S-ar putea să vă placă și
- Foundry Technology VtuDocument5 paginiFoundry Technology VtuGosaye Desalegn0% (1)
- Heat TreatmentDocument24 paginiHeat TreatmentOlanrewaju Slyman Damilola100% (1)
- Development of a new hydraulic mold oscillator model for continuous casting processesDocument5 paginiDevelopment of a new hydraulic mold oscillator model for continuous casting processesM M HossainÎncă nu există evaluări
- Aluminum 2024-T6 PropertiesDocument4 paginiAluminum 2024-T6 PropertiesThiru Kumaran0% (1)
- W6 Lecture 6.surface Hardening of Steel PDFDocument28 paginiW6 Lecture 6.surface Hardening of Steel PDFYota KimireÎncă nu există evaluări
- LECTURE 06 - Nickel and Its AlloysDocument16 paginiLECTURE 06 - Nickel and Its AlloysMarisa RobertsÎncă nu există evaluări
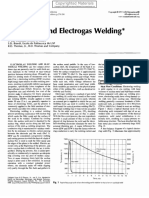
- Electrogas WeldingDocument11 paginiElectrogas WeldingDarryl007100% (1)
- WeldabilityDocument26 paginiWeldabilityvivek bhangaleÎncă nu există evaluări
- Simufact WeldingDocument7 paginiSimufact WeldingZoran SpiroskiÎncă nu există evaluări
- NPTEL-Wire Drawing BasicsDocument6 paginiNPTEL-Wire Drawing BasicsPrincess NobleÎncă nu există evaluări
- Rr411802 Steel MakingDocument4 paginiRr411802 Steel MakingSrinivasa Rao GÎncă nu există evaluări
- Cold WorkingDocument7 paginiCold WorkingShahir Afif IslamÎncă nu există evaluări
- Report On Heat Treatment of Plain Carbon Steel Kuet MeDocument11 paginiReport On Heat Treatment of Plain Carbon Steel Kuet MeAhmed JishanÎncă nu există evaluări
- Metrode ER110S-G FillerDocument6 paginiMetrode ER110S-G FillerBernie SimcsÎncă nu există evaluări
- On Plasma Arc WeldingDocument13 paginiOn Plasma Arc WeldingDUKEÎncă nu există evaluări
- Strollberg LEO WorkshopDocument54 paginiStrollberg LEO WorkshopBinod Kumar PadhiÎncă nu există evaluări
- Additional Practice Questions on Bonding and Mechanical Properties of MaterialsDocument26 paginiAdditional Practice Questions on Bonding and Mechanical Properties of MaterialsYeo JosephÎncă nu există evaluări
- X20818 (Me6008 Ptme6008)Document3 paginiX20818 (Me6008 Ptme6008)saranÎncă nu există evaluări
- ImageJ Analysis Metallography LabDocument7 paginiImageJ Analysis Metallography LabSyavash Ensha67% (3)
- Aluminium Alloys GuideDocument74 paginiAluminium Alloys GuideAladdin AdelÎncă nu există evaluări
- Laser Beam Welding GuideDocument7 paginiLaser Beam Welding GuideBhargav Srinivas KolliÎncă nu există evaluări
- Forging Shop Workshop Technology by Waqas Ali TunioDocument11 paginiForging Shop Workshop Technology by Waqas Ali TunioDilip GaikwadÎncă nu există evaluări
- Electrode/Flux Stabilizing Oven GuideDocument2 paginiElectrode/Flux Stabilizing Oven GuideSun SunÎncă nu există evaluări
- Vật liệu học và xử lý: +AnnealingDocument13 paginiVật liệu học và xử lý: +AnnealingĐinh Gia HuyÎncă nu există evaluări
- Unit 1 Physics of Welding Arc WeldingDocument106 paginiUnit 1 Physics of Welding Arc WeldingyashÎncă nu există evaluări
- A10 Effects of Welding Processes On The Mechanical Properties of HY 80 Steel WeldmentsDocument9 paginiA10 Effects of Welding Processes On The Mechanical Properties of HY 80 Steel WeldmentsXÎncă nu există evaluări
- Engineering Materials Phase DiagramsDocument6 paginiEngineering Materials Phase DiagramsOmar AssalÎncă nu există evaluări
- Chapter 10 Lead PDFDocument12 paginiChapter 10 Lead PDFjessy eghÎncă nu există evaluări
- Electroplating Handbook GuideDocument13 paginiElectroplating Handbook GuideAbeerÎncă nu există evaluări
- METALLOGRAPHY NewDocument17 paginiMETALLOGRAPHY NewAnkit PatelÎncă nu există evaluări
- Material Chemistry TutorialsDocument14 paginiMaterial Chemistry TutorialsBORUTO ANIMEZONEÎncă nu există evaluări
- Powder Metallurgy Process GuideDocument28 paginiPowder Metallurgy Process GuideAravindhan AnbalaganÎncă nu există evaluări
- The Structure and Design of Press DiesDocument35 paginiThe Structure and Design of Press DiesAjmal MohammedÎncă nu există evaluări
- Floor Type Oven Rental and Sales by Weldmaster IndustriesDocument1 paginăFloor Type Oven Rental and Sales by Weldmaster Industriestekstep7Încă nu există evaluări
- Introduction To Arc Welding: Information Sheet - "Document14 paginiIntroduction To Arc Welding: Information Sheet - "Eahbm KaduÎncă nu există evaluări
- Presentation ON Steel Melting Shop: Rupendra Naik 3203810037Document19 paginiPresentation ON Steel Melting Shop: Rupendra Naik 3203810037Rahul PandeyÎncă nu există evaluări
- Solidification of MetalsDocument13 paginiSolidification of MetalsDalitso TemboÎncă nu există evaluări
- Casting DefectDocument90 paginiCasting DefectNayan PatelÎncă nu există evaluări
- Optimize AOD Process with Startup ChecksDocument10 paginiOptimize AOD Process with Startup ChecksBibhudutta mishraÎncă nu există evaluări
- Welding of Tool SteelDocument15 paginiWelding of Tool SteelRonaldo JuniorÎncă nu există evaluări
- Rr411801 Electro Metallurgy and CorrosionDocument8 paginiRr411801 Electro Metallurgy and CorrosionSrinivasa Rao GÎncă nu există evaluări
- DIN 17022-5 - Heat Treating of Ferrous Materials PDFDocument13 paginiDIN 17022-5 - Heat Treating of Ferrous Materials PDFFelipe FernandesÎncă nu există evaluări
- Lab 1: Torsion of bars experimentDocument6 paginiLab 1: Torsion of bars experimentmrsmartguysÎncă nu există evaluări
- Electrode Converted Into TextDocument14 paginiElectrode Converted Into TextNeha NimbarkÎncă nu există evaluări
- Ultrasonic Plastic WeldingDocument22 paginiUltrasonic Plastic Weldingdipal8404Încă nu există evaluări
- Weldability of Forged AISI 4130 and 1020 MN SteelsDocument5 paginiWeldability of Forged AISI 4130 and 1020 MN SteelsJHÎncă nu există evaluări
- Grain+Size+Effect+on+the+Martensite+Formation+in+a+High Manganese+TWIP+Steel+by+the+Rietveld+MethodDocument6 paginiGrain+Size+Effect+on+the+Martensite+Formation+in+a+High Manganese+TWIP+Steel+by+the+Rietveld+MethodLeonidas GilapaÎncă nu există evaluări
- Ni-Resist Alloy Properties and Applications GuideDocument40 paginiNi-Resist Alloy Properties and Applications GuidePrasad Aher100% (1)
- VEC QUESTION BANK ON WELDING TECHNOLOGYDocument7 paginiVEC QUESTION BANK ON WELDING TECHNOLOGYMURUGAN100% (1)
- Characterization of Copper Oxide Thin Films Deposited by The ThermalDocument7 paginiCharacterization of Copper Oxide Thin Films Deposited by The ThermalAlbert TranÎncă nu există evaluări
- Carbide GradeDocument1 paginăCarbide Gradeznovak77Încă nu există evaluări
- Welding Table ProjectDocument15 paginiWelding Table ProjectKheri MohdÎncă nu există evaluări
- Heat Treatment Objectives and ProcessesDocument6 paginiHeat Treatment Objectives and ProcessesAdaitaChowdhury100% (1)
- Heat Treatment by Quenching - DiagramsDocument20 paginiHeat Treatment by Quenching - Diagramssunilmathew4477Încă nu există evaluări
- Time Temperature Transformation With ReferncesDocument12 paginiTime Temperature Transformation With ReferncesEllie BrooklynÎncă nu există evaluări
- The TEMPCORE ProcessDocument15 paginiThe TEMPCORE ProcessShanna Lee100% (1)
- Capili Jefferson 11Document16 paginiCapili Jefferson 11Christian Al EncarnacionÎncă nu există evaluări
- 8.heat TreatmentDocument7 pagini8.heat Treatmentrohan_n_desai100% (2)
- Time Temperature Transformation (TTT) Diagrams PDFDocument108 paginiTime Temperature Transformation (TTT) Diagrams PDFSerkan Apay100% (1)
- When Is A Cast Iron Eutectic?Document22 paginiWhen Is A Cast Iron Eutectic?Enrique Castro AldamaÎncă nu există evaluări
- Overcurrent Protection in Electric Arc FurnacesDocument8 paginiOvercurrent Protection in Electric Arc FurnacesgigatrixÎncă nu există evaluări
- Temperature and Thermometers WorksheetDocument6 paginiTemperature and Thermometers WorksheetDen AloyaÎncă nu există evaluări
- Conclusion and RecommendationDocument6 paginiConclusion and Recommendationapril rose soleraÎncă nu există evaluări
- Original PDF Intentional Interviewing and Counseling Facilitating Client Development in A Multicultural Society 9th Edition PDFDocument42 paginiOriginal PDF Intentional Interviewing and Counseling Facilitating Client Development in A Multicultural Society 9th Edition PDFshawn.hamilton470100% (31)
- Transcription M3S2Document21 paginiTranscription M3S2GrowUP. AIÎncă nu există evaluări
- GEOTECHNICAL ENGINEERING-II SHEAR STRENGTH OF SOILSDocument26 paginiGEOTECHNICAL ENGINEERING-II SHEAR STRENGTH OF SOILSHamza RizviÎncă nu există evaluări
- Data Comm Lab Report SignalsDocument11 paginiData Comm Lab Report SignalsRafiur Rahman ProtikÎncă nu există evaluări
- Analysis of The Product and Destination Image of BrightonDocument12 paginiAnalysis of The Product and Destination Image of BrightonDani QureshiÎncă nu există evaluări
- Department of Education: Republic of The PhilippinesDocument7 paginiDepartment of Education: Republic of The PhilippinesCristeta ToqueroÎncă nu există evaluări
- Startup BoilerDocument51 paginiStartup BoilerSahariar Bin ShafiqueÎncă nu există evaluări
- Age and Gender With Mask ReportDocument15 paginiAge and Gender With Mask Reportsuryavamsi kakaraÎncă nu există evaluări
- Lab ManualDocument55 paginiLab ManualBhardwaj UpadhyayÎncă nu există evaluări
- Reading Text On The Rule of The Road by A.G. GardinerDocument2 paginiReading Text On The Rule of The Road by A.G. GardinerSilidÎncă nu există evaluări
- 201 EE1029 Midterm - Group1Document4 pagini201 EE1029 Midterm - Group1Thao Vo VanÎncă nu există evaluări
- CH 4Document21 paginiCH 4Amir HussainÎncă nu există evaluări
- Wraparound Cable CleatDocument1 paginăWraparound Cable Cleatsaghaee.rezaÎncă nu există evaluări
- Proportional-Integral-Derivative and Linear Quadratic Regulator Control of Direct Current Motor Position Using Multi-Turn Based On LabviewDocument5 paginiProportional-Integral-Derivative and Linear Quadratic Regulator Control of Direct Current Motor Position Using Multi-Turn Based On LabviewGERARDO CABRERAÎncă nu există evaluări
- Inked Lives - Tattoos Identity and PowerDocument88 paginiInked Lives - Tattoos Identity and Powerךו ני אלÎncă nu există evaluări
- TROUBLE CODE - Ma-1Document55 paginiTROUBLE CODE - Ma-1José Rojo EspinozaÎncă nu există evaluări
- Determine The Magnitude of Statistical Variates at Some Future Point of TimeDocument1 paginăDetermine The Magnitude of Statistical Variates at Some Future Point of TimeJulie Ann MalayÎncă nu există evaluări
- Cbleecpl 03Document8 paginiCbleecpl 03AdityaÎncă nu există evaluări
- 3.1.a-Answer Sheet Perdev, Week 1, Quarter 1Document5 pagini3.1.a-Answer Sheet Perdev, Week 1, Quarter 1Precious EspejoÎncă nu există evaluări
- Medica2023 ExhibitorsDocument288 paginiMedica2023 ExhibitorsHamza BadraneÎncă nu există evaluări
- Business 71 PDFDocument1 paginăBusiness 71 PDFLissa Montiel0% (1)
- PH102 LabDocument10 paginiPH102 LabPeggy CockerÎncă nu există evaluări
- Statement of Purpose or Motivation LetterDocument2 paginiStatement of Purpose or Motivation LettersalequeÎncă nu există evaluări
- Organizational Reward SystemDocument17 paginiOrganizational Reward SystemHitendrasinh Zala100% (3)
- Special Consideration - Exam Day - Form 7Document2 paginiSpecial Consideration - Exam Day - Form 7Nivel Secundario BMDSÎncă nu există evaluări
- Japanese Civil Service ReformDocument6 paginiJapanese Civil Service ReformJake345678Încă nu există evaluări
- G12 Quiz BeeDocument1 paginăG12 Quiz BeeRyan EstonioÎncă nu există evaluări
- A-level Biology Revision: Cheeky Revision ShortcutsDe la EverandA-level Biology Revision: Cheeky Revision ShortcutsEvaluare: 5 din 5 stele5/5 (5)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDe la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansÎncă nu există evaluări
- Lower Secondary Science Workbook: Stage 8De la EverandLower Secondary Science Workbook: Stage 8Evaluare: 5 din 5 stele5/5 (1)
- How to Teach Nature Journaling: Curiosity, Wonder, AttentionDe la EverandHow to Teach Nature Journaling: Curiosity, Wonder, AttentionEvaluare: 4.5 din 5 stele4.5/5 (3)
- To Engineer Is Human: The Role of Failure in Successful DesignDe la EverandTo Engineer Is Human: The Role of Failure in Successful DesignEvaluare: 4 din 5 stele4/5 (137)
- Quantum Physics for Beginners: Simple Illustrated Guide to Discover with Practical Explanations the Paradoxes of the Life and Universe Reconsidering RealityDe la EverandQuantum Physics for Beginners: Simple Illustrated Guide to Discover with Practical Explanations the Paradoxes of the Life and Universe Reconsidering RealityEvaluare: 2 din 5 stele2/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDe la EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsÎncă nu există evaluări
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDe la EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationEvaluare: 4 din 5 stele4/5 (18)
- Introduction to Petroleum Process SafetyDe la EverandIntroduction to Petroleum Process SafetyEvaluare: 3 din 5 stele3/5 (2)
- Guidelines for Implementing Process Safety ManagementDe la EverandGuidelines for Implementing Process Safety ManagementÎncă nu există evaluări
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetDe la EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetEvaluare: 4.5 din 5 stele4.5/5 (10)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeDe la EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeEvaluare: 4.5 din 5 stele4.5/5 (59)
- Cable Supported Bridges: Concept and DesignDe la EverandCable Supported Bridges: Concept and DesignEvaluare: 5 din 5 stele5/5 (1)
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesDe la EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesEvaluare: 5 din 5 stele5/5 (1)
- Summary of Neil Postman's Amusing Ourselves to DeathDe la EverandSummary of Neil Postman's Amusing Ourselves to DeathEvaluare: 4 din 5 stele4/5 (2)
- On Teaching Science: Principles and Strategies That Every Educator Should KnowDe la EverandOn Teaching Science: Principles and Strategies That Every Educator Should KnowEvaluare: 4 din 5 stele4/5 (2)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDe la EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansEvaluare: 4.5 din 5 stele4.5/5 (21)
- A-Level Chemistry Revision: Cheeky Revision ShortcutsDe la EverandA-Level Chemistry Revision: Cheeky Revision ShortcutsEvaluare: 4 din 5 stele4/5 (5)
- How to Think Like a Lawyer--and Why: A Common-Sense Guide to Everyday DilemmasDe la EverandHow to Think Like a Lawyer--and Why: A Common-Sense Guide to Everyday DilemmasEvaluare: 3 din 5 stele3/5 (1)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDe la EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationÎncă nu există evaluări
- Creative Investigations in Early Engineering and TechnologyDe la EverandCreative Investigations in Early Engineering and TechnologyÎncă nu există evaluări
- Nature-Based Learning for Young Children: Anytime, Anywhere, on Any BudgetDe la EverandNature-Based Learning for Young Children: Anytime, Anywhere, on Any BudgetEvaluare: 5 din 5 stele5/5 (1)