S-ar putea să vă placă și
- Radiacid 0208Document7 paginiRadiacid 0208Максим ХилоÎncă nu există evaluări
- Sizing HX in Aspen PlusDocument38 paginiSizing HX in Aspen PlusKarthik RajeshÎncă nu există evaluări
- Thermal Decomposition of Aluminum Chloride HexahydrateDocument8 paginiThermal Decomposition of Aluminum Chloride HexahydrateМаксим Хило0% (1)
- VEFV3100Document19 paginiVEFV3100adolfocienfuegosÎncă nu există evaluări
- PIP STF05501 Fixed Ladders and CagesDocument11 paginiPIP STF05501 Fixed Ladders and CagesHowo4Die86% (7)
- ISA-20.00.03-2001 Specification Forms. Part 3Document30 paginiISA-20.00.03-2001 Specification Forms. Part 3Максим ХилоÎncă nu există evaluări
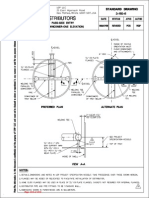
- 3-180-6 Distributors. Four Pass-Side Entry (Side Downcomers-One Elevation)Document1 pagină3-180-6 Distributors. Four Pass-Side Entry (Side Downcomers-One Elevation)Максим ХилоÎncă nu există evaluări
- APV Evaporation HandbookDocument68 paginiAPV Evaporation HandbookМаксим ХилоÎncă nu există evaluări
- HydrotreatingPoster PDFDocument1 paginăHydrotreatingPoster PDFekosmind100% (2)
- Organic Peroxides Their Safe Handling and UseDocument16 paginiOrganic Peroxides Their Safe Handling and UseМаксим ХилоÎncă nu există evaluări
- Safety and Handling of Organic PeroxidesDocument26 paginiSafety and Handling of Organic PeroxidesМаксим ХилоÎncă nu există evaluări
- The Storage and Handling of Organic Peroxides Guidance Note CS21Document26 paginiThe Storage and Handling of Organic Peroxides Guidance Note CS21Максим ХилоÎncă nu există evaluări
- PGS8 ORGANIC PEROXIDES: STORAGE English June 2012Document115 paginiPGS8 ORGANIC PEROXIDES: STORAGE English June 2012Максим Хило100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Rmi 2008-2.0Document62 paginiRmi 2008-2.0Leonardo Sánchez RamosÎncă nu există evaluări
- NattaDocument8 paginiNattaAshish DhaulakotiÎncă nu există evaluări
- A DataFlux White PaperDocument11 paginiA DataFlux White Paperdesijnk100% (1)
- DX Operators Book (04!12!10)Document80 paginiDX Operators Book (04!12!10)IsmaelÎncă nu există evaluări
- Curriculum Structure Semester - VII: SHIVAJI UNIVERSITY, KOLHAPUR - Syllabus W.E.F. 2014 - 15Document35 paginiCurriculum Structure Semester - VII: SHIVAJI UNIVERSITY, KOLHAPUR - Syllabus W.E.F. 2014 - 15AsdfgÎncă nu există evaluări
- Linux CommandsDocument3 paginiLinux CommandsDima FliterÎncă nu există evaluări
- Compact Floor Plan LayoutDocument4 paginiCompact Floor Plan LayoutShekh Muhsen Uddin AhmedÎncă nu există evaluări
- Fire-Resistant Plasterboard: Non-Load Bearing Partition SystemsDocument16 paginiFire-Resistant Plasterboard: Non-Load Bearing Partition SystemsboyzesÎncă nu există evaluări
- Get the most from your premium HD office suiteDocument8 paginiGet the most from your premium HD office suiteArun_Kumar_2397Încă nu există evaluări
- EIIN of All Colleges of BANDARBANDocument2 paginiEIIN of All Colleges of BANDARBANDr. Mahmudul Hasan MonnafÎncă nu există evaluări
- Subs ListDocument1 paginăSubs Listwoodzee700Încă nu există evaluări
- IACSIT International Journal of Engineering and Technology, Vol. 8, No. 2, April 2016Document7 paginiIACSIT International Journal of Engineering and Technology, Vol. 8, No. 2, April 2016tonykebbeÎncă nu există evaluări
- Optical SwitchesDocument84 paginiOptical SwitchesRaj HakaniÎncă nu există evaluări
- Gyptone Brochure (03 - 04)Document16 paginiGyptone Brochure (03 - 04)dan_horneaÎncă nu există evaluări
- Effects of Plastic Hinge Properties in Nonlinear A PDFDocument10 paginiEffects of Plastic Hinge Properties in Nonlinear A PDFAnonymous e3TzDf4EwÎncă nu există evaluări
- Minutes of Meeting Tuesday 24 July 2018Document8 paginiMinutes of Meeting Tuesday 24 July 2018AlexanderÎncă nu există evaluări
- Corpse Party The GuideDocument33 paginiCorpse Party The GuideQuique QuesoÎncă nu există evaluări
- Retaining Wall Template BreakdownDocument15 paginiRetaining Wall Template BreakdownKofi DanielÎncă nu există evaluări
- 52 Week PPM Planner Template-15 Jul 14Document26 pagini52 Week PPM Planner Template-15 Jul 14safetydellÎncă nu există evaluări
- Solution Architect ResumeDocument5 paginiSolution Architect ResumeBenamar MohamedÎncă nu există evaluări
- ICTAD Bulletin - 2017 MarchDocument29 paginiICTAD Bulletin - 2017 MarchKusal Hettiarachchi100% (1)
- Concrete Made by Volumetric Batching and Continuous Mixing: Standard Specification ForDocument3 paginiConcrete Made by Volumetric Batching and Continuous Mixing: Standard Specification ForHuaman Chavez Jesus AngelÎncă nu există evaluări
- SecurEnvoy Infinigate DK PresentationDocument33 paginiSecurEnvoy Infinigate DK PresentationMeghana MadineniÎncă nu există evaluări
- Presentation On: Internal Attachments - ABSORBERDocument14 paginiPresentation On: Internal Attachments - ABSORBERmuraliÎncă nu există evaluări
- 1600924722788Document205 pagini1600924722788Ivan Ally Ramadhan 2020Încă nu există evaluări
- TONGOD-PINANGAH Project DescriptionDocument4 paginiTONGOD-PINANGAH Project DescriptionPenjejakAwanÎncă nu există evaluări
- Android Spinner Example - JavatpointDocument4 paginiAndroid Spinner Example - JavatpointFrancisco FeitosaÎncă nu există evaluări
- ASPNET Web Forms InternalsDocument56 paginiASPNET Web Forms InternalsanandathirumuruganÎncă nu există evaluări
- 04 Greek ArchitectureDocument7 pagini04 Greek ArchitecturePaolo OcampoÎncă nu există evaluări