S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Hazop Sil Study Report For 6 Buy Back Gas PipelineDocument32 paginiHazop Sil Study Report For 6 Buy Back Gas Pipelinealinor_tn100% (1)
- Walkways Steel Structure and R.C. Foundations DrawingsDocument3 paginiWalkways Steel Structure and R.C. Foundations Drawingsalinor_tnÎncă nu există evaluări
- Pipeline Welding Visual Inspection ReportDocument8 paginiPipeline Welding Visual Inspection Reportalinor_tn0% (1)
- IDS For Fiber Optic CableDocument5 paginiIDS For Fiber Optic Cablealinor_tnÎncă nu există evaluări
- Nawppl Bims NPPL 000 Me Cal 00001 001 - Calculation of Steel Piping SupportsDocument21 paginiNawppl Bims NPPL 000 Me Cal 00001 001 - Calculation of Steel Piping Supportsalinor_tnÎncă nu există evaluări
- Technical Data Sheet For Temperature TransmitterDocument38 paginiTechnical Data Sheet For Temperature Transmitteralinor_tnÎncă nu există evaluări
- Technical Data Sheet For Control ValveDocument5 paginiTechnical Data Sheet For Control Valvealinor_tnÎncă nu există evaluări
- Work Method Statement For De-Watering Drying and Purging After HydrotestDocument12 paginiWork Method Statement For De-Watering Drying and Purging After Hydrotestalinor_tnÎncă nu există evaluări
- 000 ZA E 09403 SITE NC MNGMT ProcedureDocument11 pagini000 ZA E 09403 SITE NC MNGMT Procedurealinor_tn100% (1)
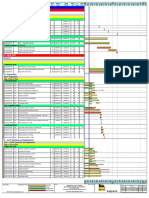
- 000-ZA-E-09413 Construction Progress Meas ProcDocument12 pagini000-ZA-E-09413 Construction Progress Meas Procalinor_tnÎncă nu există evaluări
- 000-Za-E-09303 - 0 Packing and Marking ProcedureDocument251 pagini000-Za-E-09303 - 0 Packing and Marking Procedurealinor_tnÎncă nu există evaluări
- Pipeline Hydrotest ProcedureDocument78 paginiPipeline Hydrotest Procedurealinor_tn100% (1)
- Sample Test Pack - Piping HydrotestDocument96 paginiSample Test Pack - Piping Hydrotestalinor_tn75% (4)
- 000 ZA E 09411 Punch List ProcedureDocument17 pagini000 ZA E 09411 Punch List Procedurealinor_tn100% (1)
- WPS MS 01C Rev. 0Document1 paginăWPS MS 01C Rev. 0alinor_tnÎncă nu există evaluări
- Welders MatrixDocument1 paginăWelders Matrixalinor_tn100% (1)
- MLE System SubSystem SheduleDocument29 paginiMLE System SubSystem Shedulealinor_tnÎncă nu există evaluări
- Reports Approval Status - 11.12.2017Document4 paginiReports Approval Status - 11.12.2017alinor_tnÎncă nu există evaluări
- Flowlines NDT RequestDocument4 paginiFlowlines NDT Requestalinor_tnÎncă nu există evaluări
- Tie-In StatusDocument22 paginiTie-In Statusalinor_tnÎncă nu există evaluări
- Comparison of API 1104 Appendix A and BS 7910 Procedures For The Assessment of Girth Weld FlawsDocument10 paginiComparison of API 1104 Appendix A and BS 7910 Procedures For The Assessment of Girth Weld Flawsalinor_tnÎncă nu există evaluări
- Raw Gas Pipeline - Alignment Sheet N.407Document1 paginăRaw Gas Pipeline - Alignment Sheet N.407alinor_tn100% (1)
- RT Permit To WorkDocument1 paginăRT Permit To Workalinor_tnÎncă nu există evaluări
- Mechanical Test Specimens PlanDocument3 paginiMechanical Test Specimens Planalinor_tn100% (1)
- ITP-000 Piping Fabrication (Exemple)Document5 paginiITP-000 Piping Fabrication (Exemple)alinor_tn100% (1)
- General Procedure For AUTDocument19 paginiGeneral Procedure For AUTalinor_tn100% (2)
- ESAB - PipelinesDocument65 paginiESAB - PipelinesLigia114100% (2)
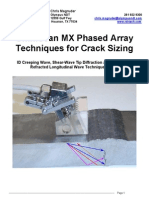
- Omniscan Techniques For Crack SizingDocument31 paginiOmniscan Techniques For Crack Sizingalinor_tnÎncă nu există evaluări
- Ch16 Fss CodeDocument7 paginiCh16 Fss Codeerudite_0206Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Obe Curriculum For The Course: RGPV (Diploma Wing) BhopalDocument6 paginiObe Curriculum For The Course: RGPV (Diploma Wing) BhopalRavi Nagar 47Încă nu există evaluări
- JNKI-SOP-004-Welder Continuity Procedure - RevisionDocument3 paginiJNKI-SOP-004-Welder Continuity Procedure - RevisionAvishek GuptaÎncă nu există evaluări
- ISO 5817 - Welds Acceptance CriteriaDocument45 paginiISO 5817 - Welds Acceptance Criteriaaravindan77% (22)
- OSTP Product Catalogue All Fitings 2014 Rev0818Document88 paginiOSTP Product Catalogue All Fitings 2014 Rev0818rock starÎncă nu există evaluări
- Question 8Document31 paginiQuestion 8Ehsan KhanÎncă nu există evaluări
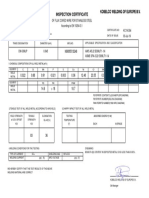
- Inspection CertificateDocument1 paginăInspection CertificateAtanasio PerezÎncă nu există evaluări
- EQ-Calibration enDocument6 paginiEQ-Calibration enbvbarcÎncă nu există evaluări
- Standard Specification Piping Fabrication and Installation Spec - 00 - P - 02Document12 paginiStandard Specification Piping Fabrication and Installation Spec - 00 - P - 02tsaigoneseÎncă nu există evaluări
- NMIF T301 Sand Bitumen Mix Laying and Annular - Bottom Plates Installation - Rev 01Document11 paginiNMIF T301 Sand Bitumen Mix Laying and Annular - Bottom Plates Installation - Rev 01Jennifer JavierÎncă nu există evaluări
- Redesign of A Steam Strainer: Ann Jannesson Solid MechanicsDocument61 paginiRedesign of A Steam Strainer: Ann Jannesson Solid Mechanicszayerireza0% (1)
- Metals Sba Power PointDocument21 paginiMetals Sba Power PointDaniel DowdingÎncă nu există evaluări
- Qa - QC Welding InspectorDocument4 paginiQa - QC Welding Inspectorsearider82Încă nu există evaluări
- PQR Fcaw SmawDocument2 paginiPQR Fcaw SmawMIGUEL ANGELÎncă nu există evaluări
- SD - 1 - 47e Automated Ut InspectionDocument8 paginiSD - 1 - 47e Automated Ut InspectionAsif HameedÎncă nu există evaluări
- 90203-1085DEB Arc Welding Operation Manual (D Series)Document178 pagini90203-1085DEB Arc Welding Operation Manual (D Series)Ihcene BoudaliÎncă nu există evaluări
- Magnesium AlloysDocument10 paginiMagnesium AlloysRiyadh MohammedÎncă nu există evaluări
- Wear Resistant Steel: Product DescriptionDocument6 paginiWear Resistant Steel: Product DescriptionoomoomÎncă nu există evaluări
- P6003CON01LDocument28 paginiP6003CON01LRodolfoMarínÎncă nu există evaluări
- NITK UG Curriculum 2014-1Document19 paginiNITK UG Curriculum 2014-1Vedang PavanjeÎncă nu există evaluări
- MHC 16 - 4-06Document40 paginiMHC 16 - 4-06Gary LeeÎncă nu există evaluări
- Metallury 12 13Document26 paginiMetallury 12 13Rupesh kashyapÎncă nu există evaluări
- Ce6603 Sve QBDocument36 paginiCe6603 Sve QBRaguram pÎncă nu există evaluări
- Functional Specification Protective Coating and Hot Dip Galvanising PDFDocument108 paginiFunctional Specification Protective Coating and Hot Dip Galvanising PDFd584cnÎncă nu există evaluări
- Böhler Ti 2 Ni T-FD: Seamless Cored WireDocument2 paginiBöhler Ti 2 Ni T-FD: Seamless Cored WireThanh TamÎncă nu există evaluări
- FCAW or Flux Cored Arc W..Document5 paginiFCAW or Flux Cored Arc W..smartcad60Încă nu există evaluări
- Ms-Black Steel PipeDocument4 paginiMs-Black Steel PipeYusufÎncă nu există evaluări
- Al-Cu-Si General Purpose Casting Alloy: WeldabilityDocument1 paginăAl-Cu-Si General Purpose Casting Alloy: Weldabilitymanjunath k sÎncă nu există evaluări
- Is 7312 PDFDocument23 paginiIs 7312 PDFpadmanabanÎncă nu există evaluări
- AWS Equip-Inspection PDFDocument32 paginiAWS Equip-Inspection PDFS Gouda100% (1)
- Workshop AssignmentDocument23 paginiWorkshop AssignmentMr. NasrullahÎncă nu există evaluări