Documente Academic
Documente Profesional
Documente Cultură
Air Monitoring Combustion Air Power Boilers
Încărcat de
Anonymous zdCUbW8HfDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Air Monitoring Combustion Air Power Boilers
Încărcat de
Anonymous zdCUbW8HfDrepturi de autor:
Formate disponibile
1050 Hopper Avenue P.O.
Box 6358 Santa Rosa, CA 95406 (707) 544-2706 (707) 526-9970 Fax
www.airmonitor.com
Rev. 03/03/05
TABLE OF CONTENTS
Power
Full Line Catalog
Tab Type Document Name Part Number
1 BENEFITS OF AIRFLOW & COAL FLOW MEASUREMENT
Paper ...............Why is it Important to Measure Combustion Airflow and Pulverized Fuel Flow? ...........11/99
2 COMBUSTION AIRFLOW MEASURING SYSTEMS
Brochure...........VOLU-probe/SS Stainless Steel Pitot Airflow Traverse Probes............................... 125-068
Brochure...........CAMS Combustion Airflow Management System.............................................. 125-009
Manual .............Combustion Airflow Measuring Station-Engineering & Design Manual .........................11/97
Brochure...........VELTRON DPT-plus Microprocessor Based Transmitter........................................ 125-025
3 PULVERIZED COAL FLOW MEASURING SYSTEMS
Paper ...............NOx Reduction of a 165MW Wall-Fired Boiler Utilizing Air & Fuel Flow Measurement.... N/A
Paper ...............Combustion Optimization of a 150MW (net) Boiler...................................................... N/A
Brochure...........Pf-FLO III Pulverized Coal Flow Measurement .......................................................11/04
Paper ...............Pf-FLO Reference Test at the Martin-Luther University Halle-Wittenberg.................... N/A
4 INDIVIDUAL BURNER AIRFLOW MEASURING SYSTEMS
Paper ...............Accurate Burner Airflow Measurement for Low NOx Burners D.B. Riley ..................... N/A
Paper ...............Balancing Low NOx Burner Airflows through the Use of IBAMS .................................12/98
5 CONTINUOUS EMISSIONS MONITORING SYSTEMS
Brochure...........CEM Systems Continuous Emissions Monitoring.............................................. 125-491
6 COMBUSTION AIRFLOW APPLICATIONS
Bulletin.............Measuring Primary Airflow (Raymond Bowl Mill) ..................................................... ICA-01
Bulletin.............Measuring Secondary Airflow (Venturi Replacement) .............................................. ICA-02
Bulletin.............Measuring Secondary Airflow (Airfoil Replacement)................................................. ICA-03
Bulletin .............Measuring Secondary Airflow (Tangentially Fired Boiler).......................................... ICA-04
Bulletin.............Measuring Primary Airflow (Pressurized Mill).......................................................... ICA-05
Bulletin.............Measuring Individual Burner Airflow........................................................................ ICA-06
Bulletin.............Secondary Airflow Measurement (Cyclone Burner).................................................. ICA-07
Bulletin.............Secondary Airflow Measurement (Compartmentalized Burner Duct Work)................. ICA-08
Drawing............Basic Layout of a Fossil Fuel Boiler .......................................................................... N/A
Drawing............Corner Fired Airflow Measuring Concept .................................................................... N/A
Drawing............Corner Fired Windbox Modifications .......................................................................... N/A
Success Story ..Wisconsin Electric Power Company and AMC Power............................................. ISS-01
Success Story ..Consumers Power Company, ABB C-E and AMC Power......................................... ISS-02
November 23, 1999
WHY IS IT IMPORTANT TO MEASURE COMBUSTION AIRFLOW
AND PULVERIZED FUEL FLOW?
AMC Power is a pioneer and leader in developing systems to accurately and reliably
measure combustion airflow, with thousands of installations at virtually every utility in
the United States. While the reasons for improving combustion airflow measurement
vary from power plant to power plant, there are common applications at all power plants
that would greatly benefit from improved airflow measurement. In addition to its many
other benefits detailed below, use of our Pf-FLO pulverized coal flow measurement
system has had the auxiliary effect of increased awareness of the need to more accurately
measure combustion airflow. This report is a compilation of the experiences had by
power plant managers who have installed our systems at their facilities, as well as
information from published articles on combustion airflow. It will serve to explain the
various plant enhancements that have been made by implementing AMC Power products.
AMC Powers VOLU-probes unique, patented ability to measure flow in short duct runs
makes it ideally suited to measuring all forms of combustion airflow. Figures 1 and 2 are
boiler schematics that depict the typical points of airflow measurement. Figure 1 is a
wall-fired boiler and Figure 2 is a tangentially fired (T-Fired) boiler. One can
immediately note that the largest problem in measuring combustion airflow is the lack of
straight duct runs.
Primary Airflow
The main function of primary air is to pneumatically convey the pulverized coal from the
mill to the individual burners. Primary airflow is also important to the performance of
low NO
x
burners. Most low NO
x
burner manufacturers stipulate that accurate primary
airflow measurement must be available in order to meet NO
x
performance guarantees.
This requirement is placed on utilities because excess primary air will elevate flame
temperature and therefore increase thermal NO
x
created at a burner. Primary air also
affects coal velocity and therefore the position of the flame relative to the burner tip. For
most low NO
x
burners both the flame temperature and position are critical to reducing
NO
x
. As such, accurate primary airflow measurement and control has become a critical
component in the process of minimizing NO
x
levels throughout the entire load range of
the boiler operation. While decreasing primary air at lower loads is important to
minimizing NO
x
, one must be aware that a minimum transport velocity has to be
maintained to avoid reaching the point where coal particles start falling to the bottom of
the pipe in horizontal runs. This phenomenon, referred to as layout, can cause problems
with burner performance, coal pipe fires and slugging (or surging) of coal into the
burners.
The NO
x
reduction benefit resulting from properly managed primary airflow is not just
limited to plants equipped with low NO
x
burners. Tight control of the primary air can
help reduce flame temperature on any burner, place the flame where it needs to be for
optimum combustion, and reduce water wall damage caused by flame impingement on
the opposing furnace wall.
November 23, 1999
Location (A) is typical for a primary airflow station on a pressurized coal pulverizer
(mill). In many cases, there is ample straight run after the hot and tempering air mix to
measure at this location for the purpose of controlling the volume damper into the mill.
Either VOLU-probes or a Combustion Air (CA) Station can be installed in the duct and
used along with a Combustion Airflow Management System (CAMS) for generating a
mass flow output.
Locations (B) and (C) are hot and tempering primary airflow respectively. In addition to
having the correct primary air volume to transport the coal particles to the burners,
primary air temperature control is also important for drying the coal in the mill. In order
for all surface moisture of the coal to be evaporated, mill outlet temperature must be
accurately measured and controlled by means of modulating the hot and tempering
airflows. These flows can be measured individually using VOLU-probes or CA stations,
and CAMS, with separate control of the hot and tempering air dampers, or they can be
summed (by the CAMS) to give a total primary airflow signal, which can be used to
control mass flow of the air to the mill with the mill PA volume damper.
Bulk Secondary Air
Bulk secondary air is the airflow feeding the windbox, which is then distributed to the
individual burners. Most coal fired boilers have archaic flow measuring devices (if any
at all) such as venturis or airfoils, for measuring bulk secondary air. Airflow traversing,
normally utilizing Pitot tubes (standard or S-type), is required to in situ calibrate venturis
and airfoils. Since most Pitot traverse methods require more straight run than is typically
available, accurate secondary airflow measurement does not exist at most power plants.
More importantly, these inaccurate flow measuring devices, by nature of their design,
create significant amounts of permanent pressure drop. By removing and replacing them
with AMC Power systems (usually VOLU-probes and CAMS), not only is measurement
accuracy improved, but an increase in plant output is also realized through the decrease in
energy consumption needed to overcome the pressure drop. In many plants that are FD
fan limited the removal of foils and venturis and their replacement with AMC Power
systems has allowed them to increase MW output. FD fan limitation usually occurs in
the summer when less dense air prevents the fan from delivering the mass flow needed
for maximum MW generation. It is in the summer months that the demand for and value
of generated power is at its greatest, and therefore the economic justification of this
modification is most apparent.
Location (D) is typical for wall fired boilers. The preferred measurement location is
downstream of the fan, preheater and primary air takeoff (as shown), but it can be made
in other locations if necessitated by duct layouts. On an opposed wall-fired unit,
secondary airflow measurement may also be important to balancing front and rear
windboxes.
If the boiler has partitioned windboxes (Figure 3), balancing burner elevations also
becomes important when attempting to reduce NO
x
and LOI, as well as addressing
slagging problems.
November 23, 1999
Locations (F) through (I) are typical on four-cornered T-Fired boilers. In addition to the
possible FD fan limitation problems, many T-fired boilers have airflow balance problems
that result in improper fireball positioning. Measuring and controlling secondary airflow
to each corner can help position the fireball in the center of the furnace, thereby
eliminating or reducing corrosion, LOI and/or NO
x
problems associated with having rich
and lean corners in the boiler rather than balanced combustion.
Individual Burner Airflow Measurement (IBAM )
Though total secondary airflow can and should be accurately measured for boiler load
control, the imbalances in secondary air delivered to the boiler via its multiple burners
has created performance and emission problems for effectively every utility. Whether it
be on open windbox boilers (Figure 1) , partitioned windbox boilers (Figure 3) or T-Fired
boilers (Figure 2), burner-to-burner secondary air balancing has historically been difficult
if not impossible to achieve. AMC Powers IBAMs are designed to be located in the
secondary air register or barrel of each burner so that airflow to each burner can be
measured (see Figure 4), and subsequently adjusted or controlled by means of each
burners secondary air shrouds. Because most burner configurations do not allow for
sufficient straight duct run (even for AMC Powers technology), AMC Power has
performed wind tunnel testing/calibration that has facilitated the design and commercial
development of the IBAM probe for most low NO
x
burner types. This allows for the
implementation of instrumentation that can be used to balance burners at start-up using
only IBAMs. For T-fired units, secondary airflow measurement to the burners can be
accomplished by partitioning the corner windboxes and installing VOLU-probes at each
burner elevation (Figure 5). When AMC Powers CAMS are used, burner balancing can
be dynamically maintained online throughout the entire load range.
Overfire Air (OFA)
Overfire air is introduced in the upper part of the furnace above the burners. Plants that
use OFA operate their burners sub-stoichiometrically, and then extend the combustion
process into the upper part of the furnace where OFA is introduced. Typically, OFA is
20% of the total stoichiometric air. Because OFA is taken out of the windbox, it most
likely affects (takes air from) some burners more than others, depending on the location
of the OFA take-offs. Measurement and adjustment of individual burner airflows is
therefore even more important when implementing an OFA system. OFA measurement
is accomplished using VOLU-probes or CA stations along with CAMS.
Cyclone Burners
The most successful, widespread use of OFA with individual burner airflow measurement
has been on cyclone boilers (Figure 5). Cyclone burners come equipped with an
ineffective airflow measuring device that uses a perforated plate inlet screen to create a
large pressure drop. These inlet screens are field calibrated using a Pitot traverse in the
highly turbulent cyclone inlet, and as a result are not very accurate, prohibiting plants
from being able to balance airflow between cyclone burners. In the normal course of
operation these screens often get damaged, further reducing their ability to provide
useable airflow measurement. Additionally, the permanent pressure drop (several inches
November 23, 1999
of water) induced by the inlet screens is a significant and unnecessary waste of FD fan
energy that can be put to better use. With the scheduled installation of selective catalytic
reduction (SCR) systems into many cyclone boilers (and pulverized coal (PC) fired
boilers), extra fan capacity will be required to overcome the hardware that will be
installed in the ductwork. Removing flow obstructions such as the inlet screens (or
venturis and foils on PC units) can help recover the extra fan capacity required. AMC
Power developed a product specifically designed to measure airflow at the cyclone
inlets (the VOLU-probe/VS-CI). This product has been tested for accuracy in a wind
tunnel using a full-scale 10 ft. cyclone inlet. By using the VOLU-probe/VS-CI in the
secondary air, VOLU-probes in the primary/tertiary air and CAMS, accurate airflow
measurement can be performed, which allows for balancing or biasing of cyclones for
optimum efficiency while reducing emissions.
Pulverized Fuel Flow Measurement
In addition to AMC Powers successes in the area of combustion airflow, the Pf-FLO
pulverized coal flow measurement system is currently being applied at many utility
power plants, giving them the ability to balance coal flow to their burners.
As previously stated, pulverized coal is pneumatically transported via the primary air
from the mills to the burners, with one mill supplying pulverized coal to as many as eight
individual burners. The majority of mills use splitter boxes, mechanical separators or
orifice plates to distribute pulverized coal to the individual burners. Although the
intention of these devices is to ensure an equal mass flow of coal is delivered to each
burner, in practice the flow through each coal pipeline generally varies 20% or more.
This unbalanced distribution of coal adversely affects the burners air-to-fuel ratio,
leading to decreased combustion efficiency, furnace slagging, and irregular heat release
within the combustion chamber.
The Pf-FLO coal flow measurement system has been developed to determine the mass
flow distribution and transport velocity of pulverized fuels in the pipelines from the mill
to the individual burners. The Pf-FLO system enables the balancing of fuel mass flow
delivered to the burners. In combination with continuous measurement of burner
secondary airflow using AMC Powers IBAM, individual burner air-to-fuel ratios can be
controlled to achieve optimum combustion performance at varying loads, while
simultaneously reducing both NO
x
and unburned carbon.
As you can see, AMC Powers equipment offers many performance enhancement and
cost reduction solutions that address the two most important issues faced by the Power
Industry today: NO
x
reductions as mandated by the Clean Air Act, and efficiency
improvements needed to remain competitive in a deregulated market.
November 23, 1999
November 23, 1999
November 23, 1999
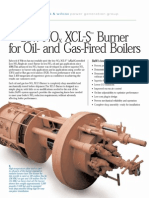
VOLU-probe/SS
Stainless Steel Pitot Airf low Traverse Probes
Proven solutions for a tough industry
The VOLU-probe/SS Stainless Steel Pitot Airflow Traverse Probe
is ideally suited for new installations or retrofit applications
requiring accurate airflow measurement in locations having limited
straight duct runs. Multiple sets of total and static pressure sensing
ports along the entire length of the VOLU-probe/SS traverse the
airstream in a single line across the duct, and average the sensed
pressures in separate manifolds. An array of VOLU-probe/SS
probes are used to properly sense the typically stratified flow to
provide an equal area traverse of an entire duct cross-section. The
VOLU-probe/SS is suited for clean or harsh and particulate laden
applications, operating at temperatures ranging from 20 to 900F.
As a primary flow sensing means, the VOLU-probe/SS can be used
in industrial process applications ranging from power generation
(combustion airflow), fiber quenching, process drying, emission
monitoring, etc.
Product Description
VOLU-probe/SS
When installed per AMC Power' s Minimum Installation
Requirements (see back page), the minimum quantity and placement
of VOLU-probe/SS airflow traverse probes shown below will produce
assured measuring accuracies of 2-3% of actual airflow.
Accuracy
All recognized flow measurement standards (ASHRAE
Fundamentals, AMCA Publication 203, Industrial Ventilation
Manual, 40CFR60, etc.) agree that accurate airflow measurement is
highly dependent upon the quantity and pattern of sensing points in
the airstream, and the relative position of the sensing points to
upstream/downstream flow disturbances.
static sensor experiences a lower pressure (Ps part of Pt ) of the
same magnitude, thereby canceling out the undesired effect of
partial total pressure (Pt ). It is this unique design of offset static
pressure and chamfered total pressure sensors (see Figure 1) that
make the VOLU-probe/SS insensitive to approaching multi-
directional, rotating airflow with yaw and pitch up to 30 from
straight flow, thereby assuring the accurate measurement of the
sensed airflow rate without the presence of an airflow straightener
upstream. This unique design of the VOLU-probe/SS is covered
by U.S. Patent No. 4,559,835.
How It Works
The VOLU-probe/SS operates on the Fechheimer Pitot derivative
of the multi-point, self-averaging Pitot principle to measure the
total and static pressure components of airflow. Total pressure
sensing ports, with chamfered entrances to eliminate air direction
effects, are located on the leading surface of the VOLU-probe/SS
to sense the impact pressure (Pt ) of the approaching airstream (see
Figure 2). Fechheimer pair of static pressure sensing ports,
positioned at designated angles offset from the flow normal vector,
minimize the error inducing effect of directionalized airflow. As
the flow direction veers from the normal, one static sensor is
exposed to a higher pressure (Ps + part of Pt ), whereas the other
Figure 1 Figure 2
The VOLU-probe/1SS is designed for mounting in ducts or stacks
by drilling two holes in opposing walls, without the need to enter
those structures.
The VOLU-probe/1SS is furnished with a threaded end support,
gasketed washer and nut, and a mounting plate with signal take-off
FPT connections, all fabricated of type 316 stainless steel.
VOLU-probe/1SS Externally Mounted
VOLU-probe/1SS & 2SS
The VOLU-probe/2SS is designed for larger ducts or stacks where
the size permits entry for installation, or where duct external
accessibility or clearance is insufficient to permit probe mounting
from outside the duct.
The VOLU-probe/2SS is furnished with interior mounting and end
support plates, and midpoint signal take-off FPT connections, all
fabricated of type 316 stainless steel.
VOLU-probe/2SS Internally Mounted
VOLU-probe/SS Construction Options
VOLU-probe/SS Options
150 lb. Mounting Flange Probe End Supports
Temperature Probe Companion Mounting Plates
Construction Features
Stainless Steel Airf low Traverse Probes
Features
Provides for Equal Area Traverse. Each VOLU-probe/SS
contains multiple total and static pressure sensors specifically and
precisely located along the length of the probe to provide an equal
area traverse of ducted airflow. For rectangular duct configurations,
the sensors are spaced at equal distances along the probe. For
circular duct configurations, the sensors are located at the centers
of the equivalent concentric area along the probe.
True Velocity Pressure Measurement. The total and static
pressure components of airflow measured by the VOLU-probe/SS
can be directly converted in velocity pressure (and velocity) without
the use of correction factors, thereby facilitating flow verification
with a Pitot tube or other hand held instrumentation.
No Sensor Protrusions. The VOLU-probe/SS total and static
pressure sensors are all contained within the confines of the external
surface of the probe. There are no protruding sensors to be bent,
broken, or otherwise damaged during installation or possible
subsequent removal for inspection or cleaning.
Rugged Construction Assures Long Service Life. The standard
VOLU-probe/SS is fabricated from Type 316 stainless steel using
all welded construction. See Page 4 for construction options, and
contact Factory for alternate materials of construction such as
Hastelloy, Inconel, Kynar, PVC, etc.
No Air Straighteners Required. The VOLU-probe/SS unique
dual offset static pressure sensor and patented chamfered total
pressure sensor design permit the accurate measurement of the
airflow rate in highly turbulent flow locations (with directional
yaw and pitch varying up to 30 from the duct's longitudinal axis)
without the need for upstream air straightening means.
Offered in Two Models. The VOLU-probe/SS is offered in two
basic configurations to facilitate installation in new or existing
ducts or stacks; the Model 1 for external mounting, and the Model
2 for internal mounting.
Negligible Resistance to Airflow. The VOLU-probe/SS
cylindrical configuration and smooth surface free of external sensor
protrusions permit the airstream to flow unrestricted around and
between the installed traverse probes, creating a very minimal, if
not negligible resistance to airflow (Ex: 0.046 IN w.c. at 2000 fpm
air velocity).
Performs Equal-Weighted Averaging of Flow Signals. Through
the use of separate averaging manifolds, the VOLU-probe/SS
instantaneously averages, on an equal-weighted basis, the multiple
pressures sensed along the length of the probe, producing separate
"averaged" total pressure and static pressures at the probe's external
signal connections.
FPT Signal Connections
Offset Fechheimer Static Pressure Sensors
Integral 10 Gauge Mounting Plate
Chamfered Total Pressure Sensors
Note: VOLU-probe/SS locations shown are not ideal. The locations indicate the minimum clearance required from air turbulence producing
sources. Wherever possible, the VOLU-probe/SS should be installed where greater runs of straight duct (or clearances) than shown below
exist.
Minimum Installation Requirements
125-068 (1/99)
VOLU-probe/SS
Suggested Specification
Provide where indicated an array of airflow traverse probes capable
of continuously monitoring the stack or duct capacities (air volumes)
it serves.
Each airflow traverse probe shall contain multiple total and static
pressure sensors and internally connected to their respective
averaging manifolds. The flow sensors shall not protrude beyond
the surface of each probe, and shall be the offset (Fechheimer)
type for static pressure and the chamfered impact type for total
pressure measurement. The airflow sensing probe's measurement
accuracy shall not be affected by directional flow having pitch and/
or yaw angles up to 30.
Each airflow traverse probe shall be fabricated of type 316 stainless
steel, all welded construction, and shall be furnished with the flat
or curved plate mounting means. In addition, access ports and
accessory hardware shall be provided to facilitate external
installation of the probe and end support (if required), yet permitting
easy probe removal for inspection, etc.
The airflow traverse probe shall not induce a pressure drop in excess
of 0.046 IN w.c. at 2000 FPM, nor measurably contribute to sound
levels within the duct. Total and static pressure sensors shall be
located at the centers of equal areas (for rectangular duct) or at
equal concentric area centers (for circular ducts) along the probe
length. The airflow traverse probe shall be capable of producing
steady, non-pulsating signals of total and static pressure without
need for flow corrections or factors, with an accuracy of 2-3% of
actual flow, over a velocity range of 400 to 4000 FPM.
The airflow traverse probe(s) shall be the VOLU-probe [1SS, 2SS]
as manufactured by AMC Power, Santa Rosa, California.
3X 1.5X 5X 2X 1X 4X
CENTRIFUGAL FAN CENTRIFUGAL FAN VANE-AXIAL FAN DISCHARGE VANE-AXIAL FAN INLET
DISCHARGE INLET
FANS DAMPERS
ELBOWS TAKEOFFS
DUCT TRANSITIONS
X X
1.5X 2 2X 2
2X
90 VANED ELBOW ROUND SWEEP 3X
ELBOW
X
5X 1X 2X 2 3X 1X
90 UNVANED ELBOW SWEEP ELBOW
1 X
X
1X 2
X
X 1X 2
1X 2
TRANSITION ANGLE: < -15 TRANSITION ANGLE: < -15 TRANSITION ANGLE: < -15 TRANSITION ANGLE: < -15
X
2
( )
Rectangular Duct: x = Circular Duct: x = Duct Diameter
2 H x W
H + W
P.O. Box 6358 Santa Rosa, CA 95406 TEL 800-AIRFLOW Fax 707-526-9970 www.airmonitor.com
CAMS
Combustion Airflow Management System
TM
Proven solutions for a tough industry
The AMC Power's CAMS
TM
Combustion Airflow Management
System is designed to fulfill the need for a reliable and accurate
means of flow measurement in combustion airflow applications.
Combined into a single engineered package are the CAMM
TM
Combustion Airflow Management Module containing the
microprocessor based instrumentation to measure the airflow and
manage the purge cycle, and the AUTO-purge III to protect against
any degradation in performance of the duct mounted measurement
device(s) due to the presence of airborne particulate.
Product Description
CAMS Combustion Airflow Management System
TM
CAMM
TM
Performance Specification
Accuracy.
0.1% of Natural Span, including non-linearity, hysteresis,
and non-repeatability.
Stability.
0.5% of Natural Span for six months.
Temperature Effect.
Zero: None; corrected by AUTO-zero.
Span: 0.015% of Full Span/F.
Power Consumption.
54VA at 24VAC; 48VA at 24VDC; 108VA at 120VAC.
CAMM
TM
Functional Specification
Digital Output.
Separate Form "A" dry contacts (maintained) for
AUTO-purge activation and acknowledgment.
Digital Inputs.
Separate dry contacts (momentary) for AUTO-purge
external start and purge interrupt commands.
Analog Outputs.
Four standard outputs for flow, temperature, absolute
pressure, and special function individually configurable
via jumper for 0-5VDC, 0-10VDC, or 4-20mADC.
Analog Inputs.
Dual inputs are field configurable via jumper for 0-5VDC,
0-10VDC, or 4-20mADC. One is reserved for temperature
input; the other for use with special function.
AUTO-purge Management.
AUTO-purge cycle is initiated via an external dry contact
(momentary), or via an internal timer with field selectable
frequencies of 1 to 24 hours, in 1 hour increments.
Low Pass Filtration.
Response time to reach 98% of a step change is adjustable
from 2.0 to 250.0 seconds.
Power Supply.
Standard 24VAC (20-28VAC) or 24VDC (20-40VDC),
with automatic selection. Optional 120VAC (100-132
VAC) via external UL listed transformer.
Overpressure and Static Pressure Limit.
25 psig.
Automatic Zeroing.
Accuracy. Within 0.1% of calibrated span.
Frequency. Every 1 to 24 hours selectable on 1 hour
intervals.
Circuit Protection.
Power input is fused and reverse polarity protected.
Span and Zero Adjustment.
Digital, via internally located push-buttons.
Displays.
Standard 4 line x 20 character LCD provides four lines of
data display.
Temperature Compensation Selection.
Push-button selection of linearized or nonlinear input.
Choice of thermocouple (Type E, K, J, and T) or 100 ohm
platinum RTD temperature sensor type.
Pressure Compensation.
Absolute pressure (atmosphere or duct static), up to
60"Hg.
Humidity Limits.
0-95% RH, non-condensing.
Temperature Limits.
20F to 180F Storage.
+40F to 120F Operating.
Special Functions Certification Rapid Stop
G Summed Flow G Standard G Yes
G Differential Flow G NIST Traceable G No
CAMM
TM
Construction Options
AMC Power's AUTO-purge III is designed for applications where
the presence of airborne particulate might impair the measurement
accuracy of AMC Power's Combustion Air Station or VOLU-probe
array. When activated by a CAMM
TM
or distributed control system,
a combination of fail-safe valves are operated to introduce high
pressure/high volume air to the flow measuring device's sensing
ports for a short duration, while simultaneously isolating the
CAMM
TM
from overpressurization. This periodic purging assists
in maintaining the sensing ports of the total and static pressure
manifolds in a clear, unobstructed condition.
Product Description
AUTO-purge III
NOTE: CAMS
TM
with Rapid Stop
TM
option requires an enclosure that is 24" wide by 30" high.
G NEMA 4X Stainless Steel Enclosure
G Vortex Cooler. Requires 80-100 psi air supply.
G Rapid Stop
TM
Power
G 24VAC
G 24VDC
G 120VAC
Optional Construction
Dimensional Specifications
Brass and Copper Construction
All wetted tubing, fittings, and valves constructed of copper and/
or brass.
Enclosure is NEMA 4 painted steel.
External connection fittings are stainless steel FPT.
Standard Construction
AUTO-purge III
Sequence of Operation
Automatic line purging disconnects the CAMM
TM
from the process
signal lines at regular field selectable intervals and purges the
airflow station or probe array with up to 125 psig air for short
periods. This periodic purging assists in maintaining the sensing
orifices of the total and static pressure manifolds in a clean,
unobstructed condition.
A selectable timing sequence provided by the CAMM
TM
activates
solenoid pilot valve SV-1 which shuttles the CAMM
TM
isolation
valves (V-3 and V-4) and purge valves (V-1 and V-2). A simul-
taneous output signal hold corresponding to the last measured input
is initiated by the CAMM
TM
and maintained until the purge cycle
is complete.
When valves V-1/V-3 and V-2/V-4 operate, velocity pressure signal
lines to the CAMM
TM
are isolated, and high pressure purge air
(AS1) is routed via the process signal lines (A and B) to the station/
probe array, cleaning the total and static pressure sensing ports.
At the end of the purge cycle the CAMM
TM
withdraws its purge
signal, de-energizing SV-1 and causing valves V-1/V-2 and V-3/
V-4 to reset after a short time delay to their normal position, thereby
reconnecting the process signal lines to the CAMM
TM
. After a
short timed interval the CAMM
TM
signal hold is terminated and
on-line signal processing resumes.
Purge Cycle Timing
CAMM
TM
Standard CAMM
TM
with Rapid Stop
TM
Schematic
IDENTIFICATION CODE
V-1,3 Pneumatically Piloted, 5-Way
Valve, Static (low) Pressure
V-2,4 Pneumatically Piloted, 5-Way
Valve, Total (high) Pressure
SV-1 Solenoid Operated, 5-Way Valve
SV-2 Solenoid Operated, 3-Way Valve
HV-1 Supply Air Shut Off Valve
PI-1,2 Gauge, Supply Air Pressure,
0-160 psig
PRV-1 Pressure Regulator
SV-3A,3B Solenoid Operated, 3-Way Valve
(Optional for Rapid Stop)
CAMM Combustion Airflow Management Module
TM
Construction Features
Removable
top cover.
External, unitary plug-in
terminal strips for field
wiring connections.
ON-OFF power switch.
Integral liquid
crystal display.
Aluminum NEMA 1
enclosure.
Instrument
mounting bracket.
Features
Analog Communication. Each analog input and output signal can
be individually configured for 0-5VDC, 0-10VDC, or 4-20mADC
by means of a single jumper.
Primary Signal Noise Filter. To eliminate background noise and
pulsations from the flow signal, the CAMM
TM
is equipped with a
user selectable digital low pass filter.
Air Density Correction. The CAMM
TM
is capable of performing
both air temperature and air pressure correction. Temperature input
is an analog signal from a remote temperature transmitter; non-
linear temperature inputs can be linearized by the microprocessor.
Process pressure is measured by means of an internal absolute
pressure transducer connected to the transmitter static pressure
signal input.
AUTO-purge Management. The CAMM
TM
provides the capabil-
ities of establishing purge frequency and duration while giving the
user a choice of either internally timed cycle frequency or externally
triggered purge initiation. During the purge cycle all transmitter
outputs are maintained at their last value prior to the start of the
purge cycle. Upon receipt of a dry contact input, the CAMM
TM
will interrupt a purge cycle in progress and return to normal
operation.
Optional Rapid Stop
TM
. The Rapid Stop
TM
valving combined with
purge sequence timing in the CAMM
TM
permits a reduction of the
recovery portion of an AUTO-purge cycle from a typical 30 seconds
to as short as 5 seconds.
Accuracy. The CAMM
TM
is designed to maintain a measurement
accuracy of 0.1% of natural full span. For a span of 0 to 0.05 IN
w.c., this accuracy is equivalent to an output accuracy of 0.00005
IN w.c. differential pressure or 0.90 FPM velocity.
Continuous Display of Process. All CAMMs
TM
are equipped with
a 4x20 backlit liquid crystal display (LCD) for use during the
configuration and calibration process, and to display four lines of
output data (Flow, Temperature, Absolute Pressure, or Special
Function) during normal operation, with each line individually
scalable in user selectable units of measure.
Special Functions Capability. Built into the CAMM
TM
micro-
processor is the capability to perform special application functions
involving two transmitters. Using a second transmitter as an input,
the CAMM
TM
can compute the sum of, or differential between the
two measured flows. The special function output can be both
displayed and provided as an analog output signal.
Microprocessor Based Functionality. The CAMM's
TM
on-board
microprocessor performs the functions of operating parameter
selection, transmitter configuration, input/output and display signal
scaling, density correction, and transducer calibration. Input to the
microprocessor is via pushbutton.
High Turndown Ratio Operation. The CAMM
TM
, with its high
level of accuracy and automatic zeroing circuitry, can maintain linear
output signals on applications requiring flow measurement
turndown of 10 to 1.
P.O. Box 6358 Santa Rosa, CA 95406 TEL 800-AIRFLOW Fax 707-526-9970 www.airmonitor.com
Installation Guide
Ambient Temperature
40F to 120F.
For ranges above or below this ambient temperature, use of panel
heater and/or cooler is required.
Accumulator Tank (strongly recommended)
Requires coalescing filter, pressure regulator, and check valve at
the tank inlet.
120 gallons All CA stations.
120 gallons Multiple VOLU-probes having a combined length
greater than 10'.
80 gallons One or more VOLU-probes having a combined
length less than 10'.
Line from Accumulator Tank to AUTO-purge Panel
25' maximum length, /" pipe (minimum).
Recommend locating accumulator tank as close as possible to
CAMS
TM
Panel.
Electrical Power Requirement
54VA at 24VAC; 48VA at 24VDC; 108VA at 120VAC.
120VAC, 10 amp when an optional enclosure heater is installed.
Air Requirement
80 to 125 psig at 100 CFM, oil and dirt free.
1 to 24 purge cycles per day, with a field selectable duration
between 30 and 120 seconds during which compressed air is
released.
Line Size
If distance from CAMS
TM
Panel to Flow Measuring Station or
Probes is less than 25', tube size to be /" O.D. Wall thickness
no greater than 0.065".
If distance from CAMS
TM
Panel to Flow Measuring Station or
Probes is 25' to 50', tube size to be /" O.D. Wall thickness no
greater than 0.065".
If distance from CAMS
TM
Panel to Flow Measuring Station or
Probes is greater than 50', tube size to be 1.0" O.D. Wall thickness
no greater than 0.065".
Purge Frequency
Dependent upon the particulate concentration in each application.
Adjustable in hourly increments; once per day the minimum
frequency, and once per hour the maximum frequency.
Purge Cycle Duration
Dependent on sensing line size, length, and routing.
Minimum: 60 seconds normal; 5 seconds with Rapid Stop
TM
.
Maximum: 150 seconds.
CAMS Combustion Airflow Management System
TM
Field Wiring Diagrams
125-009-00 (5/00)
ENGINEERING & DESIGN MANUAL
For
MODEL CA
Combustion Airflow Measuring Systems
Combustion Airflow Measuring Systems
11/97
Proven solutions for a tough industry
MODEL CA - COMBUSTION
AIRFLOW MEASURING STATION
PAGE NO.
AIRFLOW PROCESSING.............................................................................................................. 1
CONSTRUCTION STANDARD AND OPTIONAL ................................................................... 2
SUBMITTAL SHEETS
Combustion Airflow (CA) Station - Rectangular ............................................................................. 3
Combustion Airflow (CA) Station - Rectangular w/Sensing Manifold Cleanout Plugs ................... 4
Combustion Airflow (CA) Station - Circular ................................................................................... 5
Combustion Airflow (CA) Station - Circular w/Sensing Manifold Cleanout Plugs ......................... 6
AUTO-purge III................................................................................................................................. 7
AUTO-purge III - Installation Guide ................................................................................................. 8
AUTO-purge III - Sequence of Operations .......................................................................................... 9
OPERATION & MAINTENANCE ............................................................................................... 10
COMBUSTION AIRFLOW (CA) STATION - DESIGN & INSTALLATION GUIDE ......... 11
VELOCITY VS. RESISTANCE CHART .................................................................................... 12
PHOTOGRAPHS OF STATIONS
Combustion Airflow (CA) Station - Circular .................................................................................. 13
Combustion Airflow (CA) Station - Rectangular w/Bellmouth ....................................................... 14
TABLE OF CONTENTS
MODEL CA - COMBUSTION
AIRFLOW MEASURING STATION
Any physical structure placed across the flow of air in a duct
will impede the flow, the magnitude of which is a function of
the size and shape of the structure and the quantity of air
passing through it. The AMC Power air processing stations
were developed to produce a minimum of restriction to airflow
by utilizing special open parallel cell honeycomb structures
with free areas of 96% or more. These AMC Power air
processing stations perform the basic conditioning functions
of straightening and equalizing the airflow.
The Model CA Combustion Airflow Measuring Station utilizes
a 1" cell, hexagonal pattern, parallel cell, heavy duty welded
honeycomb that functions as a combination air straightener
and equalizer. The 96%+ free area minimizes undesirable
pressure drop on the airstream, while the 16 to 1 ratio of
peripheral area of each passage to its cross-sectional area
produces a slight drag on the passing air. Since the drag or
resistance to airflow varies with the square of the air velocity,
the higher velocities are reduced while the lower velocities are
permitted to increase. In the illustration below, the arrows
represent the velocity magnitude after the air equalizing
section.
The process of air straightening simply removes the rotational,
turbulent flow from the airstream, and directionalizes that
airflow while not significantly altering the velocity profile of
air passing through the material. Removal of rotational,
multi-directional airflow is essential to the separation and
accurate measurement of the total and static pressures of the
airstream.
AIRFLOW PROCESSING
1
MODEL CA - COMBUSTION
AIRFLOW MEASURING STATION
STANDARD CONSTRUCTION
Casing. 3/16" carbon steel. Continuous welded seams. Casing depth is 12".
Flanges. Rectangular Stations: 2" wide, 90 degree formed flanges.
Circular Stations: 3/16" x 2" barstock or 3/16" plate flanges, fusion welded.
Air Equalizer. 1" hexagonal, parallel cell equalizer-straightener 3" deep. .024" thick (24 ga) carbon steel.
Total Pressure Sensors and Manifold. All fabricated from Type 316 stainless steel, welded construction.
Rectangular Stations: Multiple 5/64" I.D. impact sensors on " O.D. arms, connected to 1-1/8" O.D. averaging manifolds.
Circular Stations: Multiple 5/64" I.D. impact sensors on multiple manifolds that are interconnected for signal averaging.
Manifold sizes on circular stations vary from " O.D. to 1" O.D. depending on unit diameter.
Static Pressure Sensors and Manifolds. All fabricated from Type 316 stainless steel, welded construction.
Rectangular and Circular Stations. Multiple 3/64" offset (Fechheimer) sensors on " O.D. averaging manifolds.
I nternal Signal Lines. " O.D., Type 316 stainless steel tubing welded to sensor manifolds and extended beyond casing exterior
via " stainless steel compression fittings.
Finish. All internal and external black steel parts are provided without any special finish.
Packaging. Assembled station is crated in appropriate plywood and/or composition board over the entire air entering and leaving
openings. Entire unit is crated in dimensional lumber for protection during shipment and storage.
CONSTRUCTI ON
OPTIONAL CONSTRUCTION
Manual Cleanouts. Each total and static pressure manifold arm is extended through the casing wall and terminates in a female
pipe thread and plug. Removal of the plugs permits cleaning of the manifold interiors with compressed air and/or wire brushing.
AUTO-purge Control Panel. An automatic high pressure air purge system, with valving, delay relays, timer, etc., to
automatically activate a compressed air purge of the mass flow traverse probes at pre-determined time intervals. The system
shall isolate the mass flow transmitter input signal lines, lock the transmitter output signal at the last sensed value, and apply
high volume, high pressure air to the probe manifold via a permanently connected piped air source to dislodge any particulate
build-up at the sensor holes, as well as to discharge any accumulated particulate that may have collected in the probe manifold.
To maximize the effectiveness of the automatic air purge, each manifold shall be individually purged (one at a time). All valves
and electronic circuitry are mounted in a NEMA 4 enclosure.
Protective Coatings. Two coats of oxide paint primer on casing interior, exterior, and/or air straightener surfaces.
Temperature Sensors. Single or multiple point (depends on unit size) thermocouple or RTD probes can be included in the
measuring station to provide temperature readout and/or thermal adjustment for mass flow. Type, size, and temperature range
of the thermal probe to be customer or factory specified as required for each application.
NOTE
Alternate special construction requirements such as 1/4" or 3/8" casing thickness, large flanges,
alternate materials of construction (Type 316 or 316L stainless steel, hastelloy, etc.) are available.
Contact the factory to discuss any unique or special construction needs.
2
SUBMITTAL SHEET
P.O. Box 6358 Santa Rosa, CA 95406 (707) 544-2706 (707) 526-2825 Fax
SUB-Q005, Rev. 3 (7/99)
COMBUSTION AIRFLOW (CA) STATION
RECTANGULAR
STANDARD CONSTRUCTION
Casing. 3/16" carbon steel, continuous welded.
Flanges. 2" wide, 3/16" carbon steel formed 90.
Air Straightener. 1" hexagonal cell, 3" deep, 0.022" thick, carbon steel.
Total Pressure (T.P.) Manifolds. Type 316 stainless steel.
Static Pressure (S.P.) Manifolds. Type 316 stainless steel.
Signal Connection Fittings. 1/2" FPT, 316 stainless steel. (Units with more than 24 T.P. sensors require 3/4" FPT.)
OPTIONAL CONSTRUCTION
G 1/4" carbon steel casing and formed flanges. G Casing and flanges painted with iron oxide primer.
G Special flanges. G Temperature sensor and transmitter capable of 4-20mA output.
G Factory drilled bolt holes. G Bellmouth on air intake side.
DIMENSIONAL SPECIFICATIONS
3.2.4
SUBMITTAL SHEET
P.O. Box 6358 Santa Rosa, CA 95406 (707) 544-2706 (707) 526-2825 Fax
SUB-Q008, Rev. 3 (7/99)
COMBUSTION AIRFLOW (CA) STATION
CIRCULAR with Sensing Manifold Cleanout (C.O.) Plugs
STANDARD CONSTRUCTION
Casing. 3/16" carbon steel, continuous welded.
Flanges. 2" wide, 3/16" carbon steel, welded to casing.
Air Straightener. 1" hexagonal cell, 3" deep, 0.022" thick, carbon steel.
Total Pressure (T.P.) Manifolds. Type 316 stainless steel.
Static Pressure (S.P.) Manifolds. Type 316 stainless steel.
Signal Connection Fittings. 1/2" FPT, 316 stainless steel. (with more than 24 T.P. sensors require 3/4" FPT.)
Manual Cleanout (C.O.) Plugs. 3/8" FPT, carbon steel.
OPTIONAL CONSTRUCTION
G " carbon steel casing and plate/bar flanges. G Casing and flanges painted with iron oxide primer.
G Special flanges. G Temperature sensor and transmitter capable of 4-20mA output.
G Factory drilled bolt holes. G Bellmouth on air intake side.
DIMENSIONAL SPECIFICATIONS
3.4.2
SUBMITTAL SHEET
P.O. Box 6358 Santa Rosa, CA 95406 (707) 544-2706 (707) 526-2825 Fax www.airmonitor.com
SUB-M004, Rev. 7 (10/05)
AUTO-purge III
STANDARD CONSTRUCTION
q Brass and Copper Construction All wetted tubing, fittings, and valves constructed of copper and/or brass.
Enclosure is NEMA 4 painted steel.
External connection fittings are stainless steel FPT.
q Stainless Steel Construction All wetted tubing, fittings, and valves are constructed of 316 stainless steel.
Enclosure is NEMA 4 painted steel.
External connection fittings are stainless steel FPT.
OPTIONAL CONSTRUCTION
q NEMA 4X Stainless Steel Enclosure SV-1 / SV-2
q Enclosure Heater. Requires 120VAC power supply. q 24VAC, 36VA
q Vortex Cooler. Requires 80-100 psi air supply **. q 24VDC, 36VA
q Continuous Enclosure Purge **. q 120VAC, 36VA
** These options require a 24 X 24 enclosure.
DIMENSIONAL SPECIFICATIONS
8.28.2
SUBMITTAL SHEET
P.O. Box 6358 Santa Rosa, CA 95406 (707) 544-2706 (707) 526-2825 Fax www.airmonitor.com
SUB-M009, Rev. 5 (8/01)
AUTO-purge III
INSTALLATION GUIDE
Air Requirement.
80 to 125 psig at 100 CFM, oil and dirt free. 1 to 24 purge cycles per day, with a field selectable duration between 30 and 120
seconds during which compressed air is released.
Line Size from AUTO-purge Panel to Flow Measuring Station or Probes.
Distance from AUTO-purge panel
to flow measuring station air probe. Tube Size.
< 25' 1/2" S.S. tube
25' - 50' 3/4" S.S. tube
> 50' 1.0" S.S. tube
Accumulator Tank (strongly recommended).
Requires coalescing filter, pressure regulator, and check valve at the tank inlet.
120 gallons - All CA stations.
120 gallons - Multiple VOLU-probes having a combined length greater than 10'.
80 gallons - One or more VOLU-probes having a combined length less than 10'.
Line from Accumulator Tank to AUTO-purge Panel.
25' maximum length, " pipe (minimum). Recommend locating accumulator tank as close as possible to AUTO-purge panel.
Electrical Power Requirement.
None when used with an Air Monitor transmitter. (NOTE: This adds 36VA to the transmitter's power requirement.)
24VAC, 36VA when not initiated by an Air Monitor transmitter.
120VAC, 10 amp when an optional enclosure heater is installed.
Ambient Temperature.
40F-140F. For ranges above or below this ambient temperature, use of panel heater and/or cooler is required.
Purge Frequency.
Once/day minimum, once/hour maximum.
8.30.2
SUBMITTAL SHEET
P.O. Box 6358 Santa Rosa, CA 95406 (707) 544-2706 (707) 526-2825 Fax www.airmonitor.com
SUB-M013, Rev. 7 (8/99)
AUTO-purge III
SEQUENCE OF OPERATIONS
IDENTIFICATION CODE
V-1,3 Pneumatically Piloted, 5-Way Valve, Static (low) Pressure
V-2,4 Pneumatically Piloted, 5-Way Valve, Total (high) Pressure
SV-1 Solenoid Operated 5-Way Valve
SV-2 Solenoid Operated 3-Way Valve
HV-1 Supply Air Shut Off Valve
PI-1, 2 Gauge, Supply Air Pressure, 0-160 psig
TB-2 Terminal Block, Purge Start Command from Transmitter
PRV-1/FLTR-1 Pressure Regulator / Filter Assembly
SEQUENCE OF OPERATIONS
Automatic line purging interrupts airflow signal transmission at
regular field selectable intervals and purges the station sensing
l i nes wi th up to 125 psi g ai r for short peri ods. Thi s peri odi c
purging assists in maintaining the sensing orifices of the total
and static pressure manifolds in a clean, unobstructed condition.
A selectable timing sequence provided by the smart transmitter
activates solenoid valves (SV-1 and SV-2) which shuttles the
transmitter isolation valves (V3 and V4) and purge valves (V1
and V2). A simultaneous output signal hold corresponding to the
last measured input is initiated by the transmitter and maintained
until the purge cycle is complete.
When valve V1/V3 and V2/V4 operate, the velocity pressure signal
l i nes (C and D) to the fl ow transmi tter are i sol ated, and hi gh
pressure purge air AS1 is routed to the station (probes) sensing
l i nes (A and B). The hi gh pressure purge ai r cl eans the fl ow
sensi ng ori fi ces of the fl ow stati on (probes) duri ng the purge
duration.
At the end of the purge cycle the transmitter withdraws its purge
signal, de-energizing SV-1 and SV-2 and causing valves V3/V4
and V1/V2 to reset after a short ti me del ay to thei r normal
position, thereby reconnecting the process sensing lines to the
transmitter. After a short timed interval the transmitter signal hold
is terminated and on-line signal processing resumes.
SCHEMATIC
8.32.2
SYSTEM DIAGRAMMATIC
MODEL CA - COMBUSTION
AIRFLOW MEASURING STATION
In addition to being fabricated from durable, corrosion resistant materials, the Model CA Combustion Airflow Measuring Station
has no moving components or parts that require periodic replacement or calibration. As such, the operation and maintenance
procedures required for continued operation of the station are extremely limited.
The operating life of the Model CA Combustion Airflow Measuring Station is anticipated to be that of the operating life of the
boiler or power facility.
OPERATION & MAINTENANCE
The Model CA Combustion Airflow Measuring Station has
a built-in air processing section (straightening and
equalizing). This enables the station to be installed without
the long runs of straight ductwork upstream and downstream
of the station location (as required with the airfoils, other
probe types, etc.). On new installations, this feature can
possibly reduce ductwork requirements by permitting the
design to be condensed. Refer to Page 12 to obtain minimum
requirements for installation of the Model CA Combustion
Airflow Measuring Stations.
The air processing section also assures that the automatic
averaging Pitot tube section will sense the duct flow
accurately, within 2 to 3% of the actual flow passing through
the station and duct. Having no moving parts, the accuracy
of the station is basic. It requires no field testing, verification,
or periodic calibration.
The pressure drop, due to the presence of the station in the
duct, is extremely low (refer to Page 1). At 2,000 fpm, the
resistance to airflow of the Model CA Combustion Airflow
Measuring Station at 70 degrees is only 0.12 IN w.c. This
is a small fraction of that of airfoils, orifices, etc., and if
properly correlated back to the fan static requirements and
selection, a considerable reduction in fan horsepower and
system operating static can be made.
The presence of the air straightener/equalizer section also
benefits the air pattern downstream of the station. By its
elimination of rotational, turbulent airflow it can be of a
decided benefit to the air distribution pattern. In applications
which are adjacent to the wind boxes (or ductwork take-off
to them), this can be a decided help.
The multiple total and static pressure sensors of the Model
CA Combustion Airflow Measuring Station preclude the
unlikely possibility of multiple sensors plugging due to
airborne contaminants in the flow stream. However, should
some or many of the openings become blocked, the station
will continue to average the remaining sensors to produce a
usable and highly repeatable flow signal.
In particularly dirty applications or as a result of long term
contamination build-up, one or more of the individual
sensors may become plugged. To correct for this problem
without requiring internal cleaning or sensor manifold
removal, all Model CA Combustion Airflow Measuring
Stations can be equipped with sensor manifold cleanout
ports accessible from outside the casing.
Manual cleaning can be accomplished by removing the end
caps on the sensing manifold(s) and cleaning them by means
of compressed air. Care must be exercised during manual
cleaning with the fan system operating since accumulated
contamination will tend to blow out of the ports of units
installed on the pressure side of the fan.
Automatic cleaning can be accomplished using the AUTO-
purge system, which consists of a series of valves, a
programmable controller, and an interface with the signal
transmitter/controller contained in a NEMA 4 enclosure. A
source of high capacity 100 psi compressed air must be
available at the installation site. The purge frequency is
determined by the contamination level of the operating
system and is field set for a frequency range of once per day
to once per month.
10
SUBMITTAL SHEET
P.O. Box 6358 Santa Rosa, CA 95406 (707) 544-2706 (707) 526-2825 Fax
SUB-H014, Rev. 3 (3/97)
COMBUSTION AIR STATIONS
MINIMUM INSTALLATION REQUIREMENTS
INSTALLATION CONSIDERATIONS. Installation factors to be considered when applying the Combustion Air Station are as follows:
Turbulent Airflow. The unique use of honeycomb airflow straightener in the Combustion Air Station will permit accurate flow measure-
ment i n the presence of moderate ai r turbul ence. The di stances from ai r turbul ence produci ng fi tti ngs, transi ti ons, etc.,
shown below in the Minimum Requirements for Installation, are required to assure accurate Combustion Air Station operation.
Airborne Contaminants. Industrial applications containing airborne contaminants may require periodic manual or automatic cleaning
using compressed air applied via the signal fittings, and/or physical cleaning.
Direction of Airflow. The Combustion Air Stations will function only with the airflow passing through the air straightener section prior to
entering the total and static pressure sensing section. To prevent improper installation, each Combustion Air Station is marked with
an arrow indicating the required direction of airflow.
MINIMUM REQUIREMENTS FOR INSTALLATION. Note: Combustion Air Station locations shown are NOT ideal. They indicate
the minimum clearance required from air turbulence producing sources. Wherever possible, the Combustion Air Station should be
installed where greater runs of straight duct (or clearances) than shown exist.
1X 1.5X
X
2
ROUND SWEEP
ELBOW
90 VANED
ELBOW
2.5X
X
2
CENTRIFUGAL FAN
DISCHARGE
3X
FANS DAMPERS
TAKEOFFS
2.5X
1X
X
2
2.5X
1.5X
X
2
SWEEP ELBOW 90 UNVANED ELBOW
X
2 4X
ELBOWS
DUCT TRANSITIONS
X
2
X
2
X
2
X
2
TRANSITION ANGLE: < -15 TRANSITION ANGLE: < -15 TRANSITION ANGLE: < -15 TRANSITION ANGLE: < -15
( )
Rectangular Duct: x = Circular Duct: x = Duct Diameter
2 H x W
H + W
3.6.1
MODEL CA - COMBUSTION
AIRFLOW MEASURING STATION
Model CA Combustion Airflow Measuring Station
PHOTOGRAPHS
13
P.O. Box 6358 Santa Rosa, CA 95406 TEL 800-AIRFLOW Fax 707-526-9970 www.airmonitor.com
VELTRON DPT-plus
Microprocessor Based Ultra-Low Range
Pressure & Flow "Smart" Transmitter
Proven solutions for a tough industry
The VELTRON DPT-plus transmitter is furnished with an
automatic zeroing circuit capable of electronically adjusting the
transmitter zero at predetermined time intervals while simul-
taneously holding the transmitter output signal.
The automatic zeroing circuit eliminates all output signal drift due
to thermal, electronic or mechanical effects, as well as the need for
initial or periodic transmitter zeroing. For transmitters operating
in a moderately steady temperature location (thus no thermally
with Automatic Zeroing Circuit
VELTRON DPT-plus
Indication
Display. A backlit, graphical LCD providing three lines of data
display. Also used for programming.
Inputs/Outputs
Analog Inputs. Differential pressure (high and low), and 4-20mA,
2-wire, internally or externally loop powered temperature signal.
Analog Outputs. Dual 4-20mA outputs, individually configurable
as internally powered/non-isolated, or externally powered/isolated.
Digital Inputs. Digital contacts for AUTO-purge external start.
Digital Outputs. Dual Form A dry contacts rated for 3 amps at
24VAC/VDC for optional HI/LO alarm; or dual Form A dry contacts
for AUTO-purge activation and acknowledgment.
Temperature Compensation Selection. Pushbutton selection of
linearized or non-linear temperature transmitter input for the
following temperature sensing types:
Type E 50 to 1750F 50 to 950C
Type T 50 to 750F 50 to 400C
Type J 50 to 2000F 50 to 1090C
Type K 50 to 2000F 50 to 1090C
RTD 50 to 1500F 50 to 815C
Power
Power Supply.
Standard 24VAC (20-28VAC) or 24VDC (20-40VDC).
Optional 120VAC (100-132VAC), via external transformer.
Power Consumption.
Standard: 18VA at 24VAC; 13VA at 24VDC; 36VA at 120VAC.
With AUTO-purge Management: 54VA at 24VAC; 48VA at
24VDC; 108VA at 120VAC.
Circuit Protection. Power input is fused and reverse polarity
protected.
Transmitter
Accuracy. 0.1% of Natural Span, including hysteresis,
deadband, non-linearity, and non-repeatability.
Type. Differential pressure, flow, and mass flow.
Ranges. Natural Spans Bi-Polar Natural Spans
0 to 25.00 IN w.c.
0 to 10.00 IN w.c. 10.00 to 10.00 IN w.c.
0 to 5.00 IN w.c. 5.00 to 5.00 IN w.c.
0 to 2.00 IN w.c. 2.00 to 2.00 IN w.c.
0 to 1.00 IN w.c. 1.00 to 1.00 IN w.c.
0 to 0.50 IN w.c. 0.50 to 0.50 IN w.c.
0 to 0.25 IN w.c. 0.25 to 0.25 IN w.c.
0 to 0.10 IN w.c. 0.10 to 0.10 IN w.c.
0 to 0.05 IN w.c. 0.05 to 0.05 IN w.c.
Span Rangeability. The calibrated span can be down ranged to
40% of the Natural Span.
Stability. 0.5% of Natural Span for six months.
Temperature Effect. Zero. None; corrected by AUTO-zero.
Span. 0.015% of Natural Span/F.
Mounting Position Effect. None; corrected through transmitter
automatic zeroing.
Span and Zero Adjustment. Digital, via internally located
pushbuttons.
Low Pass Filtration. Response time to reach 98% of a step
change is adjustable from 2.0 to 250.0 seconds.
Overpressure and Static Pressure Limit. 25 psig.
Automatic Zeroing.
Accuracy. Within 0.1% of calibrated span.
Frequency. Every 1 to 24 hours on 1 hour intervals.
Temperature Limits.
20 to 180F Storage; +32 to 140F Operating.
Humidity Limits. 0-95% RH, non-condensing.
Performance Specifications
induced span drift), this automatic zeroing function essentially
produces a "self-calibrating" transmitter. The automatic zeroing
circuit will re-zero the transmitter to within 0.1% of its operating
span; for a transmitter with a 0.02 IN w.c. operating span, this
represents a zeroing capability within 0.00002 IN w.c.
To permit manual calibration of the VELTRON DPT-plus, an
electronic switch is provided to permit manual positioning of the
zeroing valve.
Construction Features
Ultra-Low Differential Pressure & Flow "Smart" Transmitter
Accuracy. The VELTRON DPT-plus is designed to maintain an
accuracy of 0.1% of Natural Span. For a span of 0 to 0.05 IN w.c.,
this accuracy is equivalent to an output accuracy of 0.00005 IN
w.c. differential pressure or 0.90 FPM velocity.
Microprocessor Based Functionality. The VELTRON DPT-plus
on-board microprocessor performs the functions of operating
parameter selection, transmitter configuration, input/output and
display signal scaling, and transducer calibration. Imbedded
software performs span, flow, and 3-point "K" factor calculations.
Input to the microprocessor is via pushbuttons.
Electronic Respanning. The VELTRON DPT-plus operating span
can be electronically selected anywhere between the Natural Span
and 40% of Natural Span, without having to perform recalibration
involving an external pressure source.
Air Density Correction. The VELTRON DPT-plus is capable of
accepting a process temperature input to perform density correction
to volumetric or mass flow. Temperature input is a 4-20mA signal
from a remote temperature transmitter; non-linear temperature
inputs can be linearized by the microprocessor. Temperature sensor
type is software selectable from the following choices:
Thermocouple types E, T, J, and K; or Platinum RTD.
High Turndown Ratio Operation. The VELTRON DPT-plus,
with its high level of accuracy and automatic zeroing circuitry, can
maintain linear output signals on applications requiring velocity
turndown of 10 to 1 (equal to a velocity pressure turndown of 100
to 1).
Features
Continuous Display of Process. The VELTRON DPT-plus comes
equipped with a multi-line, backlit, graphical LCD for use during
transmitter configuration and calibration, and to display multiple
measured processes in engineering units. The LCD provides one
line having 8 digits with double wide and double high characters,
two 20 digit lines having standard size characters, and various
descriptors for transmitter operating status.
Primary Signal Noise Filter. To eliminate background noise and
pulsations from the flow signal, the VELTRON DPT-plus has a
user selectable low pass digital filter.
AUTO-purge Management (optional). For "dirty air" applications
requiring the use of an AMC Power AUTO-purge system, the
VELTRON DPT-plus provides the capabilities of establishing purge
frequency and duration while giving the user a choice of either
internally timed cycle frequency or externally triggered purge
initiation. During the purge cycle all transmitter outputs are
maintained at their last value prior to the start of the purge cycle.
Hazardous Locations. The VELTRON DPT-plus is Factory
Mutual and CSA approved for the following:
Explosion Proof: Class 1, Division 1, Groups B, C, D.
Dust Ignition Proof: Class II, III, Division 1, Groups E, F, G.
Suitable for indoor and outdoor NEMA Type 4X hazardous
locations.
Enclosure. The VELTRON DPT-plus is packaged in a NEMA 4X
enclosure with standard industrial process connections.
High port 18 NPT
for pressure connection
14 NPT conduit
connections (2 places)
NEMA 4X
Field wiring
end
Low port 18 NPT
for pressure connection
7.88
(Max)
2
6.75
(Max)
4.50
(Max)
Standard LCD
Graphical Display
Locknut
Calibration Port
Process Connections. Industry standard "-NPT ports on 2"
centers on flanges. "-NPT ports on bottom of base.
Electrical Connections. Dual " conduit connections. Terminal
strip for field wiring and test points. External terminal strip with
plug-in connectors.
O-Rings. BUNA N.
Physical Specifications
Electrical Enclosure. NEMA 4X aluminum body with
Neoprene gaskets.
Paint. Polyurethane with epoxy primer.
Mounting. Flat and angle mounting brackets for 2" pipe.
Weight. 10.5 lbs.
125-025-00 (1/00)
VELTRON DPT-plus
Suggested Specification
The mass flow transmitter shall be capable of receiving flow signals
(total and static pressure) from an airflow station or probe array
equipped with a temperature sensing means, internally perform
density correction for the process temperature, and produce
individual outputs linear and scaled for standard air volume or
mass flow, and temperature.
The mass flow transmitter shall contain an integral graphic LCD
for use during the configuration and calibration process, and be
capable of indicating multiple process parameters (temperature,
flow, dp, etc.) during normal operating mode. All transmitter
parameter setting, zero and span calibration, and display scaling
will be performed digitally in the on-board microprocessor via input
pushbuttons.
The mass flow transmitter will be available in multiple natural
spans covering the range of 0.05 IN w.c. to 10.0 IN w.c. with an
accuracy of 0.1% of natural span. The transmitter shall be furnished
with a transducer automatic zeroing circuit and be capable of
maintaining linear output signals on applications requiring 10 to 1
velocity (100 to 1 pressure) turndown. The transmitter shall be
capable of having its operating span electronically selected without
having to perform recalibration involving an external pressure
source.
(Optional) The transmitter will provide the means of managing a
system for automatic high pressure purge of the airflow station or
probe array, with user selectable purge frequency and duration,
while maintaining the last transmitter output during the purge cycle.
The mass flow transmitter shall be the VELTRON DPT-plus as
manufactured by AMC Power, Santa Rosa, California.
Mounting Configurations with Optional Brackets
P.O. Box 6358 Santa Rosa, CA 95406 TEL 800-AIRFLOW Fax 707-526-9970 www.airmonitor.com
Angle Mount to Horizontal Pipe Vertical Mount to Horizontal Pipe Mount to Horizontal Channel
Mount to Flat Surface Vertical Mount to Vertical Pipe
Note: Mounting bracket kit includes
-16 U-bolt, nuts, and washers for
2" Schedule 40 pipe, plus 4 bolts and
washers to attach the transmitter to the
mounting bracket.
1 Copyright 2002 by ASME
Proceedings of IJPGC02
2002 International Joint Power Generation Conference
Phoenix, AZ, USA, June 24-26, 2002
IJPGC2002-26131
NO
X
REDUCTION OF A 165 MW WALL-FIRED BOILER
UTILIZING AIR AND FUEL
FLOW MEASUREMENT AND CONTROL
Marion Cherry
Santee Cooper
Dave Earley
AMC Power
Combustion Technologies Corp.
David Silzle
AMC Power
ABSTRACT
As a result of increasingly stringent emissions limitations
being imposed on coal-fired power plants today, electric utilities
are faced with having to make major compliance related
modifications to their existing power plants. While many
utilities have elected to implement expensive post-combustion
NO
x
reduction programs on their largest generating units, in-
furnace NO
x
reduction offers a less expensive alternative
suitable to any size boiler, to reduce NO
x
while also improving
overall combustion. In-furnace NO
x
reduction strategies have
proven that, when used with other less expensive approaches
(Overfire air, fuel switching, and/or SNCR), levels less than 0.15
lb./MMBtu can be economically achieved. Furthermore, when
implemented in conjunction with an expensive post-combustion
SCR program, initial capital requirements and ongoing operating
costs can be cut to save utilities millions of dollars.
For the purpose of developing a system-wide NO
x
reduction strategy, Santee Cooper, a southeastern U.S. utility
applied pulverized coal flow and individual burner airflow
measurement systems to Unit 3 at its Jefferies Station, a
165MW, 16-burner front wall-fired boiler. The airflow
measurement system, in service for many years, applied a well-
proven averaging Pitot tube technology to measure individual
burner secondary airflow. The coal flow measurement system
utilized low energy microwaves to accurately measure coal
density and coal velocity in individual coal pipes. The
combination of these two systems provided the accurate
measurements necessary for controlled manipulation of
individual burner stoichiometries, giving the plant the ability to
improve burner combustion, yielding a reduction in NO
x
levels
approaching 20%. Optimized burner combustion also resulted
in a leveling of the excess O
2
profile, which will enable the plant
to pursue further reductions in excess air as well as staged
combustion, thus allowing for further NO
x
reductions in the
future.
How this program produced a significant NO
x
reduction will
be presented in detail in this paper. The paper will also discuss
the effects on excess O
2
, opacity, and unburned carbon. In
addition, this program will allow for future system-wide planning
with regard to possible SCR implementation.
Keywords: Coalflow, Combustion Optimization, NO
x
Reduction.
2 Copyright 2002 by ASME
REVIEW OF PF-FLO TECHNOLOGY
To obtain the mass flow of pulverized coal being
transported to a burner, one needs to know both the
concentration
1
and the velocity of the coal in the burner pipe.
The Pf-FLO system measures both the coal concentration and
velocity in each pipe, independent of both the measurements
performed on the other pipes and the coal feeder information,
resulting in coal velocity outputs for each pipe scaled in units of
feet per second and mass flow outputs directly proportional to
the coal flow in each pipe.
Pf-FLO is a unique technology for online coal flow
measurement in that it provides an accurate absolute
measurement without need for in situ calibration. Other online
coal flow measurement systems require the use of field
calibration methods such as isokinetic sampling or rota-probing,
which are known to be as inaccurate as 10%. The result of
utilizing these field calibration methods is a measurement
system that can indicate balanced coal pipes when the actual
mass flow distribution can vary as much as 20%. The Pf-FLO
technology, requiring no calibration, produces an extremely
accurate measurement of the coal flow to each burner.
Concentration
The concentration of the pulverized coal is measured using
low power, low frequency microwaves, with each burners pipe
functioning as its own unique wave-guide. Since the coal flow
in all pipes served by the same mill has the same fuel source,
variables such as moisture content, fineness, coal type, etc., are
the same for all pipes. Therefore, the only variable pipe-per-pipe
is the dielectric load, i.e., the concentration of the pulverized fuel
in the section of pipe being measured. Starting with the
measured microwave transmission characteristic of each empty
pipe, variations in the dielectric load caused by changing coal
concentration produce corresponding shifts in measurement
frequency, resulting in quantifiable values that are reported as
the absolute coal density in each pipe.
The concentration measurement is performed by two
sensors aligned parallel to the longitudinal axis of the pipe; one
functioning as the microwave transmitter, and the other as the
receiver, as shown in Figure 1. Located upstream and
downstream of the sensors are pairs of reflector rods, abrasion
resistant, electrically conductive rods that prevent the
1
The term 'concentration' is meant as mass concentration or mass
density in this report.
microwave signal from leaving the measurement area and then
being reflected back in the form of microwave noise. The result
is a highly accurate measurement of coal concentration
regardless of particle distribution or the presence of roping.
Figure 1 Standard Sensor and Rod Arrangement
Velocity
The velocity of the pulverized coal is measured by the
cross-correlation method, which is conceptually depicted in
Figure 2. The same two sensors used for the measurement of
coal concentration have a known separation distance.
Stochastic signals created on the pair of sensors by the charged
coal particles are nearly identical, but shifted by the time the
pulverized coal needs to get from one sensor to the other. As
the distance between the sensors is fixed, the velocity of the
pulverized coal in the pipe can be accurately calculated.
Figure 2 Cross-Correlation Configuration
3 Copyright 2002 by ASME
IBAM (INDIVIDUAL BURNER AIRFLOW
MEASUREMENT) FLOW TECHNOLOGY
The flow measuring technology used for the IBAMs is
based upon AMC Powers VOLU-probe design (U.S. Patent
4,559,835). The VOLU-probe operates on a Fechheimer-Pitot
derivative of the multi-point, self-averaging pitot principle to
measure the total and static pressure components of airflow, and
requires very little straight duct run to maintain an accurate flow
signal. Total pressure sensing ports, with chamfered entrances
to greatly lessen entrance effects, are located on the leading
surface of the VOLU-probe to sense the impact pressure (P
t
of
the approaching airstream, refer to Figure 3). Fechheimer static
pressure sensing ports, positioned at designated angles offset
from the flow normal vector, minimize the error-inducing effect
of directional, non-normal airflow. As the flow direction veers
from normal (Figure 4), one static sensor is exposed to a higher
pressure (P
s
+ part of P
t
) while the other is exposed to a lower
pressure (P
s
- part of P
t
). For angular flow where a = 30 offset
from normal, these pressures are offsetting and the pressure
sensed is the true static pressure. It is this unique design of the
offset static pressure and the chamfered total pressure sensors
(Figures 3 and 4) that makes the VOLU-probe (and IBAM)
relatively insensitive to approaching multi-directional, rotating
airflow with yaw and pitch of up to 30 from normal, thereby
assuring the accurate measurement of the sensed airflow rate
without the presence of upstream airflow straighteners.
Figure 3
Figure 4
4 Copyright 2002 by ASME
APPLICATION OF TECHNOLOGIES
Burner Airflow Measurement
In 1998, new Babcock Borsig Power (BBP) CCV II burners
as shown in Figure 5 were installed on Units 3 and 4 at Santee
Coopers Jefferies Station. As part of the low NO
x
burner
upgrade, IBAM probes were installed in the inner (secondary)
and outer (tertiary) burner registers, as shown in Figure 6.
Normally, a pair of IBAM probes are utilized in each burner air
zone to achieve optimum measurement accuracy, but since
initial burner tuning was the extent of the original intended use
for the IBAM probes at this installation, only a single probe per
air zone was installed by BBP. The separate probes for
secondary and tertiary airflow were individually connected to
gauges with a range of 0 to 3 inches w.c. to provide local
indication of the measured differential pressures.
Figure 5 CCV II Burner
5 Copyright 2002 by ASME
APPLICATION OF TECHNOLOGIES
Burner Airflow Measurement (cont)
The IBAM probes were installed without automatic
blowback (purge) systems typically used to keep the probes
clean, and only limited manual blowbacks were performed
during the two-year period following the installation of the CCV
II burners. Since flyash and airborne particulate were present in
the windbox, all probes were suspected to be experiencing at
least partial pluggage, with locations D2Secondary Air (SA),
D2Tertiary Air (TA), C1TA, C2SA, C3-SA and C4-SA
indicating near complete pluggage.
In July of 2001 during a boiler outage, all IBAMs were
subjected to a series of high-pressure purges followed by a
visual inspection through the furnace side of the burners. All
sensing holes appeared to have been cleared. When the boiler
went back on line, the measured differential pressures were
elevated back to expected levels, but past experience with this
degree of pluggage in probes that have not been maintained
over long periods of time often requires removal of the probes
for physical cleaning of the probe interior, or probe replacement
to regain 100% of design performance. For IBAM probes used
for frequent or on-line measurement, the use of an automated
blowback system would prevent this condition from ever
occurring. Prior to the start of any subsequent test sessions,
the IBAMs were again subjected to multiple high-pressure
purges to clear any accumulated flyash and particulate.
The IBAM differential pressure signals were converted into
mass flow units of lbs/hr, using the cross-sectional area factor
for each register and a density value for the windbox air based
on the average windbox static pressure and temperature.
Without the use of individual mass flow transmitters capable of
performing continuous density compensation, it is
acknowledged that the cumulative effect of partial probe
pluggage plus temperature and/or pressure variations within the
windbox could introduce some error into the calculation of air
mass flow for the individual burners.
Figure 6 Sectional View of Burner
6 Copyright 2002 by ASME
APPLICATION OF TECHNOLOGIES
Burner Coal Flow Measurement
The Pf-FLO coal flow measurement system was installed on
Unit 3 coal pipes. Unit 3 has four Atrita mills equipped with
drum feeders. Each mill feeds a separate burner row of four
burners through four individual coal pipes on this single wall-
fired boiler. The Pf-FLO sensor arrays were installed in vertical
or near vertical sections of coal pipe approximately 12 feet from
the mill outlets, as shown in Figure 7. After the standard system
commissioning procedure, the Pf-FLO system began providing
continuous measurement of coal velocity in units of feet per
second and mass flow in absolute units (a.u.) for each of the 16
pipes. A general burner arrangement is shown in Figure 8
below.
Figure 7 Pf-FLO Sensor Installation, Unit 3
Figure 8 Burner Arrangement, Unit 3
7 Copyright 2002 by ASME
VALIDATION OF TECHNOLOGY
For the purposes of demonstrating the capabilities of the
instrumentation and becoming familiar with the boilers
response to changes in feeder rate, secondary air adjustments,
etc., a series of preliminary measurements and burner
adjustments were performed before all burner settings were
returned back to normal operating positions in order to obtain
baseline data.
In addition to the measured airflow and coal flow, the boiler
back-pass contains an excess oxygen grid consisting of four O
2
probes. The O
2
probes are positioned to be representative of
each column of burners. In the presented data, the O
2
measurement for each probe is shown above its corresponding
column of burners.
The following burner variables and data points were
recorded for each burner during each test session:
Secondary air swirl angle
Tertiary air swirl angle
Burner inlet damper (shroud) position
Secondary air IBAM DP
Tertiary air IBAM DP
Coal mass flow in a.u.
Other boiler data collected during each test session were:
Four O
2
probe measurements
Primary air signals for each mill
Feeder signals for each mill
Windbox static pressure
Windbox temperature
Unit MW load
8 Copyright 2002 by ASME
VALIDATION OF TECHNOLOGY (cont)
Test Session 1 Flattening the O
2
Profile
Test Session 1 was conducted on July 24-25, 2001. Prior to
the collection of baseline data, the ash hoppers were cleared.
At the baseline test load condition, the hoppers collected ash
for one full hour. Samples of the accumulated ash were analyzed
in the station lab and used as the baseline unburned carbon
(UBC)
data. After all subsequent burner and/or mill adjustments were
made to improve combustion, the ash hoppers were again
cleaned out, and new ash was collected for an hour before
samples were extracted for analysis.
The baseline data can be seen in Table 1 in the Appendix.
Shown below in Table 2 is the baseline data after the IBAM
differential pressure values were converted to air mass flow. In
addition, a ratio of the air-to-fuel was calculated for each burner
to facilitate relative burner-to-burner comparison and pinpoint
both rich and lean burners. Note that the air-to-fuel ratios use
the Pf-FLO mass flow measurement in a.u. (absolute units)
rather than the normal lbs/hr.
.
O
2
Grid: 2.40 % 3.65 % 4.66 % `4.59 %
A1 A2 A3 A4
Air Flow: 84078 lb/hr 89280 lb/hr 83115 lb/hr 80965 lb/hr
Fuel Flow: 6690 a.u. 5170 a.u. 6560 a.u. 7015 a.u.
Air / Fuel 12.57 17.27 12.67 11.54
D1 D2 D3 D4
Air Flow: 83719 lb/hr 78715 lb/hr 73614 lb/hr 90834 lb/hr
Fuel Flow: 5005 a.u. 4550 a.u. 4800 a.u. 4625 a.u.
Air / Fuel 16.73 17.30 15.34 19.64
C1 C2 C3 C4
Air Flow: 94041 lb/hr 103786 lb/hr 94041 lb/hr 91023 lb/hr
Fuel Flow: 5585 a.u. 5445 a.u. 5705 a.u. 4265 a.u.
Air / Fuel 16.84 19.06 16.48 21.34
B1 B2 B3 B4
Air Flow: 66650 lb/hr 75626 lb/hr 66729 lb/hr 73563 lb/hr
Fuel Flow: 5715 a.u. 7020 a.u. 8260 a.u. 5790 a.u.
Air / Fuel 11.66 10.77 8.08 12.71
Date: 7/24/01
Time: 10:30 PM
Load: 165 MW
Table 2 Baseline Data
9 Copyright 2002 by ASME
VALIDATION OF TECHNOLOGY
Test Session 1 Flattening the O
2
Profile (cont)
For Test Session 1, an objective of achieving an average
air-to-fuel ratio (relative lbs/hr to a.u.) of approximately 15 was
established. The burners that deviated the most from that
average had their SA shroud position adjusted to allow for more
or less airflow, bringing the air-to-fuel ratio closer to the target
of 15. In addition to the SA shroud position changes, all of the
drum feeder rates and the PA on Mill B were adjusted to obtain
a better balanced fuel distribution to each row of burners. The
following adjustments were made in several steps:
Bias PA on Mill B down 3%
Bias feeder speed on Mills A and B down 5%, Mills C
and D up 5%
Close shrouds 10% on Burners A2 and D2, 15% on
Burners C2 and D4, and 25% on Burner C4
Open shrouds 10% on Burners A4 and B4, 15% on
Burners B2 and B3, and 25% on Burner B1
All resulting changes in airflow and coal flow associated
with the shroud and burner adjustments were measured by the
IBAM and Pf-FLO systems. The data can be seen in Table 3 in
the Appendix. Shown below in Table 4 is the data after the
IBAM differential pressure values were converted to air mass
flow and the burner SA to fuel ratios were calculated for each
burner.
Due to the windbox configuration and the SA points of
entrance into the windbox, it was difficult to get sufficient air to
all of the burners, even with shrouds 100% open. Similarly, the
coal flow to a few of the burners could not be offset with
enough air to obtain the targeted 14-16 range for air-to-fuel
ratios. Without having the ability to redistribute the coal flow
among the burners supplied by the same mill, neither the
optimization of fuel distribution to each burner nor the desired
burner stoichiometry could be obtained. These limitations,
when combined with the fact that the O
2
profile had been
dramatically improved, led to a decision to halt making
adjustments to the fuel and air delivery, and move on to the NO
x
reduction phase of the project.
O
2
Grid: 3.92 % 4.15 % 4.26 % 4.05 %
A1 A2 A3 A4
Air Flow: 95836 lb/hr 87396 lb/hr 87162 lb/hr 89076 lb/hr
Fuel Flow: 6300 a.u. 5000 a.u. 6030 a.u. 6750 a.u.
Air / Fuel 15.21 17.48 14.45 13.20
D1 D2 D3 D4
Air Flow: 87485 lb/hr 77522 lb/hr 77827 lb/hr 89280 lb/hr
Fuel Flow: 6070 a.u. 4980 a.u. 5390 a.u. 5310 a.u.
Air / Fuel 14.41 15.57 14.44 16.81
C1 C2 C3 C4
Air Flow: 97578 lb/hr 106969 lb/hr 97294 lb/hr 72906 lb/hr
Fuel Flow: 5600 a.u. 6510 a.u. 7260 a.u. 5040 a.u.
Air / Fuel 17.42 16.43 13.40 14.47
B1 B2 B3 B4
Air Flow: 73388 lb/hr 75175 lb/hr 61599 lb/hr 77610 lb/hr
Fuel Flow: 5680 a.u. 6750 a.u. 7720 a.u. 7070 a.u.
Air / Fuel 12.92 11.14 7.98 10.98
Date: 7/25/01
Time: 1:30 AM
Load: 165 MW
Table 4 Results Data
10 Copyright 2002 by ASME
VALIDATION OF TECHNOLOGY (cont)
Test Session 2 Reducing Excess O
2
Test Session 2 was conducted September 12, 2001. Having
demonstrated in Test Session 1 that the IBAM and Pf-FLO
measurement systems were capable of being used to optimize
combustion and flatten the boilers O
2
profile, the objective of
Test Session 2 was NO
x
reduction, since a flattened O
2
profile
permits the safe reduction of excess air entering the boiler, and a
reduction in excess air generally produces reduced NO
x
emissions.
Unit 3 was first increased to near full load (to 162 MW) and
held at that load for the duration of the session, other than a
short duration reduction to 158 MW. The NO
x
levels from the
CEMS were recorded on one-minute intervals. Similarly,
baseline airflow, coal flow, and boiler parameters were recorded
and can be seen in Table 5 in the Appendix. The derived airflow
and air-to-fuel ratios are shown below in Table 6.
O
2
Grid: 3.80 % 4.52 % 5.20 % 4.42 % 4.48 %
A1 A2 A3 A4 A TOTAL
Air Flow: 105643 lb/hr 94368 lb/hr 93648 lb/hr 90460 lb/hr 384119 lb/hr
Fuel Flow: 8290 a.u. 6080 a.u. 8050 a.u. 5660 a.u. 28080 a.u.
Air / Fuel 12.74 15.52 11.63 15.98 13.67
PA Signal 4060
Feeder Signal 46960
D1 D2 D3 D4 D TOTAL
Air Flow: 87485 lb/hr 76349 lb/hr 85601 lb/hr 89139 lb/hr 338574 lb/hr
Fuel Flow: 6080 a.u. 4500 a.u. 5540 a.u. 5070 a.u. 21190 a.u.
Air / Fuel 14.39 16.97 15.45 17.58 15.97
PA Signal 4209
Feeder Signal 45740
C1 C2 C3 C4 C TOTAL
Air Flow: 89076 lb/hr 104106 lb/hr 84707 lb/hr 92792 lb/hr 370681 lb/hr
Fuel Flow: 5750 a.u. 5320 a.u. 5280 a.u. 2580 a.u. 18930 a.u.
Air / Fuel 15.49 19.57 16.04 35.97 19.58
PA Signal 4811
Feeder Signal 45820
B1 B2 B3 B4 B TOTAL
Air Flow: 64880 lb/hr 73191 lb/hr 66797 lb/hr 77788 lb/hr 282656 lb/hr
Fuel Flow: 5830 a.u. 6190 a.u. 6580 a.u. 5060 a.u. 23660 a.u.
Air / Fuel 11.13 11.82 10.15 15.37 11.94
PA Signal 5038
Feeder Signal 43470
Column Average Air Flow 347085 lb/hr 348015 lb/hr 330753 lb/hr 350179 lb/hr 1376032 lb/hr
Column Average Fuel Flow 25950 a.u. 22090 a.u. 25450 a.u. 18370 a.u. 91860 a.u.
Column Average Air / Fuel 13.38 15.75 13.00 19.06 14.97
Date: 9/12/01
Time: 10:00 AM
Load 162 MW
11 Copyright 2002 by ASME
VALIDATION OF TECHNOLOGY
Test Session 2 Reducing Excess O
2 (cont)
Based upon the results of Test Session 1, burner shroud
positions and feeder rates were adjusted with two purposes in
mind; to maintain the flattened O
2
profile previously achieved,
and to obtain an element of fuel staging. The total fuel to each
row of burners was adjusted to allow more fuel to be introduced
to the boiler via the bottom row of burners and less fuel via the
top row of burners. The following adjustments were made:
Bias feeder speed on Mill A down 12%, Mill C up 12%
Close shrouds 10% on Burner D2, 15% on Burner A2, and
20% on Burners C2 and D4
Open shrouds 10% on Burners A1 and C1, 15% on
Burners B1 and D1, 20% on Burner C4 and 30% on Burner
B3.
With the target burner stoichiometry achieved and the O
2
stratification minimized, the final step taken was to reduce
excess air by reducing the FD Fan output, thus lowering total
burner SA. A safe series of incremental adjustments were made
and overall excess O
2
was reduced. Baseline airflow, coal flow,
and boiler parameters were recorded and can be seen in Table 7
in the Appendix. The derived airflow and air-to-fuel ratios are
shown below in Table 8. Testing was concluded at
approximately 4:45 p.m., and the unit was brought back to its
normal automatic control settings. At that time, the NO
x
emissions increased back to the level prior to the NO
x
reduction
session.
It is acknowledged that the 12% downward bias on Mill A
feeder rate caused a decrease in the Units superheat and reheat
temperatures. The increased fuel delivery via Mill C helped to
partially offset the effects of decreasing Mill A, but the
combined effect was still a reduction in steam temperatures that
limited the amount of desired fuel staging that could be
achieved during this NO
x
reduction test session.
O
2
Grid: 4.06 % 4.79 % 4.52 % 3.04 % 4.10 %
A1 A2 A3 A4 A TOTAL
Air Flow: 102534 lb/hr 75764 lb/hr 91733 lb/hr 94466 lb/hr 364497 lb/hr
Fuel Flow: 7850 a.u. 4800 a.u. 6380 a.u. 4840 a.u. 23870 a.u.
Air / Fuel 13.06 15.78 14.38 19.52 15.27
PA Signal 4182
Feeder Signal 3723
D1 D2 D3 D4 D TOTAL
Air Flow: 87485 lb/hr 71185 lb/hr 83749 lb/hr 69511 lb/hr 311930 lb/hr
Fuel Flow: 5780 a.u. 4530 a.u. 5530 a.u. 5470 a.u. 21310 a.u.
Air / Fuel 15.14 15.71 15.14 12.71 14.63
PA Signal 4190
Feeder Signal 4676
C1 C2 C3 C4 C TOTAL
Air Flow: 83115 lb/hr 71187 lb/hr 87162 lb/hr 58327 lb/hr 299791 lb/hr
Fuel Flow: 6350 a.u. 6070 a.u. 6280 a.u. 3320 a.u. 22020 a.u.
Air / Fuel 13.09 11.73 13.88 17.57 13.61
PA Signal 4932
Feeder Signal 5576
B1 B2 B3 B4 B TOTAL
Air Flow: 81442 lb/hr 68979 lb/hr 59098 lb/hr 65858 lb/hr 275376 lb/hr
Fuel Flow: 5930 a.u. 6730 a.u. 7240 a.u. 5430 a.u. 25330 a.u.
Air / Fuel 13.73 10.25 8.16 12.13 10.87
PA Signal 5007
Feeder Signal 4637
Column Average Air Flow 354576 lb/hr 287115 lb/hr 321742 lb/hr 288162 lb/hr 1251595 lb/hr
Column Average Fuel Flow 25910 a.u. 22130 a.u. 25430 a.u. 19060 a.u. 92530 a.u.
Column Average Air / Fuel 13.68 12.97 12.65 15.12 13.52
Table 8 Results Data
Date: 9/12/01
Time: 10:00 AM
Load 160 MW
12 Copyright 2002 by ASME
SUMMARY OF RESULTS
From the initial testing, the O
2
stratification of the baseline
data deviated an average of 24% from the mean O
2
value. After
the first round of burner adjustments utilizing the IBAM and Pf-
FLO technologies, the O
2
stratification was reduced to an
average of 3% from the mean O
2
value. Simultaneously, the
boiler performance was improved via a reduction in LOI,
indicated by a decrease in UBC from 14.9% to 13.6%.
On September 12, 2001, the NO
x
reduction portion of the
program was implemented. Adjustments were made to several
SA shrouds and two feeder rates, plus safe incremental
changes to the total SA resulting in a reduction in overall excess
O
2
from 4.48% to 4.10%. As shown by Figure 9 below, NO
x
decreased during testing from 0.48 lbs/MMBtu to 0.39
lbs/MMBtu, an 18.7% decrease in NO
x
emissions. After LOI
sampling and testing were done, it was found that LOI
decreased an average of 0.8% during the NO
x
reduction phase
of this project. Table 9 summarizes the results of ash sampling.
J 3 PF- FLO TESTI NG
SEPTEMBER 12, 2001
0. 38
0. 39
0.4
0. 41
0. 42
0. 43
0. 44
0. 45
0. 46
0. 47
0. 48
0. 49
0.5
0. 51
0. 52
9/ 12/ 01 7:12 9/ 12/ 01 8: 24 9/ 12/ 01 9:36 9/ 12/ 01
10: 48
9/ 12/ 01
12:00
9/ 12/ 01
13: 12
9/ 12/ 01
14:24
9/ 12/ 01
15: 36
9/ 12/ 01
16:48
9/ 12/ 01
18:00
9/ 12/ 01
19:12
9/ 12/ 01
20:24
N
O
x
,
L
B
S
/
M
M
B
T
U
Loss on Ignition, %
Hopper Designation / Sample
1 2 3 4 5 AVG
Full Load As-Found 8.5 8.7 9.2 11.0 9.3 9.3
Full Load After Adjustments 8.1 8.0 10.4 9.4 6.7 8.5
LOI Change 0.4 0.7 +1.2 1.6 2.6 0.8
Table 9
Figure 9
13 Copyright 2002 by ASME
CONCLUSIONS
This project has demonstrated that accurate air and fuel
flow measurement can be used as effective tools for improving
combustion optimization. An optimization program utilizing
IBAM and Pf-FLO systems can lead to significant NO
x
reductions while simultaneously reducing UBC in flyash.
For this program, an 18.7% NO
x
reduction and 0.8% UBC
reduction were achieved. Further work with the IBAM and Pf-
FLO systems could lead to even more NO
x
reduction and
combustion improvements. This assumption is partly based on
the fact that not all of the IBAM probes were functioning
optimally and crude instruments (local gauges) limited the
signal resolution generated by the IBAM probes. More
sensitive electronics, as well as automated blowback systems,
would ensure highly accurate SA mass flow measurements. And
due to significant coal distribution imbalances pipe-to-pipe, the
targeted burner fuel-to-air ratio could not be obtained on several
of the burners that were extremely fuel rich.
A NO
x
reduction program, such as that which was
performed here, could be implemented on most any generating
unit to offset a portion of the high cost associated with post-
combustion NO
x
reduction equipment, thus requiring fewer
and/or smaller SCR systems within a Utility, extended SCR
catalyst life, decreased ammonia slip/consumption, reduced
back end corrosion, and more. It could also be used in
conjunction with other technologies (fuel blending, overfire air,
SNCR, etc.) to possibly eliminate the need for a SCR system
altogether. This program has shown that combustion
optimization with IBAM and Pf-FLO systems can actually
improve UBC rather than adversely affect it as is commonly
done with other types of NO
x
reduction strategies. In similar
applications, combustion optimization has helped other
problems associated with NO
x
reduction such as slagging and
boiler corrosion.
Additionally, since a combustion optimization program
utilizing IBAM and Pf-FLO systems can reduce the amount of
excess air required, this type of program could possibly reduce
or eliminate existing fan limitation issues, thereby allowing more
gross MW production. This is an added benefit that is contrary
to most other NO
x
reduction programs which further reduce or
limit a units output.
Santee Cooper plans to explore the potential of further NO
x
reduction through combustion optimization and implement a
program accordingly. Efforts to further reduce NO
x
will be
carried out in early 2002 on Unit 4, which has in-line coal flow
dampers.
14 Copyright 2002 by ASME
APPENDIX
Date: 7/24/01
Time: 10:30 PM
Load: 165 MW
O
2
Grid: 2.40 % 3.65 % 4.66 % 4.59 %
A1 A2 A3 A4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 25 30 30
Inner IBAM DP: 1.20 In w.c. 0.80 In w.c. 1.00 In w.c. 1.00 In w.c.
Outer IBAM DP: 1.10 In w.c. 1.70 In w.c. 1.20 In w.c. 1.10 In w.c.
Damper % open: % % % %
Coal Mass Flow: 6690 a.u. 5170 a.u. 6560 a.u. 7015 a.u.
D1 D2 D3 D4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 35 30 25
Inner IBAM DP: 0.80 In w.c. 1.00 In w.c. 0.60 In w.c. 0.70 In w.c.
Outer IBAM DP: 1.40 In w.c. 1.00 In w.c. 1.10 In w.c. 1.90 In w.c.
Damper % open: % % % %
Coal Mass Flow: 5005 a.u. 4550 a.u. 4800 a.u. 4625 a.u.
C1 C2 C3 C4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 20 20 20 20
Inner IBAM DP: 1.20 In w.c. 1.40 In w.c. 1.20 In w.c. 0.80 In w.c.
Outer IBAM DP: 1.60 In w.c. 2.00 In w.c. 1.60 In w.c. 1.80 In w.c.
Damper % open: % % % %
Coal Mass Flow: 5585 a.u. 5445 a.u. 5705 a.u. 4265 a.u.
B1 B2 B3 B4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 35 35 25
Inner IBAM DP: 0.90 In w.c. 0.50 In w.c. 0.40 In w.c. 0.50 In w.c.
Outer IBAM DP: 0.60 In w.c. 1.30 In w.c. 1.00 In w.c. 1.20 In w.c.
Damper % open: % % % %
Coal Mass Flow: 5715 a.u. 7020 a.u. 8260 a.u. 5790 a.u.
Table 1
15 Copyright 2002 by ASME
APPENDIX
Date: 7/25/01
Time: 1:30 AM
Load: 165 MW
O
2
Grid: 3.92 % 4.15 % 4.26 % 4.05 %
A1 A2 A3 A4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 25 30 30
Inner IBAM DP: 1.20 In w.c. 0.70 In w.c. 1.00 In w.c. 1.00 In w.c.
Outer IBAM DP: 1.70 In w.c. 1.70 In w.c. 1.40 In w.c. 1.50 In w.c.
Damper % open: % % % %
Coal Mass Flow: 6300 a.u. 5000 a.u. 6030 a.u. 6750 a.u.
D1 D2 D3 D4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 35 30 25
Inner IBAM DP: 0.80 In w.c. 0.80 In w.c. 0.60 In w.c. 0.80 In w.c.
Outer IBAM DP: 1.60 In w.c. 1.10 In w.c. 1.30 In w.c. 1.70 In w.c.
Damper % open: % % % %
Coal Mass Flow: 6070 a.u. 4980 a.u. 5390 a.u. 5310 a.u.
C1 C2 C3 C4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 20 20 20 20
Inner IBAM DP: 1.20 In w.c. 1.40 In w.c. 1.30 In w.c. 0.80 In w.c.
Outer IBAM DP: 1.80 In w.c. 2.20 In w.c. 1.70 In w.c. 0.90 In w.c.
Damper % open: % % % %
Coal Mass Flow: 5600 a.u. 6510 a.u. 7260 a.u. 5040 a.u.
B1 B2 B3 B4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 35 35 25
Inner IBAM DP: 0.70 In w.c. 0.40 In w.c. 0.30 In w.c. 0.50 In w.c.
Outer IBAM DP: 1.00 In w.c. 1.40 In w.c. 0.90 In w.c. 1.40 In w.c.
Damper % open: % % % %
Coal Mass Flow: 5680 a.u. 6750 a.u. 7720 a.u. 7070 a.u.
Table 3
16 Copyright 2002 by ASME
APPENDIX
Date: 9/12/01
Time: 10:00 AM
Load: 162 MW
O
2
Grid: 3.80 % 4.52 % 5.2 % 4.42
A1 A2 A3 A4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 25 30 30
Inner IBAM DP: 1.20 In w.c. 0.80 In w.c. 1.30 In w.c. 0.60
Outer IBAM DP: 2.30 In w.c. 2.00 In w.c. 1.50 In w.c. 2.00
Damper % open: % % %
Coal Mass Flow: 8290 a.u. 6080 a.u. 8050 a.u. 5660
PA Signal 4060
Feeder Signal 46960
D1 D2 D3 D4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 35 30 25
Inner IBAM DP: 0.80 In w.c. 1.00 In w.c. 0.70 In w.c. 0.70
Outer IBAM DP: 1.60 In w.c. 0.90 In w.c. 1.60 In w.c. 1.80
Damper % open: % % %
Coal Mass Flow: 6080 a.u. 4500 a.u. 5540 a.u. 5070
PA Signal 4209
Feeder Signal 45740
C1 C2 C3 C4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 20 20 20 20
Inner IBAM DP: 1.00 In w.c. 1.20 In w.c. 1.10 In w.c. 0.90
Outer IBAM DP: 1.50 In w.c. 2.20 In w.c. 1.20 In w.c. 1.80
Damper % open: % % %
Coal Mass Flow: 5750 a.u. 5320 a.u. 5280 a.u. 2580
PA Signal 4811
Feeder Signal 45820
B1 B2 B3 B4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 35 35 25
Inner IBAM DP: 0.80 In w.c. 0.40 In w.c. 0.50 In w.c. 0.70
Outer IBAM DP: 0.60 In w.c. 1.30 In w.c. 0.90 In w.c. 1.20
Damper % open: % % %
Coal Mass Flow: 5830 a.u. 6190 a.u. 6580 a.u. 5060
PA Signal 5038
Feeder Signal 43470
Table 5
17 Copyright 2002 by ASME
APPENDIX
Date: 9/12/01
Time: 3:40 AM
Load: 160 MW
O
2
Grid: 4.06 % 4.79 % 4.52 % 3.04 %
A1 A2 A3 A4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 25 30 30
Inner IBAM DP: 1.20 In w.c. 0.60 In w.c. 1.30 In w.c. 1.00 In w.c.
Outer IBAM DP: 2.10 In w.c. 1.20 In w.c. 1.40 In w.c. 1.80 In w.c.
Damper % open: % % % %
Coal Mass Flow: 7850 a.u. 4800 a.u. 6380 a.u. 4840 a.u.
PA Signal 4182
Feeder
Signal
3723
D1 D2 D3 D4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 35 30 25
Inner IBAM DP: 0.80 In w.c. 1.00 In w.c. 0.70 In w.c. 0.90 In w.c.
Outer IBAM DP: 1.60 In w.c. 0.70 In w.c. 1.50 In w.c. 0.70 In w.c.
Damper % open: % % % %
Coal Mass Flow: 5780 a.u. 4530 a.u. 5530 a.u. 5470 a.u.
PA Signal 4190
Feeder
Signal
4676
C1 C2 C3 C4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 20 20 20 20
Inner IBAM DP: 1.00 In w.c. 1.40 In w.c. 1.00 In w.c. 0.80 In w.c.
Outer IBAM DP: 1.20 In w.c. 0.50 In w.c. 1.40 In w.c. 0.40 In w.c.
Damper % open: % % % %
Coal Mass Flow: 6350 a.u. 6070 a.u. 6280 a.u. 3320 a.u.
PA Signal 4932
Feeder
Signal
5576
B1 B2 B3 B4
Inner Swirl Angle: 30 30 30 30
Outer Swirl Angle: 30 35 35 25
Inner IBAM DP: 0.90 In w.c. 0.40 In w.c. 0.30 In w.c. 0.70 In w.c.
Outer IBAM DP: 1.20 In w.c. 1.10 In w.c. 0.80 In w.c. 0.70 In w.c.
Damper % open: % % % %
Coal Mass Flow: 5930 a.u. 6730 a.u. 7240 a.u. 5430 a.u.
PA Signal 5007
Feeder
Signal
4637
Table 7
COMBUSTION OPTIMIZATION OF A 150 MW (NET)
BOILER UTILIZING AIR AND FUEL FLOW
MEASUREMENT AND CONTROL
By
Dave Earley
AMC Power
and
J.J. Letcavits
AEP Pro Serv, Inc.
November 2000
COMBUSTION OPTIMIZATION
OF A 150 MW (NET) BOILER UTILIZING AIR AND FUEL FLOW
MEASUREMENT AND CONTROL
Presenter: J. J. Letcavits, AEP Pro Serv, Inc.
Author: J. J. Letcavits, AEP Pro Serv, Inc.
Co-Author: Dave Earley, AMC Power
ABSTRACT
Coal-fired electric utilities constantly struggle to achieve optimum combustion. While many techniques
are currently employed, such as fuel and air control based on O
2
and CO measurement of the furnace
exit, little has been done with regard to optimizing combustion at each burner. Windbox airflow and
pulverized coal flow distribution is known to vary significantly burner to burner. The absence of effec-
tive methods to measure coal and air has left the utility industry with no alternative but to accept the
resulting performance inadequacies.
In this age of deregulation and concern over utility emissions, the industry continues to search for better
methods of fuel and airflow measurement and control. This is especially true with the use of low NO
x
burners that require critical airflow and fuel balance for optimum reduction of NO
x
while simultaneously
minimizing unburned carbon.
In 1999, American Electric Power (AEP) Pro Serv, Inc. installed a microwave based coal flow
measuring device for on line measurement of individual burner fuel flow. This technology utilizes low
frequency microwaves to accurately measure relative coal density and true coal velocity in individual
coal pipes to determine the mass flow distribution between individual burners. A well-proven technol-
ogy for measuring combustion airflow had already been in service for measuring and controlling the
airflow to each burner. Together, these two measuring systems provide fuel and air massflow inputs to
the plants DCS system, allowing for combustion optimization and a reduction in NO
x
emissions.
Pro Serv, Inc. provides professional services in licensing, engineering, design, procurement, construction management, consulting,
operations and maintenance worldwide in all areas of transmission, distribution, generation and industrial projects.
INTRODUCTION
In the United States, the Clean Air Act and increasingly competitive markets for electricity are proving
to be complimentary drivers of electric utility plant improvements. One factor that contributes to overall
boiler efficiency and reduction of power plant emissions is individual burner fuel/air ratios, a factor which
has not previously been the focus of plant performance measurement and management. Not only is the
fuel/air ratio generally important to optimizing combustion efficiency, it is also critical to the performance
of low NO
x
burners and combustion modifications associated with low NO
x
programs (e.g., staged
combustion). Poor fuel/air ratio can lead to problems such as slagging, and high unburned carbon in the
flyash which adversely impacts ash sales.
Currently, the method for measuring coal flow into a boiler consists of volumetric or gravimetric coal
feeders that measure the bulk coal entering each coal pulverizer. From the pulverizer, the coal is deliv-
ered to multiple coal pipes, then via the coal pipes to the individual burners. Balancing of the coal flow
distribution between burners has traditionally been attempted through clean or dirty air traversing and
the installation of orifice plates. Since it is widely accepted that pipe-to-pipe coal distribution changes
with load and time, manual traverses, whose accuracy has been challenged, can not be sufficient for
balancing coal pipes to achieve optimum combustion over a range of operating conditions.
Prior to implementing pulverized coal flow measuring equipment, AEP - Philip Sporn Station had
installed individual burner airflow measurement (IBAM) equipment supplied by Air Monitor Corpora-
tion as part of an AEP designed low NO
x
burner system. This allowed for accurate measurement and
control of secondary airflow to the ten burners on this 150 MWN B&W roof-fired boiler (Fig. 1). In
1999, AEP looked to AMC Power to provide pulverized fuel flow measurement to the ten burners using
their Pf-FLO system. This would allow the plant to match secondary airflow to coal flow at each
burner, thus achieving optimum combustion.
This paper focuses on the pulverized coal flow measuring product and the control methodology used to
improve boiler performance.
Figure 1
THE OHIO POWER COMPANY
AND
APPALACHIAN ELECTRIC POWER COMPANY
PHILIP SPORN PLANT
Review of Pf-FLO Technology
Technology
To obtain the mass flow of coal to a burner, one needs to know both the concentration
1
and the velocity
of the pulverized coal in the burner pipe. The Pf-FLO system measures both the coal concentration
and velocity in each pipe independent of both the measurements performed on the other pipes and the
coal feeder information, resulting in velocity outputs for each pipe scaled in units of feet per minute and
concentration outputs directly proportional to the coal mass flow in each pipe.
Concentration
The concentration of the pulverized fuel (Pf) is measured using low power low frequency microwaves,
with each burners pipe acting as its own unique wave guide. Since the coal flow in all pipes comes from
a common source, such variables as moisture content, fineness, coal type, etc. are the same for all
pipes. Therefore, the only variable pipe per pipe is the dielectric load, i.e. the concentration of the
pulverized fuel in the section of pipe being measured. Starting with the known microwave transmission
characteristic of each pipe wave guide, the varying dielectric load caused by changing coal concentra-
tions in each pipe produces measurable reductions in signal power and frequency, resulting in quantifi-
able values that are reported as the absolute coal density in each pipe.
The concentration measurement is performed by paired transmitter and receiver sensors aligned parallel
to the longitudinal axis of the pipe, as shown in Figure 2. The polarization of the input microwave signal
is axially symmetrical to the centerline of the sensor, producing blind spots at positions 90 to the
sensor. The installation of two sensor pairs allows the measurement of the entire pipe cross sectional
area as shown in Figure 3.
1
The term concentration is meant as mass concentration or mass density in this report.
Figure 2
Typical Installation on a Burner Pipe
Figure 3
Microwave Measurement Pattern
Velocity
The velocity of the pulverized coal is measured by a cross correlation method, which is conceptually
depicted in Figure 4. Two sensors are mounted at a known distance along a pipe. Stochastic signals
created on a pair of upstream/downstream sensors by the charged coal particles are nearly identical, but
shifted by the time the pulverized coal takes to travel from one sensor to the other. As the distance
between the sensors is fixed, the velocity of the pulverized coal in the pipe can be accurately calculated.
Figure 4
Airflow and Coal Flow Measurement Configuration
The unit consists of ten roof-fired burners receiving fuel from five B&W EL-70 pulverizers. The pulver-
izers are fed by volumetric table feeders, which provide limited accuracy and repeatability. As such, in
addition to not knowing the distribution of fuel between the two pipes of any two mills, there is also an
uncertainty of the distribution of total fuel amongst the five pulverizers.
Pf-FLO sensors were installed in the vertical pipe runs of all ten coal pipes. Individual burner airflow
measurement was accomplished at the plant using AMC Power designed windbox partitions and IBAM
technology. Figure 5 is a drawing of the partitioned windbox with individual burner airflow measurement
and control dampers.
Figure 5
Normal Versus Relative Burner Control
Boiler Control
Rather than attempt to control any imbalance in coal flows to the burners, AEP chose to measure and
then control the secondary airflow to each burner in a manner that accounted for variations in fuel
distribution to each burner. The normal mode of operation assumes equal coal flow to all burner lines
for the mills in service via the plant control system, providing equal secondary air (SA) flow to all
burners. This is the normal control mode for the boiler and all data in this report that is labelled nor-
mal refers to data obtained in this mode of operation.
Using the Pf-FLO system of burner line coal flow measurement, the relative coal flows between
burner lines on individual mills are determined and the SA flow is adjusted accordingly. For example,
the normal mode of operation assumes the total coal flow to a mill is split 50/50 between the two
burner lines and automatically adjusts SA to a 50/50 split. In the relative mode, if the coal flow is 55/45
on a given mill, the SA flow is then corrected to a 55/45 split. It is still assumed that all mills are loaded
equally. In this relative mode, the boiler control system is switched over to automatically control in this
relative fashion. All data in this report labelled relative refers to data collected in this mode of opera-
tion.
Data Analysis
The testing was completed to review the NO
x
emissions and distribution of combustion air while operat-
ing in the two different modes. Using a portable flue gas analyzer, sampling was completed for NO
x
, O
2
and CO, at eight (8) permanent test probes located within the economizer outlet/air heater gas inlet
ductwork.
Test Results, Full Load (163MWG)
Test 1 was in the normal mode, immediately followed by Test 2 in the relative mode. The unit operated
at 163 MWG and excess air, based upon the plants excess air probes, averaged approximately 15%.
Refer to the graphs below for distribution of NO
x
, O
2
and CO. In comparing the graphed data, it is
apparent that the O
2
and NO
x
levels were more level in the relative mode than in the normal mode.
Further, CO levels were not only more level, but were also reduced. These were the objectives of the
test.
O
2
, NO
x
and CO Tests (1-2)
Sporn Unit 3 - Test No. 1
1 2 3 4 5 6 7 8
North - Probe No. - South
O
x
y
g
e
n
(
%
)
S hort
Center
Long
Sporn Unit 3 - Test No. 2
1 2 3 4 5 6 7 8
North - Probe No. - South
O
x
y
g
e
n
(
%
)
S hort
Center
Long
Sporn Unit 3 - Test No. 1
1 2 3 4 5 6 7 8
North - Probe No. - South
N
O
x
(
l
b
/
M
B
t
u
)
S hort
Center
Long
Sporn Unit 3 - Test No. 2
1 2 3 4 5 6 7 8
North - Probe No. - South
N
O
x
(
l
b
/
M
B
t
u
)
S hort
Center
Long
The Pf-FLO data showed that D mill was more heavily loaded than the other mills with B being the
lightest, which agreed with the mill inlet temperatures.
The following is a summary of the burner stoichiometries for Test 1 versus Test 2. As the bar charts
indicate, the relative mode leveled out the burner stoichiometries as compared to the normal test. In
looking at the bar charts, one can see a similarity in the respective bar chart versus the associated NO
x
and O
2
curves. The higher stoichiometries on the C2 and D2 burners are the likely reason why higher
NO
x
and excess O
2
was seen at the south middle region of the boiler. The low stoichiometries seen at
C1 and D1 burners are why lower NO
x
and excess O
2
occurred at the north middle area during the
normal test.
Burner Stoichiometries (Normal)
Sporn Unit 3 - Test No. 1
1 2 3 4 5 6 7 8
North - Probe No. - South
C
a
r
b
o
n
M
o
n
o
x
i
d
e
(
p
p
m
)
S hort
Center
Long
Sporn Unit 3 - Test No. 2
1 2 3 4 5 6 7 8
North - Probe No. - South
C
a
r
b
o
n
M
o
n
o
x
i
d
e
(
p
p
m
)
S hort
Center
Long
Sporn Unit 3 - Test 1
0.6
0.7
0.8
0.9
1.0
1.1
1.2
A1 A2 B1 D1 C1 C2 B2 D2 E1 E2
BURNER NO.
B
U
R
N
E
R
S
T
O
I
C
H
Burner Stoichiometries (Relative)
Relative Versus Absolute Burner Control
Burner Control
For the absolute burner control, in addition to adjusting for the pipe coal variations, the differences in
mill loading were also taken into consideration when adjusting burner secondary airflow. For example, in
both normal and relative control modes each of the five mills are assumed to provide 20% of the total
heat input to the unit when all mills are in service. If the Pf-FLO system determines that a mill is
supplying 21% of the heat input as compared to the other mills, then the total secondary air for that mill
will be increased to 21% of total for the unit. All data generated in this mode of operation is labeled
absolute.
Data Analysis
For the absolute testing, the mills with the highest and lowest indicated fuel input had their feeder set
curves adjusted accordingly in order to achieve greater balance in heat input across the unit. Any
further minor variations in mill-to-mill heat input were corrected for in the secondary air supplied to each
burner through the absolute mode control set-up.
Test Results, Full Load (160 MWG)
Test 3 was in the relative mode immediately followed by Test 4 in the absolute mode. The unit operated
at 160 MWG and excess air, based upon the plant excess air probes, averaged approximately 15 %.
Refer to the graphs below for distribution of CO, NO
x
, and O
2
.
Sporn Unit 3 - Test 2
0.6
0.7
0.8
0.9
1
1.1
1.2
A1 A2 B1 D1 C1 C2 B2 D2 E1 E2
BURNER NO.
B
U
R
N
E
R
S
T
O
I
C
H
O
2,
NO
x
and CO Tests (3-4)
The Pf-FLO data suggested that D mill was more heavily loaded than the other mills with B and C
being the lightest, which agreed with the mill inlet temperatures.
Sporn Unit 3 - Test No. 3
1 2 3 4 5 6 7 8
North - Probe No. - South
O
x
y
g
e
n
(
%
)
S hort
Center
Long
Sporn Unit 3 - Test No. 4
1 2 3 4 5 6 7 8
North - Probe No. - South
O
x
y
g
e
n
(
%
)
S hort
Center
Long
Sporn Unit 3 - Test No. 3
1 2 3 4 5 6 7 8
North - Probe No. - South
N
O
x
(
l
b
/
M
B
t
u
)
S hort
Center
Long
Sporn Unit 3 - Test No. 4
1 2 3 4 5 6 7 8
North - Probe No. - South
N
O
x
(
l
b
/
M
B
t
u
)
S hort
Center
Long
Sporn Unit 3 - Test No. 3
1 2 3 4 5 6 7 8
North - Probe No. South
C
a
r
b
o
n
M
o
n
o
x
i
d
e
(
p
p
m
)
S hort
Center
Long
Sporn Unit 3 - Test No. 4
1 2 3 4 5 6 7 8
North - Probe No. - South
C
a
r
b
o
n
M
o
n
o
x
i
d
e
(
p
p
m
)
S hort
Center
Long
The following is a summary of the burner stoichiometries for Test 3 versus Test 4. As you can see, using
the Pf-FLO data to adjust the heat input of C and D mills, the absolute mode leveled out the burner
stoichiometries as compared to the relative test. In looking at the bar graph, one can see a similarity in
the respective bar graph versus the associated NO
x
and O
2
curve. In particular, the blue (center) curve
shows the high O
2
peak at probe 5 which is in the vicinity of burner C2 for the relative test. The peak
disappears after going into the absolute mode.
Normal Burner Stoichiometries (assumes equal coal flow to each mill and burner line)
Relative Burner Stoichiometries (now taking into consideration the pipe to pipe imbalances)
Sporn Unit 3 - Normal Mode
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
A1 A2 B1 D1 C1 C2 B2 D2 E1 E2
BURNER NO.
B
U
R
N
E
R
S
T
O
I
C
H
Sporn Unit 3 - Relative Mode
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
A1 A2 B1 D1 C1 C2 B2 D2 E1 E2
BURNER NO.
B
U
R
N
E
R
S
T
O
I
C
H
Absolute Burner Stoichiometries
Conclusions
Operation in the relative control mode generally produced a more level profile for O
2
and NO
x
on the
unit, along with decreased CO levels. Operation in the absolute mode produced a further leveling of the
O
2
and NO
x
profiles on the unit and decreased CO levels. As a result of a leveled O
2
profile, units may
now trim their total O
2
level with a greater level of comfort, which will improve the unit heat rate and
simultaneously decrease NO
x
levels. With a more balanced NO
x
profile at the boiler outlet, units will
also be in a better position to control reagent injection in an SCR system. That is, in the event SCR is
implemented at a given unit, the amount of ammonia and catalyst consumed annually will be reduced as
will the ammonia slip.
In conclusion, burner fuel/air combustion management, via individual burner airflow and pulverized fuel
flow measurement, is a viable technology capable of providing NO
x
reduction, increasing operating
efficiency and reducing balance of plant impacts. The pulverized fuel flow measurement also has the
potential to be used to adjust feeder curves to provide more balanced fuel input to the unit.
References
Earley, D., Optimizing Combustion of Individual Burners Through the Use of Pulverized Fuel Flow
Measurement. Presented at Electric Power 2000, Cincinnati, OH.
Earley, D., Penterson, C., Accurate Burner Airflow Measurement for Low NO
x
Burners. Presented
at ISA POWID/EPRI Controls and Instrumentation Conference, Scottsdale, June 1998.
Sporn Unit 3 -Absolute Mode
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
A1 A2 B1 D1 C1 C2 B2 D2 E1 E2
BURNER NO.
B
U
R
N
E
R
S
T
O
I
C
H
Proven solutions for a tough industry
Pf-FLO III
Pulverized Coal Flow Measurement
The Pf-FLO III pulverized coal flow measurement system, introduced
in 1999, provides reliable and accurate mass flow measurement
in pulverized coal flow applications. The system provides boiler
operators with real time data of the amount of coal to each burner.
Analogous to the automotive industry, the Pf-FLO III system enables
coal fired power plants to advance beyond carburetion to fuel
injection.
Coal fired boilers require accurate pulverized fuel flow
measurement to balance coal mass distribution between burners.
Balancing the coal mass improves the burner-to-burner
stoichiometry, resulting in better plant performance and operating
efficiency. Equal coal mass distribution also reduces fuel delivery
issues, such as in-furnace slagging, coal layout, fuel slugging,
and coal pipe fires.
When Pf-FLO III is coupled with individual burner airflow
measurement, a boiler operator can use the system to fine tune
air-to-fuel ratios on a per burner basis. This makes the Pf-FLO III
system a very capable NOx reduction and boiler performance
optimization tool.
Product Description
Pf-FLO III
TM
Real time on-line pulverized coal flow measurement
5% accuracy, independently tested, and proven
System measures full pipe cross-section
Simple Commissioning. No need for extractive sampling or field
testing to calibrate
Ensures safe boiler operation by detecting fuel delivery issues
Accurate coal velocity measurement allows safe reduction of
primary air while maintaining minimum transport velocity,
decreasing CO and NOx
Industrial design for long term durability
Combustion optimization tool proven to increase efficiency and
reduce emissions
Replaces manual methods of coal flow measurement
Performance Features
Velocity Measurement
Pulverized Coal Flow Measurement
The Pf-FLO III system utilizes a passive, cross-correlation method
to measure coal particle velocity in the pipe. The coal particles
travelling in the coal pipe produce a unique "signature" detected by
both the upstream and downstream Pf-FLO sensors.
These "signatures" are subjected to cross correlation processing
to determine the time of flight (t) required for the signature to
pass from the upstream sensor to the downstream sensor. The
time of flight combined with the known distance between sensors
produce the coal particle velocity.
The Pf-FLO III system measures coal density via the relationship
between signal frequency shift and the amount of pulverized coal
present in the pipe. An increase in coal density produces a
measured shift of the microwave resonant signal to a lower
frequency.
This shift in resonant frequency is calculated with a patented
(U.S. Patent Nos. 6,109,097 and 6,771,080) dual slope measurement
algorithm and correlated to coal density.
Density Measurement
How It Works
The Pf-FLO III system determines the mass flow of pulverized coal
being transported in a pipe by independently measuring the
components of coal velocity and density. The system uses a
passive method to determine coal particle velocity, while the coal
density measurement uses a microwave based technology.
The Pf-FLO III system is comprised of a transmitter, sensors,
reflector rods, and sensor cabling. The transmitter mounts near
the measurement zone on the coal pipe and performs all processing
required to calculate the coal density, velocity, and mass flow. The
pipe mounted density, velocity, and temperature sensors are
connected to the transmitter with provided factory prepared
cabling. The reflector rods are installed upstream and downstream
of the sensors. The section of pipe within the sensors functions
as a wave guide, along which the microwave signal can propagate.
The reflector rods are installed to prevent reflected microwaves
from entering back into the measurement zone between sensors.
Reflected microwaves can interfere with the density measurement
in the form of microwave noise.
The Pf-FLO III transmitter provides direct coal velocity and mass
flow outputs to the DCS via 4-20mA signals, plus an Ethernet
connection to the PC which is used for data acquisition, data
historian, system commissioning and configuration.
The drawing below illustrates the typical configuration for pipe
mounted components. There are four reflector rods and two or
three sensors per pipe (a third sensor is required for pipe inside
diameters greater than 15.75).
Pf-FLO Features
Pf-FLO III
TM
Stand-Alone Measurement. Each Pf-FLO III coal flow transmitter
determines the mass flow rate and particle velocity of pulverized
coal, independent of a central processor and/or external inputs
such as mill feeder rate. The onboard microprocessor manages
the transmitter functionality and performs all data processing,
providing reliability with real-time performance.
Data Acquisition. The Pf-Vu data acquisition and archival software
provides the system operator with both dynamic and historic
graphical presentations of all measured parameters (particle
velocity, density, mass flow rate, and pipe temperature), logically
arranged by mill. Data can be selectively exported numerically into
spreadsheet software [in a delimited format] and/or continuously
communicated via an OPC or Modbus interface directly to a DCS or
PI platform.
Long Term Durability. All in-pipe mounted components are
constructed of abrasion resistant Tungsten Carbide to ensure long
life, and are backed with a three year warranty.
Analog Communication. The Pf-FLO III transmitter provides
dual 4-20mADC analog outputs for mass flow rate and particle
velocity measurements, user configurable for isolated or non-
isolated operation.
Local, Central & Remote Configuration. Utilizing the Pf-PRO
software utility, parameterization and calibration of each Pf-FLO III
transmitter can be performed from a central PC over industry
standard Ethernet wiring, or locally at each transmitter utilizing a
laptop computer and a direct connect cable. With the addition of a
phone connection to the central PC, each transmitter can be
monitored and configured remotely.
Simplified Installation. Included weld-in threaded inserts for
pipe mounted components, plus Factory prepared and labeled cables
provide for fast and error free installation of the Pf-FLO III coal
flow system. Cable lengths of up to 50 allow for flexibility in the
mounting location of each transmitters NEMA 4 enclosure.
Pulverized Coal Flow Measurement
System Architecture
Pf-FLO III
TM
Pf-Vu software provides access to all system parameters (mass
flow, velocity, density, and temperature) for each mill.
Pf-Vu Features
Dynamic and historical data trending can be viewed through the
Pf-Vu interface.
Screen Selection Dynamic Trend
Minimum Installation Requirements
Suitable for installation in vertical, inclined or horizontal pipe.
Recommended installation in vertical section of pipe right out of
mill discharge or first horizontal section of pipe within three to
five diameters of the upstream elbow.
Pipe must not have any flanges in the measurement zone.
Test port can be located anywhere between the reflector rods.
Fixed or variable orifices and coal valves must be located outside
the reflector rods.
Orifices and coal valves should be installed downstream of the
last reflector rod.
Pipe must not have ceramic lining within the reflector rods.
Vertical down flow is not a suitable installation for the Pf-FLO III
system.
Pf-FLO III
TM
Performance Specification
Accuracy
5% of mass flow (absolute units), combining velocity and
density accuracies.
Power Consumption
42 VA at 120 VAC
24 VA at 24 VAC/DC
Measurement Update Rate
Single Pipe System. Mass Flow: 2 to 3 seconds
Dual Pipe System. Mass Flow: 4 to 6 seconds
Pf-FLO III
TM
Functional Specification
Microprocessor Based Functionality
All functions and operations are performed by the
Pf-FLO III
TM
system on-board microprocessor.
Pf-FLO III
TM
to PC / DAS Connectivity
ModBus / TCPIP via Ethernet
Analog Outputs
Dual 4-20mADC isolated or non-isolated outputs
Output 1: Mass Flow
Output 2: Velocity
Analog Inputs
Isolated or non-isolated 4-20mADC inputs for mill feed rate
and mill primary airflow. Inputs are for data analysis only
and are not required for mass flow measurement.
Rolling Average Filter
Adjustable from 1 to 10 values
Velocity Measurement Range
20 to 200 ft/s
Pipe Temperature Measurement Range
0 to 300F
Density Measurement Range
0 to 200 absolute units (approximately 0 to 0.08 lb/ft
3
,
dependent upon coal type)
Power Supply Requirement
120 VAC, 24 VAC or 24 VDC
Circuit Protection
Power input is fused and reverse polarity protected
Temperature Limits.
20F to 180F Storage
0F to 140F Operating
Enclosure
NEMA 4
Sensor Antenna and In-Pipe Components
Tungsten carbide construction
Threaded Inserts
Weld-in 5/8-18
Pf-FLO III
TM
Pf-FLO III
TM
PC/DAS Functional Specification
Software Platform
Wonderware
TM
based Pf-Vu for data display, and
extraction to Excel
TM
. [Optional] Pf-Vu/Plus to include
Burner Secondary Airflow Measurement.
Pf-PRO
For local or central system parameterization and
commissioning.
Data Storage
Receives and stores all data from the pipes: Density,
Velocity, Temperature, Mass Flow, Feeder, and PA.
Data Extraction
[Optional] OPC or Modbus communication of data to plant
DCS or PI system.
Remote Connectivity
PCAnywhere
TM
for remote operator access. Requires
phone connection for optional remote access.
Password Protection
Owner, Administrator, and Operator/User
Threaded Inserts
Weld-in 5/8-18.
125-196 (9/2006)
AMC Power's Product Families of Airflow Measurement & Services
IBAM
TM
Individual Burner Airflow Measurement
The IBAM
TM
Individual Burner Airflow Measurement probe is ideally suited for new or
retrofit applications where a reduction in plant emissions and improvement in efficiency
can be obtained through accurate measurement of burner secondary airflow. The
IBAM
TM
probe has been designed to accurately measure in the particulate laden, high
operating temperature conditions found in burner air passages.
CAMS
TM
Combustion Airflow Management System
The CAMS
TM
Combustion Airflow Management System has been designed to reliably
and accurately measure airflow in combustion airflow applications. The CAMS
TM
contains the microprocessor based instrumentation to measure the airflow and
manage the AUTO-purge. The AUTO-purge is a high pressure air blowback system
that protects the duct mounted flow measurement device from any degradation in
performance due to the presence of airborne particulate (flyash).
AMC Power's duct mounted airflow measurement devices have been designed to
accurately and repeatedly measure air mass flow in power plants. The Combustion
Air (CA) Station
TM
includes honeycomb air straightener to accurately measure in shorter
straight duct runs than any other flow measurement device. The VOLU-probe/SS
TM
delivers accurate airflow measurement performance in the form of an insertion probe.
Both devices feature Type 316 stainless steel flow sensing arrays.
CEMS
TM
Continuous Emissions Monitoring System
AMC Power's CEMS
TM
Continuous Emissions Monitoring Systems assist in
complying with the Clean Air Acts stringent emission measurement standards
and the requirements of 40 CFR 75. AMC Power has assembled a cost effective
integrated system consisting of in-stack flow measurement equipment and
companion instrumentation to provide continuous, accurate, and reliable volumetric
airflow monitoring of stacks and ducts of any size and configuration.
Combustion Airflow Measuring Station & VOLU-probe/SS
TM
Traverse Probes
Engineering & Testing Services. AMC Power offers complete engineering
and testing to analyze air and coal delivery systems. AMC Powers field
testing services use 3D airflow traversing and Pf-FLO coal flow measurement
systems for the highest possible accuracy. To ensure cost effective and
accurate solutions, AMC Power has full scale physical flow modeling capability
and in house Computational Fluid Dynamics (CFD). CFD analysis is used to
analyze flow profiles and design/redesign ductwork to improve overall
performance. Full scale model fabrication and certified wind tunnel testing is
used to develop application specific products that will measure accurately
where no standard flow measurement can.
Coal Flow Technology Licensed From:
P.O. Box 6358 Santa Rosa, CA 95406 P: 800-AIRFLOW F: 707-526-9970 www.airmonitor.com amcsales@airmonitor.com
PF-FLO REFERENCE TEST
AT THE
MARTIN-LUTHER UNIVERSITY HALLE-WITTENBERG
Martin-Luther-Universitt Halle-Wittenberg AMC Power PROMECON
Fachbereich Ingenieurwissenschaften 1050 Hopper Avenue
Lehrstuhl fr Mechanische Verfahrenstechnik Santa Rosa, California 95403
06099 Halle (Saale) U.S.A.
Germany
PF-FLO REFERENCE TEST AT THE MARTIN-LUTHER UNIVERSITY
HALLE-WITTENBERG
CONTENTS Page
1. Introduction..................................................................................................... 1
2. Description of the Test Facilities..................................................................... 3
2.1 The Testing Plant ................................................................................... 3
2.2 The Pf-FLO Mass Flow Measurement.................................................... 4
2.2.1 Density measurement .................................................................. 4
2.2.2 Velocity measurement ................................................................. 5
2.2.3 Calculation of the Mass Flow....................................................... 6
2.3 Pf-FLO Test Configuration...................................................................... 6
2.4 The Test Medium.................................................................................... 8
2.5 Feeder Calibration.................................................................................. 9
3. Testing Procedure .......................................................................................... 11
4. Results ........................................................................................................... 14
4.1 Pf-FLO Measurement Accuracy ............................................................. 14
4.1.1 Absolute Deviation....................................................................... 15
4.1.2 Repeatability................................................................................ 16
4.2 Influence of the Particle Size .................................................................. 17
4.2.1 Velocity Measurement ................................................................. 17
4.2.2 Density Measurement .................................................................. 19
4.2.3 Mass flow measurement .............................................................. 20
5. Abstract .......................................................................................................... 23
Figures Page
Fig. 2.1: Schematic drawing of the test plant ............................................................. 3
Fig. 3.1: Range of pf-concentrations based on feeder mass flow and transport air
flow.............................................................................................................. 11
Fig. 3.2: Density measurement .................................................................................. 12
Fig. 3.3: Velocity measurement ................................................................................. 12
Fig. 3.4: Resulting mass flow and feeder signal......................................................... 12
Fig. 3.5: Mass flow of feeder versus Pf-FLO.............................................................. 12
Fig. 4.1: Evaluation of all test runs with 66 / 225 m particles ................................... 14
Fig. 4.2: Repeatability of channel 0 for 66 - 225 m particles.................................... 15
Fig. 4.3 Averaged particle velocities at channel 0..................................................... 17
Fig. 4.4: Acceleration along the test duct of the 225 m particles.............................. 18
Fig. 4.5: Influence of the mass flow on the velocity of the particle mix in Test IV-VI .. 18
Fig. 4.6: Density measurement with 66 m particles Test V. ..................................... 19
Fig. 4.7: Density measurement with 225 m particles Test I ..................................... 19
Fig. 4.8: Influence of the particle size on the Pf-FLO measurement .......................... 20
Fig. 4.9: Estimated deviation by modeled particle size distribution............................ 22
Tables Page
Table 2.1:Bulk density and frequency shift for fixed-bed powder of pulverized black
coal and glass particles................................................................................ 8
Table 3.1:Test run number for each particle size......................................................... 12
Table 4.1:Standard deviation and mean error for individual particle fractions ............. 15
Table 4.2:Standard deviation of the individual channels with 66 m particles ............. 16
Table 4.3:Standard deviation of the individual channels with 225 m particles ........... 16
Table 4.4:Standard deviation of the individual channels with 66-225 m particle mix . 16
Table 4.5:Ratio of arbitrary units to mass and the resulting mass frequency factor k
fd
for each particle fraction............................................................................... 21
1. Introduction
Measurement of particle concentration or mass flow rate in pipeline systems (i.e.
pneumatic conveying) is essential for numerous technical applications, such as
conveying of pulverized coal in power plants or conveying systems in cement
factories. Of major importance is the detection of the particulate flow in the entire
cross-section of a pipe. In the past this has generally only been achieved in pipe
elements where the particulate concentration is homogeneously distributed over the
entire cross-section. For such a measurement different techniques are available,
namely extractive methods utilizing probes and non-extractive methods employing
electromagnetic waves or particle charging. From the first inspection an isokinetic
sampling probe seems to be the simplest approach, however, in order to measure
the particulate flux in the entire pipe section it is necessary to systematically position
the extraction probe at defined locations across the entire pipe cross-section. Due to
probe erosion damage, extractive sampling is only suitable for periodic
measurement. For continuous measurement, non-extractive methods are more
favorable, where the sensing instrumentation is mounted in-situ. One approach is the
detection of the electrostatic charge of moving particles. Unfortunately, the resulting
signal is not only affected by particle concentration, but also by gas temperature and
particle velocity. The method used for the investigation documented in this report is
based on utilizing microwaves emitted and detected by screw-in sensors. The
generated microwave field covers the entire pipe cross-section and hence allows the
determination of the averaged particle concentration over that cross-section. The
principle of the method will be outlined below.
The microwave based experiments were conducted on an air-particle flow loop
established at the Lehrstuhl fr Mechanische Verfahrenstechnik of the Martin-Luther
University Halle-Wittenberg. In order to consider different conveying conditions,
probes were installed at multiple locations of the conveying pipe, namely in an
upward flow with almost homogeneous dust distribution, behind a vertical-horizontal
bend where roping is likely to occur, and in an almost fully developed state of a
horizontal pipe. The particle introduction was achieved using a calibrated screw
feeder, which also allowed the comparison of the particulate mass flow with the result
from the microwave instrument. Since the handling of pulverized coal could not be
safely performed at the test facility, spherical glass beads of two different mean
diameters were used as coal substitutes. It is acknowledged that the different
material density and particle shape of the glass particles results in a slightly different
conveying behavior, primarily in the form of lower particle velocities, but otherwise
the general flow behavior of coal and glass particle is extremely similar.
This report presents a description of the test facility and the measurement principle.
The measurements are presented in comparison with the calibrated screw feeder,
and a detailed discussion of the accuracy achieved with the microwave instrument is
provided.
2. Description of the Test Facilities
The reference test was carried out at the Merseburg test plant. The test facility is
designed with a closed loop for the particle flow and an open end for the transport air.
This arrangement ensures particle recycling via a cyclone back to the feeder without
significant particle mass loss, for re-introduction at a controlled rate/concentration.
For safety reasons the test plant was operated with glass beads of two different
diameters instead of pulverized coal. Particle load and transport air velocity were
varied during the test series in a range simulating that which naturally occurs with
pneumatically transported coal (see test matrix, Figure 3.1 and Table 3.1).
2.1 The Testing Plant
The test duct layout is drawn in Figure 2.1. Two rotary piston blowers, operating in
parallel and controlled by fan speed frequency converters, providing a velocity range
of about 46 to 92 ft/s for the transport air.
Cyclone
Rotary Valve
Screw Feeder
Bagfilter
Ch 3 Ch 2
Ch 1
Ch 0
Hopper
Air Outlet
16.5 ft.
10 ft.
A
i
r
I
n
l
e
t
Fig. 2.1: Schematic drawing of the test plant
The particles are introduced to the airflow by a screw feeder, transported through the
pipe and separated in a cyclone. Out of the cyclone the separated particles are fed
by a rotary valve back into the hopper of the screw feeder. The transport air is
exhausted through a bag filter.
The screw feeder is frequency controlled over a range of 0 350 rpm. The horizontal
run downstream of the feeder has a rectangular cross section, whereas the vertical
and the upper horizontal pipes where the Pf-FLO measurements are located are
round pipes having an inner diameter of 4.86.
The airflow velocity is measured by a multi-point Pitot probe positioned upstream of
the feeder. In addition, the airflow static pressure and temperature are also
monitored.
2.2 The Pf-FLO Mass Flow Measurement
The Pf-FLO system independently measures the density and velocity of pulverized
fuel in a two-phase flow. After a zero calibration of the empty transport pipe is
performed for the density measurement process, absolute mass flow can be
calculated using the product of the separate density and coal velocity signals.
2.2.1 Density measurement
Using the pipe as a wave-guide, the particulate concentration or density is measured
with transmitted microwaves that cover the full cross section of the pipe. Starting
with the known microwave transmission characteristic determined during empty pipe
zeroing, the varying dielectric load caused by changing pulverized fuel (pf)
concentrations produces a measurable frequency shift. The basics of this
measurement can be described as follows
1)
:
The cut-off frequency (
cut
) of a round wave-guide is in this application the frequency
of the H
11
mode. The wavelength of the H
11
mode is a function of the diameter of the
pipe.
Equation 1.
wherein D is the diameter of the pipe and X
mn
is the solution of the
Bessel function.
1)
Kummer: Grundlagen der Mikrowellentechnik, chapter 3.4 and 4.3; Berlin: 1986
D
D
mn
cut
71 . 1
The frequency () of the H
11
mode depends on the dielectric
r
and the magnetic
r
properties of the volume in the wave-guide.
Equation 2. where c is the constant for the speed of light
An unloaded pipe filled with air has a
r
of 1 and a
r
of 1. Hard coal has an
r
of 4
and
r
of 1. The volumetric ratio of pulverized coal to air at a coal concentration of
0.0312 lb/ft is 1 to 2500. Since the resulting
r
changes between loaded and empty
pipe in terms of 1/2500 the series expansion of Equation 2 can be used with its linear
term. This gives a linear relation between the frequency and pf load within the
concentration range typically found in coal fired power plants.
The Pf-FLO system couples microwaves in the range of the cut-off frequency into a
pipe section using a pair of sensors, one sensor functioning as the transmitter and a
second sensor as the receiver. The exact frequency of the H
11
mode is calculated by
scanning the transmitted microwave signal amplitudes.
A change in the concentration of pf in a given pipe changes the measured microwave
frequency: The higher the concentration, the lower the frequency. The frequency shift
caused by the pf is calculated by subtracting the frequency f
of the loaded pipe from
the frequency f
0
of the empty pipe. This frequency shift is transformed into a density
signal () by the frequency density factor k
fd
.
Equation 3.
Where f
0
is determined by the empty pipe zeroing process.
Changes in pipe diameter caused by temperature do affect the measured frequency.
Temperature compensation of the measured frequency uses the pipe surface
temperature and the linear expansion factor for that pipe material.
2.2.2 Velocity measurement
The velocity measurement uses a cross-correlation method for comparing the
stochastic signals of the electrostatic charged particles at two sensor locations of
known separation (see Figure 2.2). An evaluation of the velocity sensor signals gives
the time shift or time of flight (
m
). Using the distance between the sensors (L), solid
particle velocity (v
s
) can be calculated as follows:
Equation 4.
( )
fd
k f f
0
cut r r
c
f
m
s
L
v
By using this method only particle velocity is measured, which in most instances
differs from and is slower than the transport air velocity in a two-phase flow. This
difference, or velocity slip, is a function of such factors as pipe configuration, specific
weight and size of particles.
Signal 1
Signal 2
Cross-correlation
Fig. 2.2: Velocity measurement principle: signals and
resulting cross-correlation function
2.2.3 Calculation of the Mass Flow
The mass flow is calculated from the density and the particulate velocity
measurement as follows:
Equation 5.
The Pf-FLO system is calibrated to a known mass flow of the mill or pipe by adjusting
the frequency density factor k
fd
in Equation 3, which in turn depends on the pipe
diameter. The factor k
fd
is kept constant for all pipes with the same diameter.
2.3 Pf-FLO Test Configuration
The 4.86 diameter test duct pipe has a cut-off frequency of approximately 1.4 GHz.
The standard microwave generating unit of the Pf-FLO system has been selected to
provide frequencies up to only a 1 GHz level required for the range of larger coal pipe
s
v
dt
dm
,
_
dt
dm
Velocity = L /
m
5.25 D
rod
sensor
0.87 D 1.0 D 0.75 D 0.75 D 1.0 D 0.87 D
,
_
dt
dm
sizes found in power plants. For the test runs conducted it was necessary to replace
the standard model generator with a similar model having an extended frequency
range of up to 2.0 GHz.
Corresponding to the smaller inner diameter of the test duct, the sensor antenna was
also scaled down in length. Distances between sensors and rods in the test runs
were the standard distances based on a pipe having a diameter D, as show in Figure
2.3.
Fig. 2.3: Arrangement of sensors and rods at individual measurement locations
The Pf-FLO system uses wear resistant Tungsten Carbide rods to keep the
propagation of the microwaves within the certain measurement zone of the pipe.
Without the rods, the density measurement would be disturbed by reflected signals
caused by pipe bends, orifice plates, isolation valves, etc., located upstream and/or
downstream of the measurement zone. The optional fifth rod perpendicular to the
sensors and located at their midpoint provides an additional signal short cut for
depressing the propagation of 90 polarized H
11
modes.
Without knowing the actual mass frequency factor for the test pipe size, all channels
were initially set to
This factor was kept constant for all measurements in the test. The resulting units for
measured density () and mass flow are in arbitrary units [a.u.].
1
]
1
m Hz
a.u.
500
fd
k
2.4 The Test Medium
The test plant could not be used with black coal for safety reasons. Therefore, glass
spheres were used, with such properties as particle size, dielectric constant, and
electrostatic charging similar to pulverized coal.
Typically 85 % 95 % by weight of pulverized coal particles downstream of the mills
classifier are smaller than 90 m and 0.3 % or less are bigger than 225 m. The two
glass particle sizes of 66 m and 225 m used for this test represent the main
fraction and the biggest possible size fraction of particles in coal pipes.
The manufacturer of the glass beads specifies a glass density of 158.6 lb/ft and an
r
of 2.28 at visible light. The
r
may be slightly different for microwaves due to
dispersion.
The dielectric properties of milled coal and the glass spheres were tested in a
microwave resonator chamber. It was found that the frequency shift in this
measurement was dependent upon the dielectric properties on the bulk density of the
pulverized medium. By calculating the frequency shift per mass, the influence of the
sphere packing were eliminated. The results are displayed in Table 2.1.
Medium
Bulk density
[lbs/ft]
Frequency shift/
mass [MHz/lb]
Glass spheres 88.1 124.1
Black coal (Primero) 35.8 200.1
Black coal (Blumenthal) 35.8 193.9
Black coal (Knurrow) 41.8 193.5
Table 2.1: Bulk density and frequency shift for fixed-bed powder
of pulverized black coal and glass particles
The frequency shift at the same mass flow caused by glass is about 2/3 of the tested
coal. Therefore, the expected frequency shift for the mass flow measurement will
only be about 1/3 less for glass than for coal with the same mass. This ensures a
good comparability between the test data obtained with glass particles used as the
test medium versus that which would have been obtained had coal been able to be
used for the test medium.
The density for raw coal is between 78.0 and 81.8 lbs/ft. Taking this density into
account, glass particles of the same size are about two times heavier than coal
particles. The weight differential plus the shape of the particles, spherical for glass
and polyhedral for coal, give glass aerodynamic properties which result in a greater
velocity differential or slip between the airflow and the glass particles.
The electrostatic charging depends on particle collisions and particle conductivity.
The velocity measurement needs a certain amount of electrostatic charge to
correlate the sensor signals into a reliable time of flight measurement. Charging
signal strengths for both size glass beads and bead mixtures were sufficiently high to
obtain accurate time of flight measurements. Induced by the substantially greater
number of particle amount within the airflow, the signal strength of 66 m particles
was about five times higher than for the 225 m particles.
Gravimetric Particle Size Distribution
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
0 50 100 150 200 250 300
Particle size [m]
R
e
l
.
p
a
r
t
i
c
l
e
d
i
s
t
r
i
b
u
t
i
o
n
[
%
]
Fig. 2.4: Particle distribution as a function of particle size for the
50/50 mix of 66 m and 225 m particles
Beside the pure 66 m and 225 m particles, a 50/50 mix by weight was also tested.
Figure 2.4 shows the gravimetric distribution of particle sizes.
2.5 Feeder Calibration
To calibrate the feeder, glass beads were fed by the frequency controlled feeder into
a container for 30 seconds and their mass was weighed. This procedure was
repeated twice for each particle size in steps of 50 rpm from 0 to 350 rpm. The
average of both sets of measurements was used for the feeder calibration.
The repeatability of the feeder calibration was then tested by 10 individual
measurements with the 66 m particles at 150 rpm. They were all in the range of
t0.9 % by weight.
This was acceptable since the aim of the tests was not to examine the characteristics
of the screw feeder. And with all four sensor locations measuring physically the same
airflow/particle mixture, any scattering of the feeder is eliminated as a common
variable.
Feeder Calibration
0
.11
.22
.33
.44
.55
0 50 100 150 200 250 300 350 400
Feeder speed [rpm]
M
a
s
s
f
l
o
w
[
l
b
s
/
s
]
66 225 m
mix
225 m
66 m
Fig. 2.5: Mass flow versus feeder speed for different particle fractions
The mass flow of the feeder is shown in Figure 2.5 for the specific particle fractions.
The mass flow at a particular feeder speed depends on the particle size distribution.
The mix of the two size fractions has the tightest packing and thus shows the highest
mass flow. The 66 m and 225 m particles have different mass flows since for
particles <100 m, adhesion forces influence the flowability within the screw feeder.
3. Testing Procedure
The test runs have been made under the aspect of realistic airflow velocities and
particle concentrations.
Within the capacity of the fan, three velocity levels were chosen at 72 ft/s, 82 ft/s, and
92 ft/s, representing normal transport velocities in utility plants. With constant air
velocities the feeder speed was varied between 0 - 300 rpm in steps of 50 rpm.
Particle Concentration Range
0
0.006
0.013
0.019
0.025
0.031
0.037
0.044
0.050
0 50 100 150 200 250 300 350
Feeder speed [rpm]
C
o
n
c
e
n
t
r
a
t
i
o
n
[
l
b
s
/
f
t
]
Fig. 3.1: Range of pf-concentrations based on feeder mass flow and
transport air flow
The pf concentrations in utility plants usually range between 0.012 to 0.031 lbs/ft.
Figure 3.1 shows the range of the expected pf concentration based on the ratio of
feeder mass flow and the airflow during the tests.
Table 3.1 gives an overview of the different test runs: From the total number of 15
test runs there were six runs with the 66 m particles, six runs with the particle mix
and three runs with the 225 m particles.
Particle Size Test Numbers
66 m I,VI II,V III,IV
225 m I II III
66 - 225 m mix I,IV II,V III, VI
72 ft/s 82 ft/s 92 ft/s
Gas Velocity
Table 3.1: Test run number for each particle size
The following diagrams illustrate the data acquired for all test runs: Diagram
Figures 3.2 and 3.3 show density and velocity measurement, and Figure 3.4 shows
the resulting mass flow of the 66 225 m particles of Test Number V. Each feeder
step was kept constant for at least 15 minutes to get about 20 individual
measurements. From the last 15 measurements of each feeder step the average was
taken and plotted against the feeder mass flow in Figure 3.5.
0
6
12
18
24
30
36
42
48
54
61
1
3
:0
4
1
3
:1
2
1
3
:2
0
1
3
:2
9
1
3
:3
7
1
3
:
4
6
1
3
:
5
4
1
4
:
0
2
1
4
:
1
1
1
4
:
1
9
1
4
:
2
8
1
4
:
3
6
1
4
:
4
4
1
4
:
5
3
1
5
:
0
1
1
5
:
1
0
1
5
:
1
8
0
50
100
150
200
250
300
350
400
CH 0
CH 1
CH 2
CH 3
feeder
Densities 66 - 225 m, Test V
D
e
n
s
i
t
y
[
a
.
u
.
/
f
t
]
F
e
e
d
e
r
s
p
e
e
d
[
r
p
m
]
Fig. 3.2: Density measurement Fig. 3.3: Velocity measurement
0
500
1000
1500
2000
2500
3000
3500
4000
4500
1
3
:0
4
1
3
:1
1
1
3
:1
9
1
3
:
2
6
1
3
:
3
4
1
3
:4
1
1
3
:4
9
1
3
:5
7
1
4
:
0
4
1
4
:1
2
1
4
:1
9
1
4
:2
7
1
4
:
3
4
1
4
:
4
2
1
4
:4
9
1
4
:5
7
1
5
:0
5
1
5
:
1
2
1
5
:
2
0
0
50
100
150
200
250
300
350
CH 0
CH 1
CH 2
CH 3
feeder
M
a
s
s
f
l
o
w
[
a
.
u
.
/
s
]
Mass Flows 66 - 225 m, Test V
F
e
e
d
e
r
s
p
e
e
d
[
r
p
m
]
Fig. 3.4: Resulting mass flow and feeder signal Fig. 3.5: Mass flow of feeder versus Pf-FLO
0
16
33
49
66
82
98
1
3
:
0
4
1
3
:
1
1
1
3
:
1
9
1
3
:
2
6
1
3
:
3
4
1
3
:
4
1
1
3
:
4
9
1
3
:
5
7
1
4
:
0
4
1
4
:
1
2
1
4
:
1
9
1
4
:
2
7
1
4
:
3
4
1
4
:
4
2
1
4
:
4
9
1
4
:
5
7
1
5
:
0
5
1
5
:
1
2
1
5
:
2
0
CH 0
CH 1
CH 2
CH 3
Velocities 66 - 225 m, Test V
V
e
l
o
c
i
t
y
[
f
t
/
s
]
Mass Flow of Feeder vs.
Pf-FLO, 66 - 225 m, Test I - VI
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0 198 397 595 793 992 1190 1389 1587
CH 0
CH 1
CH 2
CH 3
P
f
-
F
L
O
M
a
s
s
f
l
o
w
[
a
.
u
.
/
s
]
Feeder mass flow [lbs/hr]
All test runs have been plotted as displayed in Figure 3.5. As there is only a constant
factor between [a.u./s] and [g/s], a unified y-axis scaling was used to help evaluate
the influence of different particle sizes (see also Figure 4.8).
4. Results
4.1 Pf-FLO Measurement Accuracy
Figures 4.1 and 4.2 illustrate results only for the 50/50 particle mix. Results for other
particle fractions are listed in the tabulations in Sections 4.1.1 and 4.1.2.
Mass Flow of Feeder versus Pf-FLO; 66 - 225 m, Test I - VI
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0 198 397 595 793 992 1190 1389 1587
Feeder mass flow [lbs/hr]
P
f
-
F
L
O
m
a
s
s
f
l
o
w
[
a
.
u
/
s
]
Channel 0
Channel 1
Channel 2
Channel 3
lin average
Standard deviation [a.u./s]: 158
Fig. 4.1: Evaluation of all test runs with 66 / 225 m particles
The diagram in Figure 4.1 shows the evaluated results for all measuring channels
versus the feeder mass flow. The mass flow signals of all channels were averaged
for each feeder step and one particle fraction, and a linear coefficient was determined
for it. With this coefficient the linear average was calculated as it can be seen in the
diagram, indicated with lin. average. Based on the linear average the standard
deviation was determined for each measuring channel as listed in Table 4.1.
The repeatability of one channel for all tests and one particle size is exemplarily
displayed in Figure 4.2. For other measuring channels and particle fractions, see
tabulations in Section 4.1.2.
Repeatability of Channel 0; 66 225 m Particles, All Tests
0
500
100
1500
2000
2500
3000
3500
4000
4500
0 397 793
1190 1587
Feeder mass flow [lbs/hr]
P
f
-
F
L
O
m
a
s
s
f
l
o
w
[
a
.
u
.
/
s
]
Test No. I 72 ft/s
Test No. II 82 ft/s
Test No. III 92 ft/s
Test No. IV 72 ft/s
Test No. V 82 ft/s
Test No. VI 92 ft/s
(Standard Deviation: 3.3 %)
Fig. 4.2: Repeatability of channel 0 for 66 - 225 m particles
4.1.1 Absolute Deviation
The standard deviation of one particle fraction from the linear average of all channels
is listed in Table 4.1. The errors in % refer to the maximum mass flow determined at
300 rpm feeder speed.
Particle Size Channel Test No.
Number of
Measurements
Standard
Deviation
[a.u./s]
Max. Mass
Flow
[a.u./s]
Mean
Error
%
66 m CH0 - CH3 Test I - VI 144 109 2462 4.4%
225 m CH0 - CH3 Test I - III 72 132 3520 3.8%
66 - 225 m CH0 - CH3 Test I - VI 144 158 4000 3.9%
Table 4.1: Standard deviation and mean error for individual particle fractions
4.1.2 Repeatability
The relative deviation of one channel in all tests shows its repeatability. This includes
the scattering of the feeder but excludes systematic deviations from one channel in
comparison to the others. Results for each channel are listed in the Tables 4.2 to 4.4.
Standard Deviation
To Linear
Average
Channel Test No.
Number of
Measurements [a.u./s]
Mean
Error
%
CH 0 Test I - VI 36 75.1 3.1%
CH 1 Test I - VI 36 92.5 3.8%
CH 2 Test I - VI 36 93.4 3.8%
CH 3 Test I - VI 36 72.9 3.0%
The error in % refers to the maximum mass flow at 300 rpm: 2462 [a.u./s]
Table 4.2: Standard deviation of the individual channels with 66 m particles
Standard Deviation
To Linear
Average
Channel Test No.
Number of
Measurements [a.u./s]
Mean
Error
%
CH 0 Test I - III 18 132.3 3.8%
CH 1 Test I - III 18 65.0 1.8%
CH 2 Test I - III 18 151.9 4.3%
CH 3 Test I - III 18 111.7 3.2%
The error in % refers to the maximum mass flow at 300 rpm: 3520 [a.u./s]
Table 4.3: Standard deviation of the individual channels with 225 m particles
Standard Deviation
To Linear
Average
Channel Test No.
Number of
Measurements [a.u./s]
Mean
Error
%
CH 0 Test I - VI 36 131.7 3.3%
CH 1 Test I - VI 36 114.1 2.9%
CH 2 Test I - VI 36 163.9 4.1%
CH 3 Test I - VI 36 141.2 3.5%
The error in % refers to the maximum mass flow at 300 rpm: 4000 [a.u./s]
Table 4.4: Standard deviation of the individual channels with 66-225 m particle mix
4.2 Influence of the Particle Size
Another purpose of the tests was to quantify the influence of particle sizes. As the
225 m particles can only be found in smaller percentages in pulverized coal, it is a
practical fraction to resolve particle size dependent influences on density and velocity
measurement. The transferability of the results to the operating condition of coal fired
power plants have to be viewed in relation to the real particle size distributions in coal
pipes. In Section 4.2.3 the results out of the tests are evaluated.
4.2.1 Velocity Measurement
Measured Particle Velocities at Channel 0
0
16
33
49
66
82
98
72 ft/s gas velocity 82 ft/s gas velocity 92 ft/s gas velocity
P
a
r
t
i
c
l
e
v
e
l
o
c
i
t
y
[
f
t
/
s
]
225m
66m
66-225 m mix
Fig. 4.3 Averaged particle velocities at channel 0
The measurements with 225 m particles showed a difference of about 16.4 ft/s
between airflow and particle velocity. This is due to the change in the aerodynamic
properties which increase the slip between particles and gas. The weight of particles
changes proportional to D but the cross section only changes proportional to D.
The velocity of the 66 m particles, as well as the 50/50 mix, was found to be very
close to the airflow velocity. The reason can be found by comparing the electrostatic
signal strength. The electrostatic signal strength of the 225 m particles was found to
be significantly lower than for 66 m. But the particle number increases with the
relation of particle diameters to the power of three (see above). With a 50/50 particle
mixture by weight, the number of 66 m particles is about 28 times greater than for
the 225 m particles. The cross correlation method resolves the time shift of the
sensor signals by comparing their highest identity. If the signal strength of two time
shifts is of the same order, it might be possible to distinguish between the two
velocities. In case of the particle mix the signal strength of the 225 m particles was
below the noise signal level of the 66 m particles. Therefore, it is obvious that only
the velocity of the 66 m particles has been measured. The error in relation to the
realistic particle size distribution is estimated in Section 4.2.3.
Velocities of the 225 m Particles
0
16
33
49
66
82
98
72 ft/s gas velocity 82 ft/s gas velocity 92 ft/s gas velocity
v
e
l
o
c
i
t
y
[
f
t
/
s
]
CH0
CH1
CH2
CH3
Fig. 4.4: Acceleration along the test duct of the 225 m particles
In the tests which measured 225 m particles only, channel 3 was found to have
higher velocities than the other channels. This can be explained by the position of
this sensor pair located at the end of the horizontal test duct with the longest straight
run after a bend (see Figure 2.1). This leads to a certain acceleration, especially for
the bigger sized particles.
Influence of Mass Flow on Velocity of the Particle Mix
67
72
79
85
92
98
0 397 793 1190 1587
Feeder [lbs/hr]
v
e
l
o
c
i
t
y
[
f
t
/
s
]
CH 0
CH 1
CH 2
CH 3
Fig. 4.5: Influence of the mass flow on the velocity of the particle mix in Test IV-VI
Figure 4.5 shows the influence of the mass flow on particle velocity. This effect, here
illustrated for the particle mix, is obvious when the averaged velocity of each feeder
step is plotted over the mass flow as it is done in Figure 4.5. Each bundle of the four
channels represents one step of the airflow velocity.
The higher the airflow velocity the higher the influence from pf load in the pipe.
Channel 2 with the shortest distance from a bend seems to be affected most. It is
assumed that this effect is related to particle interaction between 66 m and 225 m
particles, the latter having significantly lower velocities.
4.2.2 Density Measurement
Densities 66 m Particles, Test V
0
6.1
18.3
24.4
30.5
36.6
42.7
1
3
:
3
2
1
3
:
4
1
1
3
:
5
0
1
3
:
5
8
1
4
:
0
7
1
4
:
1
6
1
4
:
2
5
1
4
:
3
4
1
4
:
4
2
1
4
:
5
1
1
5
:
0
0
1
5
:
0
9
1
5
:
1
8
1
5
:
2
7
1
5
:
3
6
1
5
:
4
5
1
5
:
5
4
0
50
100
150
200
250
300
350
400
CH 0
CH 1
CH 2
CH 3
feeder
D
e
n
s
i
t
y
[
a
.
u
.
/
f
t
]
F
e
e
d
e
r
s
p
e
e
d
[
r
p
m
]
Fig. 4.6: Density measurement with 66 m particles Test V.
Densities 225 m Particles, Test I
0
15.2
30.5
45.7
61.0
76.2
1
0
:
1
4
1
0
:
2
0
1
0
:
2
7
1
0
:
3
3
1
0
:
4
0
1
0
:
4
6
1
0
:
5
3
1
0
:
5
9
1
1
:
0
6
1
1
:
1
2
1
1
:
1
9
1
1
:
2
5
1
1
:
3
2
1
1
:
3
8
1
1
:
4
5
1
1
:
5
1
1
1
:
5
8
1
2
:
0
4
1
2
:
1
1
1
2
:
1
7
0
50
100
150
200
250
300
350
400
CH 0
CH 1
CH 2
CH 3
feeder
D
e
n
s
i
t
y
[
a
.
u
.
/
f
t
]
F
e
e
d
e
r
s
p
e
e
d
[
r
p
m
]
Fig. 4.7: Density measurement with 225 m particles Test I
The diagrams in Figures 4.6 and 4.7 show the particle size dependent scattering of
the densities in two test runs. The more extended scattering of the density signal for
66 m particles also increases with the load or particle numbers. With the 225 m
particles there was less scattering although the densities in Figure 4.7 were nearly
twice as high. The fluctuation quantity for the particle mix is higher than the one for
the 225 m, but less than the one for the 66 m particles and was also influenced by
the load (see Figure 3.4).
The scattering of measurement is proved to be realistic and relates to the density
fluctuations of the particle flow. The different behavior can be explained with the
mean free path between particle collisions. The 66 m particles have less particle-
wall collisions but more particle-particle collisions in a smaller volume. Local high
and low density concentrations do not average out within the pipe volume that has
been measured.
4.2.3 Mass flow measurement
Influence of the Particle Size
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0 198 397 595 793 992 1190 1389 1587
Feeder mass flow [lb/hr]
P
f
-
F
L
O
m
a
s
s
f
l
o
w
[
a
.
u
.
/
s
]
lin average 66 m
lin average 200 m
lin average 66 - 200 m
2.885
2.734
2.356
Ratio ([a.u.] to [lbs]):
Fig. 4.8: Influence of the particle size on the Pf-FLO measurement
The diagram in Fig. 4.8 shows the ratio of arbitrary units [a.u./sec] to mass [g] taken
from the linear averages of the four measurement channels. This factor was found to
be a function of the used particle fraction. The temporarily applied arbitrary units to
frequency factor of 500 (see section 2.3) has to be divided by this ratio to get the
calibrated mass flow signal for each particle fraction. The resulting k
fd
is displayed in
Table 4.5.
Particle Fraction ratio [a.u./lbs] k
fd
[g/m kHz]
66 m particles 2.3562 26.7
225 m particles 2.7342 23.0
66-225 m particle mix 2.8854 21.8
Table 4.5: Ratio of arbitrary units to mass and the resulting
mass frequency factor k
fd
for each particle fraction
The deviation of 13.8 % between the 66 and 225 m particles can be regarded as
dependent on particle size. The deviation of the 66 225 m particle mix is due to
the deviation of the velocity measurement described in Section 4.2.1.
The results have to be compared with the real particle size distribution in a coal pipe
after classifier. These deviations have influence only on the absolute accuracy but
not on the relative accuracy between several pipes of one mill since a segregation of
particle fractions between several pipes is not probable.
The following calculations are linear estimations of the error in real particle size
distributions within the results of the tests: For an examplary particle distribution of
15% >90 m and 0.2 % >225 m it was assumed to have a discrete mixture out of
84.8 % 66 m particles, 15 % 145 m particles and 0.2 % 225 m particles. The
relation of the diameters was taken to interpolate the velocity of the 145 m particles
linear between the velocities of the 66 m and 225 m particles. Also the relation of
the diameters was taken to interpolate the deviation of density measurement for
145 m particles linear between the densities of the 66 and 225 m particles.
Deviation caused by Particle Size
0
20
40
60
80
100
120
100% 66 m 89.9% 66m
10.0% 145m
0.1% 225m
84.8% 66m
15.0% 145m
0.2% 225m
79.0% 66m
20.0% 145m
1.0% 225m
R
e
l
a
t
i
v
e
m
a
s
s
f
l
o
w
[
%
]
225 m
145 m
66 m
100.0 101.2 101.8 102.5
Fig. 4.9: Estimated deviation by modeled particle size distribution
The results of the estimation are shown in Figure 4.9. If the distribution changes from
column 2 to 3, the estimated error is about 0.6 % of the mass flow. The distribution of
the last column shows a 2.5 % error but this change in particle distribution is meant
to be quite unrealistic in an optimized milling process and will also influence the
combustion badly.
5. Abstract
A reference test at the pneumatic conveying test plant of the Lehrstuhl fr
Mechanische Verfahrenstechnik at the University of Halle-Wittenberg was
established to prove the accuracy of a flow measurement system for air-solid flows.
The test facility consists of a calibrated screw feeder, a pipe system with vertical and
horizontal elements, and the particle separation equipment. Glass beads were used
as a test medium whose physical properties are comparable to coal dust if taking into
account the measurement principle. In addition to the single sized test materials with
diameters of 66 m and 225 m, a 50/50 mixture by weight of both particle sizes was
used. The experimental matrix for the tests covered the usual operational range for
the throughput and the velocity in coal pipes of power plants.
In total, four measurement instruments were located at two locations in the upward
run and two locations in the horizontal run of the test pipe. From the measured
density and velocity signals of the particles the mass flow was calculated in each
case and compared with the calibrated feeder signal. The measuring error was
related to a single standard deviation.
As a result, the measured deviation from the feeder signal is < 4.5 %; this applies to
the entirety of all four measuring points and all particle fractions. For individual
sensors the deviation lies in the range between 1.8 % to 4.3 %, and is in this case
not significantly dependent on the used particle size.
In addition, investigations of the influence of the particle size were carried out. Within
the wide range of the used particle fractions, the density and velocity measurement
showed some size dependencies. However, the measured differences have only little
influence on the accuracy (< 0.6 %) since in utility plants the grading of coal dust
usually changes only in a comparable small range.
A
A
D
D
B
B
R
R
I
I
L
L
E
E
Y
Y
T
T
E
E
C
C
H
H
N
N
I
I
C
C
A
A
L
L
P
P
U
U
B
B
L
L
I
I
C
C
A
A
T
T
I
I
O
O
N
N
Post Office Box 15040
Worcester, MA 01615-0040
http://www.dbriley.com
Post Office Box 15040
Worcester, MA 01615-0040
http://www.dbriley.com
RST-153
ACCURATE BURNER
AIR FLOW MEASUREMENT
FOR LOW NO
x
BURNERS
by
Dave Earley
AMC Power
and
Craig Penterson
DB Riley, Inc.
Presented at the
Eighth International Joint ISA POWID/EPRI
Controls and Instrumentation Conference
June 15-17, 1998
Scottsdale, Arizona
DB Ri l ey, I nc. 1998
ACCURATE BURNER AIR FLOW
MEASUREMENT FOR LOW NO
x
BURNERS
by
Dave Earley
AMC Power
and
Craig Penterson
DB Riley, Inc.
ABSTRACT
I n 1990, Congress enacted an amendment to the Clean Air Act that required reductions in
NO
x
emissions through the application of low NO
x
burner systems on fossil fueled utility
steam generators. For most of the existing steam generator population, the original burning
equipment incorporated highly turbulent burners that created significant in-furnace flame
interaction. Thus, the measurement and control of air flow to the individual burners was
much less critical than in recent years with low NO
x
combustion systems. With low NO
x
sys-
tems, the reduction of NO
x
emissions, as well as minimizing flyash unburned carbon levels,
is very much dependent on the ability to control the relative ratios of air and fuel on a per-
burner basis and their rate of mixing, particularly in the near burner zones.
AMC Power (AMC) and DB Riley, I nc. (DBR), and a large Midwestern electric utility have
successfully developed and applied AMCs equipment to low NO
x
coal burners in order to
enhance NO
x
control combustion systems. The results have improved burner optimization and
provided real time continuous air flow balancing capability and the control of individual burner
stoichiometries.
To date, these enhancements have been applied to wall-fired low NO
x
systems for balanc-
ing individual burner air flows in a common windbox and to staged combustion systems.
Most recently, calibration testing in a wind tunnel facility of AMCs individual burner air
measurement (I BAM) probes installed in DB Rileys low NO
x
CCVburners has demon-
strated the ability to produce reproducible and consistent air flow measurement accurate to
within 5%.
This paper will summarize this product development and quantify the benefits of its
application to low NO
x
combustion systems.
2
INTRODUCTION
I n an effort to provi de greater control of combusti on ai r fl ow and subsequent burner
stoichi ometry on mul ti pl e l ow NO
x
burner i nstal l ati ons, DB Ri l ey and AMC Power,
i n cooperati on wi th a l arge Mi dwestern el ectri c uti l i ty company, have devel oped a uni que
probe for accuratel y measuri ng burner ai r fl ow. These probes, referred to as i ndi vi dual burn-
er ai r measurement (I BAM ) probes, are currentl y used i n al l DB Ri l ey l ow NO
x
burners.
The benefi ts of better ai r fl ow control i n l ow NO
x
burner i nstal l ati ons i s the abi l i ty to oper-
ate at l ower NO
x
l evel s and/or l ower unburned carbon l evel s i n the fl yash.
Thi s paper focuses on the devel opment, appl i cati on and benefi ts of the I BAM probes
speci fi cal l y i n DB Ri l ey l ow NO
x
CCVcoal burners. The paper al so di scusses the benefi ts
of accuratel y measuri ng combusti on ai r fl ow i n other l ow NO
x
systems such as overfi re ai r
(OFA), secondary ai r i n cycl ones, and pri mary ai r i n pul veri zer systems.
REVIEW OF CCV BURNER TECHNOLOGY
DB Ri l ey has been usi ng CCVburners for reduci ng NO
x
emi ssi ons from pul veri zed coal
fi red uti l i ty boi l ers for many years. Wi th over 1500 l ow NO
x
coal burners bei ng suppl i ed to
the uti l i ty i ndustry si nce 1990, the CCVtechnol ogy has devel oped i nto a fami l y of l ow
NO
x
burners i ncl udi ng the CCVsi ngl e regi ster, dual ai r zone and cel l burner desi gns.
Thi s wi de range of desi gns al l ows the fl exi bi l i ty to sel ect a desi gn most sui tabl e for a par -
ti cul ar appl i cati on, based on NO
x
reducti on requi rements, boi l er confi gurati on, and budget
constrai nts.
Fi gure 1 shows schemati c drawi ngs of the three l ow NO
x
coal burner desi gns. Common
to these desi gns i s a uni que patented venturi coal nozzl e technol ogy (U.S. Patent No.
4,479,442) whi ch was devel oped i n the earl y 1980s for reduci ng NO
x
emi ssi ons on coal fi red
uti l i ty boi l ers. The venturi nozzl e, l ow swi rl coal spreader and secondary ai r di verter i n al l
of these desi gns produce a fuel ri ch fl ame core, the fundamental condi ti ons necessary for
mi ni mi zi ng the formati on of both fuel and thermal NO
x
2
.
The combusti on ai r si de of the CCVburner desi gn i s si mi l ar for si ngl e regi ster and cel l
burner appl i cati ons. Secondary ai r i ni ti al l y passes through the ai r regi ster, whi ch i mparts
swi rl , and then through the burner barrel and over the secondary ai r di verter. Secondary
ai r i s di verted away from the pri mary combusti on zone whi ch rei nforces the fuel ri ch fl ame
core produced by the venturi nozzl e for further control of NO
x
emi ssi ons.
As shown i n the schemati c, the ai r fl ow measurement devi ces or I BAM probes are radi -
al l y i nserted i nto the burner barrel for measuri ng secondary ai r fl ow on an i ndi vi dual burn-
er basi s. As di scussed l ater i n thi s paper, the probes were uni quel y desi gned and strategi -
cal l y l ocated to provi de accurate measurement of ai r fl ow i n thi s hi ghl y turbul ent, swi rl i ng,
non uni form fl ow fi el d produced by the ai r regi ster of si ngl e regi ster and cel l burner desi gns.
The ai r regi ster used on the CCVdual ai r zone burner desi gn contai ns axi al swi rl vanes
i nstal l ed i n both the secondary and terti ary ai r passages of the burner. The I BAM probes
for thi s desi gn are posi ti oned i mmedi atel y upstream of the axi al swi rl vanes where the fl ow
fi el d i s more uni form, axi al , and non-swi rl i ng. Accurate measurement of both secondary and
terti ary ai r fl ow on a per-burner basi s i s i mportant to establ i sh the proper fl ow spl i t for mi n-
i mi zi ng NO
x
i n thi s burner desi gn.
3
Figure 1 DB Riley Low-NO
x
CCV Burners
CCV Single Register Burner CCV Cell Burner
CCV Dual Air Zone Burner
REVIEW OF AMC POWER FLOW MEASUREMENT TECHNOLOGY
The fl ow measurement technol ogy used i n DB Ri l ey CCVburners i s based upon AMC
Powers VOLU-probedesi gn (U. S. Patent 4,559,835). The VOLU-probei s a mul ti pl e
poi nt, sel f-averagi ng pi tot tube requi ri ng very l i ttl e strai ght duct run to mai ntai n an accu-
rate fl ow si gnal .
The VOLU-probeoperates on the Fechhei mer Pi tot deri vati ve of the mul ti -poi nt, sel f-
averagi ng pi tot pri nci pl e to measure the total and stati c pressure components of ai rfl ow.
Total pressure sensi ng ports, wi th chamfered entrances to el i mi nate ai r di recti onal effects,
are l ocated on the l eadi ng surface of the VOLU-probeto sense the i mpact pressure (Pt) of
the approachi ng ai rstream (Fi gure 2). Fechhei mer stati c pressure sensi ng ports, posi ti oned
at desi gnated angl es offset from the fl ow normal vector, mi ni mi ze the error-i nduci ng effect
4
of di recti onal i zed, non-normal , ai rfl ow. As the fl ow di recti on veers from normal (Fi gure 3),
one stati c sensor i s exposed to a hi gher pressure (Ps + part of Pt) whi l e the other i s exposed
to a l ower pressure (Ps - part of Pt). For angul ar fl ow where a = 30 degrees offset from nor-
mal , these pressures are offsetti ng and the pressure sensed i s true stati c pressure. I t i s thi s
uni que desi gn of offset stati c pressure and chamfered total pressure sensors that make the
VOLU-probei nsensi ti ve to approachi ng mul ti -di recti onal , rotati ng ai rfl ow wi th yaw and
pi tch up to 30 degrees from normal , thereby assuri ng the accurate measurement of the
sensed ai rfl ow rate wi thout the presence of ai rfl ow strai ghteners upstream.
Figure 2 VOLU-probe With Total Pressure Sensing Ports
Figure 3 VOLU-probe with Static Pressure Sensing Ports
AMC Power then appl i ed these VOLU-probesto DB Ri l eys CCVburner desi gns.
The resul ti ng assembl y was referred to as I BAM or i ndi vi dual burner ai r measurement
probes. A photograph of a typi cal I BAM probe assembl y i s shown i n Fi gure 4. As shown
i n Fi gure 5, the mul ti pl e poi nt sensors used i n the I BAM probes al so mi ni mi zes the error
caused by fl ow strati fi cati on.
The Fechhei mer pi tot method of fl ow measurement i n a burner al l ows for true axi al fl ow
measurement even when fl ow vectors are non-axi al . Thi s i s where tradi ti onal fl ow measur-
i ng devi ces (stati c pressure compari sons, forward-reverse pi tot tubes, pi ezometer ri ngs, ther-
5
Figure 5 Burner Register Flow Stratification
Figure 4 Typical IBAM Probe Assembly for Burner Air Flow Measurement
mal anemometers and more) fal l short. I n fact, because many of these other devi ces cannot
di sti ngui sh axi al fl ow from swi rl i ng fl ow, the use of them can actual l y l ead to a user unbal -
anci ng previ ousl y bal anced burners. That i s, two (or more) burners may have the same true
axi al fl ow but because the fl ow vectors approach the fl ow measuri ng devi ces at varyi ng
angl es, the fl ows are i nterpreted as bei ng di fferent.
Thermal anemometers are not sui tabl e for burner bal anci ng because an RTD or resi s-
tance temperature detector i n a fl ow stream cannot determi ne angul ar fl ow from axi al fl ow.
That i s, thermal anemometers are cal i brated for certai n condi ti ons and i f these same condi -
ti ons are not met, the cal i brati on coeffi ci ents wi l l be i ncorrect. I f two anemometers for two
di fferent burners are cal i brated to the same fl ow condi ti on (i .e. axi al fl ow) and they have the
same axi al fl ows but thei r angul ar ori entati ons are di fferent, they may read di fferentl y.
6
The resul t i s that because burners l ack strai ght duct run and because fl ow i n burners
becomes di recti onal i zed from fl ow obstructi ons such as swi rl vanes and regi ster vanes, tra-
di ti onal fl ow-measuri ng devi ces have proven to be i neffecti ve.
INTEGRATION AND TESTING OF AN IBAM PROBES
IN DB RILEY CCV BURNERS
Fi gure 6 shows the typi cal appl i cati on of AMC Powers I BAM probes to a CCVsi ngl e
regi ster burner barrel . Two stai nl ess steel probe assembl i es, wi th both total and stati c pres-
sure tubes, are i nstal l ed perpendi cul ar to the burner barrel and connected by appropri ate
tubi ng to a l ocal pressure gage mounted on the burner front or to a fl ow transmi tter. The
probes are uni quel y desi gned and ori ented for accurate measurement of secondary ai r fl ow
i n the swi rl i ng non-uni form fl ow fi el d.
S
t
a
t
i
c
P
r
e
s
s
u
r
e
T
o
t
a
l
P
r
e
s
s
u
r
e
Typical
Probe Assembly
Figure 6 Application of IBAM Probes to DB Riley CCV Single Register Burner
Testi ng of the probes i n l ate 1995 on a 600 MW uti l i ty boi l er equi pped wi th DB Ri l ey
CCVsi ngl e regi ster cel l burners was performed to determi ne the number of probe assem-
bl i es that woul d actual l y be requi red to produce a representati ve fl ow i ndi cati on or mea-
surement. Data were col l ected for 2, 3, and 4 probe assembl i es. The resul ts suggested that
2 or 3 probe assembl i es were suffi ci ent provi ded the probes are careful l y l ocated to precl ude
any adverse effects of fl ow obstructi ons or di sturbances caused by i gni tors, scanner tubes,
and nozzl e support l egs. The actual accuracy of the probe measurement coul d not be eval u-
ated si nce onl y a smal l number of burners were equi pped wi th the I BAM probes. However,
the resul ts were found to be very repeatabl e duri ng subsequent tests several months l ater.
Testi ng of the I BAM probes i n a 100 mi l l i on Btu/hr (29 MW) CCVdual ai r zone test
burner at Ri l ey Research was performed i n mi d-1995 to eval uate probe l ocati on i n the burn-
er barrel and probe angl e or ori entati on wi th respect to the burner axi s when i nstal l ed
downstream of the axi al swi rl vanes i n the secondary ai r annul us. The DB Ri l ey Research
7
Combusti on Test Faci l i ty, shown i n Fi gure 7, can test a si ngl e ful l -scal e coal burner for a
wi de range of fi ri ng condi ti ons
3
.
Resul ts of l ocati ng one probe assembl y at 0, 120, or 240 CCW from top dead center
showed no si gni fi cant vari ati on i n the fl ow measurement. Thi s i ndi cated good peri pheral
di stri buti on of ai r wi thi n the secondary ai r annul us. However, the probe angl e was sensi ti ve
Figure 7 Aerial View of the Combustion Test Facility at
DB Riley Research, Worcester, Massachusetts
to the swi rl vane posi ti on i n regard to accurate fl ow measurement. Vari ous probe angl es
were tested whi ch resul ted i n an opti mum angl e that appeared to be the l east sensi ti ve to
swi rl vane angl e or posi ti oni ng. Wi th the probe ori ented and posi ti oned at opti mum setti ngs,
the error i n the I BAM probe ai r fl ow measurement rel ati ve to the ASME venturi fl ow mea-
surement was onl y +2%.
More recentl y, extensi ve testi ng was performed i n AMCs wi nd tunnel faci l i ty i n Santa
Rosa to actual l y cal i brate the I BAM probes i nstal l ed i n a CCVsi ngl e regi ster l ow NO
x
burner manufactured for subsequent i nstal l ati on i n a 260 MW Mi dwestern uti l i ty boi l er.
AMCs wi nd tunnel faci l i ty i s equi pped wi th mul ti pl e ASME fl ow nozzl es for preci se ai r fl ow
measurement. The purpose of the testi ng was to quanti fy the accuracy of the I BAM probes,
confi rm the opti mum probe angl e or ori entati on from previ ous fi el d and l aboratory testi ng,
and to eval uate the axi al posi ti oni ng of the I BAM probes rel ati ve to the ai r regi ster.
Fi gure 8 i s a photograph of the CCVburner i nstal l ed i n the AMC wi nd tunnel faci l i ty.
The I BAM probes were at the 1:30 and 6:00 cl ock posi ti ons i n the photograph. A Pl exi gl as
tube was used to si mul ate an oi l i gni tor whi l e a cardboard sono tube was used to si mul ate
the coal nozzl e.
As shown i n Fi gure 9, the resul ts i ndi cated the vari ance or error i n the I BAM fl ow
measurement, when compared to the fl ow measured usi ng the ASME nozzl es typi cal l y var-
i ed from -1% to +13% for a wi de range of burner setti ngs (vari ous regi ster vane and shroud
8
Figure 8 IBAM Probe Calibration Testing in AMCs Wind Tunnel Facility
Figure 9 IBAM Flow Variance for Various Shroud Position and Register Vane Settings
setti ngs) tested. The error band was reduced to +5% to +10% for more normal burner set-
ti ngs. Typi cal l y, on mul ti pl e burner i nstal l ati ons, regi ster or swi rl vanes are al l set to the
same angl e whi l e onl y the burner shrouds are mani pul ated to vari ous posi ti ons as necessary
to bal ance ai r fl ow burner to burner. So, for a gi ven regi ster setti ng of 25 the error band
reduces even more. The test resul ts confi rmed the probe angl e or ori entati on sel ected from
previ ous fi el d and l ab testi ng was sti l l val i d whi l e the axi al l ocati on of the probes rel ati ve to
the ai r regi ster was al so found to be i mportant. The data was observed to be extremel y
repeatabl e.
Future test pl ans are to cal i brate a CCVsi ngl e regi ster l ow NO
x
cel l burner equi pped
wi th I BAM probes i n AMCs wi nd tunnel faci l i ty agai n for subsequent i nstal l ati on i n a
1300 MW uti l i ty boi l er.
9
BENEFITS OF ACCURATE AIR FLOW MEASUREMENT
The benefi ts of havi ng the abi l i ty to accuratel y measure i ndi vi dual burner ai r fl ow i n a
mul ti pl e burner wi ndbox arrangement are si gni fi cant. The fol l owi ng l i sts the most i mpor-
tant benefi ts i n l ow NO
x
combusti on systems.
Capabi l i ty of bal anci ng secondary ai r fl ow burner to burner
Capabi l i ty to del i beratel y bi as ai r fl ow burner to burner i f desi red
I mproved control of NO
x
emi ssi ons and fl yash UBC
I mproved control of i ndi vi dual burner stoi chi ometry and ai r to fuel rati o
I mproved control of burner throat sl aggi ng
Lower excess ai r operati on for l ower NO
x
Greater burner turndown capabi l i ty
Reduces the potenti al for l ower furnace corrosi on
I n thi s regard, DB Ri l ey has standardi zed on the use of AMC Powers I BAM probes for
al l l ow NO
x
coal , oi l , and gas burner appl i cati ons.
The VOLU-probehas al so been successful l y used i n a vari ety of other combusti on ai r
fl ow appl i cati ons. Pul veri zer pri mary ai r fl ow measurement and control i s an i ntegral part
of most l ow NO
x
projects. AMC Power has suppl i ed the ai r fl ow probes for many of these
appl i cati ons, as shown i n Fi gure 10.
Opti mi zi ng ai rfl ow to the mi l l s has been i mportant not onl y for hel pi ng to reduce NOx,
but al so for reduci ng LOI . Pri mary ai rfl ow can ei ther be performed by measuri ng hot and
temperi ng ai rfl ows i ndependentl y or total i zed, after they mi x.
Figure 10 Primary Air Flow Measurement
10
I n an effort to i ncrease overal l boi l er effi ci ency, many pl ants are l ooki ng at ways to el i m-
i nate pressure drop from thei r systems. I n many i nstal l ati ons, ai rfoi l s, venturi s, and/or
dams can be removed from ducts and repl aced wi th VOLU-probes(Fi gure 11), provi di ng
the benefi ts of gai ni ng extra FD fan capaci ty, gai ni ng ai rfl ow, and i mprovi ng the fl ow mea-
surement, whi ch can l ead to control opti mi zati on.
DB Ri l ey and AMC are currentl y worki ng on a project to remove up to 10 w.c. of per-
manent pressure drop from exi sti ng cycl ones by removi ng exi sti ng ai rfl ow measuri ng
devi ces and repl aci ng them wi th devi ces desi gned by AMC. Thi s i mprovement wi l l yi el d
more needed ai rfl ow. I t wi l l al so al l ow for the bal anci ng of cycl ones, hel pi ng NO
x
and mai n-
tenance i ssues. Recentl y performed wi nd tunnel testi ng has shown that these new devi ces wi l l
al l ow for accurate cycl one ai rfl ow measurement as wel l as cycl one bal anci ng to wi thi n 3%.
Overfi re ai rfl ow i s another appl i cati on that has been successful l y performed by DB Ri l ey
and AMC as part of l ow NO
x
systems. Fi gure 12 shows an exampl e of how VOLU-probes
are i nstal l ed i n a typi cal OFA duct on a l ow NO
x
system. Accurate measurement of OFA fl ow
i n each duct provi des the abi l i ty to bal ance the fl ows to each port for better NO
x
and UBC
performance.
Figure 11 Secondary Air Flow Measurement
Flow
Measuring
Device
Figure 12
OFA Air Flow
Measurement
SUMMARY
AMC Power, DB Ri l ey, and a l arge Mi dwestern el ectri c uti l i ty have devel oped
i ndi vi dual burner ai r fl ow measurement probes for accurate measurement of combusti on ai r
fl ow i n DB Ri l ey l ow NO
x
CCVburners. Resul ts of extensi ve cal i brati on testi ng i n com-
busti on test furnaces and wi nd tunnel faci l i ti es have yi el ded measurement accuraci es to
wi thi n 5%. The major benefi t of accurate burner ai r fl ow measurement i s the abi l i ty to bal -
ance burner ai r fl ow and stoi chi ometry i n mul ti pl e burner common wi ndbox appl i cati ons,
11
parti cul arl y for better control of NO
x
and UBC i n l ow NO
x
systems. Accurate measurement
of ai r fl ow has al so been extended and appl i ed to pri mary ai r enteri ng mi l l s, overfi re ai r, sec-
ondary ai r to cycl ones, and total secondary ai r fl ow to boi l ers. Current R&D efforts by other
organi zati ons focused at devel opi ng an abi l i ty to dynami cal l y measure coal fl ow on a per-
burner basi s wi l l further enhance the abi l i ty to more accuratel y control i ndi vi dual burner
stoi chi ometry when combi ned wi th the burner I BAM probes.
REFERENCES
1. Penterson, C., Devel opment of an Economi cal Low NO
x
Fi ri ng System for Coal Fi red
Steam Generators. Presented at the 1982 ASME Joi nt Power Generati on Conference,
Denver, October, 1982.
2. Penterson, C., Ake, T., Latest Devel opments and Appl i cati on of DB Ri l eys Low NO
x
CCVBurner Technol ogy. Presented at the 23rd I nternati onal Techni cal Conference on
Coal Uti l i zati on and Fuel Systems, Cl earwater, March, 1998.
3. Li sauskas, R., Snodgrass, R., Johnson, S., Eski nazi , D., Experi mental I nvesti gati on of
Retrofi t Low NO
x
Combusti on Systems. Presented at the Joi nt Symposi um on
Stati onary Combusti on NO
x
Control , Boston, May, 1985
The data contained herein is solely for your information and is not offered,
or to be construed, as a warranty or contractual responsibility.
BALANCING LOW NOx BURNER AIR FLOWS
THROUGH THE USE OF
INDIVIDUAL BURNER AIRFLOW MONITORS
By
Scott A. Vierstra, P.E.
Senior Engineer, American Electric Power Service Corporation
and
Dave Earley
Sales Manager, Power Products Division
AMC Power
for
POWER-GEN INTERNATIONAL
1998 CONFERENCE
December 9-11
Orlando, Florida USA
Background
In response to the 1990 Clean Air Act Amendments and the subsequent NOx compliance rules,
utilities have been retrofitting low NOx firing systems on their existing fossil fired boilers. For
the majority of these units which were built prior to the implementation of the New Source
Performance Standards (NSPS), the original burner designs were intentionally turbulent and
encouraged rapid mixing between the combustion air and fuel streams both for individual
burners and between adjacent burners flows. Under these operating design parameters it was not
particularly critical that the fuel and combustion air flow balance between burners be measured,
controlled or maintained since satisfactory mixing was quickly achieved within the combustion
zone.
Most if not all of the commercial low NOx burner systems, with an emphasis on those for wall
and down fired boilers, were initially designed, developed and tested either in single burner test
facilities or through the use of computational fluid dynamic (CFD) modeling. In either case the
ability to control design sensitive flow ratios, the fluid dynamics and, hence, the combustion
process was well maintained. Thus, either through testing in a single burner test facility or
theoretically through CFD modeling, the burners were optimized in an attempt to provide the
most competitive design, both in terms of cost and performance. The resultant products, more
often than not, have incorporated multiple dynamic control devices per burner, such as shrouds
or discs to regulate flow and registers or vanes to control zonal flow proportions and swirl.
However, all of these variables and there control devices are interdependent. Therefor, as firing
systems are expanded beyond a single burner configuration, the ability to operate the equipment
under the optimal design conditions becomes increasingly more difficult. In reality, the
deviations between the field and design conditions can produce such varied dynamic conditions
between burners that the operational and performance sensitivities experienced in the single
burner facility and through CFD modeling become difficult to measure. No longer can one
variable be changed uniformly amongst all the burners to measure its impact, in part, because it
also impacts the other dependent variables but mostly because the system does not start with a
balanced set of conditions between burners. Some field experiences have shown that the low
NOx systems, once installed, have experienced less than desirable sensitivity to optimization
efforts. The burner conditions are so difficult to balance that the combustion process is too
muddy to differentiate change and readily achieve improvements.
While limitations in reproducing design conditions in the field applications of low NOx systems
may not be a significant issue for some utilities in meeting Title IV NOx compliance, future rule
considerations which will likely force the utilization of post combustion ammonia based
technologies will significantly add economic benefit to the ability to achieve and maintain true
NOx emission optimization on the combustion side through potentially SCR or SNCR capital
and reagent cost avoidance. This paper discusses the development and application of at least one
control component, individual burner air flow monitors, IBAMs,` to assist in the balance and
optimization of low NOx combustion systems.
AMC Power Flow Technology
The flow measuring technology used for the IBAMs is based upon AMC Powers VOLU-probe
design (U.S. Patent 4,559,835). The VOLU-probe is a multiple point, self-averaging pitot tube
requiring very little straight duct run to maintain an accurate flow signal. The VOLU-probe
operates on a Fechheimer pitot derivative of the multi-point, self-averaging pitot principle to
measure the total and static pressure components of airflow. Total pressure sensing ports, with
chamfered entrances to greatly lessen entrance effects, are located on the leading surface of the
VOLU-probe to sense the impact pressure (Pt) of the approaching air stream (Figure 1).
Fechheimer static pressure sensing ports, positioned at designated angles offset from the flow
normal vector, minimize the error-inducing effect of directional, non-normal airflow. As the
flow direction veers from normal (Figure 2), one static sensor is exposed to a higher pressure (Ps
+ part of Pt) while the other is exposed to a lower pressure (Ps - part of Pt). For angular flow
where = 30 degrees offset from normal, these pressures are offsetting and the pressure sensed
is the true static pressure. It is this unique design of the offset static pressure and the chamfered
total pressure sensors (Figures 1 & 2) that make the VOLU-probe (and IBAM) relatively
insensitive to approaching multi-directional, rotating airflow with yaw and pitch of up to 30
degrees from normal, thereby assuring the accurate measurement of the sensed airflow rate
without the presence of upstream airflow staighteners.
Development
American Electric Powers Muskingum River 5, a 600 MW supercritical, pulverized coal fired
unit with cell burners, was retrofit in 1993 with DB Rileys CCV low NOx burners (reference
Figure 3). At the time, a DB Riley standard for the CCV included the use of a Brandt single
point shrouded air flow probe located just inside the register. In such a turbulent and non-
uniform flow environment, this application produced very poor results and offered no value in
the balancing of secondary air flows between the 50 burners on this unit. With AEP having
already successfully applied Air Monitor Corporations VOLU-probe technology to a roof-fired
unit for dynamic per burner stoichiometric air flow control, AEP, DB Riley and AMC worked
together to apply the technology to a sampling of 3 of the CCV burners at Muskingum River 5
(reference Figure 4).
Because this application had oil lighter guide tubes in the secondary air annulus, the VOLU-
probes were installed in four quadrants of the burner barrel as shown in Figure 5. Each probe
was independently used to characterize the secondary air flow for each of the three outfitted
burners. The purpose of this test array was to evaluate the effects of flow variations within a
common wind box and the impact of measuring flow in the shadow or downstream of the ignitor
guide tube. All 3 burners selected are of the same flow rotation and located at the far left, right
and center of the wind box and at the same elevation in an attempt to assure the same wind box
to furnace differential. Each probe was also rotated 15 degrees into the direction of flow rotation
to improve its sensitivity and the flow indication then corrected by a factor of cosine of 15
degrees. The results of this testing are illustrated in Figure 6 and were very favorable. While the
flow disruption created by the ignitor guide tube did result in a deviation from the mean for one
of the 3 burners tested (burner 4D Lower, probe positions C and D) the others and, in particular,
those upstream of this upset showed very consistent values. In addition this testing was repeated
after a period of six months of operation with repeated results and no routine attention to the
probes between the tests. While AEP has yet to outfit the balance of the Muskingum River 5
burners with VOLU-probes, the balance of AEPs low NOx burner retrofits (>500 burners)
utilizing the DB Riley CCV burner design are standardizing on the use of two VOLU-probes per
burner. The selection of two probes is to provide both averaging for accuracy and redundancy
for troubleshooting (i.e. individual probe pluggage) as they are headered external to the wind
box.
AEP has also developed their own patented low NOx burner technology applicable to its roof
fired boilers in which the AMC VOLU-probe technology is being used to measure and control
individual burner stoichiometries on a real-time basis based upon indicated pulverizer coal
throughputs. Since these units only have two burners associated with each pulverizer, fuel
distribution issues are reasonably manageable and balance between coal conduits is assumed in
the controls. The result has been better air flow distribution on the units, better excess air
balance without operator interface, and, after application to five units with up to three years of
operation, there has been no degradation in the systems NOx emissions control capability.
The success of both applications mentioned above also prompted AEP to apply VOLU-probes to
the outer secondary air zone of previously retrofitted, FWEC designed, dual register, IFS low
NOx burners. The secondary air flow measurement supplied by FWEC with the burner was
found to be greatly inadequate for the purpose of balancing air flows on the unit (800 MW
supercritical with 18 IFS burners on both the front and rear walls). While by design the outer
secondary air zone flows with these burners are only intended to represent about 60% of the total
combustion air to each burner the VOLU-probes were found to significantly help in improving
overall unit air flow balance as indicated by economizer gas sampling grid analysis and the units
excess air probe indications. The limitation of measuring only the major of a total of 3 secondary
air flow streams on this burner design coupled with difficulties in long term repeatable register
adjustments does not allow this application to present much hope of dynamic burner air flow
balancing and control. This application did assist though with achieving an additional 10%
increment (0.05 lbm/MBtu) of full load NOx emission reductions on the unit to which it was
applied.
Although AEP had developed confidence in the VOLU-probe technology, there remained some
detractors to its absolute accuracy, particularly when applied to a circular burners secondary air
annulus. So in October of 1997 testing was performed using one of the DB Riley CCV low NOx
burner registers fabricated for AEPs Big Sandy Unit 1 in AMC Powers wind tunnel. The
primary purpose of the testing was to evaluate the absolute accuracy of the AM Power individual
burner air monitor (IBAM) equipment in this turbulent, non-uniform flow field application with
the benefit of ASME flow nozzles for comparison. The results of this testing were evaluated
independently by AMC Power (AMC), DB Riley (DBR) and AEPSC. A copy of the AMC and
DBR reports can be requested directly from these sources. A summary of AEP's own analysis
is summarized below.
Testing and Results
Representatives of AMC, DBR and AEPSC participated in the wind tunnel testing with the
IBAM in the Big Sandy 1 CCV burner register. Matrices of tests were developed to test the
accuracy of the IBAM under a range of register conditions and flows. In the range of normal
average Big Sandy 1 full-load per-burner flows (in cfm) and 50% of this flow, the register
settings were adjusted in 5-degree increments from 20 to 35 degrees open and with shroud
positions of 30, 50, 70 and 100% open. In addition, several sensitivities involving IBAM probe
positions and orientations to flow direction were investigated. The base case orientation of the
IBAM probes (reference Figure 7) was 24 downstream of the CCV register front plate,
individually turned 15 degrees into the direction of flow rotation (Figure 7) and 90 and 225
degrees upstream (rotationally) from the oil lighter guide tube. This is consistent with the
orientations previously planned for all of the future AEP CCV burner retrofits. The other probe
position variations included moving the probes 12 closer to the register front plate and changing
the effective individual burner probe rotation from 15 degrees from axial to 5, 10, 20, 25, 30 and
35 degrees from axial. Again the purpose of rotating the individual probes is to attempt to sense
the maximum (total) velocity head (Figure 8). To correct this back to an axial flow, we have
used a correction factor of the cosine of the probe rotational angle. A series of tests was also
CCV Low NOx Burners
For the benefit of those unfamiliar with the CCV low NOx burner, it is the only
commercial low NOx burner that, without the use of overfire air, was standardized
with a single register configuration in the control of NOx emissions. This is effective
because of both the nozzle technology and the secondary air divertor at the end of the
coal nozzle. The secondary air divertor acts as a bluff body to help achieve good
flame attachment and provides enough secondary air separation to achieve the internal
combustion air staging commonly associated with a more complex dual-register low
NOx burner. From a practical and operational standpoint, the reduced complexity
reduces initial capital investment and maintenance costs and eases optimization
efforts. With the optimization of a low NOx system, it is crucial that the dynamic
combustion conditions at all in-service burners be as balanced as feasible in order to
be able to measure the sensitivity of emissions to the available control parameters. A
starting point is to achieve the best possible balance across a unit between coal,
primary air and secondary air flows for each burner.
While it is anticipated that the primary air and coal balance is currently less than
desirable, we are able to perform periodic calibration checks to assure than the mills
are operated consistently, and the burner conduits have been orificed to theoretically
balance the coal conduit pressure drops. However, all of the theory work has assumed
a homogeneous air/fuel mixture exiting the mill classifiers. There are R&D efforts
ongoing within EPRI, Lehigh University and other organizations to develop the ability
to dynamically measure the actual real time coal conduit flow distributions.
performed without the oil lighter guide tube to assure that the accuracy with its inclusion was not
affected with the selected probe orientations.
With the test cases of moving the probe axially to 12 from the register front plate and rotating
the probes to 5 degrees from axial, the errors in the probe flow measurements became significant,
with an total error band of 26-30% (reference Figures 9). For the balance of the test conditions,
the error bands were generally less than 15% (Figure 10). These results suggest that the cosine
correction is reasonable, but as also observed during the testing, the radial gradients in the
amount of flow swirl was significant, and although not measured during these tests, the radial
total flow gradients may also be significantly skewed and contributing to the levels of error
measured.
After this testing was complete, portions of the data were randomly applied to a neural network
to then develop a model for predicting the true flow more accurately. Incorporated as inputs to
the neural network model were shroud position, register position and the raw IBAM flow
indication. The result was the ability to reduce the margin of error to within 1%. The potential,
therefore, exists to use either the cosine correction plus a fixed error bias value or the neural
network modeled correlation to implement real time and reasonably accurate per burner flow
measurement and respond with improved real time per burner flow control and balance.
Additional Wind Tunnel and Field Testing
Subsequent wind tunnel testing has been performed with IBAMs in another CCV burner register
that is of a different size and had a shroud that closed in the opposite direction of that previously
tested. The results were found to be consistent with the previous testing and demonstrated as
long as the probes orientations are consistent between the burners (i.e. distance from register
front plate and degree of rotation relative to register swirl direction) the IBAM indicated versus
actual ASME flow measurement correlations were essentially unchanged.
In the field, AEP has two recently completed CCV low NOx burner retrofit installations
incorporating two IBAMs per burner. One is on a 260 MWe sub critical opposed wall pulverized
coal fired unit with 18 total burners unevenly split between the front and rear walls with 12 and 6
respectively. The other is a 1300 MWe supercritical opposed wall coal fired unit with a total of
96 burners evenly split between the front and rear walls in two high cell configurations. From
both units, a random sampling of available data has been taken to get a relative indication of the
IBAM value. Each set of data included control room readings, 18 and 36 point, respectively,
economizer outlet flue sampling grid gas analyses and individual burner IBAM readings. The
control room data included unit excess air probe readings of which there is a normal compliment
of 6 and 12 respectively per unit. Of the three, the finer economizer outlet flue gas sampling
grid analyses is naturally expected to be the most reliable representation of true excess oxygen
levels.
Based upon the IBAM flow readings, primary air flows and pulverizer throughputs, the average
excess oxygen profile was predicted and then compared in Figures 11 and 12 to the indicated
excess oxygen profiles from both the gas sampling grid analyses and the unit excess air probes.
Note that this comparison has been made with the assumption that all burner conduits from a
single pulverizer have balanced primary air and coal flows, burners flames within a column do
not mix with flames from adjacent burner columns and all reactions within a burner column are
complete. While it is recognized that some degree of mixing does occur between burner columns
and that there is some mal distribution between coal conduits, for both units, the IBAMs
reasonably predict the profile created by the gas grid analyses and, in most cases, as well, if not,
better than the unit excess air probes.
CEM SYSTEMS
Continuous Emissions Monitoring
Proven solutions for a tough industry
The Clean Air Act Amendments of 1990 defined those emission
sources that are subject to the Acid Rain Program provision of the
Amendments, and requiring that Continuous Emission Monitoring
(CEM) Systems be certified operational by November 15, 1993 for
Phase 1 affected units, and by January 1, 1995 for Phase 2 affected
units.
Virtually every existing emission source in the United States that
falls under the EPA's Acid Rain Program will have to monitor and
report content and volume of emissions to the atmosphere. The final
version of 40 CFR 75 imposes stringent monitoring and reporting
requirements, and very complicated certification procedures.
Proposed rules for Enhanced Monitoring (40 CFR Parts 51, 52, 60,
61, and 64), Reclaim, and other state level programs are requiring
CEM systems for non-power generating stationary sources. Sources
must report the amount of emissions released in addition to the
content. Therefore, a flow monitoring system may be an integral part
of the CEM System.
The process of selecting a flow monitoring system is a difficult one
in that it requires consideration of multiple complex factors:
Will the system meet all certification requirements?
What is the total installed cost?
Serviceability by site personnel.
Overall reliability measured in terms of on-line %.
What ongoing Relative Accuracy Testing Audit (RATA)
frequency will be required (semi-annually or annually)?
Preface
Continuous Emissions Monitoring (CEM) Systems
Background on Continuous Flow Monitoring
The necessity for continuous flow monitoring of the volumetric rate
of gaseous emissions into the atmosphere mandated by the Clean Air
Act of 1990, as embodied in the Environmental Protection Agency's
(EPA) 40 CFR 75 and its application to power generating exhaust
stacks is relatively new . . . the technology to accomplish it is NOT!
The Process Control and Heating, Ventilating, and Air Conditioning
industries have been utilizing continuous air/gas flow measuring
means and devices for over 60 years. Admittedly, the initial industry
effort (pre-1970) at continuous air/gas flow measurement had limited
applications. Utilized were various differential pressure type devices
. . . venturis, orifice plates, nozzles, air foils, etc . . . all having the
common characteristic of inducing extremely high magnitudes of
resistance to flow to the air/gas as it passed through the device. The
application for these early, highly restrictive devices were, therefore,
limited to air/gas systems which had fans, blowers, etc., capable of
producing 20 inches of water column (or more) of pressure. It was
not until 1970 that a non-restrictive device was first introduced and
became widely used by these industries.
In contrast, over the past 40 years and up to the Clean Air Act of
1990, the EPA has based its monitoring procedures on intermittent
sampling of air/gas flows . . . the manual taking of air/gas flow
measurement in conjunction with gaseous sampling on a programmed
periodic basis (once a month, quarter, year, etc.).
generating facilities, is capable of operating in temperatures up to
1000F and contaminated abrasive air (fly ash, coal dust, etc.),
replacing the high resistance airfoil station previously used for over
40 years in the combustion boiler industry.
Also in the early 1980's, the increasing need to retrofit existing ducts,
stacks, etc., with continuous flow monitoring devices prompted the
development of the Pitot-Fechheimer airflow traverse probe utilizing
the Fechheimer offset static sensor. This flow monitoring device is
unaffected by turbulent airflow yaw and pitch angles up to 30. Used
for duct or stack flow monitoring, it is also widely applied to fan
inlets to quantitatively measure fan capacities.
Simply stated, AMC Power was formed specifically to respond to the
development and need for continuous flow monitoring devices, and
has been applying its products to nuclear and fossil fuel process and
exhaust (stack) systems for the past 20 years.
In parallel with the development of its continuous flow monitoring
devices, AMC Power also designed and perfected companion ultra-
low differential pressure, flow, and mass flow transmitters. Prompted
by the requirements of 40 CFR 75, AMC Power has extended its
product technology by developing transmitter automatic span
capability which, when combined with existing automatic zeroing
capability, has resulted in the first fully self-calibrating transmitter.
Air Monitor Corporation . . . the Continuous Flow Monitoring Pioneer
AMC Power was formed in 1970, specifically to
manufacture and promote a flow device now generically referred to
as the Airflow Measuring Station. Technically described as a
multiple-point, self-averaging Pitot tube airflow traverse array with
a built-in air straightener, all contained in a formed metal duct
section, this device, of which over 1,000,000 have been installed
since 1970, constituted the only means up to 1979 for continuous,
instantaneous, and accurate measuring of air/gas flow rates in ducts,
stacks, etc., without inducing an excessive resistance to the air/gas
system they served . . . the first non-restrictive continuous flow
monitoring.
In 1973, the airflow station was combined with an isokinetic
sampling nozzle array. The resulting continuous flow monitoring
and isokinetic sampling station, often in conjunction with an isokinetic
flow control system, has been installed in over 66 nuclear power
facilities for the continuous flow monitoring and particulate sample
extraction from the vent and exhaust stacks of these facilities. In
addition, over 8,000 flow stations have been utilized within the air
distribution systems serving those nuclear facilities to accurately
measure and control airflow.
In the early 1980's, a flow station suitable for use in measuring the
primary and secondary combustion air in fossil fuel power plants
was developed. This combustion airflow measuring station, of
which over 2,000 (with transmitters) have been installed in power
2
40 CFR 75 Summary
On October 26, 1992, the Environmental Protection Agency (EPA)
signed into law Part 75 of the Code of Federal Regulations governing
Continuous Emission Monitoring. First proposed in December 1991
and subjected to extensive public review, the finalized version of 40
CFR 75 follows. The full version of 40 CFR 75 outlines the purpose,
standards, certification process, and recordkeeping requirements for
monitoring seven emission parameters:
SO
2
concentration Opacity
CO
2
concentration Volumetric flow
NO
x
concentration Diluent concentration (O
2
or CO
2
)
Moisture concentration
Volumetric Flow Monitoring Systems
Prior to receiving certification by the EPA, a flow monitoring system
must satisfy continuous emission monitoring requirements via a
detailed test procedure to verify that the performance and system
configuration is within the EPA mandated requirements relative to:
Measurement Location
Interference Check
Calibration Error
Relative Accuracy
Bias
U.S. EPA Requirements for Continuous Emissions Monitoring (CEM)
Bias is a systematic error resulting in measurements that will be
consistently low or high relative to the true flow measurement. Flow
monitors that exhibit the need for low bias will not pass certification.
Flow monitors that exhibit the need for high bias can have the
monitor output values adjusted by a single correction factor.
Bias
Relative accuracy for flow monitors cannot exceed 15% through
December 31, 1999 for Phase I. In Phase II, beginning January 1,
2000, the accuracy requirement is lowered to 10%. Flow monitors
with greater relative accuracies of 10% and 7% in Phase I and
Phase II respectively, are granted a reduction in frequency of RATA
testing to annually. The following chart summarizes the obtainable
RATA frequencies.
Correct selection of probe location and quantity, combined with
field calibration prior to certification permits the Air Monitor flow
monitoring system to achieve annual RATA frequencies.
Relative Accuracy
EPA defines an appropriate location for installation of a CEM
System by referencing 40 CFR 60, Appendix A, Method 1. The
desired location would be one with a minimum of eight stack or duct
diameters downstream and two diameters upstream of any flow
disturbance. Minimum siting requirements are two downstream
diameters and one-half upstream diameter of any flow disturbances.
Provisions are made in 40 CFR 75 to petition the EPA for an alternate
monitoring location when the minimum site requirements cannot be
met.
Measurement Location
Regardless of the technology used to measure flow, all flow monitoring
systems must include a means to insure that the in stack equipment
remains free of obstructions that would affect ongoing measurement
accuracy. For differential pressure flow monitors, the requirement
is for an automatic timed, periodic back purge using compressed air
to keep the probe sensing ports clean and expel condensation of wet
gases. AMC Power meets this requirement with its AUTO-purge/
CEM System.
Interference Check
Calibration error is calculated as the percentage differential between
a reference value and the actual monitor instrumentation reading.
Calibration error must be determined during the certification process,
then daily, and periodically thereafter. The daily check of calibration
must verify that the error has not deviated more than 3.0 percent from
the reference value, with excessive deviation necessitating
instrumentation recalibration. AMC Power's instrumentation,
consisting of its MASS-tron/CEM transmitter with AUTO-cal
function, provides daily reporting of calibration flow outputs for
calculation of calibration error in the DAS.
Calibration Error
RATA Frequency Requirements
for Flow Monitoring Systems
Relative Accuracy Required RATA Frequency
Phase 1 Phase 2 Daily Calibration Error Test
15% 10% Semi Annual
10% 7.5% Annual
3
To assist in complying with the Clean Air Act's stringent emission
measurement standards, AMC Power has assembled a cost effective
integrated system, depicted on Pages 6 and 7, consisting of in-stack
flow measurement equipment and companion instrumentation to
provide continuous, accurate, and reliable volumetric flow monitoring
for stacks and ducts of any size and configuration. This section
provides detailed information on the three major components of AMC
Power's flow monitoring system.
System Components
In-Stack Flow Traverse Probe(s)
Required is the means to accurately monitor the average flow rate
and temperature of the stack emissions. Flow rate monitoring is
performed by sensing individual flow components at multiple points
(traversing) across one or more diameters for circular stacks or along
multiple parallel traverses for rectangular stacks, and averaging the
obtained values. Average temperature measurement is achieved
using one or more temperature probes to obtain a single full traverse
of a stack.
The AMC Power STACK-probe is an airflow traverse probe based
on differential pressure (Pitot-Fechheimer) technology for measuring
airflow; the same technology that will be used during the certification
process to verify relative accuracy of the flow monitoring system.
Each STACK-probe consists of two separate round tube self-
averaging manifolds; one to measure the stack total pressure, and the
other to measure stack static pressure. Multiple Pitot-Fechheimer
ports are positioned on each manifold on an equal area basis (for
rectangular stacks) or on an equal concentric area (for circular
stacks). Similarly, average stack temperature is measured using a
temperature probe with multiple sensing elements spaced along the
probe length.
The engineered truss type design of the STACK-probe utilizes
tubular structural materials welded to a 6", 150# raised face pipe
flange, permitting cantilever probe mounting in even extremely
large stacks. Standard Type 316 stainless steel construction insures
long-term durability and continuing accuracy in most installations,
with materials such as Hastelloy C22 and Inconel available for
extreme temperature and/or severely corrosive applications.
Construction details are shown on Page 8.
As a basic instrument, the STACK-probe does not require any initial
or periodic calibration to measure flow accurately. As a passive
device with no moving parts or active electrical circuits, removal of
the STACK-probe from the stack after installation for repair or
calibration is not required.
Probe Back Purge
Required for differential pressure flow monitoring systems is a back
purging means to insure that the in-stack flow monitor probe has its
pressure sensing ports and averaging manifold maintained free of
particulate build-up and vapor condensation.
When activated by AMC Power's MASS-tron/CEM or the Data
Acquisition System (DAS), the AUTO-purge/CEM System
sequentially operates a combination of failsafe valves to automatically
back purge the sensing lines and the STACK-probes with high
volume/high pressure compressed air for a short duration, while
simultaneously isolating the transmitter from over-pressurization.
Standard AUTO-purge/CEM construction mounts all components
in a steel NEMA 4 rated enclosure, with all wetted parts made of
copper or brass. The AUTO-purge/CEM is optionally available in a
stainless steel NEMA 4X enclosure, with stainless steel wetted parts
for corrosive applications. See Pages 11 and 12 for additional
information on the AUTO-purge/CEM System.
4
AUTO-purge/CEM MASS-tron/CEM
Required is the means to convert the temperature and differential
pressure flow signals received from the in-stack traverse probe(s)
into a continuous output signal representing the volumetric flow in
SCFM (wet or dry basis) being discharged into the atmosphere.
The AMC Power MASS-tron/CEM is an ultra-low differential
pressure transmitter with built-in signal conditioning, square root
extractor, and circuitry for temperature and pressure correction of
ACFM to SCFM. An integral 2x16 LCD display provides local
readout of stack SCFM and temperature.
To meet the calibration error reporting requirements of 40 CFR 75,
the MASS-tron/CEM used in stack flow monitoring applications is
equipped with AUTO-cal circuitry. Once every 24 hours, the
MASS-tron/CEM executes an AUTO-cal calibration cycle, during
which the transmitter output signal is held at the last sensed flow
level. Sequentially activated valves expose the MASS-tron/CEM
transmitter to reference pressures for zero and span resulting in
corresponding calibration flow outputs, after which the MASS-tron/
CEM resumes normal flow monitoring.
In addition to the local display of information, the MASS-tron/CEM
provides outputs to the Data Acquisition System (DAS) for:
Temperature F 4-20mADC
AUTO-cal Acknowledgment Dry Contact
AUTO-purge Acknowledgment Dry Contact
SCFM 4-20mADC*
Zero Calibration Error Signal 4-20mADC*
Span Calibration Error Signal 4-20mADC*
*Serial Output. See Figure below.
The MASS-tron/CEM is available in either a 19" rack mount or a
NEMA 4 enclosure, with a NEMA 4X stainless steel enclosure
optionally available. See Page 11 for dimensional specifications.
Flow Monitoring Instrumentation
System Components
Closed
AUTO-cal Relay Contact
Open
20.0mA (100%)
Normal Flow Value
15.2mA (70%)
Flow and AUTO-cal Signals
4.0mA (0%)
T
0
T
1
T
2
T
3
T
4
T
0
MASS-tron/CEM internal timer or external dry contact from DAS initiates AUTO-cal cycle. Transmitter output signal for
stack flow is held at the last flow value during the AUTO-cal cycle.
T
1
AUTO-cal relay contact closes. Zero flow output signal begins.
T
2
AUTO-cal relay contact opens. Flow output signal goes to 4mADC.
T
3
AUTO-cal relay contact closes. Calibration flow output signal begins.
T
4
AUTO-cal relay contact opens. Calibration flow output signal ends. Transmitter returns to reporting actual stack flow.
5
Single Stack Traverse Schematic
Typical Installation
AUTO-purge/CEM Located on the Stack Platform
MASS-tron/CEM Located in the Instrumentation Enclosure
6
Dual Stack Traverse Schematic
Typical Installation
AUTO-purge/CEM Located on the Stack Platform
MASS-tron/CEM Located in the Instrumentation Enclosure
7
STACK-probe w/Temperature and Insert Port
Typical Installation
8
In-Stack Probe Configurations
Typical Installation
9
Flow Monitor Probe and Test Port Locations
STACK-probe Locations
10
AUTO-purge /CEM Panel
Installation Dimensions
MASS-tron/CEM Panel
11
Air Requirement. 80 to 100 psig at 100 CFM, oil and dirt
free. 1 to 24 purge cycles per day, with a duration of less than
2 minutes during which compressed air is released.
Ambient Temperature. 32F to120F. For ranges above or
below this ambient temperature, use of panel heater and/or
cooler is required.
Purge Frequency. Once/day minimum, once/hour maximum.
Electrical Power Requirement. 120 VAC, 10 amp. (For heater
and/or cooler.)
Line Size from AUTO-purge/CEM to STACK-probe.
Distance from AUTO-purge/CEM
Panel to STACK-probe . Tube Size
< 25' " S.S. tube
25' to 50' " S.S. tube
> 50' 1" S.S. tube
Accumulator Tank (strongly recommended). Requires
coalescing filter, pressure regulator, and check valve at the tank
inlet.
1 stack traverse 80 gallons
2 stack traverses 120 gallons
Line from Accumulator Tank to AUTO-purge/CEM Panel.
25' maximum length, " pipe (minimum). Recommend locating
accumulator tank as close as possible to AUTO-purge/CEM
panel.
Line from AUTO-purge/CEM Panel to MASS-tron/CEM.
Distance Tube Size
< 25' " S.S. tube
25' to 200' " S.S. tube
> 200' " S.S. tube
Note: Adequate heat trace of signal lines and drip legs at
transmitter end are recommended.
AUTO-purge/CEM Panel
Installation Requirements
Air Requirement. 25 to 120 psig instrument air supply. Per ISA
S7.3, required for AUTO-span equipped MASS-tron/CEM.
Ambient Temperature. 60F to 80F. The MASS-tron/CEM is
to be installed within the environmentally controlled analyzer
instrumentation shelter.
Electrical Power Requirement. 120 VAC, 1 amp.
Signal Lines Between the AUTO-purge/CEM Panel and
MASS-tron/CEM Panel. Via umbilical; pre-manufactured
umbilical; or stainless steel tubing.
Pressure Test for Leak Check. Test should be performed as per
ISA Standard RP 7.1, with zero permissible leak tolerance.
Instrumentation (MASS-tron/CEM)
Description. Two " or " O.D. HDPE tubes and one " O.D.
Teflon PFA tube. Two pair 18 ga., 2 conductor twisted shielded
wire. 70C black FR-PE jacket. Five watt/ft. at 120VAC, self-
regulating heat trace with tinned copper braid.
Umbilical Specification
12
Application Data Sheet
Order Entry Information
Prepared By. ______________________________ Customer. __________________________ Date. _______________
Company. ______________________________ Project. __________________________ PF/WO No. _______________
Phone No. ______________________________ Tag Info. __________________________ PO No. _______________
STACK INFORMATION
G Single Wall Round Stack G Dual Wall Round Stack G Single Wall Rectangular Stack
Dimensional Information Insertion Ports with Mating Flanges, Bolts, and Gaskets
I.D. _____________ Provided By Material Size
O.D. _____________ G Others (standard) G Carbon Steel (standard) G 6" (standard)
P _____________ G Air Monitor G 316SS G Other __________
Height _____________ G Other __________
Width _____________
PROBE CONSTRUCTION INFORMATION D1 __________
D2 __________
Probe Material Bolt Hole Orientation Probe Flange Material
G 316SS (standard) G 316SS (standard)
G Hastelloy C22 G Other ____________
G Other ___________
Ambient Temperature
G Optional G Standard Min ____________
Max ____________
STACK OPERATING CONDITIONS AND FLUID DATA
Stack Discharge Temperature Average Flue Gas Composition
Maximum ________F %H
2
O By Volume _____
Normal ________F % By Volume, dry basis
% CO _____
Flow Rate % O
2
_____
Maximum ______ SCFM G Wet G Dry % N
2
_____
Normal ______ SCFM G Wet G Dry % CO
2
_____
INSTRUMENTATION/AUTO-purge/CEM ENCLOSURE INFORMATION
Location Outputs
G In CEM Analyzer Shelter (standard) G Per 40 CFR 75 (standard)
G Other _______________________ G Other ______________________
Options Materials of Construction
G NEMA 4X SS Enclosure G Brass/Copper Tubing and Valves (standard)
G 80 Gallon Accumulator Tank, Vertical G SS Tubing and Valves
G 80 Gallon Accumulator Tank, Horizontal
G Add AUTO-plug Compressed Air Available
G Lightening Protection Pressure ______ psig (80 psig minimum required)
UMBILICAL INFORMATION
G None G With heat trace G Without heat trace
}
Total Must
Equal 100%
13
Reference Installations
125-491 (1/99)
Continuous Emissions Monitoring (CEM) Systems
Saquaro Power Company
Henderson, Nevada
Units 1 & 2
Gas/Coal Fired Cogeneration Plant
Dual Stack Traverse
Atochem North America
Houston, Texas
Chemical Waste Incinerator
Dual Stack Traverse
Florida Power & Light
Sanford Plant
Fuel: Ore Emulsion
Dual Stack Traverse
Nucor-Yamoto Steel Company
Blytheville, Arkansas
Dual Stack Traverse
AP&C, Inc.
Orlando, Florida
Gas Fired Cogeneration Plant
Four 9' STACK-probes
Public Service of New Hampshire
Bow, New Hampshire
Coal Fired Plant
Single Traverse, Dual Probes
Pulaski Refuse to Energy Plant
Baltimore, Maryland
Fuel: Refuse
Single Traverse, Dual Probes
James River Corporation
Berlin, New Hampshire
Boilers/Lime Kilns
Eight Stacks
Single & Multiple Traverses
NY State Electric & Gas Company
Coal Fired Plant
Six Stacks
Single & Multiple Traverses
Lower Colorado River Authority
Coal Fired Plant
Single Traverse, Dual Probes
Montana/Dakota Power
Coal Fired Plant
Two 8' x 14" STACK-probes
Four 9' x 14' STACK-probes
P.H. Glatfelter
Spring Grove, Pennsylvania
Single Traverse, Dual Probes
Eastern Utilities/Montaup Power
West Bridgewater, Massachusetts
Single Traverse, Dual Probes
Florida Power & Light
Oil/Gas Fired Plants
Eighteen Stacks
Single Traverse, Dual Probes
Texas-New Mexico Power
Galvert, Texas
Coal Fired Plant
STACK-probes
Two Stacks
New England Electric
Brayton Point
Salem Harbor
Dual Hastelloy Probes
Eight Stacks, Single Traverse
Philadelphia Electric Company
Coal/Oil/Gas Fired Plants
Eleven Stacks
Single Traverse, Dual Probes
City of Lakeland Florida
McIntosh Units 1,2,3
Units 1,2 Gas Fired; Unit 3 Oil Fired
Larsen Units 7,8 Gas Fired
Hastelloy/Stainless Steel Probes
Four Stacks
B.P. Oil
Toledo, Ohio
Chemical Waste Incinerator
Two HR160 Probes
Two Stacks, Single Traverse
Northeast Utilities
Berlin, CT
Fuel: Oil, Gas, Coal
Nine Stacks, Dual Traverse
New England Power Co.
Manchester Street Station
Units 9, 10, 11
Coal Fired Plant
Three Stacks, Single Traverse
City Public Service Board of
San Antonio
J.K. Spruce Unit 1
Coal Fired Plant
One Stack, Single Traverse
Taunton Municipal Lighting Plant
Cleary-Flood Units 8, 9
Coal Fired Plant
One Stack, Single Traverse
Prax Air - Union Carbide
Liquid Nitrogen
Gas Fired Boiler
One Stack, Single Traverse
Ultramar Refinery
Oil Refinery
Two Stacks, Single Traverse
Container Corp of America
Gas Fired Boilers
Three Stacks, Single Traverse
P.O. Box 6358 Santa Rosa, CA 95406 TEL 800-AIRFLOW Fax 707-526-9970 www.airmonitor.com
APPLICATION BULLETIN
P.O. Box 6358
t t
Santa Rosa, CA 95406
t t
(707) 544-2706 Phone
t t
(707) 526-9970 Fax
ICA-01
11/94, Rev.0
CA Station was installed. The total and
static pressure signals from this CA
Station are routed directly to a DPT-plus
transmitter. The signals from the two
transmitters are summed using an AMC
Power FACTRON module and the
resultant 4-20mADC (lbs/hr) signal
forwarded to the DCS for use in
controlling the damper actuators.
Once installed, a manual Pitot traverse
was performed within the duct work of
the 10 pulverizers to verify the accuracy
of the AMC Power Combustion Airflow
Measuring System. The results proved
the system was within 2% of actual flow.
Since this project was commissioned, 90+
systems have been successfully installed
within similar applications.
There was no suitable location to install a
mixed air flow monitor in the duct section
at the entrance of the pulverizer, and the
available straight duct run within the hot
air duct was limited. Therefore, it was
decided to install a Pitot-Fechheimer
Combustion Air (CA) Station with flow
straightener upstream of the hot air
damper. The total and static pressure
signals from the CA Station are routed
through an AUTO-purge Panel to ensure
system integrity despite the flyash present,
then on to a DPT-plus Ultra Low Span,
Density Compensating (DP) Transmitter.
Flow was found to be turbulent and
stratified at the tempering air inlet due to
the presence of a single blade barometric
damper. To obtain an accurate measure-
ment here, an extended length "bellmouth"
Hot
Air
Tempering
Air
Opposed Blade
Damper
Barometric
Damper
Pulverizer
21"h x 24"w x 12"d CA Station.
21"h x 24"w x 38"d CA Station w/Bellmouth.
AUTO-purge II Panel.
DPT-plus Transmitter.
Flow Summing Module.
T.P. and S.P. Signal Tubing.
4-20mADC from Temperature Sensor.
4-20mADC Flow Signal.
4-20mADC Summed Flow Signal to DCS (lbs/hr).
80 psi Plant Air.
A
B
C
D
E
F
G
H
J
I
MEASURING PRIMARY AIRFLOW
(Raymond Bowl Mill)
The objective in the power industry
today is twofold; to lower emissions and
increase the plants performance. Precise
control of combustion airflow and fuel
rates ensures proper stoichiometric ratios
yielding more complete, stable combus-
tion which ultimately has a positive effect
on emissions and performance.
In coal fired plants, airflow introduced
into the pulverizers needs to be measured
and controlled continuously. The air-
flow assists in the transport of the
pulverized coal and also makes up part
of the air needed for optimizing burner
performance.
In the past, accurate measurement of
combustion airflow was not obtainable
utilizing standard, available instrumen-
tation due to: 1) limited available straight
duct runs, 2) low flow rates, 3) high
turndown requirements, 4) extreme
temperature and heavy particulate
environments, and 5) low signal to noise
ratios caused by flow pulsation.
Therefore, airflow measuring instrumen-
tation capable of overcoming the above
concerns is needed in order to balance
the pulverizers and provide the accurate
airflow measurementconstituent of the
air to fuel ratios.
AMC Powers Application Engineering
Department was called upon by a Utility
in New York State to design a system to
accurately measure airflow in the hot air
duct and at the entrance of the tempering
air inlet leading to a pulverizer (see
diagram).
Problem
Solution
Results
APPLICATION BULLETIN
P.O. Box 6358
t t
Santa Rosa, CA 95406
t t
(707) 544-2706 Phone
t t
(707) 526-9970 Fax
MEASURING SECONDARY AIRFLOW
(Venturi Replacement)
ICA-02
11/94, Rev.0
60" VOLU-probe/1SS. 14 Probes, 2 w/Temperature Probes.
Thermocouple Probe w/Temperature Transmitter.
AUTO-purge II Panel.
DPT-plus Transmitter.
T.P. and S.P. Signal Tubing.
4-20mADC from Temperature Transmitter.
4-20mADC Summed Flow Signal to DCS (lbs/hr).
80 psi Plant Air.
A
B
C
D
E
F
G
H
Boiler
Removed
Venturi
Dual
FD Fans
array's total and static sensing lines were
manifolded together and routed through
an AUTO-purge Panel to ensure system
integrity against particulate buildup, then
on to a DPT-plus Ultra Low Span,
Density Compensating (DP) Transmitter.
The 4-20mADC (lbs/hr) signals are
forwarded to the DCS.
The installed system achieved the
objective of measuring to within 3% of
actual flow with turndowns of 4:1, and
the system saved over $10,000 per year
in reduced energy costs to operate each
FD fan. Additionally, due to the systems
sensitivity, one of the twelve sections of
the rotary air preheaters was found to be
plugged. Plant performance was
increased.
The objective in the power industry today
is twofold; to lower emissions and
increase the plants performance. Precise
control of combustion airflow and fuel
rates ensures proper stoichiometric ratios
yielding more complete, stable combus-
tion which ultimately has a positive effect
on emissions and performance.
In fossil fuel plants designed over the past
40+ years airfoils or venturis have been
the standard method for measurement of
total secondary airflow. The signal
obtained from these airflow measuring
devices is used to control and maintain
proper air to fuel ratios.
Although both airfoils and venturis have
provided adequate airflow measurement
in the past, todays emissions standards
and performance concerns have
prompted plant engineering to seek a
more cost effective and accurate means
of measurement.
Venturis and airfoils have known
limitations: 1) significant nonrecoverable
pressure loss means wasted energy or
reduced fan capacity, 2) as turndown
requirements increase for low NOx
retrofits, accuracy decreases, 3) five to
eight straight lengths of duct runs are
needed at the point of installation to
obtain true accuracy and repeatability, 4)
the DP outputs are not linear, thus a single
"K" factor cannot correct over a broad
operating range, and 5) low signal to
noise ratios are generated, producing
unstable signal outputs.
AMC Powers Application Engineering
Department was called upon by a Utility
located in Florida to design a system to
Problem
Solution
replace a venturi within their 300MW gas/
oil wall fired boiler.
Low NOx burners were to be installed
requiring more accurate and linear airflow
measurement, greater fan capacity, and
higher airflow turndown.
The measuring location was within a 5'h x
75'w x 40'l duct section, downstream of
twin forced draft (FD) fans and a rotary
air preheater. The fans joined into a
common duct prior to the preheater, and it
was believed that the flow rates on either
side of the duct would vary depending on
the load changes on either fan.
Two sets of probe arrays, each having
seven 5' long VOLU-probe/1SS Pitot-
Fechheimer probes, were installed. Each
Results
To
Burner
Windbox
Rotary
Air
Pre-Heater
APPLICATION BULLETIN
P.O. Box 6358
t t
Santa Rosa, CA 95406
t t
(707) 544-2706 Phone
t t
(707) 526-9970 Fax
MEASURING SECONDARY AIRFLOW
(Airfoil Replacement)
AMC Powers Application Engineering
Department was called upon by a Utility
located in Georgia to design an airflow
measuring system to replace several
airfoils within their 500MW coal fired
boiler, thus reducing the energy required
to operate their FD fans.
Airfoils in three locations and an air dam
were replaced; two airfoils within the 12'
x 15' secondary air ducts, one airfoil
within the 6' x 6' duct providing hot air
to the mills and one air dam within the 5'
x 5' tempering air duct.
Fan curves revealed the nonrecoverable
pressure loss resulting from the airfoils
and air damper totalled 3+ IN w.c.,
wasting over 300 HP per fan.
An array of ten 12' VOLU-probe/2SS
Pitot-Fechheimer probes were placed in
ICA-03
11/94, Rev.0
150" VOLU-probe/1SS for 12.5'x15'
ducts. 10 probes per duct.
72" VOLU-probe/1SS for a 6'x6' duct.
5 probes per duct.
60" VOLU-probe/1SS for a 5'x5' duct.
4 probes per duct.
Thermocouple Probe w/Temperature
Transmitter.
AUTO-purge II Panel.
DPT-plus Transmitter.
T.P. and S.P. Signal Tubing.
4-20mADC from Temperature
Transmitter.
4-20mADC to DCS (lbs/hr).
80 psi Plant Air.
A
B
D
J
C
E
F
G
H
I
each of the secondary air ducts, an array
of five 6' VOLU-probe/2SSs were placed
within the hot air duct, and an array of
four 5' VOLU-probe/2SSs were placed
within the tempering air duct. The
averaged total and static pressure signals
from each VOLU-probe array are routed
through its own AUTO-purge Panel to
ensure system integrity against particulate
buildup, then on to a DPT-plus Ultra Low
Span, Density Compensating (DP)
Transmitter. The 4-20mADC (lbs/hr)
signals are forwarded to the DCS.
The installed system achieved not only
measuring to within 3% of actual flow
with turndowns of 4:1, it also saved over
$50,000 per year in operating costs due
to eliminating the nonrecoverable
pressure loss found with the airfoils. Pay
back was less than two years.
The objective in the power industry today
is twofold; to lower emissions and
increase the plants performance. Precise
control of combustion airflow and fuel
rates ensures proper stoichiometric ratios
yielding more complete, stable combus-
tion which ultimately has a positive effect
on emissions and performance.
In fossil fuel plants designed over the past
40+ years airfoils or venturis have been
the standard method for measurement of
total secondary airflow. The signal
obtained from these airflow measuring
devices is used to control and maintain
proper air to fuel ratios.
Although both airfoils and venturis have
provided adequate airflow measurement
in the past, todays emissions standards
and performance concerns have prompted
plant engineering to seek a more cost
effective and accurate means of
measurement.
Venturis and airfoils have known
limitations: 1) significant nonrecoverable
pressure loss means wasted energy or
reduced fan capacity, 2) as turndown
requirements increase for low NOx
retrofits, accuracy decreases, 3) five to
eight straight lengths of duct runs are
needed at the point of installation to
obtain true accuracy and repeatability, 4)
the DP outputs are not linear, thus a single
"K" factor cannot correct over a broad
operating range, and 5) low signal to noise
ratios are generated, producing unstable
signal outputs.
Therefore, airflow measuring instru-
mentation capable of overcoming the
above concerns is needed.
Problem Solution
Results
Rotary Air
Pre-Heater
F.D. Fans
Removed
Air Dam
2750 HP
Motor
Hot Air
To Mills
Cold Air
To Mills
Secondary Air to Corner Burners
of a Tangentially Fired Boiler
Removed
Air Foils
Removed
Air Foils
APPLICATION BULLETIN
P.O. Box 6358
t t
Santa Rosa, CA 95406
t t
(707) 544-2706 Phone
t t
(707) 526-9970 Fax
MEASURING SECONDARY AIRFLOW
(Tangentially Fired Boiler)
ICA-04
11/94, Rev.0
Three 40" VOLU-probe/1SS.
Thermocouple Probe w/Temperature Transmitter.
AUTO-purge II Panel.
DPT-plus Transmitter.
T.P. and S.P. Signal Tubing.
4-20mADC from Temperature Transmitter.
4-20mADC Flow Signal to DCS (lbs/hr).
80 psi Plant Air.
A
B
C
D
E
F
G
H
Problem
The objectives in todays power industry
is twofold: To lower emissions and to
increase the plants performance. Precise
control of combustion airflow and fuel
rates ensures proper stoichiometric ratios
yielding more complete, stable combus-
tion which ultimately has a positive effect
on emissions and performance.
In fossil fuel fired plants designed over
the past 40+ years, measuring and con-
trolling airflow into individual burners
was not critical, and therefore not done.
This changed when NOx attainment
levels mandated by the Clean Air Act
prompted boiler retrofits using low NOx
burners that required balanced airflow to
each burner for optimized performance.
In several installations just balancing the
airflow to the existing burners achieved
the lower NOx emission levels.
On tangentially fired boilers, the
secondary air inlets into the individual
burners within the windboxes normally
have little if any straight duct runs,
creating extreme difficulty in obtaining
even a repeatable signal when using
conventional power plant airflow
measuring instrumentation requiring 5+
straight duct runs. Since the flow
measurement location is usually not
easily accessed for repair, the installed
airflow measuring instrumentation must
be durable, repeatable, and yield stable,
non-drifting input signals to the DCS to
allow for constant adjustment of the
secondary airflow to each burner for
proper balancing and optimization.
AMC Powers Application Engineering
Department was called upon by a Utility
located in the Midwest to design a
system to measure airflow into the
Each VOLU-probe arrays total and static
pressure sensing lines are headered
together and the averaged signals routed
through an AUTO-purge Panel to ensure
system integrity against particulate
buildup, then on to a DPT-plus Ultra Low
Span, Density Compensating (DP)
Transmitter. The 4-20mADC (lbs/hr)
signal is forwarded to the DCS.
The installed system achieved its
objectives: Measurement with 100%
repeatability, controllable airflow rates
over a 4:1 turndown range, and assisting
in achieving the ultimate goal of NOx
emission levels well below 0.45 LB/
MMBTU. Since the completion of this
project, similar systems have been
installed on seven units.
40"
38"
individual burners of their tangentially
coal fired 350MW plant where new low
NOx burners were being installed as part
of a total boiler upgrade.
The project required minor duct
modification to allow for partitioning off
each burner, and installing individual
control dampers with actuators. Arrays
of three 40" VOLU-probe/2SS Pitot-
Fechheimer probes were mounted within
each of the 20 partitioned burner air inlets.
The Fechheimer principle for static
pressure measurement and the patented
chamfered total pressure sensor permit
accurate/repeatable measurement in
airflow approaching at up to 30 degree
pitch and yaw angles. 100% repeatable
signals were obtained where other airflow
measuring devices would fail due to the
straight duct run limitations.
Typical of
One Corner
Solution
Results
APPLICATION BULLETIN
P.O. Box 6358
t t
Santa Rosa, CA 95406
t t
(707) 544-2706 Phone
t t
(707) 526-9970 Fax
MEASURING PRIMARY AIRFLOW
(Pressurized Mill)
ICA-05
can be installed to measure pulverizer
airflow (Layout 1). The total and static
pressure signals from the CA Station
are routed through an AUTO-purge to
ensure system integrity with flyash
present, then on to a DPT-plus Ultra
Low Span, Density Compensating
(DP) Transmitter.
2. Where insufficient straight duct runs
exist downstream of the point where
the hot and tempering air mix, flow
elements can be placed in the separate
hot air and tempering air ducts, their
flow rates summed, and the combined
airflow forwarded to the DCS (Layout
2). In this example, where three
straight duct runs were available, an
array of four 48" Pitot-Fechheimer
VOLU-probe/1SSs were installed in
the hot air duct. The averaged total
A
B
C
D
E
F
H
K
L
G
I
J
Opposed Blade Damper.
T.P. and S.P. Signal Tubing.
4-20mADC from Temperature Transmitter.
4-20mADC Flow Signal.
4-20mADC Summed Flow Signal to DCS (lbs/hr).
80 psi Plant Air.
48" x 48" CA Station.
Four 48" VOLU-probe/1SS.
Thermocouple Probe w/Temperature Transmitter.
AUTO-purge II Panel.
DPT-plus Transmitter.
Flow Summing Module.
Hot
Air
Tempering
Air
Hot
Air
Tempering
Air
Pulverizer Pulverizer
DUCT LAYOUT 1 DUCT LAYOUT 2
The objective in the power industry
today is twofold; to lower emissions and
increase the plants performance. Precise
control of combustion airflow and fuel
rates ensures proper stoichiometric ratios
yielding more complete, stable combus-
tion which ultimately has a positive
effect on emissions and performance.
In coal fired plants, airflow introduced
into the pulverizers needs to be measured
and controlled continuously. The airflow
assists in the transport of the pulverized
coal and also makes up part of the air
needed for optimizing burner performance.
In the past, accurate measurement of
combustion airflow was not obtainable
utilizing standard, available instrumen-
tation due to: 1) limited available straight
duct runs, 2) low flow rates, 3) high
turndown requirements, 4) extreme
temperature and heavy particulate
environments, and 5) low signal to noise
ratios caused by flow pulsation.
AMC Powers Application Engineering
Department is frequently called upon by
coal fired power plants to design and
provide systems to accurately measure
airflow into pulverizers. Normally it is
found that there are limited available
straight duct runs leading to the
pulverizers, making the selection and
placement of flow elements critical to the
success of the installation. On the
majority of projects, one of two duct
layouts is found:
1. In applications having at least 1
straight duct runs between the hot/
tempering air mixing point and the
pulverizer control damper, a Pitot-
Fechheimer Combustion Air Station
and static pressure signal from the
VOLU-probes are routed through the
AUTO-purge Panel, then on to the
DPT-plus Transmitter. Due to limited
available straight duct runs within the
tempering air duct, a CA Station was
installed. The two DPT-plus signals
are summed using an Air Monitor
FACTRON module and the resultant
4-20mADC (lbs/hr) signal forwarded
to the DCS.
These systems provide airflow measure-
ment signals to within 2% of actual flow
with turndown capability of 4:1. The
signals are found to be stable with zero
drift, and due to AUTO-purge the flow
elements can operate continually within
heavy particulate environments. To date,
over 3,800 systems have been installed
within fossil fuel power plants.
11/94, Rev.1
Problem
Solution
Results
APPLICATION BULLETIN
P.O. Box 6358
t t
Santa Rosa, CA 95406
t t
(707) 544-2706 Phone
t t
(707) 526-9970 Fax
ICA-06
MEASURING INDIVIDUAL BURNER AIRFLOW
Problem
05/96, Rev.0
The objective in the power industry
today is twofold; to simultaneously
lower emissions while increasing the
plants performance. Precise control of
combustion airflow and fuel rates
ensures proper stoichiometric ratios,
yielding more complete, stable
combustion which ultimately have a
positive effect on emissions and
performance.
In fossil fuel fired plants designed over
the past 40+ years, measurement and
control of airflow into individual burners
was not critical, and therefore not done.
This practice changed when NOx
attainment levels mandated by the Clean
Air Act prompted installation of low
NOx burners, and balanced airflow to
each burner became critical in
optimizing performance. In several
installations, balancing the airflow to
the existing burners was sufficient to
achieve the lower NOx emissions levels.
Oil, gas, and coal burners, be it existing
or the newer low NOx designs, are
comprised of inner and outer airflow
barrels that introduce the primary and
secondary airflow to the flame. Each
manufacturer has its own unique design
generally using a series of airflow
registers for rough tuning of air to fuel
ratios during boiler start-up. In some
cases, actuators may be linked to a
control feedback loop via the DCS,
permitting constant modulation of
airflow corresponding to the varying
fuel loads.
The three major hurdles making it
difficult to obtain a repeatable, reliable
airflow signal for each individual burner
were: correct placement of airflow
measurement sensors within the burner
barrel; finding a sensor capable of
measuring airflow having extreme pitch
and yaw vectors (turbulence); and being
able to retrofit such instrumentation into
new and existing burners.
used multiple Pitot-Fechheimer based
VOLU-probe/SS airflow probes for
airflow sensing, selected due to their
ability to handle airflow having extreme
pitch and yaw angles while providing a
stable, repeatable signal output. The
total and static pressure signals from the
probes were connected to VELTRON
DPT-plus ultra-low differential pressure
transmitter capable of measuring the
extremely low velocity pressure signals
from the VOLU-probes (full scale
magnitudes less than 0.25 IN w.c.),
perform on line density compensation,
and generate a 4-20mADC output signal
to the DCS representing lbs/hr of flow.
Repeatable, reliable, controllable airflow
rates assisted in achieving the ultimate
goals of NOx emission reduction and
plant performance improvement by
allowing proper balancing of air to the
burners. In the burner manufacturers
developmental lab, the same installed
system displayed accuracy levels to
within 2.5% of actual flow.
Results
Solution
In the past few years, AMC Powers
Application Engineering Department has
been called upon by four major burner
manufacturers to design cost effective,
repeatable, and reliable systems to measure
the airflow through their individual burners.
The configuration of inner and outer airflow
barrels, along with the locations of the
burner registers, serve to limit the location
and the quantity airflow measuring sensors
that can be placed within the barrels.
Drawing upon its 25 years of airflow
measurement experience, AMC Power
performed a complete study of the plants
ductwork and modeled a series of possible
solutions, culminating in the development
of a custom engineered system capable of
measuring flow on a continuous basis for
real time control. The resulting system
APPLICATION BULLETIN
P.O. Box 6358
t t
Santa Rosa, CA 95406
t t
(707) 544-2706 Phone
t t
(707) 526-9970 Fax
Problem
SECONDARY AIRFLOW MEASUREMENT
(Cyclone Burner)
ICA-07
05/96, Rev.0
The objective in the power industry
today is twofold; to simultaneously
lower emissions while increasing the
plants performance. Precise control of
combus-tion airflow and fuel rates
ensures proper stoichiometric ratios,
yielding more complete, stable
combustion which ultimately have a
positive effect on emissions and
performance.
In cyclone furnaces designed over the
past 40+ years, measurement and control
of airflow into the burners has been
unachievable using traditional airflow
measurement technology. Repeatabil-
ity, reliability, and accuracy were rarely
obtained.
For optimum operation of the cyclone
furnace it is necessary to properly control
the fuel-air ratio, and to balance the
individual airflow inputs to avoid
overloading any burner. Though easy
to achieve when the furnace is running
at steady state load and all cyclone burners
are in service, this is rarely the case;
constant load changes or repairs require
individual burners to go in and out of
service while the furnace is up and running.
A need existed to develop an airflow
measurement system that could accurately
and repeatedly measure the secondary air
into each individual cyclone burner.
continuous real time control. The
resulting product was a bellmouth
combustion airflow (CA) station which
incorporated an array of Pitot Fechheimer
based airflow measurement sensors to
traverse the duct section.
The CA station is capable of measuring
airflow having extreme pitch and yaw
vectors (turbulence) while providing a
stable, repeatable signal output. The
total and static pressure signals from the
bellmouth Combustion Airflow station
are connected to a VELTRON DPT-plus
ultra-low differential pressure transmitter
capable of measuring the extremely low
velocity pressure signals from the CA
station (full scale magnitudes less than
0.25 IN w.c.), perform on line density
compensation, and generate a 4-20mADC
output signal to the DCS representing
lbs/hr of flow. The DCS provides the
capability of controlling an actuator to
modulate the burner registers to match
fuel loading.
Solution
AMC Powers Application Engineering
Department has developed a cost effective,
repeatable, and reliable system to measure
the airflow at the secondary air inlet of a
cyclone burner.
Drawing upon its 25 years of airflow
measurement experience, AMC Power
performed a careful and complete study
of the burner, culminating in the develop-
ment of a cost effective, repeatable, and
reliable system capable of measuring
airflow, not just for initial burner balance
during boiler commissioning, but for
APPLICATION BULLETIN
P.O. Box 6358
t t
Santa Rosa, CA 95406
t t
(707) 544-2706 Phone
t t
(707) 526-9970 Fax
SECONDARY AIRFLOW MEASUREMENT
(Compartmentalized Burner Duct Work)
ICA-08
Problem
Solution
05/96, Rev.0
The objective in the power industry
today is twofold; to simultaneously
lower emissions while increasing the
plants performance. Precise control of
combus-tion airflow and fuel rates
ensures proper stoichiometric ratios,
yielding more complete, stable
combustion which ultimately have a
positive effect on emissions and
performance.
In fossil fuel fired plants designed over
the past 40+ years, measurement and
control of airflow into individual burners
was not critical, and therefore not done.
This practice changed when NOx
attainment levels mandated by the Clean
Air Act prompted installation of low
NOx burners, and balanced airflow to
each burner became critical in
optimizing performance. In several
installations, balancing the airflow to
the existing burners was sufficient to
achieve the lower NOx emissions levels.
If accurate airflow measurement could
be obtained, continuous damper
modulation corresponding to varying
fuel loads could become another process
variable controllable from the DCS.
The three major hurdles making it
difficult to obtain a repeatable, reliable
airflow signal for each individual burner
were: Correct placement of an airflow
measurement sensor within the duct
work leading to the individual burner;
finding a sensor capable of measuring
airflow having extreme pitch and yaw
vectors (turbulence) due to lack of
straight duct runs; and being able to
install such instrumentation without the
need to modify duct work.
AMC Powers Application Engineering
Department was called upon by a major
utility to design a cost effective, repeatable,
and reliable system to measure the airflow
within the duct work leading to each of 12
burners. The system had to be capable of
measuring flow on an ongoing basis for
real time control.
Drawing upon its 25 years of airflow
measurement experience, AMC Power
performed a complete study of the plants
ductwork and modeled a series of possible
solutions, culminating in the development
of a custom engineered system. The
resulting system used a Pitot Fechheimer
based Combustion Air Station consisting
of a 3' x 6' bellmouth duct casing, airflow
equalizer (honeycomb), and an array of
stainless steel total and static pressure
sensors, selected for its ability to accurately
measure airflow in the presence of extreme
turbulence. The total and static pressure
signals from each Combustion Air Station
were connected to a VELTRON DPT-
plus ultra-low differential pressure
transmitter capable of measuring the
extremely low velocity pressure signals
from the CA station (full scale magnitudes
less than 0.25 IN w.c.), perform on line
density compensation, and generate a 4-
20mADC output signal to the DCS
representing lbs/hr of flow.
Using the Combustion Air Station to
generate repeatable, reliable airflow
measurement over a 5:1 turndown range,
the individual control of burner airflow
eliminated a major process variable
critical to achieving NOx reduction,
thereby permitting the utility to lower
their NOx an additional 20% while
obtaining overall plant performance
improvement.
Results
COMBUSTION AIRFLOW MEASUREMENT
J Basic Layout of a Fossil Fuel Boiler
CORNER FIRED
AIRFLOW MEASURING CONCEPT
CORNER FIRED WINDBOX
MODIFICATIONS
P.O. Box 6358
t t
Santa Rosa, CA 95406
t t
(707) 544-2706 Phone
t t
(707) 526-9970 Fax
WISCONSIN ELECTRIC POWER COMPANY
AND AMC POWER
04/96, Rev.0
The attached paper was presented by Wisconsin Electric Power Company at the EPRI
Conference in May 1994, Scottsdale, Arizona. The installation took place at the WEPCO Oak
Creek Power Station, Unit #7.
The unit is a 310MW tangentially fired boiler retrofitted with low NOx burners. This project clearly
demonstrates the critical role played by accurate airflow measurement in achieving overall
emission reduction while simultaneously providing the added benefit of an increase in overall plant
power generating performance.
Pages 5, 8, and 9 mention AMC Power as the manufacturer of airflow measurement equipment for
the project. An array of Air Monitor's VOLU-probe/SS Pitot Fechheimer probes were installed in
each of the 20 burner air and 4 secondary air inlets. Each array of probes was accompanied by
an AUTO-purge System and a VELTRON DPT-plus ultra-low span transmitter. In addition, 5 Air
Monitor Combustion Air Stations along with their individual AUTO-purge Systems, and VELTRON
DPT-plus transmitters were installed into the primary air ducts leading to each of the pulverizer
mills. Therefore, 29 points of flow measurement were inputed into the DCS via 4-20mADC (#/HR)
output signals from the VELTRON DPT-plus transmitters.
SUCCESS STORY
ISS-01
P.O. Box 6358
t t
Santa Rosa, CA 95406
t t
(707) 544-2706 Phone
t t
(707) 526-9970 Fax
CONSUMERS POWER COMPANY,
ABB C-E, AND AMC POWER
04/96, Rev.0
The attached paper was presented by Consumers Power Company at the POWER-GEN
Conference in December 1995, Anaheim, CA. This paper focuses on the following.
1. AMC Powers Combustion Airflow Measuring retrofit on Raymond Coal Pulverizers for an ABB
C-E Tangentially Fired Boiler. (Air Monitor supplied hot and cold air stations on the pulverizes
at the site; refer to pages 7 and 8).
2. The need for accurate Combustion Airflow Measuring Systems and how it relates to improving
plant performance, as well as reducing NOx emissions. Note, as far as plant performance,
lowering Heat Rate is the goal since you want to yield the most kilowatts out of your boiler per
BTU of fuel input:
Heat Rate + Fuel Input in BTUs / Kilowatt Hours
Reducing NOx is the next major push for all power plants in the U.S. for the next eight years.
Naturally, AMC Power will be playing a major role in assisting power plants in accomplishing this
goal.
SUCCESS STORY
ISS-02
S-ar putea să vă placă și
- Bps-06 NOx ControlDocument4 paginiBps-06 NOx ControlLTE002Încă nu există evaluări
- Controlling Reheat Steam Temperature in Once Through BoilersDocument8 paginiControlling Reheat Steam Temperature in Once Through Boilersபிரசன்னகுமார் ஆனந்தன்Încă nu există evaluări
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDocument12 paginiEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshÎncă nu există evaluări
- 2 - Application of NOx Emissions Control Technologies To Achieve NOx Emission Less Than 200 MgNm3 On CoalDocument15 pagini2 - Application of NOx Emissions Control Technologies To Achieve NOx Emission Less Than 200 MgNm3 On CoalStefanos GabalacÎncă nu există evaluări
- Trouble Shooting and Problems of A CFBC Unit PDFDocument72 paginiTrouble Shooting and Problems of A CFBC Unit PDFgangaraoÎncă nu există evaluări
- Improving boiler efficiency at BORL by modifying CFBC cyclone vortexDocument3 paginiImproving boiler efficiency at BORL by modifying CFBC cyclone vortexdillipsh123Încă nu există evaluări
- UTW CJSC Steam TurbinesDocument36 paginiUTW CJSC Steam TurbinesvamsiklÎncă nu există evaluări
- 1 212 Air PreheaterDocument5 pagini1 212 Air Preheaterhanafy_arnandaÎncă nu există evaluări
- Factors Affecting Steam Turbine Performance-MergedDocument26 paginiFactors Affecting Steam Turbine Performance-MergedrahulÎncă nu există evaluări
- Ennore Thermal Power StationDocument14 paginiEnnore Thermal Power StationRajesh Kumar100% (2)
- Super Critical Power PlantDocument27 paginiSuper Critical Power PlantPrabir Kumar PatiÎncă nu există evaluări
- Data Collection Survey (Coal - JICA)Document165 paginiData Collection Survey (Coal - JICA)Mandalay Pioneer Geoengineering Services (MPGS)Încă nu există evaluări
- CFCB Bed Ash CoolerDocument11 paginiCFCB Bed Ash CoolerUdhayakumar VenkataramanÎncă nu există evaluări
- Heat Required in Kcal For Unit Generation of ElectricityDocument18 paginiHeat Required in Kcal For Unit Generation of ElectricityAyan ChattarajÎncă nu există evaluări
- TPP Steel PlantDocument25 paginiTPP Steel PlantPRASANTHÎncă nu există evaluări
- Optimization of Startups - RTPDocument11 paginiOptimization of Startups - RTPmoh1234buk100% (1)
- Air Pre-Heater: Rajneesh VachaspatiDocument68 paginiAir Pre-Heater: Rajneesh VachaspatiRajneesh VachaspatiÎncă nu există evaluări
- Coal MillDocument6 paginiCoal MillAnonymous NxpnI6jCÎncă nu există evaluări
- Electrostatic PrecipitatorDocument1 paginăElectrostatic PrecipitatormsraiÎncă nu există evaluări
- Module 8 - Energy Performance Assessment of BoilersDocument24 paginiModule 8 - Energy Performance Assessment of BoilersAnonymous a19X9GHZÎncă nu există evaluări
- Air Heater & Air Heater Performance IndicesDocument36 paginiAir Heater & Air Heater Performance IndicesShubham PatelÎncă nu există evaluări
- Energy Balanc HHV GPHR Asme PTCDocument2 paginiEnergy Balanc HHV GPHR Asme PTCramli123Încă nu există evaluări
- Fluidized Bed BoilerDocument4 paginiFluidized Bed BoilerbobyÎncă nu există evaluări
- Gatecycle Modeling Exercise PDFDocument50 paginiGatecycle Modeling Exercise PDFHeriyanto Tqn Bin BakriÎncă nu există evaluări
- C&I in CFBC-1Document25 paginiC&I in CFBC-1Prudhvi RajÎncă nu există evaluări
- Diagnosing Pulverizer Performance: Storm Technologies, Inc. October 2015Document6 paginiDiagnosing Pulverizer Performance: Storm Technologies, Inc. October 2015Firlan MaulanaÎncă nu există evaluări
- Training ReportPDF PDFDocument42 paginiTraining ReportPDF PDFAman RajÎncă nu există evaluări
- Pulverizers PDFDocument6 paginiPulverizers PDFOscar DorantesÎncă nu există evaluări
- Eskom 2017 Q2 Final Draft Report To ShareholderDocument132 paginiEskom 2017 Q2 Final Draft Report To ShareholderChris YellandÎncă nu există evaluări
- Auxiliary Power Consumption Reduction in Thermal Power StationsDocument3 paginiAuxiliary Power Consumption Reduction in Thermal Power StationsbarunÎncă nu există evaluări
- Boiler fouling and slagging prevention with intelligent sootblowingDocument8 paginiBoiler fouling and slagging prevention with intelligent sootblowingSuganya LokeshÎncă nu există evaluări
- Anthracite Firing at Central Power Stations For The - Foster WheelerDocument21 paginiAnthracite Firing at Central Power Stations For The - Foster WheelerThanh Luan NguyenÎncă nu există evaluări
- Boiler Efficiency: Heat Input Is Pulverised Coal Heat Output Is Superheated SteamDocument17 paginiBoiler Efficiency: Heat Input Is Pulverised Coal Heat Output Is Superheated SteamHumayun Rashid KhanÎncă nu există evaluări
- 1.1 Salient Features of CFBC BoilerDocument17 pagini1.1 Salient Features of CFBC BoilerJAY PARIKHÎncă nu există evaluări
- Ash ReinjectionDocument22 paginiAsh Reinjectiongaol_bird009Încă nu există evaluări
- Technical Specification For Fly Ash Handling System, R0Document7 paginiTechnical Specification For Fly Ash Handling System, R0SumitskbÎncă nu există evaluări
- Reducing Rear Pass Temperature by Varying Burner Tilt AngleDocument9 paginiReducing Rear Pass Temperature by Varying Burner Tilt AngleMayank ManishÎncă nu există evaluări
- CFBC BoilersDocument11 paginiCFBC BoilersManoj DesaiÎncă nu există evaluări
- Energy Efficiency in Industry: Perform Achieve and TradeDocument72 paginiEnergy Efficiency in Industry: Perform Achieve and TradeSuryamanyu SharmaÎncă nu există evaluări
- Super Critical Salient FeaturesDocument16 paginiSuper Critical Salient Featureshanumehrotra100% (1)
- Convert emissions from lb/MM BTU to ppmvd basisDocument2 paginiConvert emissions from lb/MM BTU to ppmvd basiskunju1234Încă nu există evaluări
- BATTERY CHARGING GUIDEDocument3 paginiBATTERY CHARGING GUIDEPaul Cortes OlivosÎncă nu există evaluări
- NTPCVBR1Document91 paginiNTPCVBR1DenkaÎncă nu există evaluări
- TP CFB 12 03Document16 paginiTP CFB 12 03Harish MechÎncă nu există evaluări
- Mill Fire Protection: Minimize RisksDocument3 paginiMill Fire Protection: Minimize RisksANAND PANDEYÎncă nu există evaluări
- Kusile Training Teil 2 File-064 - Soot Blowers - 20170116Document50 paginiKusile Training Teil 2 File-064 - Soot Blowers - 20170116Msimanga Arnold BudalÎncă nu există evaluări
- Boiler EfficiencyDocument28 paginiBoiler EfficiencyRintu BiswasÎncă nu există evaluări
- Calculation of Heat Rate and Efficiency 04 Desember 2017 CFK #2Document1 paginăCalculation of Heat Rate and Efficiency 04 Desember 2017 CFK #2Nur Ali SaidÎncă nu există evaluări
- Ultra Supercritical BoilerDocument10 paginiUltra Supercritical Boilerzsuzsapogats04100% (2)
- Quality - Concept of CombustionDocument3 paginiQuality - Concept of CombustionNoviandryÎncă nu există evaluări
- CFBC Boiler Explosion Prevention GuideDocument6 paginiCFBC Boiler Explosion Prevention GuideHardik Kumar MendparaÎncă nu există evaluări
- Bulk Density ChartDocument12 paginiBulk Density ChartAnindya Paul ChowdhuryÎncă nu există evaluări
- Fuel Staging For NOx Reduction in Automatic Wood FurnacesDocument169 paginiFuel Staging For NOx Reduction in Automatic Wood FurnacesJoao MinhoÎncă nu există evaluări
- 3 Benefites of CFB Boiler Over Pc-Fired BoilerDocument9 pagini3 Benefites of CFB Boiler Over Pc-Fired BoilersunitbhaumikÎncă nu există evaluări
- Boiler 5Document4 paginiBoiler 5Shams TabrezÎncă nu există evaluări
- STG-234 - 0 PDFDocument9 paginiSTG-234 - 0 PDFElsadig ElkhairÎncă nu există evaluări
- Air MoniterDocument108 paginiAir MoniterManoj UpadhyayÎncă nu există evaluări
- Process Design Standard for Air Cooled Heat ExchangersDocument18 paginiProcess Design Standard for Air Cooled Heat ExchangersMufleh IdrisÎncă nu există evaluări
- B U L L E T I N: Application EngineeringDocument2 paginiB U L L E T I N: Application EngineeringMaria DazaÎncă nu există evaluări
- Assessing bids for air preheater replacement and performanceDocument14 paginiAssessing bids for air preheater replacement and performancev_mokadam100% (2)
- Mothballing Requires More Than Idle ThoughtDocument6 paginiMothballing Requires More Than Idle ThoughtAnonymous zdCUbW8HfÎncă nu există evaluări
- AGA 9 White PaperDocument6 paginiAGA 9 White PaperAdrian CeplinschiÎncă nu există evaluări
- Development of Orifice Meter Standards TechWPaperDocument4 paginiDevelopment of Orifice Meter Standards TechWPaperPurwanto PongkiÎncă nu există evaluări
- PUB111-013 Manual Centork CK Centronik Modbus-EnglishDocument48 paginiPUB111-013 Manual Centork CK Centronik Modbus-EnglishAnonymous zdCUbW8HfÎncă nu există evaluări
- Electrical Measurements PDFDocument12 paginiElectrical Measurements PDFtazeb AbebeÎncă nu există evaluări
- Best Practice in P&ID DrawingDocument42 paginiBest Practice in P&ID DrawingKMAC1230% (2)
- Conduit and Instrumentation Fittings LayoutDocument221 paginiConduit and Instrumentation Fittings LayoutMr.thawatchai100% (1)
- S Reliability Centered Maintenance (RCM) : Tudy of ExistingDocument97 paginiS Reliability Centered Maintenance (RCM) : Tudy of Existingamrina23Încă nu există evaluări
- Journey To The Center of The Plant and Back Again - SCADA 1Document10 paginiJourney To The Center of The Plant and Back Again - SCADA 1Anonymous zdCUbW8HfÎncă nu există evaluări
- Best Practice in P&ID DrawingDocument42 paginiBest Practice in P&ID DrawingKMAC1230% (2)
- ISA Fieldbus For Process Control, Eng, Ops, Maint, Jonas Berg, OCRDocument240 paginiISA Fieldbus For Process Control, Eng, Ops, Maint, Jonas Berg, OCRAnonymous zdCUbW8HfÎncă nu există evaluări
- Journey To The Center of The Plant and Back Again - SCADA 4Document6 paginiJourney To The Center of The Plant and Back Again - SCADA 4Anonymous zdCUbW8HfÎncă nu există evaluări
- Walt Boyes Flow - Like - An - Egyptian OCM TutorialDocument20 paginiWalt Boyes Flow - Like - An - Egyptian OCM TutorialAnonymous zdCUbW8HfÎncă nu există evaluări
- Service and Aging of Process Valves 27005824Document74 paginiService and Aging of Process Valves 27005824Anonymous zdCUbW8HfÎncă nu există evaluări
- ST 3000 and SFC User Manual 34-St-32-02d Aug 1993-OcrDocument180 paginiST 3000 and SFC User Manual 34-St-32-02d Aug 1993-OcrAnonymous zdCUbW8Hf100% (1)
- Control Builder Components Reference EXDOC-XX15-en-110 PDFDocument254 paginiControl Builder Components Reference EXDOC-XX15-en-110 PDFAnonymous zdCUbW8Hf0% (1)
- Remember The Old Orifice PlateDocument2 paginiRemember The Old Orifice PlateAnonymous zdCUbW8HfÎncă nu există evaluări
- Instrument Hook-Up DrawingDocument15 paginiInstrument Hook-Up DrawingNikhil Kautilya92% (12)
- Honeywell Enraf WFI Service ManualDocument112 paginiHoneywell Enraf WFI Service ManualAnonymous zdCUbW8HfÎncă nu există evaluări
- Honeywell Enraf WFI Installation ManualDocument49 paginiHoneywell Enraf WFI Installation ManualAnonymous zdCUbW8HfÎncă nu există evaluări
- Defined and Described: Figure 2. Transformer-Coupled SSR Figure 1. Hybrid SSRDocument5 paginiDefined and Described: Figure 2. Transformer-Coupled SSR Figure 1. Hybrid SSRpidmap2Încă nu există evaluări
- Foxboro Bubbler App Note Mi020328Document28 paginiFoxboro Bubbler App Note Mi020328Anonymous zdCUbW8HfÎncă nu există evaluări
- Foxboro Bubbler App Note Mi020328Document28 paginiFoxboro Bubbler App Note Mi020328Anonymous zdCUbW8HfÎncă nu există evaluări
- WFI - Installation Manual Latest Revision, OCR'dDocument16 paginiWFI - Installation Manual Latest Revision, OCR'dAnonymous zdCUbW8HfÎncă nu există evaluări
- Enraf Cookbook Wireless Interface 4417783Document30 paginiEnraf Cookbook Wireless Interface 4417783Anonymous zdCUbW8HfÎncă nu există evaluări
- 857-423 Wago Splitter ManualDocument2 pagini857-423 Wago Splitter ManualAnonymous zdCUbW8HfÎncă nu există evaluări
- NI T-C Measurements AN043Document13 paginiNI T-C Measurements AN043Anonymous zdCUbW8HfÎncă nu există evaluări
- Tank Vessel HandbookDocument76 paginiTank Vessel HandbooklsgmzÎncă nu există evaluări
- API DC Input SplittersDocument6 paginiAPI DC Input SplittersAnonymous zdCUbW8HfÎncă nu există evaluări
- Instrument Hook-Up DrawingDocument15 paginiInstrument Hook-Up DrawingNikhil Kautilya92% (12)
- Loop Checking Basic ProcedureDocument4 paginiLoop Checking Basic ProcedureHamada Elsharawy100% (1)
- Risk Assessment Report: Electrical Testing Commissioning Waterfront ResortDocument25 paginiRisk Assessment Report: Electrical Testing Commissioning Waterfront ResortHKN JVÎncă nu există evaluări
- VT Test Sheet2Document4 paginiVT Test Sheet2Mourad BenderradjiÎncă nu există evaluări
- Engineering Materials and TestingDocument5 paginiEngineering Materials and Testingjohny BavitoÎncă nu există evaluări
- ARL 3460 - Application - Notes - IronDocument6 paginiARL 3460 - Application - Notes - IronM FieldsÎncă nu există evaluări
- ProposalDocument21 paginiProposalAshu SinghÎncă nu există evaluări
- Model 482C05 Four-Channel, ICP® Sensor Signal Conditioner Installation and Operating ManualDocument14 paginiModel 482C05 Four-Channel, ICP® Sensor Signal Conditioner Installation and Operating ManualLeonardo Rafael de MelloÎncă nu există evaluări
- Terms and Conditions of Calibration Service: Customer Confidentiality and Proprietary InformationDocument3 paginiTerms and Conditions of Calibration Service: Customer Confidentiality and Proprietary InformationGlobal QualityÎncă nu există evaluări
- The Beginners Guide To Concrete Maturity EbookDocument32 paginiThe Beginners Guide To Concrete Maturity EbookIsabel Christina Gonzalez MoralesÎncă nu există evaluări
- Reverse-Ratchet Torque of Type IA Child-Resistant Closures: Standard Test Method ForDocument2 paginiReverse-Ratchet Torque of Type IA Child-Resistant Closures: Standard Test Method ForfelipeÎncă nu există evaluări
- Abb ST3000 34-ST-03-60 PDFDocument24 paginiAbb ST3000 34-ST-03-60 PDFHimanshu ShuklaÎncă nu există evaluări
- Customer Communication AuditingDocument30 paginiCustomer Communication AuditingLyne LerinÎncă nu există evaluări
- 9001.2015.quality - Manual - RCCDocument47 pagini9001.2015.quality - Manual - RCCAhmed AlwahshÎncă nu există evaluări
- Senior Project Report - Automatic Usv WqmsDocument34 paginiSenior Project Report - Automatic Usv Wqmsapi-612464940Încă nu există evaluări
- Mechatronics Test Questions Set 2 PDFDocument13 paginiMechatronics Test Questions Set 2 PDFgauravkumar bhandariÎncă nu există evaluări
- EDX-700HS 800HS 900HS SM Rev0ocrDocument196 paginiEDX-700HS 800HS 900HS SM Rev0ocrbozza85100% (3)
- QAD Procedure - Control of Inspection, Measuring & Test Equipment P2Document1 paginăQAD Procedure - Control of Inspection, Measuring & Test Equipment P2sumanÎncă nu există evaluări
- MANY0730A.GB AirMaster P1 - Positive Displacement ApplicationDocument11 paginiMANY0730A.GB AirMaster P1 - Positive Displacement Applicationsebastian100% (4)
- FormaldehydeDocument30 paginiFormaldehydeAbuSayedÎncă nu există evaluări
- Optimus InstrumentsDocument4 paginiOptimus InstrumentsSiti Sri FatmawatiÎncă nu există evaluări
- Calibrating Bourdon Pressure GaugeDocument6 paginiCalibrating Bourdon Pressure GaugeKhairil IkramÎncă nu există evaluări
- KAN policy on proficiency testingDocument7 paginiKAN policy on proficiency testingAnonymous TYGiADÎncă nu există evaluări
- Densitometro Modelo: IH RADocument51 paginiDensitometro Modelo: IH RAJoseLuisMartinezGarciaÎncă nu există evaluări
- UKAS - Reporting Calibration Results - 2012Document9 paginiUKAS - Reporting Calibration Results - 2012Ishmael WoolooÎncă nu există evaluări
- IND780-User Guide-EN PDFDocument129 paginiIND780-User Guide-EN PDFTrường ThạchÎncă nu există evaluări
- Amira Code and Guidelines Release 3 20070219Document253 paginiAmira Code and Guidelines Release 3 20070219CrisThian J. Achulla100% (3)
- Operation & Service Manual: Model: 18-4208-0010 Four Bottle Nitrogen Cart With Booster and Manifold/RegulatorDocument49 paginiOperation & Service Manual: Model: 18-4208-0010 Four Bottle Nitrogen Cart With Booster and Manifold/Regulatorhb Corp100% (2)
- QSP-001633 - Rev 04 - Luminus Testing Laboratory Quality Manual207Document34 paginiQSP-001633 - Rev 04 - Luminus Testing Laboratory Quality Manual207SureshÎncă nu există evaluări
- PAV Aging-ASTM D6521Document7 paginiPAV Aging-ASTM D6521Justine CantotÎncă nu există evaluări
- 0958 Mod - Flexmont y Centerline F15175600aDocument90 pagini0958 Mod - Flexmont y Centerline F15175600aRicardo Vazquez SalinasÎncă nu există evaluări