S-ar putea să vă placă și
- LA920 Instruct ManualDocument29 paginiLA920 Instruct ManualVinh TrầnÎncă nu există evaluări
- Instruction Manual: TurbidimeterDocument12 paginiInstruction Manual: TurbidimeterJose UlloaÎncă nu există evaluări
- HI 96753C Chloride ISM: Instruction ManualDocument13 paginiHI 96753C Chloride ISM: Instruction ManualwjawichÎncă nu există evaluări
- Unit One This or That 1Document9 paginiUnit One This or That 1sushantÎncă nu există evaluări
- Characterization of Scuffing On Returnable BottlesDocument10 paginiCharacterization of Scuffing On Returnable BottlesdingobkÎncă nu există evaluări
- Training Presentation - Elcometer 266Document17 paginiTraining Presentation - Elcometer 266shabbir626Încă nu există evaluări
- Wet Sponge ManualDocument16 paginiWet Sponge ManualNguyen Duc DungÎncă nu există evaluări
- Process ControlsDocument33 paginiProcess ControlsNatthaphon NaosookÎncă nu există evaluări
- Troubleshooting Guide QsonicaDocument8 paginiTroubleshooting Guide QsonicaaricheÎncă nu există evaluări
- WJL 6000Document8 paginiWJL 6000totoÎncă nu există evaluări
- Note - Book - School of Applied NDTDocument29 paginiNote - Book - School of Applied NDTManivannanMudhaliarÎncă nu există evaluări
- Maintenance Power Point ShowDocument74 paginiMaintenance Power Point ShowMary Ann AlcideraÎncă nu există evaluări
- GAS Leakage and Crack Detection PDFDocument4 paginiGAS Leakage and Crack Detection PDFVinodÎncă nu există evaluări
- PPM Oil in Water Monitor: Hydrosense - 2410Document4 paginiPPM Oil in Water Monitor: Hydrosense - 2410sanjay975Încă nu există evaluări
- Reliability Centered Maintenance - John Moubrey - 05Document41 paginiReliability Centered Maintenance - John Moubrey - 05George Florin OcheaÎncă nu există evaluări
- TOM Unit 3 PDFDocument20 paginiTOM Unit 3 PDFNikhil NagarajanÎncă nu există evaluări
- Types of CleanlinessDocument5 paginiTypes of CleanlinesspradabkÎncă nu există evaluări
- Chapter 5Document10 paginiChapter 5manisha daundÎncă nu există evaluări
- Level Measuring SensorsDocument24 paginiLevel Measuring SensorsAsaikani Victor GeorgeÎncă nu există evaluări
- Disinfection Sensor Technical TipsDocument5 paginiDisinfection Sensor Technical TipsCu AgÎncă nu există evaluări
- TOC SHIMADZU Operation InstructionDocument9 paginiTOC SHIMADZU Operation InstructionMitchel Jammal SÎncă nu există evaluări
- Test Report Kalibrasi BBS V800Document6 paginiTest Report Kalibrasi BBS V800siti alpiahÎncă nu există evaluări
- Unit III Final NotesDocument20 paginiUnit III Final NotesvizhideepaÎncă nu există evaluări
- High Performance Liquid Chromatography CHM260: Nor Akmalazura JaniDocument62 paginiHigh Performance Liquid Chromatography CHM260: Nor Akmalazura JaniNurhayati HasanahÎncă nu există evaluări
- Electron Capture Detector: Troubleshooting TipsDocument5 paginiElectron Capture Detector: Troubleshooting TipsAriel B. Acosta CastroÎncă nu există evaluări
- NDT and InspectionDocument41 paginiNDT and InspectionchuahuipengÎncă nu există evaluări
- Standard Operation Procedure For VISION ESR AnalyzerDocument16 paginiStandard Operation Procedure For VISION ESR AnalyzerStephano PalmaÎncă nu există evaluări
- Karl Fischer ApparatusDocument54 paginiKarl Fischer ApparatusREDDYGAARI ABBAYIÎncă nu există evaluări
- Ultrasonic Cleaner: Operation ManualDocument26 paginiUltrasonic Cleaner: Operation ManualAntonio Guerra DíazÎncă nu există evaluări
- HPLC by EktaDocument42 paginiHPLC by EktaEkta SharmaÎncă nu există evaluări
- CA-6 Colorimetric Analyzer: Lectro-Hemical EvicesDocument18 paginiCA-6 Colorimetric Analyzer: Lectro-Hemical EvicesSrinivasarao YenigallaÎncă nu există evaluări
- K-Lite 3 & 5 Service ManualDocument24 paginiK-Lite 3 & 5 Service ManualDorisjuarsa Sms100% (4)
- Laboratory Activities QC2Document14 paginiLaboratory Activities QC2ampay ayubÎncă nu există evaluări
- GC SpecsDocument5 paginiGC Specskaysb786133Încă nu există evaluări
- Study and Maintenance & Safety of Lab Dyeing Machine.Document6 paginiStudy and Maintenance & Safety of Lab Dyeing Machine.Naimul HasanÎncă nu există evaluări
- HPLC FL2200Document6 paginiHPLC FL2200mohammad rofi,iÎncă nu există evaluări
- FInal Specifications Shared With Purchase29 - 03 - 2024 - 10 - 53 - 12 - 850728960Document16 paginiFInal Specifications Shared With Purchase29 - 03 - 2024 - 10 - 53 - 12 - 850728960Jaswant SinghÎncă nu există evaluări
- Lecture HPLC StudentDocument243 paginiLecture HPLC StudentNur Hariani100% (1)
- Conductivity ID1297390048Document9 paginiConductivity ID1297390048Roy Naldo NapitupuluÎncă nu există evaluări
- 27-The Importance of The ContaminationDocument11 pagini27-The Importance of The ContaminationDiango Alaín Zacarias CarretoÎncă nu există evaluări
- Chem 5X - Service ManualDocument61 paginiChem 5X - Service ManualSajanan S S ChathannurÎncă nu există evaluări
- Level MeasurementDocument48 paginiLevel Measurement11Niti11Încă nu există evaluări
- Zero Defect TestingDocument4 paginiZero Defect TestingNagamuthu PandianÎncă nu există evaluări
- Particle Counting TrainingDocument38 paginiParticle Counting Traininglulalala8888Încă nu există evaluări
- Condumax II On-Line Hydrocarbon Dew-Point AnalyzerDocument9 paginiCondumax II On-Line Hydrocarbon Dew-Point AnalyzerAsfand DurraniÎncă nu există evaluări
- Calibration Aruna AssignmentDocument30 paginiCalibration Aruna AssignmentDr. Rajendra Singh ThakurÎncă nu există evaluări
- Definition and Importance of NDT: Components and Assemblies For Flaws in Their Structure Without Damaging Their FutureDocument6 paginiDefinition and Importance of NDT: Components and Assemblies For Flaws in Their Structure Without Damaging Their FutureRakesh Kumar MundaÎncă nu există evaluări
- Procedure For Magnetic Particle TestingDocument19 paginiProcedure For Magnetic Particle TestingKarrar TalibÎncă nu există evaluări
- Electrolyte AnalyzerDocument93 paginiElectrolyte AnalyzerTulu Tv100% (2)
- OT-60 Oil Insulation Dielectric Tester ManualDocument15 paginiOT-60 Oil Insulation Dielectric Tester ManualMikhail YudhiantaraÎncă nu există evaluări
- H9 Installation GuideDocument33 paginiH9 Installation Guidegerente soportecÎncă nu există evaluări
- Campeche Technological University: Eng. Marcelo Morales ClementeDocument44 paginiCampeche Technological University: Eng. Marcelo Morales ClementeCECILIA GUADALUPE HERNANDEZ HERNANDEZÎncă nu există evaluări
- Doble Test ProceduresDocument21 paginiDoble Test Proceduresdsfas100% (1)
- China Deyuan Marine Fitting Co., LTDDocument15 paginiChina Deyuan Marine Fitting Co., LTDAicky IkrackÎncă nu există evaluări
- Doble Test ProceduresDocument21 paginiDoble Test ProceduresRamKumarÎncă nu există evaluări
- Adyxen Leak Detection TechniquesDocument14 paginiAdyxen Leak Detection TechniquesSavij_ChouhanÎncă nu există evaluări
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionDe la EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionEvaluare: 4.5 din 5 stele4.5/5 (3)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentDe la EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentEvaluare: 4.5 din 5 stele4.5/5 (3)
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryDe la EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryÎncă nu există evaluări
- New Sensors and Processing ChainDe la EverandNew Sensors and Processing ChainJean-Hugh ThomasÎncă nu există evaluări
- Biologicals: Johannes Reich, Pierre Lang, Holger Grallert, Hubert MotschmannDocument6 paginiBiologicals: Johannes Reich, Pierre Lang, Holger Grallert, Hubert MotschmannFlorin PătrulescuÎncă nu există evaluări
- 8536 Dbi Sala Uni 8 Oh BCR enDocument12 pagini8536 Dbi Sala Uni 8 Oh BCR enFlorin PătrulescuÎncă nu există evaluări
- Ds Micro Xpe 26 56 enDocument2 paginiDs Micro Xpe 26 56 enFlorin PătrulescuÎncă nu există evaluări
- VeriCube Manual enDocument76 paginiVeriCube Manual enFlorin PătrulescuÎncă nu există evaluări
- Variables in Bottle Cap Torque Testing 20140408Document11 paginiVariables in Bottle Cap Torque Testing 20140408Florin PătrulescuÎncă nu există evaluări
- Pharmaceutical Isolator TechnologyDocument34 paginiPharmaceutical Isolator TechnologyFlorin Pătrulescu100% (3)
- E05 Weikmann Automated Visual InspectionDocument12 paginiE05 Weikmann Automated Visual InspectionFlorin PătrulescuÎncă nu există evaluări
- E UK Flexible BrochureDocument8 paginiE UK Flexible BrochureFlorin PătrulescuÎncă nu există evaluări
- Pi Acryleze Ent Coat StabDocument2 paginiPi Acryleze Ent Coat StabFlorin PătrulescuÎncă nu există evaluări
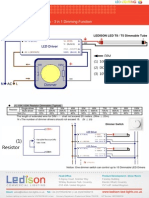
- T8/T5 Dimmable LED Tubes - 3 in 1 Dimming FunctionDocument2 paginiT8/T5 Dimmable LED Tubes - 3 in 1 Dimming FunctionFlorin PătrulescuÎncă nu există evaluări
- Headspace Oxygen Measurement in Vials and AmpoulesDocument4 paginiHeadspace Oxygen Measurement in Vials and AmpoulesGhanta Ranjith KumarÎncă nu există evaluări
- Double Platform Large Orbital: ShakersDocument1 paginăDouble Platform Large Orbital: ShakersFlorin PătrulescuÎncă nu există evaluări
- Brochures Isoflex enDocument8 paginiBrochures Isoflex enFlorin PătrulescuÎncă nu există evaluări
- Adresa SisDocument1 paginăAdresa SisFlorin PătrulescuÎncă nu există evaluări