S-ar putea să vă placă și
- Risk Assessment DeliverablesDocument7 paginiRisk Assessment DeliverablesHani AhmedÎncă nu există evaluări
- Risk Assessment ProceduresDocument20 paginiRisk Assessment ProceduresAntony JebarajÎncă nu există evaluări
- Sample ALARP WorksheetDocument7 paginiSample ALARP WorksheetP100% (1)
- Plant Safety ChecklistDocument19 paginiPlant Safety ChecklistAbhishek PalÎncă nu există evaluări
- Risk MatrixDocument3 paginiRisk MatrixGhanta Ranjith KumarÎncă nu există evaluări
- RBI of ASTDocument10 paginiRBI of ASTangelo.petteÎncă nu există evaluări
- Topic Five: Risk Assessment & ManagementDocument35 paginiTopic Five: Risk Assessment & ManagementvikramÎncă nu există evaluări
- KAHLIDr Yehia45 PDFDocument36 paginiKAHLIDr Yehia45 PDFLuiz Rubens Souza CantelliÎncă nu există evaluări
- Determinacion de SIS and SILDocument10 paginiDeterminacion de SIS and SILAlejandro GorostietaÎncă nu există evaluări
- Risk Impact AssessmentsDocument6 paginiRisk Impact AssessmentsAjas AjuÎncă nu există evaluări
- RBIDocument19 paginiRBIseth_007Încă nu există evaluări
- Section 1-Scope: 1.1 GeneralDocument10 paginiSection 1-Scope: 1.1 GeneralangeljosechuquiureÎncă nu există evaluări
- Procedure For Identification of Environmental Aspects, Hazards, Evaluation of Impacts, Risks and Determination of Control MeasuresDocument10 paginiProcedure For Identification of Environmental Aspects, Hazards, Evaluation of Impacts, Risks and Determination of Control MeasuresradhouaneÎncă nu există evaluări
- QuestionDocument6 paginiQuestionAnosha AslamÎncă nu există evaluări
- Fmeca ProcedureDocument11 paginiFmeca Procedurewarigiyatno100% (1)
- Case For Safety - Bowtie AnalysisDocument23 paginiCase For Safety - Bowtie Analysistrau-nuocÎncă nu există evaluări
- 4428 Industrial Hygiene BPDocument4 pagini4428 Industrial Hygiene BPmohitÎncă nu există evaluări
- FINAL WEEK 4 - Personnel ManagementDocument23 paginiFINAL WEEK 4 - Personnel ManagementKenneth SibonghanoyÎncă nu există evaluări
- P5-Procedure For Identification and Evaluation of Environmental Aspects.Document4 paginiP5-Procedure For Identification and Evaluation of Environmental Aspects.Samsu Sams100% (1)
- Bow Tie BasicDocument6 paginiBow Tie BasicAnonymous WsaaJcd6Încă nu există evaluări
- Topic Five: Risk Assessment & ManagementDocument54 paginiTopic Five: Risk Assessment & ManagementsrkamÎncă nu există evaluări
- Safety in Design Paper A Live Picture of Organisational Risk by Linking Risk Management and Control AssuranceDocument12 paginiSafety in Design Paper A Live Picture of Organisational Risk by Linking Risk Management and Control Assurancemeercat_alexÎncă nu există evaluări
- Risk and OpportunityDocument5 paginiRisk and OpportunityQualityproÎncă nu există evaluări
- Hazards and Effects Management ProcessDocument12 paginiHazards and Effects Management ProcessrwerwerwÎncă nu există evaluări
- Equipment Criticality TutorialDocument7 paginiEquipment Criticality TutorialmailboxofmurliÎncă nu există evaluări
- Guidance On Process Safety Performance IndicatorsDocument12 paginiGuidance On Process Safety Performance IndicatorsJuan CarlosÎncă nu există evaluări
- Risk Analysis For The Inland Waterways Hygiene Code Food and FeedDocument16 paginiRisk Analysis For The Inland Waterways Hygiene Code Food and FeedEEder118Încă nu există evaluări
- Safety Ram2Document1 paginăSafety Ram2bilalak1990Încă nu există evaluări
- Health and Safety Forms Risk Assessment Matrix PDFDocument3 paginiHealth and Safety Forms Risk Assessment Matrix PDFTuan MetuanÎncă nu există evaluări
- Risk MatrixDocument3 paginiRisk MatrixNuzulul Iman100% (1)
- Road Safety Risk Assessment ToolkitDocument4 paginiRoad Safety Risk Assessment ToolkitTony RandersonÎncă nu există evaluări
- HSE Procedure For Environmental Aspects, Hazards, Evaluation of Impacts, Risks & Determination of Control MeasuresDocument19 paginiHSE Procedure For Environmental Aspects, Hazards, Evaluation of Impacts, Risks & Determination of Control MeasuresSafety IezzproÎncă nu există evaluări
- Risk Management PlanDocument5 paginiRisk Management PlanAni WuÎncă nu există evaluări
- Case Study RMWG-05 - Packaging Line OptimizationDocument4 paginiCase Study RMWG-05 - Packaging Line Optimizationtito1628Încă nu există evaluări
- PCP & FmeaDocument4 paginiPCP & FmeaDaniela AscolaniÎncă nu există evaluări
- UNIT IG2: Risk Assessment: Global Professional Training CentreDocument3 paginiUNIT IG2: Risk Assessment: Global Professional Training Centrevivek vÎncă nu există evaluări
- Guide To Risk Assessment in Ship OperationsDocument7 paginiGuide To Risk Assessment in Ship OperationsearthanskyfriendsÎncă nu există evaluări
- Risk Based MaintenanceDocument27 paginiRisk Based MaintenanceJoseÎncă nu există evaluări
- Laboratory Risk Assessment FormDocument8 paginiLaboratory Risk Assessment FormReni Swara Mahardika50% (2)
- Oil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaDocument43 paginiOil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaUlviyye ElesgerovaÎncă nu există evaluări
- Oil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaDocument43 paginiOil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaUlviyye ElesgerovaÎncă nu există evaluări
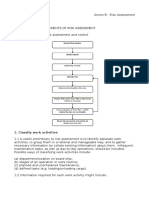
- Classify Work ActivitiesDocument9 paginiClassify Work Activitiesc rkÎncă nu există evaluări
- Hazard Identification at A Major Hazard Facility: Guidance NoteDocument25 paginiHazard Identification at A Major Hazard Facility: Guidance NotetemterÎncă nu există evaluări
- Module III Lec3Document10 paginiModule III Lec3Surajit SahaÎncă nu există evaluări
- Critical Control Risk RegistersDocument11 paginiCritical Control Risk Registersmowglitown100% (1)
- CombinepdfDocument105 paginiCombinepdfKenneth SibonghanoyÎncă nu există evaluări
- Risk Management PlanDocument5 paginiRisk Management PlanDr.Sivakumar SelvarajÎncă nu există evaluări
- 1.0 Introduction On Reliability: Figure 1.0 Bathtub Curve, Failure Rate vs. TimeDocument9 pagini1.0 Introduction On Reliability: Figure 1.0 Bathtub Curve, Failure Rate vs. TimeShukri ShabriÎncă nu există evaluări
- AB700 Ass 4-2-1Document4 paginiAB700 Ass 4-2-1Inam UllahÎncă nu există evaluări
- Iso13485 QOP4101 RiskMng PDFDocument4 paginiIso13485 QOP4101 RiskMng PDFQuality and Safety Consultants Co.Încă nu există evaluări
- Risk Assessment Document For LAFDocument10 paginiRisk Assessment Document For LAFLaraib BhattiÎncă nu există evaluări
- CCPS Metric Pres CustomizableDocument24 paginiCCPS Metric Pres CustomizableVikas NigamÎncă nu există evaluări
- How To Write A Risk AssessmentDocument8 paginiHow To Write A Risk AssessmentbranikÎncă nu există evaluări
- Troubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingDe la EverandTroubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingEvaluare: 4.5 din 5 stele4.5/5 (3)
- Cost-Contained Regulatory Compliance: For the Pharmaceutical, Biologics, and Medical Device IndustriesDe la EverandCost-Contained Regulatory Compliance: For the Pharmaceutical, Biologics, and Medical Device IndustriesÎncă nu există evaluări
- Recognizing Catastrophic Incident Warning Signs in the Process IndustriesDe la EverandRecognizing Catastrophic Incident Warning Signs in the Process IndustriesÎncă nu există evaluări
- CISA Exam-Testing Concept-Knowledge of Risk AssessmentDe la EverandCISA Exam-Testing Concept-Knowledge of Risk AssessmentEvaluare: 2.5 din 5 stele2.5/5 (4)
- Guidelines for Process Safety in Bioprocess Manufacturing FacilitiesDe la EverandGuidelines for Process Safety in Bioprocess Manufacturing FacilitiesÎncă nu există evaluări
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisDe la EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisÎncă nu există evaluări
- A Critical Review Evaluating Organizational Factors in Human Reliability AnalysisDocument17 paginiA Critical Review Evaluating Organizational Factors in Human Reliability AnalysisJose QuinteroÎncă nu există evaluări
- OGP 373-18-1 Guidelines For Offshore Drilling SurveysDocument38 paginiOGP 373-18-1 Guidelines For Offshore Drilling SurveysJose Quintero0% (1)
- Installation Pipelaying OffshoreDocument71 paginiInstallation Pipelaying OffshoreJose QuinteroÎncă nu există evaluări
- OGP 434-7 Consequence ModellingDocument40 paginiOGP 434-7 Consequence ModellingJose QuinteroÎncă nu există evaluări
- OGP 434-5 Human Factors in QRADocument66 paginiOGP 434-5 Human Factors in QRAJose Quintero0% (1)
- OGP Ignition Probabilities 434-6Document30 paginiOGP Ignition Probabilities 434-6jms1952100% (2)
- Technical Guidance For Hazards AnalysisDocument193 paginiTechnical Guidance For Hazards AnalysisJose QuinteroÎncă nu există evaluări
- Piping Engineer BookDocument107 paginiPiping Engineer BookMiguel Angel GrimaldoÎncă nu există evaluări
- Madeeha Shah ThesisDocument132 paginiMadeeha Shah ThesisAnum SafderÎncă nu există evaluări
- TO-HQ-02-071 Rev 00 Philosophy For HSE Management - OnshoreDocument39 paginiTO-HQ-02-071 Rev 00 Philosophy For HSE Management - OnshoreAHMED AMIRAÎncă nu există evaluări
- Summary CH 6 (Audit Evidence)Document10 paginiSummary CH 6 (Audit Evidence)bernadetteÎncă nu există evaluări
- BCP (Business Continuity Plan)Document34 paginiBCP (Business Continuity Plan)arbyjamesÎncă nu există evaluări
- Project Report ON: Portfolio Management in Sharekhan LTDDocument9 paginiProject Report ON: Portfolio Management in Sharekhan LTD26amitÎncă nu există evaluări
- CS205 Slides PDFDocument1.442 paginiCS205 Slides PDFAbiaz ZahraÎncă nu există evaluări
- Political Risk AssessmentDocument19 paginiPolitical Risk AssessmentMuhammad Sajid SaeedÎncă nu există evaluări
- Energy InsuranceDocument8 paginiEnergy Insurancezoltan zavoczkyÎncă nu există evaluări
- Cost of Capital 2010Document105 paginiCost of Capital 2010Amit PandeyÎncă nu există evaluări
- Concrete Takeoff.Document19 paginiConcrete Takeoff.Sarthak MohapatraÎncă nu există evaluări
- Business Analysis Practice ExamDocument4 paginiBusiness Analysis Practice ExamSean Dickerson100% (1)
- DENTISTASSUICIDASDocument8 paginiDENTISTASSUICIDASJESUS FRANCISCO SANCHEZ PATRICIOÎncă nu există evaluări
- Binder1 PDFDocument136 paginiBinder1 PDFkashmira100% (1)
- BoholPDRRMPlan v4Document97 paginiBoholPDRRMPlan v4marvinÎncă nu există evaluări
- Iso 14001 Quality ManualDocument9 paginiIso 14001 Quality ManualSyafarul MohammadÎncă nu există evaluări
- Business Continuity and Disaster Recovery: About The CourseDocument1 paginăBusiness Continuity and Disaster Recovery: About The CoursedandisdandisÎncă nu există evaluări
- Engineering EthicsDocument39 paginiEngineering EthicsSaranya S100% (2)
- Methodology For Calculation The Traffic Accidents Costs: September 2015Document7 paginiMethodology For Calculation The Traffic Accidents Costs: September 2015Sandy SandeepÎncă nu există evaluări
- Lightning Climatology in South AfricaDocument4 paginiLightning Climatology in South AfricareviloÎncă nu există evaluări
- Gym Risk AssessmentDocument4 paginiGym Risk Assessmentapi-443558457100% (1)
- 205 IsmDocument13 pagini205 IsmMihir Kumar swainÎncă nu există evaluări
- Tseng - Behavioral Finance, Bounded Rationality, Traditional FinanceDocument12 paginiTseng - Behavioral Finance, Bounded Rationality, Traditional FinanceMohsin YounisÎncă nu există evaluări
- ProposalDocument12 paginiProposalJon Rexor GomezÎncă nu există evaluări
- SITXWHS002 Identify Hazards, Assess and Control Safety Risks Learner Assessment Pack V2.2 - 06 - 2019Document46 paginiSITXWHS002 Identify Hazards, Assess and Control Safety Risks Learner Assessment Pack V2.2 - 06 - 2019Jyoti VermaÎncă nu există evaluări
- Fire Risk Analysis of The Airport TerminalsDocument5 paginiFire Risk Analysis of The Airport TerminalsKristaps Puļķis0% (1)
- J. Mourinho Presentation 31.05.2016 - PDF PDFDocument16 paginiJ. Mourinho Presentation 31.05.2016 - PDF PDFКирилл НестеренкоÎncă nu există evaluări
- Bakker2013 - Neoliberal Versus Postneoliberal Water PDFDocument9 paginiBakker2013 - Neoliberal Versus Postneoliberal Water PDFaimeeÎncă nu există evaluări
- Sd16 Hybrid p4 QDocument12 paginiSd16 Hybrid p4 QQasim AliÎncă nu există evaluări
- Load Capacitance Access Time AnDocument10 paginiLoad Capacitance Access Time AnSung Woo JangÎncă nu există evaluări
- Bangladesh National Plan For Disaster Management (2016-2020)Document77 paginiBangladesh National Plan For Disaster Management (2016-2020)sh4dow.strid3r9581Încă nu există evaluări