S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Book 7 More R-Controlled-VowelsDocument180 paginiBook 7 More R-Controlled-VowelsPolly Mark100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Project Standards and Specifications Piping Systems Rev01Document20 paginiProject Standards and Specifications Piping Systems Rev01viktor_gligorovÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Basics of Duct DesignDocument2 paginiBasics of Duct DesignRiza BahrullohÎncă nu există evaluări
- John PFTDocument231 paginiJohn PFTAlexander Santiago ParelÎncă nu există evaluări
- Marriage Gift PolicyDocument4 paginiMarriage Gift PolicyGanesh Gaikwad100% (3)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Aveva Installation GuideDocument48 paginiAveva Installation GuideNico Van HoofÎncă nu există evaluări
- MR15 Mechanical Engineering SyllabusDocument217 paginiMR15 Mechanical Engineering Syllabusramji_kkpÎncă nu există evaluări
- CGL Flame - Proof - MotorsDocument15 paginiCGL Flame - Proof - MotorspriteshÎncă nu există evaluări
- VISCOSITY CLASSIFICATION GUIDE FOR INDUSTRIAL LUBRICANTSDocument8 paginiVISCOSITY CLASSIFICATION GUIDE FOR INDUSTRIAL LUBRICANTSFrancisco TipanÎncă nu există evaluări
- NRSPDocument27 paginiNRSPMuhammad Farhan67% (3)
- BACHELOR THESIS - Centrifugal Pumps - Christian Allerstorfer (m0535041) v1.3 PDFDocument40 paginiBACHELOR THESIS - Centrifugal Pumps - Christian Allerstorfer (m0535041) v1.3 PDFIjabiÎncă nu există evaluări
- NTS - National Testing Service2Document1 paginăNTS - National Testing Service2wahajshafiÎncă nu există evaluări
- Patent US4655879 - Low-Pressure, Low-Temperature, Continuous Processing Efficiency - Google PatentsDocument8 paginiPatent US4655879 - Low-Pressure, Low-Temperature, Continuous Processing Efficiency - Google PatentswahajshafiÎncă nu există evaluări
- Audi A3 Quick Reference Guide: Adjusting Front SeatsDocument4 paginiAudi A3 Quick Reference Guide: Adjusting Front SeatsgordonjairoÎncă nu există evaluări
- Mapeflex Pu50 SLDocument4 paginiMapeflex Pu50 SLBarbara Ayub FrancisÎncă nu există evaluări
- Löwenstein Medical: Intensive Care VentilationDocument16 paginiLöwenstein Medical: Intensive Care VentilationAlina Pedraza100% (1)
- Influence of Social Media on Youth Brand Choice in IndiaDocument7 paginiInfluence of Social Media on Youth Brand Choice in IndiaSukashiny Sandran LeeÎncă nu există evaluări
- Module-1 STSDocument35 paginiModule-1 STSMARYLIZA SAEZÎncă nu există evaluări
- Optimum Work Methods in The Nursery Potting ProcessDocument107 paginiOptimum Work Methods in The Nursery Potting ProcessFöldi Béla100% (1)
- Fabm1 q3 Mod4 Typesofmajoraccounts FinalDocument25 paginiFabm1 q3 Mod4 Typesofmajoraccounts FinalClifford FloresÎncă nu există evaluări
- Funny Physics QuestionsDocument3 paginiFunny Physics Questionsnek tsilÎncă nu există evaluări
- Mono - Probiotics - English MONOGRAFIA HEALTH CANADA - 0Document25 paginiMono - Probiotics - English MONOGRAFIA HEALTH CANADA - 0Farhan aliÎncă nu există evaluări
- Lks Bahasa Inggris Kelas Vii Semester 1 Dan 2Document6 paginiLks Bahasa Inggris Kelas Vii Semester 1 Dan 2ꓰꓡꓡꓰꓠ.ꓓꓰꓖꓰꓠꓰꓣꓰꓢꓢ.Încă nu există evaluări
- Gujarat Technological University: Aeronautical EngineeringDocument16 paginiGujarat Technological University: Aeronautical EngineeringumodiÎncă nu există evaluări
- Matador - : Medical Advanced Training in An Artificial Distributed EnvironmentDocument25 paginiMatador - : Medical Advanced Training in An Artificial Distributed EnvironmentNauman ChaudaryÎncă nu există evaluări
- BE 510 Business Economics 1 Problem Set 5 SolutionsDocument5 paginiBE 510 Business Economics 1 Problem Set 5 SolutionsCreative Work21stÎncă nu există evaluări
- Chapter 04Document3 paginiChapter 04gebreÎncă nu există evaluări
- Yamaha RX-A3000 - V3067Document197 paginiYamaha RX-A3000 - V3067jaysonÎncă nu există evaluări
- 114 ArDocument254 pagini114 ArJothishÎncă nu există evaluări
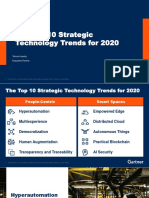
- The Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerDocument31 paginiThe Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerCarlos Stuars Echeandia CastilloÎncă nu există evaluări
- Corporate GovernanceDocument35 paginiCorporate GovernanceshrikirajÎncă nu există evaluări
- EasyLogic PM2000 Series - METSEPM2130Document4 paginiEasyLogic PM2000 Series - METSEPM2130ٍJordan SportÎncă nu există evaluări
- Evolution BrochureDocument4 paginiEvolution Brochurelucas28031978Încă nu există evaluări
- Sales Account Manager (Building Construction Segment) - Hilti UAEDocument2 paginiSales Account Manager (Building Construction Segment) - Hilti UAESomar KarimÎncă nu există evaluări