S-ar putea să vă placă și
- Dicionario de Libras PDFDocument107 paginiDicionario de Libras PDFEstevão Rodrigues100% (1)
- Tecnicas de Analise de Vibracoes IDocument124 paginiTecnicas de Analise de Vibracoes INadja Almeida50% (2)
- LubrificaçãoDocument51 paginiLubrificaçãosancosta77750% (2)
- Guia para fiscalização de obras e posturas municipaisDocument110 paginiGuia para fiscalização de obras e posturas municipaiscavaco511Încă nu există evaluări
- Guerra FriaDocument29 paginiGuerra FriaEduardo Souza100% (1)
- Potência mecânica x elétrica: entenda a diferença e saiba calcular a potência de grupos geradoresDocument42 paginiPotência mecânica x elétrica: entenda a diferença e saiba calcular a potência de grupos geradoresclaudioregisÎncă nu există evaluări
- Molas helicoidais: propriedades e dimensionamentoDocument11 paginiMolas helicoidais: propriedades e dimensionamentoDaniel Belmiro PereiraÎncă nu există evaluări
- Projeto de Maquinas VL07Document20 paginiProjeto de Maquinas VL07igormlacerdaÎncă nu există evaluări
- 5 - O Urbanismo Como Modo de Vida - Louis WirthDocument12 pagini5 - O Urbanismo Como Modo de Vida - Louis WirthJulia O'Donnell100% (3)
- Libras guia 40Document11 paginiLibras guia 40GISGONCALVES100% (1)
- Ufes - Física Experimental - ApostilaDocument75 paginiUfes - Física Experimental - ApostilaigormlacerdaÎncă nu există evaluări
- Matematica FinanceiraDocument38 paginiMatematica FinanceiraigormlacerdaÎncă nu există evaluări
- Horarios Costa VerdeDocument1 paginăHorarios Costa VerdeigormlacerdaÎncă nu există evaluări
- Apostila Sobre ElasticidadeDocument4 paginiApostila Sobre ElasticidadeigormlacerdaÎncă nu există evaluări
- Motores ElétricosDocument21 paginiMotores ElétricosDiogo SilvaÎncă nu există evaluări
- Calendariovacinacao PDFDocument1 paginăCalendariovacinacao PDFigormlacerdaÎncă nu există evaluări
- Micro Eco No MiaDocument68 paginiMicro Eco No MiatiagoavÎncă nu există evaluări
- 14 - Telecomunicações Avançadas - Volume 1Document151 pagini14 - Telecomunicações Avançadas - Volume 1Sidney PereiraÎncă nu există evaluări
- Beneficio S Email Institucional Da EstácioDocument6 paginiBeneficio S Email Institucional Da EstácioSamuel Silva SardinhaÎncă nu există evaluări
- Tutorial Mix de MarketingDocument9 paginiTutorial Mix de MarketingRonaldo JB BastosÎncă nu există evaluări
- Resumo de Qualidade de Vida No Trabalho.Document1 paginăResumo de Qualidade de Vida No Trabalho.igormlacerdaÎncă nu există evaluări
- Apostila Adm Mercado Trabalho Sta CruzDocument85 paginiApostila Adm Mercado Trabalho Sta CruzigormlacerdaÎncă nu există evaluări
- Vibrações na história da mecânicaDocument158 paginiVibrações na história da mecânicaJoão Ricardo MidalskiÎncă nu există evaluări
- Comunicações OpticasDocument73 paginiComunicações OpticasigormlacerdaÎncă nu există evaluări
- Principios de Funcionamento Do Forno Micro On DasDocument15 paginiPrincipios de Funcionamento Do Forno Micro On DaschamonyxÎncă nu există evaluări
- Apostila LubrificaoDocument27 paginiApostila LubrificaoigormlacerdaÎncă nu există evaluări
- Simbologia Isa PDFDocument9 paginiSimbologia Isa PDFRoberto Matheus JuniorÎncă nu există evaluări
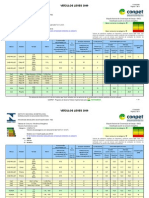
- Consumo veículos leves 2009Document9 paginiConsumo veículos leves 2009humberto_aurora5340Încă nu există evaluări
- Radioatividade: Apostila educativa sobre estrutura atômica e radiação nuclearDocument19 paginiRadioatividade: Apostila educativa sobre estrutura atômica e radiação nuclearRicardo Luiz RicardoÎncă nu există evaluări
- (Apostila) Robótica Móvel - UFSCDocument141 pagini(Apostila) Robótica Móvel - UFSCEduardo BandeiraÎncă nu există evaluări
- A Justiça Restaurativa e os Crimes de Colarinho BrancoDocument109 paginiA Justiça Restaurativa e os Crimes de Colarinho Brancodenis lopesÎncă nu există evaluări
- Modelo 900Document4 paginiModelo 900Miguel Bessa100% (1)
- TCC ProntoDocument90 paginiTCC ProntoLílian BenvindoÎncă nu există evaluări
- 85 - Lei Nº 880, de 25 de Julho de 1985 Do Rio de JaneiroDocument26 pagini85 - Lei Nº 880, de 25 de Julho de 1985 Do Rio de JaneiroBernard TellesÎncă nu există evaluări
- Os movimentos sociais e a construção da democraciaDocument3 paginiOs movimentos sociais e a construção da democraciaIsis AraujoÎncă nu există evaluări
- Doeal 2021 05 21 CompletoDocument92 paginiDoeal 2021 05 21 CompletoAlisson QueirozÎncă nu există evaluări
- Bernstein e a Sociologia da EducaçãoDocument14 paginiBernstein e a Sociologia da EducaçãoLucianaZambonÎncă nu există evaluări
- 2008 Lidiane PrioriDocument0 pagini2008 Lidiane Prioriraraujo_214093Încă nu există evaluări
- Direito Internacional Publico - ResumoDocument6 paginiDireito Internacional Publico - Resumoblucio01Încă nu există evaluări
- 2350 Leontinaagostinho PDFDocument88 pagini2350 Leontinaagostinho PDFAlda FigueiredoÎncă nu există evaluări
- Avaliação de vibrações em estruturas de edifícios para conforto humanoDocument63 paginiAvaliação de vibrações em estruturas de edifícios para conforto humanoSamuel CarneiroÎncă nu există evaluări
- Módulo 01 - Conceitos Introdutórios Sobre Federalismo e Federalismo FiscalDocument34 paginiMódulo 01 - Conceitos Introdutórios Sobre Federalismo e Federalismo FiscalRenata Leandro0% (1)
- Monitor de CrecheDocument12 paginiMonitor de CrecheMaynan MagalhaesÎncă nu există evaluări
- Caderno de Questões do Exercitando - Ensino Médio - 1a SérieDocument6 paginiCaderno de Questões do Exercitando - Ensino Médio - 1a SérieLarissa Andrade0% (1)
- Industrializações RetardatáriasDocument103 paginiIndustrializações Retardatáriasraphael rodriguesÎncă nu există evaluări
- Alfredo Wagner Berno de Almeida - PPG em Antropologia Na Amazõnia PDFDocument98 paginiAlfredo Wagner Berno de Almeida - PPG em Antropologia Na Amazõnia PDFemmanueljunior61Încă nu există evaluări
- Manual de Identidade Visual Do Governo Do Estado Do AmazonasDocument92 paginiManual de Identidade Visual Do Governo Do Estado Do AmazonasMariana KidoÎncă nu există evaluări
- Programa Nacional de Direitos Humanos - PNDH 1Document21 paginiPrograma Nacional de Direitos Humanos - PNDH 1aymelechiuÎncă nu există evaluări
- Literatura Memoria e Narrativa Historica em MocambDocument18 paginiLiteratura Memoria e Narrativa Historica em MocambMerge LinhaÎncă nu există evaluări
- Como documentar denúncias de torturaDocument13 paginiComo documentar denúncias de torturaMaiquel WermuthÎncă nu există evaluări
- O homem flexível - a nova realidade do trabalho precárioDocument4 paginiO homem flexível - a nova realidade do trabalho precáriomauralioÎncă nu există evaluări
- Rio de Janeiro - Decreto E 3800, de 20/04/70Document93 paginiRio de Janeiro - Decreto E 3800, de 20/04/70Tarcísio Gontijo80% (5)
- A AGENDA COMUNISTA PARA OS EUADocument27 paginiA AGENDA COMUNISTA PARA OS EUAmewomÎncă nu există evaluări
- Waltz, Morgenthau e Aron - Carlos GasparDocument9 paginiWaltz, Morgenthau e Aron - Carlos GasparjoaoÎncă nu există evaluări
- A Criminologia Do Século XXIDocument29 paginiA Criminologia Do Século XXISidnei Araujo100% (1)
- REDAÇÂO ENEM - Impactos Sociais, Urbanos e Psicológicos Da Arquitetura HostilDocument2 paginiREDAÇÂO ENEM - Impactos Sociais, Urbanos e Psicológicos Da Arquitetura HostilbrendahcardosooÎncă nu există evaluări
- OGE2021prevê15,9%sectorsocialDocument32 paginiOGE2021prevê15,9%sectorsocialAtanásio Gonçalves FragãoÎncă nu există evaluări