalada o en planta. Sin
embargo, se tiene estipulado que ser equipada con diversas mquinas y
equipos con las ms altas tecnologas dentro del rea de la fabricacin de
equipos de refrigeracin industrial. Debido a la gran variedad de productos
2
que se planea producir en el futuro, tambin teniendo como principal ventaja
que las tecnologas seleccionadas tienen gran flexibilidad.
Tratando esto la empresa debe de asegurarse de mantener la
funcionalidad operacional de sus distintos equipos asegurando la buena
calidad del producto, esto a travs del desarrollo de un buen y efectivo plan
de mantenimiento. Referente a esto Newbrough (1998) seala que:
Mantenimiento. Es la actividad humana que conserva la calidad del
servicio que prestan las mquinas, instalaciones y edificios en
condiciones seguras, eficientes y econmicas, puede ser correctivo si
las actividades son necesarias debido a que dicha calidad del servicio
ya se perdi y preventivo si las actividades se ejecutan para evitar que
disminuya la calidad de servicio
De acuerdo con lo mencionado, la empresa precisa de la creacin de
rutinas y de manuales mantenimiento, inicialmente para algunas de las
maquinarias que ya se encuentran instaladas y en capacidad de
funcionamiento, como son: una Plegadora de Aletas, una Calandra inicial,
una guillotina Industrial y dos prensas hidrulicas, las cuales an no cuentan
con parmetros de mantenimiento definidos, ni manuales que describan las
actividades regulares de cuidados que requieren.
En funcin a esto, el departamento de mantenimiento de
CORPIVENSA se tom la tarea de elaborar una programacin de
mantenimiento adecuado, para las maquinas Plegadora de aletas, Guillotina,
Prensa Hidrulica y calandra inicial, ya que carece de un plan de
mantenimiento preventivo que le ayude a optimizar el funcionamiento de las
mismas.
Para esto se previ la elaboracin de inventario de repuestos y un
cronograma de mantenimiento los cuales indiquen la informacin necesaria
3
para el efectivo diseo de las actividades de mantenimiento o rutinas para
cada mquina de la planta; conjuntamente con la cooperacin del personal
de mantenimiento y en algunos casos de los operadores, para as obtener
mayor disponibilidad y confiabilidad operativa.
El presente informe est constituido por los siguientes aspectos:
Descripcin de la institucin: aqu se definen todas las
caractersticas de la empresa, en el cual fue dado el proceso de pasantas.
rea de atencin: en el cual se menciona el rea atendida por el
pasante, adems de determinar la necesidad por la cual est en esa rea,
formulando objetivos tanto generales como especficos, representando el fin
que se persigue y las acciones secuenciales que faciliten el alcance del
objetivo. Empleando mtodos para expresar el procedimiento de trabajo
utilizado, sustentando las actividades realizadas con aspectos conceptuales.
Plan de actividades: all se definen las actividades realizadas en la
institucin, durante el lapso de tiempo en el cual fue realizado el proceso de
pasantas.
Logros del plan de actividades: aqu se especifican los logros
obtenidos de acuerdo con las actividades realizadas en la institucin,
basndose tanto en la parte prctica como en los procesos observados en el
plantel.
Conocimientos adquiridos: en el cual se describen los
conocimientos tanto tericos como prcticos que se obtuvieron en el ciclo de
pasantas realizado. Todo esto enfocado al resultado final de la prctica.
Conclusiones: aqu se expresa todo derivado de la prctica
profesional, explicando de manera clara y precisa los resultados obtenidos,
4
enfatizando todo en el logro de los objetivos planteados. Adems de la
experiencia vivida y lo inherente a la propia actuacin del pasante.
Recomendaciones: en general lo que se busca en este aspecto es
otorgar sugerencias que ofrece el mismo pasante, como el producto de los
resultados obtenidos. Fundamentado en acciones y estrategias para
garantizar la eficiencia y efectividad dentro de la institucin.
Referencias: aqu se muestran todas las fuentes utilizadas que
brindaron la informacin necesaria para la elaboracin del informe de
pasantas.
5
DESCRIPCIN DE LA INSTITUCIN
FBRICA DE EQUIPOS DE REFRIGERACIN MAQH0401
CORPIVENSA S.A
Actividad productiva
CORPIVENSA Fbrica de Equipos de Refrigeracin Industrial
MAQH0401, se encuentra actualmente en labores de montaje, por lo que no
est equipada con el 100% de su maquinaria y por lo tanto no ha iniciado
labores de produccin.
A futuro, la empresa desarrollar una amplia variedad de equipos para
la industria, como evaporadores, condensadores, paneles y puertas
termoaislantes entre otros para abastecer el mercado de industria
venezolana que en la actualidad cuanta con un alta demanda. A su vez la
fbrica cuenta con una amplia variedad de maquinaria para el desarrollo de
procesos metal-mecnicos entre las cueles podemos destacar guillotinas,
prensas hidrulicas, dobladoras, punzonadoras, calandras, tornos y equipos
de soldaduras de diferentes tipos entre otros.
Cabe destacar la existencia de un departamento de ingeniera que
cuenta con personal calificado para el diseo y desarrollo de productos del
ramo realizados a pedidos directamente por consumidores exigentes que
requieran de un trabajo especfico que se pueda realizar con la maquinaria
que la empresa posee, ampliando as su cobertura en el mercado nacional.
La empresa pensando en su desarrollo futuro tambin opta por buscar
mejoras continuas y garantizar la alta calidad de sus productos, como el
desarrollo de nuevos diseos adaptados a la necesidades de la industria
venezolana o la modificacin de los diseos conocidos que optimicen la
6
eficiencia de estos y reduzcan los gastos en materia prima o costos de
produccin sin disminuir la calidad de su desempeo.
Ubicacin Geogrfica
La empresa CORPIVENSA (FABRICA DE EQUIPOS DE
REFRIGERACION MAQH 0401), est ubicada en la zona industrial los
tanques, calle H, de villa de cura, Municipio Zamora en el Estado Aragua.
Dispone de un rea de 35.300M2 de construccin en los cuales se divide en
dos galpones de procesos productivos, uno de 3.560 M2 destinado a la
fabricacin de paneles y puertas y el otro de 3.850 M2 para producir
evaporadores, un edificio correspondiente al rea administrativa de 2.465
M2, la superficie restante est destinada a depsitos de material reciclado y
a reas verdes.
7
Visin
Ser una corporacin lder en la fabricacin de Equipos de
Refrigeracin Industrial de primera calidad, tanto en Venezuela como toda
Latinoamrica, apoyados en el mejoramiento continuo de los procesos, las
mejores tecnologas, contando con un equipo de tcnicos y profesionales del
ms alto nivel y comprometidos con la nacin y con nuestros clientes,
otorgndoles siempre calidad y eficacia, orientados hacia la honestidad,
lealtad y con el mayor nivel de productividad, garantizando un equilibrio
socio-econmico y espiritual sostenido para cada uno de los integrantes de
esta empresa y abarcar todos las redes en distribucin para ser lderes en el
mercado de equipos de refrigeracin industrial, y as ser una organizacin
modelo a seguir para fomentar, proponer, apoyar y desarrollar proyectos
socio productivos que permitan al poder popular una soberana econmica y
social igualitaria.
Misin
Somos una Fbrica de Equipos de Refrigeracin Industrial, destinada
a cumplir con la nacin, en la elaboracin de productos que sirvan para la
conservacin de alimentos, as como potenciar el poder popular y la
integracin de la regin, capaz de servir con calidad, eficiencia y eficacia,
apoyados en las mejores tecnologas y talento humano comprometido con la
maximizacin de los resultados, con la participacin protagnica del pueblo,
contribuyendo con el medio ambiente y la seguridad, a fin de garantizar al
bravo pueblo venezolano la disponibilidad, el acceso oportuno y permanente
a nuestros productos mediante la distribucin de los mismos, a travs de
redes comunales, pblicas y privadas.
8
De igual modo, contribuir en la construccin de un sistema socialista
mediante la relacin entre nuestra organizacin y la sociedad, a travs de la
incorporacin del poder popular en el proceso de crecimiento, produccin y
evolucin de la organizacin, impulsando y fortaleciendo el progreso y
crecimiento socioeconmico de la comunidad, fomentando la igualdad social
y mejora de la calidad de la vida del pueblo.
Objetivos de la Institucin
Elaborar productos dentro de los requerimientos de calidad
establecidos corporativamente.
Desarrollar y mantener el sistema de calidad segn los lineamientos
de ISO 9001, adaptado por la fundacin CERTI la cual es la aliada
tecnolgica de la empresa.
Mantener un clima organizacional adecuado que permita el
crecimiento personal profesional y la calidad de vida de los
trabajadores.
Desarrollar programas de formacin integral para todo el personal, con
el fin de formar profesionales integrales con conocimientos del
proceso productivo de todas las fbricas socialistas creadas por
CORPIVENSA.
Ejecutar los programas de produccin para satisfacer oportunamente
los planes de venta, as como fomentar el crecimiento de EPS
(Empresas de Produccin Social).
Preservacin y mantenimiento de la planta fsica, maquinarias y
equipos.
Mejorar permanentemente los procesos para asegurar la calidad y
productividad.
9
Estructura organizativa de la fbrica de equipos de refrigeracin MAQH0401 de CORPIVENSA
Fuente: CORPIVENSA, Departamento de Recursos humanos (2013)
Descripcin del Departamento
Las prcticas profesionales del proceso de pasantas se llevaron a
cabo en el departamento de mantenimiento de la Fbrica de Equipos de
Refrigeracin MAQH0401. Este departamento tiene como funcin coordinar,
desmontar, reparacin, reconstruccin y mantenimiento a maquinaria y
equipos pesados. Este Departamento lleva una ardua tarea como lo es la
ordenacin de la reparacin, reconstruccin y mantenimiento de las
diferentes maquinas instaladas en las dos naves que posee la empresa para
produccin. As como, tambin coordinando todo el proceso de trabajo
operativo con el apoyo de los diferentes miembros que componen el
departamento de mantenimiento, como tambin de los operarios que en
primera instancia son los encargados de realizar el mantenimiento
espontaneo de la maquinaria llevar un control diario de las mismas.
Bajo este departamento est la responsabilidad de llevar un control de
las reparaciones de equipo y maquinas instaladas las cuales son el pilar del
proceso productivo de la fbrica y tambin llevar un control de los posibles
repuestos a cubrir la reparacin. No slo cubre la reparacin si no el
monitoreo constante de la maquinaria para garantizar un buen
funcionamiento de estas sin perdidas en materiales o tiempo de produccin.
Nombre del Jefe o encargado del Departamento.
Ing. Andrs Jos Perozo Miranda, Gerente de Mantenimiento
10
11
Funciones del Departamento.
Este departamento tiene el deber, la disponibilidad, la instrumentacin
y la capacidad tcnica para afrontar, resolver e intervenir directamente con
las fallas o desperfectos, que puedan presentar cada una de las mquinas y
equipos presentes en la planta. Su funcin especficamente se basa en
aplicar directamente los tipos de mantenimiento ms convenientes segn sea
el caso que se presente en planta. Teniendo en cuenta que es una empresa
relativamente nueva , esto hace que sus mquinas y equipos no tengan
precedentes de tipos de mantenimientos usados , donde entra en accin el
departamento de mantenimiento, aplicando una serie de estudios,
diagnsticos y recabando toda la informacin necesaria con el fin de
establecer el mantenimiento requerido para cada equipo, mejoras no solo a
las maquinas sino a las instalaciones de la empresa en general, en si este
departamento engloba todos los aspectos en cuanto a estructura,
mantenimiento de las reas de trabajo y el mantenimiento mecnico de las
maquinas, factores que son de gran relevancia para el buen aspecto de la
empresa, mquinas y equipos.
REA DE ATENCIN.
CORPIVENSA (Fabrica de Equipos de Refrigeracin Industrial
MAQH0401), es una empresa que se dedica a la produccin de paneles de
y puertas termoaislantes, tambin produce evaporadores y condensadores
industriales, para as poder satisfacer las necesidades del mercado. La
empresa se rige por el compromiso que tiene con los clientes de entregar el
producto en un tiempo estipulado y con una calidad satisfactoria, para eso es
necesario que esta misma cuente con la mejor confiabilidad de sus
mquinas.
12
La empresa carece de una gestin de mantenimiento organizada,
eficaz y efectiva, esto dado por la rpida formacin de la Fbrica de Equipos
de refrigeracin MQAH0401 (Corpivensa S.A) y que la maquinaria a pesar
de ser nueva, no tiene planes de mantenimiento desarrollados para el trabajo
que se espera realizar. La empresa necesita la creacin de planes de
mantenimiento efectivos, basados en los procesos que se llevaran a cabo
teniendo como misin el garantizar que ayuden a mejorar su confiabilidad
operacional, para cumplir con las exigentes metas de produccin impuestas
por la fbrica para un futuro.
Cualquier falla o parada imprevista, ocasiona problemas en el proceso
de produccin, esto trae como consecuencia el retraso a la hora de entregar
el producto terminado al cliente o defectos o imperfecciones en el producto
terminado. Es necesario que las etapas que estn involucradas en el proceso
de elaboracin del producto, funcionen correctamente, eficientemente y
confiablemente, es por ello que se necesitan mquinas y equipos
capacitados para trabajar de manera segura y continua, para as elaborar el
producto bajo los estndares de calidad propuestos por la fundacin CERTI
(Aliado tecnolgico) que a su vez estn regidos por la ISO 9001.
En respuesta a la problemtica mencionada se trabaj en el desarrollo
de rutinas de mantenimiento, planes de mantenimiento preventivo y
espontneo, creacin de manuales y stock de repuestos para las maquinas:
Plegadora de Aletas, Calandra Inicial, guillotina Industrial y Prensa
Hidrulica.
Se enfoc este trabajo en el desarrollo de estos planes y rutinas a
travs de investigacin, ya fuese de algunos manuales en otros idiomas,
manuales de equipos similares e interrogatorio directo con los operadores de
las maquinarias, todo esto para crear una base en la empresa que ayude, no
solo al mantenimiento de dichos equipos, si no a establecer un modelo para
13
su futura aplicacin en el resto de los equipos que se instalaran en la
empresa.
El trabajo actual se enfoca solo en los equipos ya mencionados, pero
este establece un precedente para la actual situacin de la empresa que
contaba con muy poco o ningn material acerca del mantenimiento de los
equipos y no tenan planes especifico o periodos de tiempo para llevar a
cabo estos, por lo que se desarroll un plan de mantenimiento en funcin a
un tiempo establecido, que garantizara si no el mejor funcionamiento,
ayudara mantendr los equipo en buenas condiciones de trabajo y
prolongacin de su vida til.
1
4
PLAN DE ACTIVIDADES
N
ACTIVIDADES
DIAGRAMA DE GANTT
PERIODO DE 16 SEMANAS
DESDE: 14/10/2013 HASTA 07/02/2014
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
1
Introduccin e induccin a la empresa CORPIVENSA
(Fabrica de Equipos de Refrigeracin Industrial MAQH
0401), ubicada en, zona Industrial los tanques, calle H,
Villa de Cura, Estado Aragua.
2
Revisin y organizacin de la maquinaria instalada en
el rea de fabricacin de intercambiadores de calor de
la empresa as como revisin de la documentacin de
las mismas.
3
Desarrollo de un sistema de categorizacin para la
documentacin tcnica, los planos y los manuales en
las maquinarias siguientes: Punzonadoras de aletas,
guillotina hidrulica, calandra inicial y prensa hidrulica.
1
5
6
Creacin de fichas y documentos de control tanto para
los mantenimientos programados como para los no
programados, a su vez instruyendo al personal sobre
los datos que debe contener dicha documentacin para
garantizar el control del mantenimiento en la
maquinaria.
7 Elaboracin y entrega del informe.
N
ACTIVIDADES
DIAGRAMA DE GANTT
PERIODO DE 16 SEMANAS
DESDE: 14/10/2013 HASTA 07/02/2014
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
4
Establecer los parmetros para desarrollar los planes
de mantenimiento acordes para cumplir con los
requisitos establecidos en la normativa planteada por la
fbrica (Segn Fundacin CERTI de Brasil), para
garantizar un funcionamiento futuro a ptimo
desempeo, con la aplicacin de nuevas tecnologas.
5
Desarrollar un plan de mantenimiento para diferentes
periodos (Semanal, Mensual y Anual) a cada una de las
maquinarias para garantizar su mejor desempeo y
evitar fallas por causa de un cuidado inadecuado, que
podra presentarse a causa de ser equipos nuevos que
an no estn en condiciones de funcionamiento y no
hay precedentes establecidos para el cuidado de estas
en dicha empresa para cuando se inicie su uso.
LOGROS DEL PLAN DE ACTIVIDADES
OBJETIVOS
LOGROS
Introduccin e induccin a la
empresa CORPIVENSA
(Fabrica de Equipos de
Refrigeracin Industrial MAQH
0401), ubicada en, zona
Industrial los tanques, calle H,
Villa de Cura, Estado Aragua.
Se realiz una induccin a la
empresa, como tambin un
recorrido a las instalaciones, en el
cual se conocieron todos los
dispositivos implementados en la
empresa.
Se asisti a charlas de seguridad y
prevencin industrial, estableciendo
los conocimientos adecuados para
el buen desempeo y desarrollo de
las prcticas profesionales. Curso
dictado por los bomberos del estado
Aragua a fin de crear brigadistas los
cuales puedan prestar apoyo en
caso de cualquier imprevisto.
Revisin y organizacin de la
maquinaria instalada en el rea
de fabricacin de
intercambiadores de calor de la
empresa as como revisin de
la documentacin de las
mismas.
Explicacin del funcionamiento de
cada una de las maquinarias
instaladas en la nave de produccin
de evaporadores como tambin en
la nave de confeccin de paneles.
Se establecieron los parmetros de
16
16
ubicacin de la maquinaria en cada
punto segn especificaciones de los
planos de construccin.
Recoleccin de toda la informacin
requerida de cada equipo y maquina
presente en la nave de
evaporadores de calor, as como la
ubicacin y recoleccin de cada
manual de maquinaria el cual
estaba presente en la empresa pero
en otros departamentos los cuales
no les competa, los mismos fueron
recolectados y llevados al
departamento de mantenimiento.
Desarrollo de un sistema de
categorizacin para la
documentacin tcnica, los
planos y los manuales en las
maquinarias siguientes:
Plegadora de aletas (Anexo 1),
Calandra Inicial (Anexo 2),
Guillotina industrial (Anexo 3) y
Prensa hidrulica (Anexo 4 )
Teniendo recabada toda la
informacin concerniente a las
maquinas que fueron asignadas
para el desarrollo de los planes de
manteniendo, y as dar
cumplimiento a las prcticas
profesionales se desarroll un
sistema de categorizacin para los
manuales de la maquinaria, se
establecieron por nmero de
acuerdo a su importancia y se
clasifico si existan dichos manuales
en espaol u otros idiomas y se
recabo toda la informacin
17
concerniente en digital de los
manuales.
Se realiz la revisin del material
fsico y digital para la organizacin
de manuales y documentacin
concerniente a las maquinas (
planos, catlogos, etc), para
organizar las ideas que conllevan a
la propuesta para realizar el plan de
mantenimiento acorde a lo
establecido por la fundacin CERTI
de Brasil, la cual se rige y est
fundamentada en la norma ISO
9001.
Establecer los parmetros para
desarrollar los planes de
mantenimiento acordes para
cumplir con los requisitos
establecidos en la normativa
planteada por la fbrica (Segn
Fundacin CERTI de Brasil),
para garantizar un
funcionamiento futuro a ptimo
desempeo, con la aplicacin
de nuevas tecnologas.
Ya con toda la informacin recabada
sobre las maquinas se comenz a
establecer la propuesta del plan
general de mantenimiento, como
tambin el plan de actividades por
maquina instalada en la lnea de
produccin de evaporadores de
calor.
Siguiendo los lineamientos de la
fundacin CERTI de Brasil la cual
es la aliada tecnolgica de la fbrica
y es la encargada de regular todo lo
que se establezca con referencia a
la maquinaria e implementacin de
sistemas se adecuo la propuesta.
18
18
Desarrollar un plan de
mantenimiento para diferentes
periodos (Semanal, Mensual y
Anual) a cada una de las
maquinarias para garantizar su
mejor desempeo y evitar fallas
por causa de un cuidado
inadecuado, que podra
presentarse a causa de ser
equipos nuevos que an no
estn en condiciones de
funcionamiento y no hay
precedentes establecidos para
el cuidado de estas en dicha
empresa para cuando se inicie
su uso.
Realizacin de una inspeccin a la
maquinaria instalada y asignada en
la lnea de evaporadores a fin de
determinar las necesidades de las
mismas para garantizar la
funcionabilidad de la propuesta del
plan de mantenimiento.
Reunin con los tcnicos de
mantenimiento para revisin de las
maquinas.
Se definieron las estrategias para
elaborar las tablas de
mantenimiento segn las
especificaciones de la norma ISO
9001, adaptadas a los
requerimientos de la fbrica.
Se realizaron pruebas de
funcionamiento de las maquinas en
la lnea de produccin para
verificacin de desperfectos, y
puesta a punto de las mismas por
los tcnicos.
Se estudi las pruebas que se
realizaron a las mquinas para
elaborar las tablas de
mantenimiento predictivo a largo
plazo para optimizar el rendimiento
de los equipos a fin de garantizar la
produccin de la fbrica.
19
Se presenciaron las fallas ocurridas
en los equipos y se llev a cabo un
diagnstico de fallas, para ser
solventadas mediante la
implementacin de los planes de
mantenimiento.
Conjunto con los tcnicos y
operadores se llev a cabo el
inventario de las matrices y
repuestos de los equipos para
determinar que se tiene en el
almacn, y se dividieron por orden
de prioridad.
Con toda la informacin necesaria
recabada durante el trascurso de las
prcticas profesionales, y mediante
las observaciones, pruebas y datos
recabados de los tcnicos y
operarios de las maquinas se
desarrollaron e implementaron las
tablas de mantenimiento para
garantizar un plan general de
mantenimiento que cumpla con las
normas de la empresa. De aqu se
crearon las tablas de
mantenimientos de equipos (Anexos
5 al anexo 12)
20
20
Creacin de fichas y
documentos de control tanto
para los mantenimientos
programados como para los no
programados, a su vez
instruyendo al personal sobre
los datos que debe contener
dicha documentacin para
garantizar el control del
mantenimiento en la
maquinaria.
Creacin de fichas y tablas de
mantenimiento espontaneo las
cuales sern usadas da a da en
los equipos por los operarios los
cuales son en primera instancia los
que realizan el mantenimiento diario
de las maquinas.
Se realizaron charlas con los
tcnicos de mantenimiento y los
operadores de las maquinas
propuestas a fin de que se
familiarizaran con las tablas
realizadas para poder
implementarlas y que tuvieran el
conocimiento necesario para
cumplir con los objetivos del plan
general de mantenimiento.
21
22
CONOCIMIENTOS ADQUIRIDOS
Durante el periodo que comprendieron las pasantas largas
industriales, el redactor del presente informe puede asegurar que los
conocimientos adquiridos en dicha etapa, fueron extensamente amplios, ya
que a nivel empresarial, todos los recursos que se puedan desarrollar para el
aprendizaje son de vital importancia.
Sin embargo, se pueden destacar los conocimientos de campo
obtenidos a travs de la observacin de los ingenieros y tcnicos de la
empresa dando una idea de la amplitud de conocimientos que debe de
englobar el ingeniero indiferentemente de su rea de estudio, dado que en el
campo laboral son requeridos conocimientos, no de una sino de muchas
reas para facilitar tanto la identificacin, como la solucin de los problemas
que se presentan con el da a da en el campo laboral.
Otro conocimiento adquirido fue en referencia al nmero de aspectos
que deben manejarse para el montaje de una lnea de produccin, teniendo
en cuenta no slo su funcionamiento si no la necesidad de garantizar la
operacin de esta con el mejor aprovechamiento de los recursos existentes y
asegurar su buen funcionamiento a lo largo del tiempo de operacin de
estas, siendo conscientes tambin que ningn sistema es perfecto y se debe
estar preparado para responder a cualquier eventualidad y solucionar las
fallas que se presentaran para asegurar la confiabilidad del proceso de
produccin de dicha empresa.
Ms especficamente se podran desglosar algunos de los
conocimientos ms importantes que se adquirieron durante la realizacin de
las prcticas profesionales, entre los cuales se podran sealar:
23
Conocimientos de los procesos de produccin que debe
manejar una empresa y aspectos importantes para el desarrollo
de este.
Puesta en prctica de los diferentes conocimientos tericos
adquiridos durante el periodo de estudio universitario.
Manipulacin de software de diseo 3D (SolidWork 2012).
Curso de seguridad industrial en caso de emergencia dictado
por la los Bomberos de Aragua para la empresa.
Diversos conocimientos industriales adquiridos durante la
observacin de los diferentes procesos de ensamblaje y
montaje, como tambin de la implementacin de diferentes
equipos para la solucin de problemas presentados en estos
procesos.
Conocimientos en desarrollo de planes de mantenimientos para
lneas de produccin y adaptabilidad de planes existentes para
mejorar su aplicacin.
24
CONCLUSIONES
A travs de la elaboracin de estas pasantas industriales se pudo
observar la insuficiencia de documentacin que presenta una empresa en
su etapa de instalacin y organizacin, dado que la maquinaria que se
instala no cuenta con un plan de mantenimiento ajustado a las necesidades
que estos equipos requieren, esto mostro que cada empresa necesita
realizar un estudio de los planes de mantenimiento existente y adecuar el
ms idneo para cubrir necesidades productivas.
Durante este perodo de pasantas industriales largas (16 Semanas)
se pudo desarrollar y aplicar un plan de mantenimiento que se espera
cumpla con las necesidades de la empresa al momento de iniciar sus
procesos de produccin.
Tambin se pudieron aplicar en este periodo los conocimientos
adquiridos durante el proceso de estudio, adems de adquirir nuevos
conocimientos en el rea de trabajo.
Al finalizar las pasantas industriales se complet el objetivo que se
planteaba en un principio que era el de desarrollar y aplicar los
conocimientos personales y de fuentes referenciales para la elaboracin de
un plan de mantenimiento para los equipos antes mencionados, como lo son:
Plegadora de aletas, Guillotina Industrial, Calandra inicial y Prensa
Hidrulica.
As cumplindose con los objetivos planteados se espera no slo
haber alcanzado una meta acadmica, si no tambin contribuir activamente
en el desarrollo de la empresa que dio la oportunidad de llevar a cabo esta
actividad en sus instalaciones y prest su apoyo a lo largo de este proceso.
25
RECOMENDACIONES
A la Universidad
Se recomienda la implementacin de prcticas de campo o con
maquinaria que faciliten al alumno reconocer o familiarizarse con equipos y
maquinas industriales.
Entrar en contacto con empresas o instituciones interesadas en
proporcionar pasantas industriales a fin de facilitar opciones a los alumnos
que no lograran asegurar sus pasantas en las empresas en las que se
postularan.
La implementacin de materias o actividades faciliten la adaptacin a
ambientes modernos de trabajo, como por ejemplo el manejo de diferente
software ya sea de diseo u organizacin, que son las tendencias actuales
en materia de ingeniera.
A la Empresa o Institucin
Recomendar un mejor sistema de organizacin de los diferentes
documentos y materiales entregados por los fabricantes, para llevar un mejor
control de la informacin y caractersticas de los equipos, como la
designacin de un rea para albergar toda esa informacin, independiente de
otra informacin de la empresa referente a diversas actividades de otros
ndoles.
Luego de iniciada las actividades productivas de la empresa reevaluar
las actividades de mantenimiento y mejorar segn sea adecuado ya que el
plan de mantenimiento desarrollado se realiz a base solo de puesta a
26
prueba de la maquinaria y no a trabajo continuo, por lo que puede ser
necesario reacondicionar el plan actual.
El reconocimiento de gastos de transporte para futuros pasantes, dado
la ubicacin de la empresa es difcil para un estudiante en periodo de
pasantas el cargar con estos gastos teniendo en cuenta el elevado costo de
los medios de transporte actuales, como para motivarlo en el proceso de
desarrollo de las actividades, sabiendo que no es obligatorio el pago o
incentivo por parte de la empresa, facilita al estudiante un ambiente de
trabajo ms calmado que facilita un mejor desarrollo profesional.
A los futuros pasantes
A futuros pasantes que a la hora de buscar pasantas en cualquier
empresa evalen la ubicacin de esta, su facilidad para transportarse, los
gastos que deben de realizar a diario en transporte y de haber problemas
con esto presentar la situacin a la empresa para llegar a un acuerdo mutuo
beneficioso para ambas partes.
Tambin se recomienda a los estudiantes el ser puntuales en los
horarios de las empresas dado est pensado para el rendimiento ptimo de
las actividades diarias.
El mejorar sus conocimientos en manejo de computadoras y distintos
tipos de software, que en la actualidad son la pauta que se maneja en el
mercado industrial y su manejo y uso facilita ampliamente la adaptacin a las
diferentes tareas que se presentan en las empresas.
27
REFERENCIAS
Araujo (2008). Mantenimiento Industrial. Editorial Cecsa. Colombia.
Comisin Venezolana de Normas Industriales (1995) 2260-88 y 3049-93
Mantenimiento. Definiciones. Caracas- Venezuela.
Daz de C., N. (2006). Normas para la elaboracin, presentacin, evaluacin,
aprobacin de los trabajos de grado, especializacin y maestra. Barinas,
Venezuela: Universidad Experimental de los Llanos Ezequiel Zamora.
E.T. NEWBROUGH y personal de Albert Ramond y Asociados (1998).
Administracin de Mantenimiento Industrial. Editorial Diana. 12a. Edicin.
Hernndez (2006). Mantenimiento Industrial. Editorial Tcnica. Mxico.
Rey M, (2008). Anlisis de modo y efecto de fallas. [Documento en lnea]
[Disponible en: http://es.scribd.com/doc/17713973/13/Analisis-de-modo-y-
efecto-de-falla-AMEF]. [Consulta: 2013]
ANEXOS
Anexo 1. Plegadora de aletas
Fuente: El autor (2013)
2
9
Anexo 2. Calandra Inicial
Fuente: El autor (2013)
3
0
Anexo 3. Guillotina Industrial
Fuente: El autor (2013)
3
1
Anexo 4. Prensa Hidrulica
Fuente: El autor (2013)
3
2
Item
s
e
m
a
n
a
l
m
e
n
s
u
a
l
t
r
i
m
e
s
t
r
a
l
A
n
u
a
l
O
p
e
r
a
d
o
r
T
c
n
i
c
o
1
x X
2
x X
3
x X
4
x X
5
x X
6
x X
7
x X
8
x X
9
x X
10 x X
11
x X
12
x X
13
x X
14
x X
15
x X
16
x X
17
x X
18
x X
19
x X
20
x X
21
x X
22
x X
23
x X
24
x X
25
x X
26
x X
27
x X
28
x X
29
x X
30
x X
31
x X
32
x X
33
x X
34 x X
ELABORADO POR Nombre:
REVISADO PORNombre:
APROBADO POR Nombre:
Informaciones sobre las actividades de mantenimiento
MQUINA: Prensa Estampadora de Aletas Burr-OAK
(Lubricador de Patron) Revisar nivel de liquido de la bomba wilden
(Unid. Apiladora) Engrasar las (4) conexiones al costado del bastidor de la base
(Unid. Apiladora) Engrasar la conexin del centro de la base apiladora giratoria
(Unid. Apiladora) Engrase las (6) conexiones de las ruedas de la apiladora
(Desenrrolador) Limpieza del filtro de aire
(Desenrrolador) Revisar nivel de liquido en las lineas de aire.
(Unid. De Succion) Engrasar los (8) cojinetes de la brida
(Unid. De Succion) Reponer aceite de la linea de aire
(Prensa) Revisar las lineas de aire y lubricante
(Prensa) Buscar perdidas en el sistema hidraulico
(Desenrrolador) Engrasar las conexiones de la mordaza de la sierra
(Desenrrolador) Revisar nivel de lubricante del mando mecanico
(Prensa) Ajustar paralelismo del piston de la prensa
(Prensa) Revise que la bomba hidarulica funcione y que la corona este alineada
(Lubricador de Patron) Revisar filtro de lubricacion del patron
(Lubricador de Patron) Revisar el nivel liquido del lubricador del enlazodor lateral
(Lubricador de Patron) revisar nivel de lubricante en el tanque del lubricador
(Lubricador de Patron) Revise el nivel de liquido del deposito del lubricante del patron
(Lubricador de Patron) Asegurarse que los rodillos del tanque se muevan libremente
(Prensa) Revisar indicador del filtro de aire y cambiar de ser necesario
(Prensa) Revisar tension de la cadena entre tuercas de ajuste y pion
(Prensa) Revisar distancia entre cojinete y prensa y ajustar de hacer falta
(Prensa) Revise y ajuste la nivelacion de la prensa
(Prensa) Ajustar las cajas de los rodamientos y los cojinetes ( 8 )
(Prensa) Revisar nivel de liquido en deposito de lubricacion del perno del troquel
(Prensa) Revisar nivel de liquido hidraulico y reponer de ser necesario
Limpe la mqina: Panel y partes externas
(Prensa) Revisar que el panel de interructores este correcto y sin daos
(Prensa) Ejecutar un ciclo manual para comprobar funcionamiento
(Prensa) De haber liquido en el filtro de aire se debe drenar
(Prensa) Revisar nivel de grasa en el sistema de libricacion de prensa
Limpie el rea de trabajo (Piso y local en general)
(Prensa) Revisar las conexiones electricas en busca de fallas
(Prensa) Revisar nivel de aire del embrague de la prensa, reponer
Frecuencia Resp.
Instrucciones de trabajo
Observaciones
Vi sto: Fecha:
Vi sto: Fecha:
Vi sto: Fecha:
Anexo 5 Tabla de Mantenimiento Preventivo Plegadora de Aletas
Fuente: Flix Salazar (2014)
3
3
Pgina 1
Revisin 00
Fecha Inicio:
Fecha Fin:
Responsable Sector:
Item Condicin
1 Mensual
2 Mensual
3 Semanal
4 Semanal
5 Semanal
6 Semanal
7 Mensual
8 Mensual
9 Mensual
10 Mensual
11 Anual
12 Anual
13 Anual
14 Diaria
15 Semanal
16 Semanal
17 Mensual
18 Mensual
19 Semanal
20 Semanal
21 Mensual
1 Produccin
2 Produccin
3 Produccin
4 Produccin
5 Produccin
1 Equipamiento
2 Equipamiento
3 Equipamiento
4 Equipamiento
5 Equipamiento
6 Equipamiento
7 Equipamiento
8 Equipamiento
9 Equipamiento
10 Equipamiento
11 Equipamiento
1 Factores Externos
(Lubricador de Patron) Revisar filtro de lubricacion del patron
(Lubricador de Patron) Revise el nivel de liquido del deposito del lubricante del patron
(Lubricador de Patron) Asegurarse que los rodillos del tanque se muevan libremente
(Unid. Apiladora) Engrasar las (4) conexiones al costado del bastidor de la base
(Unid. Apiladora) Engrasar la conexin del centro de la base apiladora giratoria
(Desenrrolador) Engrasar las conexiones de la mordaza de la sierra
(Desenrrolador) Revisar nivel de lubricante del mando mecanico
VIE
Tiempo
M
A
N
T
E
N
I
M
I
E
N
T
O
Tipo
LUN
Instruccin Utilizada MAR MIER JUE
tems a ser verificados antes de iniciar la produccin
Observacin
Espontanea_Prensa estampadora Burr-OAK
Actividades LUN
Mquina: Prensa Estampadora FP1A-2012 Marca: Burr-OAK
Funcin: Estampado de aletas Operador 1 turno: ____________________
Localizacin: Linea de Produccion Operador 2 turno:_____________________
Responsable: Tecnico
(Unid. De Succion) Engrasar los (8) cojinetes de la brida
(Unid. De Succion) Reponer aceite de la linea de aire
MAR JUE
Tiempo Tiempo Tiempo Tiempo
MIER VIE
Tiempo
JUE
(Unid. Apiladora) Engrase las (6) conexiones de las ruedas de la apiladora
Prdidas por error de puesta a punto.
MAR
Tiempo
Observacin
Tiempo Tiempo
F
A
C
T
O
R
E
S
Item Tipos de Anormalidades Tipo
LUN MAR MIER
Falta de energa elctrica.
Tiempo Tiempo Tiempo
Prdidas de presin de aceite en el sistema hidrulico.
Prdidas por desajuste en el sistema hidrulico.
P
R
O
B
L
E
M
A
S
La chapa esta fuera de las especificaciones de espesor.
Item Tipos de Anormalidades Tipo
LUN
JUE VIE
El software da seales de errores frecuentemente.
Residuos (aceite y suciedad) en la operacin de la mquina.
Cada de tensin (energa).
Surgimiento de olores (quemado, humo).
Ruidos o vibraciones anormales.
Calentamiento anormal en algn lugar de la mquina.
Corrosin en la parte externa de la mquina.
P
R
D
I
D
A
S
Tiempo Tiempo Tiempo
Observacin
VIE
Registro de Anormalidades
Prdidas por ajustes en la preparacin de la mquina.
Prdidas por paradas imprevistas.
Prdidas por generacin de producto defectuoso o retrabajo.
Error en sensor(es).
Item Tipos de Anormalidades
MIER
Prdidas por ruptura del equipamiento.
(Prensa) Revisar nivel de grasa en el sistema de libricacion de prensa
(Prensa) Revisar nivel de aire del embrague de la prensa, reponer
(Prensa) Revise que la bomba hidarulica funcione y que la corona este alineada
(Prensa) Ajustar las cajas de los rodamientos y los cojinetes ( 8 )
(Prensa) Revisar nivel de liquido en deposito de lubricacion del perno del troquel
(Prensa) Revisar nivel de liquido hidraulico y reponer de ser necesario
(Prensa) Revisar indicador del filtro de aire y cambiar de ser necesario
(Prensa) Revisar tension de la cadena entre tuercas de ajuste y pion
(Prensa) Revisar distancia entre cojinete y prensa y ajustar de hacer falta
(Prensa) Revise y ajuste la nivelacion de la prensa
(Prensa) Ajustar paralelismo del piston de la prensa
Anexo 6. Tabla de Mantenimiento espontaneo Plegadora de Aletas
Fuente: Flix Salazar, (2014)
3
4
Item Informaciones sobre las actividades de mantenimiento
s
e
m
a
n
a
l
m
e
n
s
u
a
l
t
r
i
m
e
s
t
r
a
l
A
n
u
a
l
O
p
e
r
a
d
o
r
T
c
n
i
c
o
1 Control Regular de Lubricacion X X
2 Controlar los componentes de amortiguacion de la maquina X X
3
Revisar ajuste de las tuercas para evitar corrimiento o vibraciones en
el equipo
X X
4 Revision de los componentes electricos en los cajetines X X
5 Verificar estado de boton de parada emergencia X X
6 Engrasar manivela de ajuste entre rodillos X X
7 Cambio de rodamientos de los rodillos X X
8 Lubricacion de la caja reductora del motor X X
ELABORADO POR Nombre:
REVISADO POR Nombre:
APROBADO POR Nombre:
Vi sto:
Vi sto:
Fecha:
Fecha:
Vi sto: Fecha:
MQUINA: Calandra Inicial CALFRAN Frecuencia Resp. Instrucciones de trabajo Observaciones
Anexo 7. Tablas de Mantenimiento Preventivo Calandra Inicial
Fuente: Flix Salazar, (2014)
3
5
Pgina 1
Reviso 00
Fecha Inicio:
Fecha Fin:
Responsable Sector:
Item Condicin
1 Diario
2 Diario
3 Diario
4 Diario
5 Diario
6 Diario
1 Produccin
2 Produccin
3 Produccin
4 Produccin
5 Produccin
1 Equipamiento
2 Equipamiento
3 Equipamiento
4 Equipamiento
5 Equipamiento
6 Equipamiento
7 Equipamiento
8 Equipamiento
9 Equipamiento
10 Equipamiento
11 Equipamiento
12 Equipamiento
13 Equipamiento
1 Factores Externos
Prdidas por desajuste en el sistema hidrulico.
P
R
O
B
L
E
M
A
S
P
R
D
I
D
A
S
La chapa esta fuera de las especificaciones de espesor.
Avera en el sistema de soporte central o lateral
F
A
C
T
O
R
E
S
Item Tipos de Anormalidades Tipo
LUN MAR MIER JUE VIE
Registro de Anormalidades
Item Tipo
LUN MIER
Prdidas por ruptura del equipamiento.
Prdidas por ajustes en la preparacin de la mquina.
Item Tipos de Anormalidades Tipo
LUN MAR MIER JUE VIE
TiempoTiempo Tiempo Tiemp Tiempo
tems a ser verificados antes de iniciar la produccin
Verificacin del nivel de grasa, o remover el exceso
Lubricacin regular y verificacin del nivel del aceite
(reductor y tanque hidrulico)
Observacin
Falta de energa elctrica.
La chapa trabada en los rodillos.
Instruccin Utilizada
Verificar el sistema de traccin?
Observacin
El software da seales de errores frecuentemente.
Prdidas de presin de aceite en el sistema hidrulico.
Error en sensor(es).
Cada de tensin (energa).
Surgimiento de olores (quemado, humo).
Corrosin en la parte externa de la mquina.
Tipos de Anormalidades
VIE
Observacin
Prdidas por paradas imprevistas.
Prdidas por generacin de producto defectuoso o retrabajo.
MAR JUE
TiempoTiempo Tiempo Tiemp Tiempo
Residuos (aceite y suciedad) en la operacin de la mquina.
MAR MIER JUE VIE
Prdidas por error de puesta a punto.
Ruidos o vibraciones anormales.
Calentamiento anormal en algn lugar de la mquina.
IT_Espontneo_Calandra
M
A
N
T
E
N
I
M
I
E
N
T
O
Actividades LUN
Mquina: Calandra CIP4 Marca: CALFRAN
Funcin: Moldeado de Chapa Operador 1 turno: ____________________
Localizacin: Moldeado Operador 2 turno:_____________________
Limpieza regular de la mquina
Verificar la presin de los manmetros "A" y "B"
Responsable: Operador de la mquina
Limpieza de los rodillos despus de cada operacin
TiempoTiempo Tiempo Tiemp Tiempo
Anexo 8. Tabla de Mantenimiento Espontaneo Calandra Inicial
Fuente: Flix Salazar,(2014)
3
6
Item Informaciones sobre las actividades de mantenimiento
s
e
m
a
n
a
l
m
e
n
s
u
a
l
t
r
i
m
e
s
t
r
a
l
A
n
u
a
l
O
p
e
r
a
d
o
r
T
c
n
i
c
o
1
Lubricar los picos de lubricacin del mecanismo de holgura entre
cuchillas
X X
2
Aplicar grasa en los engranajes de regulacin de la holgura entre
cuchillas
X X
3 Verificar apriete de tuercas y tornillos X X
4 Verificar el filo de las cuchillas X X
5 Verificar el nivel del aceite hidrulico X X
6
Lubricar la cadena de transmisin entre el brazo del limitador (cuando
exista)
X X
7 Verificar el filtro de aceite y, si fuese necesario, cambiarlo X X
8 Cambiar aceite hidrulico X X
9
Realizar inspeccin completa del estado de limpieza del interior del
reservatorio hidrulico.
X X
10 Verificar el filtro de aire y, si fuese necesario, cambiarlo X X
ELABORADO POR Nombre:
REVISADO POR Nombre:
APROBADO POR Nombre:
MQUINA: Guilhotina GHN-3006-II Frecuencia Resp. Instrucciones de trabajo Observaciones
Vi sto: Fecha:
Vi sto:
Vi sto:
Fecha:
Fecha:
Anexo 9. Tabla de Mantenimiento Preventivo Guillotina Industrial
Fuente: Flix Salazar, (2014)
3
7
Pgina 1
Revisin 00
Fecha Inicio:
Fecha Fin:
Responsable Sector:
Item Condicin
1 Diario
2 Diario
3 Diario
4 Diario
5 Diario
1 Produccin
2 Produccin
3 Produccin
4 Produccin
5 Produccin
1 Equipamiento
2 Equipamiento
3 Equipamiento
4 Equipamiento
5 Equipamiento
6 Equipamiento
7 Equipamiento
8 Equipamiento
9 Equipamiento
10 Equipamiento
11 Equipamiento
12 Equipamiento
1 Factores Externos
P
R
D
I
D
A
S
M
A
N
T
E
N
I
M
I
E
N
T
O
Prdidas por desajuste en el sistema hidrulico.
VIE
Tipos de Anormalidades
F
A
C
T
O
R
E
S
Item
Falta de energa elctrica.
Tiempo
Tipo
LUN MAR MIER JUE
Prdidas por paradas imprevistas.
P
R
O
B
L
E
M
A
S
La chapa esta fuera de las especificaciones de espesor.
Avera en las mesas de apoyo
Item
VIE
Tiempo Tiempo Tiempo Tiempo Tiempo
MAR
Registro de Anormalidades
Item Tipo
LUN MIER
Prdidas por rotura del equipamiento.
Tiempo Tiempo Tiempo
MIER JUE
El software da seales de errores frecuentemente.
Prdidas de presin de aceite en el sistema hidrulico.
Tipos de Anormalidades
VIE
Observacin
Verificacin los rodillos de la mesa de soporte
Verificacin del nivel del aceite y grasa en general y
lubricacion semanal
Observacin
Instruccin Utilizada
Tipos de Anormalidades Tipo
LUN
Corrosin en la parte externa de la mquina.
Residuos (aceite y suciedad) en la operacin de la mquina.
Cada de tensin (energa).
Surgimiento de olores (quemado, humo).
Prdidas por generacin de producto defectuoso o retrabajo.
Prdidas por ajustes en la preparacin de la mquina.
Prdidas por error de puesta a punto.
Ruidos o vibraciones anormales.
Calentamiento anormal en algn lugar de la mquina.
Error en sensor(es).
Tiempo Tiempo
Observacin
MAR JUE
VIE MAR MIER JUE
Funcin: corte de Chapa Operador 1 turno: ____________________
Localizacin: corte Operador 2 turno:_____________________
Limpieza regular de la mquina
Verificar existencia de fugas de aceite en los caos y/o
accesorios del sistema hidralico
Responsable: Operador de la mquina
Verificar la presin del manmetro de los cilindros de la
mesa de apoyo y nivel de aceite del sistema hidrulico.
tems a ser verificados antes de iniciar la produccin
IT_Espontanea_Guillotina
Actividades LUN
Mquina: Guillotina GHN-3006-II Marca: NEWTON
Tiempo Tiempo Tiempo Tiempo
Anexo 10. Tabla de Mantenimiento Espontaneo Guillotina Industrial
Fuente: Flix Salazar, (2014)
3
8
Item
Informaciones sobre las actividades de
mantenimiento
s
e
m
a
n
a
l
m
e
n
s
u
a
l
t
r
i
m
e
s
t
r
a
l
s
e
m
e
s
t
r
a
l
1
,
5
A
o
O
p
e
r
a
d
o
r
T
c
n
i
c
o
1
Verificar la existencia de prdidas en las tuberas, mangueras
y conexiones y corregirlas si fuese necesario.
X X
2 Hacer la limpieza del filtro de aceite X X
3
Verificar la alineacin, lubricacin y el estado general de las
guas cuanto a la existencia de daos en su superficie.
X X
4 Verificar el ajuste de tornillos y elementos de fijacin X X
5 Sustituir los filtros X X
6
Hacer la calibracin de los manmetros y cambiarlos si fuese
necesario.
X X
7
Verificar el estado general de los cilindros as como la
existencia de daos en la superficie del asta de los mismos y
corregir si necesario.
X X
8 Realizar proceso de filtrado y anlisis de aceite X X
ELABORADO POR
Nombre: ASJ
MODIFICADO POR
Nombre:
APROBADO POR
Nombre: Vi sto: Fecha:
Vi sto: Fecha:
Vi sto: Fecha:
MQUINA: Prensa Hidraulica PHCD 20T e 40T Frecuencia Resp. Instrucciones de trabajo Observaciones
Anexo 11. Tabla de Mantenimiento Preventivo Prensa Hidrulica
Fuente: Flix Salazar, (2014)
3
9
Pgina 1
Revisin 000
Fecha Inicio:
Fecha Fin:
Responsable Sector:
Item Condicin
1 diaria
2 diaria
3 diaria
4 diaria
5 diaria
6 diaria
1 Produccin
2 Produccin
3 Produccin
4 Produccin
5 Produccin
1 Equipamiento
2 Equipamiento
3 Equipamiento
4 Equipamiento
5 Equipamiento
6 Equipamiento
7 Equipamiento
8 Equipamiento
9 Equipamiento
10 Equipamiento
11 Equipamiento
12 Equipamiento
1 Factores Externos
P
R
D
I
D
A
S
Realizar prueba de funcionamiento de botn de seguridad
Tiempo Tiempo
M
A
N
T
E
N
I
M
I
E
N
T
O
Tiempo
Observacin
VIE
Observacin
Falta de energa elctrica.
F
A
C
T
O
R
E
S
Item Tipos de Anormalidades Tipo
LUN MAR MIER JUE VIE
P
R
O
B
L
E
M
A
S
La chapa esta fuera de las especificaciones de espesor.
Avera en las mesas de apoyo
Prdidas por desajuste en el sistema hidrulico.
Instrucciones: Completar esta planilla de acuerdo con el orden de entrada y de salida de mantenimientos espontneos; cuando se verifique alguna anormalidad por
prdida o problema del equipamiento registrar lo ocurrido y cunto tiempo dur la parada, de acuerdo con el da de la semana en que se ha verificado.
Verificar si hay botones sueltos en el panel de control y en la consola
bimanual.
Registro de Anormalidades
Item Tipo
LUN
Tipos de Anormalidades
MIER
Prdidas por ruptura del equipamiento.
Prdidas por ajustes en la preparacin de la mquina.
Item Tipos de Anormalidades Tipo
LUN MAR MIER
Verificar si los caos y mangueras estn sueltos en la parte superior y
si las vlvulas estn conectadas en el bloque hidrulico.
Verificar si los componentes elctricos estn conectados
perfectamente dentro del panel (contactores, rels, etc.)
VIE
Verificar el nivel de aceite
JUE VIE
Tiempo
El software da seales de errores frecuentemente.
Prdidas de presin de aceite en el sistema hidrulico.
Residuos (aceite y suciedad) en la operacin de la mquina.
Prdidas por error de puesta a punto.
Ruidos o vibraciones anormales.
Calentamiento anormal en algn lugar de la mquina.
Prdidas por paradas imprevistas.
Prdidas por generacin de producto defectuoso o retrabajo.
Error en sensor(es).
Cada de tensin (energa).
Surgimiento de olores (quemado, humo).
Corrosin en la parte externa de la mquina.
Tiempo
Observacin
MAR JUE
Tiempo Tiempo Tiempo Tiempo
6.3_IT_004_Espontanea_Prensa_Hidraulica
Actividades LUN
Mquina: Prensa Hidraulica PHCD 20T e 40T Marca: Hidral Mac
Funcin: Estampagem en chapas metalicas Operador 1 turno: ____________________
Localizacin: Operador 2 turno:_____________________
Limpiar la mquina
Responsable: Operador de la mquina
MAR MIER JUE
tems a ser verificados antes de iniciar la produccin
Instruccin Utilizada
Tiempo Tiempo Tiempo Tiempo Tiempo
Tiempo
Anexo 12. Tabla de Mantenimiento Espontaneo Prensa hidrulica
Fuente: Flix Salazar, (2014)
4
0
S-ar putea să vă placă și
- Inventario cíclico de mercaderíaDocument2 paginiInventario cíclico de mercaderíaGlori Pilar LozaÎncă nu există evaluări
- Guía 2 Levantamiento de InformaciónDocument3 paginiGuía 2 Levantamiento de InformaciónIgnacio RojasÎncă nu există evaluări
- Mejora canal riego YanapuquioDocument8 paginiMejora canal riego Yanapuquiosari1993Încă nu există evaluări
- Costos Unitarios ArquitecturaDocument30 paginiCostos Unitarios ArquitecturaVictor BvÎncă nu există evaluări
- BRAHIAN STID ROJAS CASTILLO - Plantilla Cuestionario y Mapa ConceptualDocument6 paginiBRAHIAN STID ROJAS CASTILLO - Plantilla Cuestionario y Mapa ConceptualJhonatan Javier Cuchimba RamosÎncă nu există evaluări
- Análisis de procesos productivos UFGDocument11 paginiAnálisis de procesos productivos UFGwalterÎncă nu există evaluări
- Puntos de izamiento del avión Fairchild F-27J con gatasDocument12 paginiPuntos de izamiento del avión Fairchild F-27J con gatasBryan Culqui MejîaÎncă nu există evaluări
- Manual de Usuario EMDDocument30 paginiManual de Usuario EMDoasisrotti100% (1)
- Manual de Instalación de Equipo DuctoDocument21 paginiManual de Instalación de Equipo DuctoWilliamUrcuhuarangaJesus75% (4)
- Sap Creacion de Una Nueva Categoria de Valoracion y Determinacion de Cuentas para EllaDocument3 paginiSap Creacion de Una Nueva Categoria de Valoracion y Determinacion de Cuentas para EllaVendiendo PeroleroÎncă nu există evaluări
- FICHA RESUMEN CV - Ingeniero ProyectistaDocument2 paginiFICHA RESUMEN CV - Ingeniero ProyectistaEcosullc E IrlÎncă nu există evaluări
- El Diseño Como Enfoque en La Ingenieria MecanicaDocument2 paginiEl Diseño Como Enfoque en La Ingenieria MecanicaJulian CatañoÎncă nu există evaluări
- Unidad 5 PDFDocument49 paginiUnidad 5 PDFFrancisco Garnham CabezasÎncă nu există evaluări
- El Chip Que Nos EspíaDocument9 paginiEl Chip Que Nos EspíaClaudio Enrique Miranda CoronadoÎncă nu există evaluări
- Tarea 2 Administracion de Empresa 1Document5 paginiTarea 2 Administracion de Empresa 1jose mosqueaÎncă nu există evaluări
- Presupuesto de compras en empresas: materia prima e industrialDocument14 paginiPresupuesto de compras en empresas: materia prima e industrialRenato Mam80% (5)
- Jarri 'SDocument3 paginiJarri 'SJohanna CalaÎncă nu există evaluări
- Marco Parra Tareas5Document12 paginiMarco Parra Tareas5Marco ParraÎncă nu există evaluări
- Ejercicio y Propuesta CONSTRUPLANDocument25 paginiEjercicio y Propuesta CONSTRUPLANDavid MarcelÎncă nu există evaluări
- Matías Vargas Tarea 1Document5 paginiMatías Vargas Tarea 1matias vargas apablazaÎncă nu există evaluări
- Lab OratorioDocument24 paginiLab OratoriorcajoÎncă nu există evaluări
- FEM 9.511 (Tecles y Polipastos)Document3 paginiFEM 9.511 (Tecles y Polipastos)danielbustÎncă nu există evaluări
- Examen Contrl de Riesgo Del Trabajo PDFDocument1 paginăExamen Contrl de Riesgo Del Trabajo PDFJAVIER NAPOLEON COLINA POZOÎncă nu există evaluări
- MTC 3Document24 paginiMTC 3Jesus Antonio CR100% (1)
- RX FR1325 3Document3 paginiRX FR1325 3sdjmirÎncă nu există evaluări
- Pavimentos urbanos de hormigónDocument31 paginiPavimentos urbanos de hormigóningjuliobotta100% (1)
- 4-Norma Mexicana Del Cemento y Productos Elaborados Por HADocument44 pagini4-Norma Mexicana Del Cemento y Productos Elaborados Por HABogar PinedaÎncă nu există evaluări
- Tablas Mas Utilizadas Del ACDocument187 paginiTablas Mas Utilizadas Del ACpancholupus100% (1)
- Logistica de EntradaDocument10 paginiLogistica de EntradaLina Pino BetancurÎncă nu există evaluări
- Vivienda 4 pisos memoria descriptivaDocument22 paginiVivienda 4 pisos memoria descriptivaMixuri L PalaciosÎncă nu există evaluări