S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Defuse Project Drastic Analysis 1Document25 paginiDefuse Project Drastic Analysis 1Zerohedge Janitor100% (17)
- C-8 TabletsDocument3 paginiC-8 TabletsAli Uy100% (2)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Dosage - Chapter 7Document6 paginiDosage - Chapter 7Kim ManlangitÎncă nu există evaluări
- Dosage - Chapter 9Document5 paginiDosage - Chapter 9Kim Manlangit100% (1)
- Ointments, Creams and Gels. PhardoseDocument8 paginiOintments, Creams and Gels. PhardoseKim Manlangit100% (1)
- Research ProposalDocument4 paginiResearch ProposalSamaan Rishad100% (4)
- APA In-Text Citation GuideDocument26 paginiAPA In-Text Citation GuideiamarrhinneÎncă nu există evaluări
- Artificial Intelligence Shubham PatilDocument15 paginiArtificial Intelligence Shubham PatilShubham Patil100% (1)
- Stage GateDocument16 paginiStage GateKundlik Nimase83% (6)
- (Advances in Computer Vision and Pattern Recognition) Chris Aldrich_ Lidia Auret (Auth.)-Unsupervised Process Monitoring and Fault Diagnosis With Machine Learning Methods-Springer-Verlag London (2013)Document388 pagini(Advances in Computer Vision and Pattern Recognition) Chris Aldrich_ Lidia Auret (Auth.)-Unsupervised Process Monitoring and Fault Diagnosis With Machine Learning Methods-Springer-Verlag London (2013)jerhi fernadn100% (1)
- Defining CurriculumDocument7 paginiDefining CurriculumRoxane RiveraÎncă nu există evaluări
- Organic Pharmaceutical ChemistryDocument25 paginiOrganic Pharmaceutical Chemistryiamarrhinne100% (1)
- Clinical Investigation Revised v2Document30 paginiClinical Investigation Revised v2FahadÎncă nu există evaluări
- Project Management Skills - Rev 03 - 2021Document15 paginiProject Management Skills - Rev 03 - 2021Saniya PathanÎncă nu există evaluări
- Comprehensive Dangerous Act of 2002 (R.a. 9165)Document39 paginiComprehensive Dangerous Act of 2002 (R.a. 9165)Karl_Patayon_2642Încă nu există evaluări
- PCOG AnswersDocument4 paginiPCOG AnswersiamarrhinneÎncă nu există evaluări
- Program Level 1 4 ContactsDocument7 paginiProgram Level 1 4 ContactsiamarrhinneÎncă nu există evaluări
- Essential Anatomies Module 4 - Pharmacology, Biopharmaceutics & ToxicologyDocument3 paginiEssential Anatomies Module 4 - Pharmacology, Biopharmaceutics & ToxicologyiamarrhinneÎncă nu există evaluări
- Biochem Notes PDFDocument22 paginiBiochem Notes PDFiamarrhinneÎncă nu există evaluări
- 37 Hypothalamic and Pituitary HormonesDocument7 pagini37 Hypothalamic and Pituitary HormonesiamarrhinneÎncă nu există evaluări
- Frang Stimate ofDocument3 paginiFrang Stimate ofiamarrhinneÎncă nu există evaluări
- Quiz Reviewer PDFDocument4 paginiQuiz Reviewer PDFiamarrhinneÎncă nu există evaluări
- NSAIDsDocument12 paginiNSAIDsiamarrhinneÎncă nu există evaluări
- Treatment of Hypertension: JNC 8 and More: Pharmacist'S Letter / Prescriber'S LetterDocument6 paginiTreatment of Hypertension: JNC 8 and More: Pharmacist'S Letter / Prescriber'S LetterJen CanlasÎncă nu există evaluări
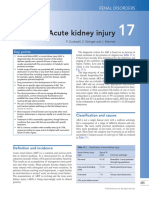
- AkiDocument16 paginiAkiiamarrhinneÎncă nu există evaluări
- ClinPharLab 1 IntroductionDocument42 paginiClinPharLab 1 IntroductionBiyaya San PedroÎncă nu există evaluări
- ParallelismDocument35 paginiParallelismiamarrhinneÎncă nu există evaluări
- AntihypertensiveDocument2 paginiAntihypertensiveiamarrhinneÎncă nu există evaluări
- The Antithrombotic and Fibrinolytic Activity of The Aqueous Extract From The Crude Latex of Ficus Pumila For SendingDocument29 paginiThe Antithrombotic and Fibrinolytic Activity of The Aqueous Extract From The Crude Latex of Ficus Pumila For SendingiamarrhinneÎncă nu există evaluări
- Animal ModelDocument13 paginiAnimal ModeliamarrhinneÎncă nu există evaluări
- LSU ch09Document16 paginiLSU ch09iamarrhinneÎncă nu există evaluări
- Phyana Lab Ex. 8-15, 35Document4 paginiPhyana Lab Ex. 8-15, 35Raul Mangrobang100% (1)
- Classification Tests For Organic HalidesFINALDocument2 paginiClassification Tests For Organic HalidesFINALPrecious Gutierrez BagazinÎncă nu există evaluări
- 2.1 Measures of Central Tendency-UngroupedDocument35 pagini2.1 Measures of Central Tendency-UngroupediamarrhinneÎncă nu există evaluări
- Phyana Lab Ex. 8-15, 35Document4 paginiPhyana Lab Ex. 8-15, 35Raul Mangrobang100% (1)
- Comparative Investigation of Organic CompoundsDocument4 paginiComparative Investigation of Organic CompoundsAlecza Mae SavellaÎncă nu există evaluări
- Dosage - Chapter 8Document5 paginiDosage - Chapter 8Kim Manlangit100% (1)
- ReviewerDocument19 paginiRevieweriamarrhinneÎncă nu există evaluări
- Survey2 Questioner Group 2 EXECUTIVE Latest3Document13 paginiSurvey2 Questioner Group 2 EXECUTIVE Latest3chellealpas13Încă nu există evaluări
- What Exactly Is Patient SafetyDocument19 paginiWhat Exactly Is Patient Safetybe a doctor for you Medical studentÎncă nu există evaluări
- Bacq 2018Document18 paginiBacq 2018NimÎncă nu există evaluări
- Practical ResearchDocument42 paginiPractical ResearchMilly RuizÎncă nu există evaluări
- Reasons Why Students Choose the HUMSS StrandDocument4 paginiReasons Why Students Choose the HUMSS Strandchristian bill malagyabÎncă nu există evaluări
- B E CivilDocument169 paginiB E CivilVivekanandanÎncă nu există evaluări
- The Impact of Internet Virtual Physics Laboratory Instruction On The Achievement in Physics, Science Process Skills and Computer Attitudes of 10th-Grade StudentsDocument11 paginiThe Impact of Internet Virtual Physics Laboratory Instruction On The Achievement in Physics, Science Process Skills and Computer Attitudes of 10th-Grade StudentsRandy YimooÎncă nu există evaluări
- Practical Research 2 NotesDocument4 paginiPractical Research 2 NotesIGnatiusMarieN.LayosoÎncă nu există evaluări
- Comm 225: Pom, Winter 2012 - Review Questions,: Topic: Statistical Process ControlDocument4 paginiComm 225: Pom, Winter 2012 - Review Questions,: Topic: Statistical Process ControlWayli90Încă nu există evaluări
- Cybersecurity Awareness and Skills of Senior Citizens: A Motivation PerspectiveDocument22 paginiCybersecurity Awareness and Skills of Senior Citizens: A Motivation PerspectivekhakimovÎncă nu există evaluări
- SOR1211 - ProbabilityDocument17 paginiSOR1211 - ProbabilityMatthew CurmiÎncă nu există evaluări
- What is Qualitative ResearchDocument9 paginiWhat is Qualitative ResearchDayro PuertoÎncă nu există evaluări
- Corporate Social Responsibility at IKEADocument39 paginiCorporate Social Responsibility at IKEASook Kuan YapÎncă nu există evaluări
- Rhetorical Summaries WebsiteDocument5 paginiRhetorical Summaries Websiteapi-437376338Încă nu există evaluări
- Nature of Management Control SystemsDocument2 paginiNature of Management Control SystemsKimÎncă nu există evaluări
- Holistic Research in SynopsDocument19 paginiHolistic Research in SynopsAMMAD FAZALÎncă nu există evaluări
- Re Positioning at DaburDocument50 paginiRe Positioning at Daburtariquewali11Încă nu există evaluări
- Starbucks BankoneDocument7 paginiStarbucks BankoneDharun BlazerÎncă nu există evaluări
- Fabm1 Module 1 Week 2Document5 paginiFabm1 Module 1 Week 2Alma A CernaÎncă nu există evaluări
- Operations Research: Assignment 1Document7 paginiOperations Research: Assignment 1Shashank JainÎncă nu există evaluări
- Data Science Master60 Englisch Studienablaufplan MyStudies NEU 1Document1 paginăData Science Master60 Englisch Studienablaufplan MyStudies NEU 1Kyaw Si ThuÎncă nu există evaluări
- A Critique of John Mbiti's Undestanding of The African Concept of TimeDocument13 paginiA Critique of John Mbiti's Undestanding of The African Concept of Timerodrigo cornejoÎncă nu există evaluări