International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-1, Issue-3, Aug- !
1"#
ISS$% 3"&-'"&(
Page | 38
Design and Fabrication of Plastic Injection Molding Tool for
Pump Gaskets
Haribabu Kummara
1
, Dr. G. Harinath Gowd
2
1
PG Student, Department of Mechanical Engineering,Madanapalle Institute of Technology & Science,
Madanapalle. Andhra Pradesh., INDIA
2
Professor, Department of Mechanical Engineering ,Madanapalle Institute of Technology & Science,
Madanapalle. Andhra Pradesh., INDIA
Abstract This Project gives the information about to
design and fabrication of Injection Molding tool or die
for Production of pump gaskets by using Plastic material.
For Increasing the Production rate, designing and
manufacturing the multi cavity die and also Using PP
(polypropylene) to overcome the existing plastic material
drawbacks. The injection molding tool/die contains the
core plate, cavity plate, top and bottom supported plates,
channels or runners, sprue, vents, ejector and its pins and
horn pins, etc. The gaskets are used to prevent leakages
by provide a tight fitting joint between two surfaces. The
Greek word of Plastic meaning is able to be shaped
and molded; in so many different plastic materials I am
using polypropylene material for production of plastic
gaskets components. For optimization Process, The
selected two bolt oval gasket component is making with
injection molding process by controlling parameters of
plastic injection molding machine.
KeywordsInjection molding, injection molding tool,
polypropylene, Surface grinding machine.
I. INTRODUCTION
The injection Molding tool/die contains the core designed
plate, cavity designed plate, top and bottom supported
plates, channels or runners, sprue, vents, ejector and its
pins, horn pins, etc. In fabrication process, the
considering variables are Temperature, Time, Speed,
Pressure and stroke. The gaskets are used to provide a
tight fitting joint between two surfaces to prevent
leakages. In General the gaskets contains the Properties
like Conformity, Resistance, Impermeability, Resistance
to chemical attack, Resistance to operating conditions,
Provision of apertures, shrinkage, reusability and cost.
The Greek word of Plastic meaning is able to be shaped
and molded; in so many different plastic materials using
polypropylene material for production of plastic gaskets
components and analyzing the production rate and
production cost. For optimization Process, The selected 2
bolt oval gasket component is making with injection
molding process by controlling parameters of plastic
injection molding machine.
II. GASKET
The gaskets are used to provide a tight fitting joint
between two surfaces to prevent leakages, for example
joint between cylinder head and block, between crankcase
water pumps etc. And avoid problems like Production
breakages, energy.
The selected Gasket design with dimensions is shown in
figure 1.
Fig. 1: Gasket with dimentions
III. INJECTION MOLDING TOOL
Injection mold tool also known as die or mold. The dies
are two types, fist one is single cavity die and second one
is multi cavity die. For increasing the production rate with
minimizing the cost purpose, implemented multi cavity
injection mold. Tool designed depends on finalized part
design dimensions.
For tool designing purpose used software are Solid works,
AutoCAD
3.1 DESIGN OF MULTICAVITY DIE:
Injection mold tool is a multi cavity die that means more
than one part in a cavity. It contains core plate, cavity
plate, spacer, bottom plate, ejector plate, ejector back
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-1, Issue-3, Aug- !1"#
ISS$% 3"&-'"&(
Page | 39
plate, sprue bush, etc. Tool or die designed based on
DME and Hasco ejector standers.
3.1.1 DESIGN OF CORE PLATE:
Core designed three gasket parts, air went, guide pillar
holes, cooling system, and ejector pin holes. Two ejector
pin holes provided for every part of gasket means totally
6 ejector pin hole provided in core plate.
Fig 2: Core Plate
3.1.2 DESIGN OF CAVITY PLATE:
There is no design in Cavity plate because of the total part
design happens in core plate itself. Almost all dies
contains cavity plate and top supported plate, but in this
project, we are providing a thick cavity plate without
providing top supported plate
Fig 3: Cavity plate
3.1.3 DESIGN OF SPACERS:
Fig 4: Spacer
3.1.4 DESIGN OF BOTTOM PLATE:
Fig 5: Bottom plate
3.1. 5 DESIGN OF EJECTOR PLATE:
Fig 6: Ejector Front plate
3.1.6 DESIGN OF EJECTOR BACK PLATE:
Fig 7: Ejector Back Plate
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-1, Issue-3, Aug- !1"#
ISS$% 3"&-'"&(
Page | 40
IV. TOOL MANUFACTURING PROCESS
Some of sequential steps having to manufacturing the
multi cavity die; the navigating steps are Raw material
selection, Premachining, CNC Milling, Heat Treatment,
Surface Grinding, CNC Milling, Sparking, Wire EDM
Process, Polishing, and Assembly.
1. Raw Material
Selected Mild steel (MS) raw material based on the DME
and HASCO designed standards to design and
manufacturing the tool. In below table contains raw
material sizes of components of injection tool.
Material
Purpose
Height
(mm)
Width
(mm)
Thickness
(mm)
Core Plate 250 260 40
Cavity plate 250 260 80
Spacer 250 55 55
Ejector Plates 250 150 15
Ejector Back
plate
250 150 15
Bottom Plate 250 260 30
Table 1: Raw material sizes of tool components
2. Pre machining: In this process decided the metal sizes
and block sizes for maintaining the tool standards.
3. CNC Milling for Rough Surface: Here metal shape
is obtained by removing the unwanted material from the
Work Piece in the form of chips.
4. Heat Treatment: Heat treatment process is used for
hardening the material for better machining.
5. Surface Grinding: Surface grinding divided into two
types one is cylindrical grinding (CG) and second one is
square grinding. By using this process we will finish
ejector pins and bushes, etc.
6. CNC Milling: After grinding once again CNC milling
operation done for smooth surface finish of the metal.
Here upto 0.1 micron metal cutting shaping process
happens.
7. Wire EDM Process: It is used for accuracy in mold
component to part design in core plate and also machining
the ejector holes.
8. Polishing: It is manual process to remove the waste
particles on metal surfaces.
9. Assembly: After finishing all the machining process
the assembly of tool look likes the below image
4.1 TOOL OR DIE COMPONENTS:
The tool contains core, cavity, ejector, ejector back plate,
bottom plate and spacer, return pins, sprue bush, ejector
pins, bushes etc
4.1.1 CORE PLATE:
In injection mold tool core plate is used to attach the
entire product design and also attached ejector pins,
leader bush and return pins.
Fig. 8: Core plate
4.1.2 CAVITY PLATE:
Generally in cavity plate is used to hold the cavity side of
the product. But here in this project the selected part
contains flat surface and thinner because of this nothing is
designed about part related in cavity plate, just used as
support plate.
Fig. 9: Cavity Plate
4.1.3 EJECTOR:
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-1, Issue-3, Aug- !1"#
ISS$% 3"&-'"&(
Page | 41
It is used to hold the ejector pins sprue, push back pins
and support pillars
Fig. 10: Ejector Front Plate
4.1.4 EJECTOR BACK PLATE:
Ejector back plate pushes the return pins and ejector pins,
fixed in the plate. Fig no A is the ejector back plate.
Fig.11: Ejector back plate
4.1.5 BOTTOM PLATE:
It is used to hold or handle the remaining mold parts like
return pins with bushes...
Fig.12: Bottom plate
4.1.6 SPACER:
Spacer block is placed between bottom plate and the core
supported plate to gives space for ejection process.
Fig: Spacer
4.1.7 SPRUE BUSH:
Through Sprue hole molten metal enters into the
die.
Fig.13: Sprue Bush
4.1.9 ASSEMBLED TOOL (OR) MOULD:
Tool components assembled by using guide pillars, return
pins, ejector pins, ejector back plate return pins, bushes,
bolts and with locating ring.
Fig.14: Tool Components
Fig.15: Assembled Die
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-1, Issue-3, Aug- !1"#
ISS$% 3"&-'"&(
Page | 42
V. PRODUCT (OR) PART MANUFACTURING:
Product manufacturing is nothing but plastic part
manufacturing by using injection molding process. Plastic
is a good engineering material for most products. All
plastics materials are polymers, these polymers are
divided into two types in that first one is Thermoplastics
and the second one is Thermosets. Thermoplastic material
melts when heated and reformed again and again.
Thermosets harden when they are heated, later it will lose
their properties. Using Thermoplastic type material for
product manufacturing, because these type materials are
softer, flexible and it contains low melting point
temperature.
5.1 PROPERTIES OF PLASTIC MATERIALS:
In the below table mentioned short term properties of
some important plastic materials
Material
Density
kg/m3
Flexural
modulus
GN/m2
%
elongation
at break
ABS 1040 2.2 8
PVC 1300 0.007 300
PTFE 2100 0.5 200
PEEK 1300 3.8 4
Epoxy 1200 3.0 3
Nylon 66 1140 2.8 60
Polythene 920 0.2 400
Polyimide 1420 2.5 8
Polypropylene 905 1.5 150
Polycarbonate 1150 2.8 100
Table 2: General properties of plastic material
On density/weight basis, I have selected the PP
(Polypropylene) material for part production.
5.2 PROPERTIES OF PP MATERIAL
In Polypropylene material, identified some of the
satisfactory properties for production or molding. In this
density, percentage elongation at break, shrinkage
percentage there are the considering properties to take for
the production.
Material Polypropylene
Density (kg/m3) 905
Wall Thickness (in) 0.025 0.150
Max. Operating Temp ("C) 100
Thermal conductivity (w/m/k) 0.20
Tensile Strength(MN/m2) 33
Flexural modulus (GN/m2) 1.5
% elongation at break 150
Impact Strength (ft-lb/in) 0.4 1.2
Melting point Temp("C) 175
% of Shrinkage 1.5
Table 3: PP Material properties
5.3 STANDARD INJECTION CLCLE TIME:
Mold Close : 1-2 sec
Injection : 2-5 sec
Pack and Hold : 8-10 sec
Part Cooling : 10-20 sec
Screw return : 2-5 sec
Mold open : 1 sec
Ejection : 1 sec
The total injection cycle time: 25 44 sec
This time changes depends on product complexity
5.4 PRODUCTION PROCESS:
After loading the tool into injection molding machine the
material pellets are melted and injected into the mold.
Under the pressure, the molten material is forced in to
mold through sprue. The mold is held under pressure until
the material cools and hardens. Once the material
hardens, the mold is opened and the part is removed. And
the process can be repeated. The standard injection cycle
time is 25 to 44 sec, this time will vary depends on part
design.
Fig.16: PP Material Pillets
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-1, Issue-3, Aug- !1"#
ISS$% 3"&-'"&(
Page | 43
Fig.17: Production Process cycle
Part designed according original dimensions with
including shrinkage percentage of PP material that is
1.5%, with respect to part thickness, length and width
Fig.18: Tool loading into machine
That, The Final dimentions of the core design dimentions
are original dimentions with includes 1.5 % of part sizes
Fig.19: Three cavity tool with material filling
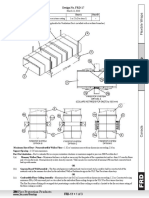
Fig.20: Combination of multiple parts and single part
In figure number 20, is the final fabrication product of
gasket application, in this first one referring expected
fabrication result for multiple cavity parts and another one
is single part of gasket. Total output product weight is
19.1 grams, in total weight single part density is 6 grams
remaining 0.1 grams is related to waste material.
Process parameters Specified Actual
Temperature
()
Zone-1 200-210 205
Zone-2 180-200 190
Zone-3 170-190 180
Zone-4 160-180 170
Injection
parameters
Inj. Pressure 90-110 100
Inj. Speed 08-11 9
Refill
Parameter
Refill speed 70-90 80
Cycle time
Injection time 03-06 5
Cooling time 10-20 15
Total time 28 28
Raw
material
PP - CP MI 3530
Table4: Fabrication process parameters
VI. OPTIMIZATION
In this project optimization process can divided into three
ways. First one is Process Optimization and second one is
Production rate final process is Cost optimization
6.1 PROCESS OPTIMIZATION:
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-1, Issue-3, Aug- !1"#
ISS$% 3"&-'"&(
Page | 44
A change happens in machining process of core and
cavity plate. Total part design machining core plate itself
there no design cavity plate it is used doe supported plate
for pack and holding process.
6.2 PRODUCTION RATE:
For increasing the production rate, manufacturing
multiple part die for producing multiple parts per cycle.
6.3 COST OPTIMIZATION:
The important cost effecting parameters are injection
molding cycle time, metal and material cost, tooling cost
and production cost.
For cost optimization selected some factors these factors
are:
6.3.1. TOTAL MANUFACTURING COST
TMC = M + T + P
TMC = Total Manufacturing Cost
M = Material
T = Tooling
P = Processing
6.3.2 MATERIAL COST PER PART
c
M
= M/q
= (cost/weight x weight) / number of parts
c
M
= c
w
(w
p
+ w
w
)
= c
w
(w
p
+ w
p
)
c
M
= c
w
w
p
(1+)
Here,
M = Total materials costs (raw)
Q = production quantity
c
M
= [cost/weight] [weight/no of parts]
c
M
= (cost/weight) (weight/part)
c
M
= cost/part
c
w
= material cost per unit weight, and
w
p
= weight of finished part
w
w
= weight of wasted material, scrap
= ratio of wasted material weight
/ finished weight
= w
w
/ w
p
6.3.3 TOOLING COST PER PART
CT = T/q
T = Total cost of molds, fixtures per cycle
Q = Number of parts per run
6.3.4 PROCESSING COST PER PART
CP = Ct .t
Where,
C
t
= cost per hour, (machine rate + labor)
t = cycle time (hours per part)
6.3.5 TOTAL COST PER PART
Cost per part,
C = C
M
+ C
T
+ C
P
(OR)
C = c
w
w
p
(1+) + T/q + C
t
t
Cost estimation calculations done by using cost effecting
parameters and cost optimization factors
VII. RESULTS
Results entered in the following table format, form this
easy to estimate cost differences in between single cavity
and multi cavity production process
Alternative
Part Per
Cycle
Part Per
Cycle
Multiple Per
Cycle
Mfg.
Process
Injection
molding
Injection
molding
Injection
molding
Material
PVC
(Flex)
PP PP
Part Weight 8.3 6 6
Alpha 0.01 0.01 0.01
Material
Cost (kg)
90 90 90
Tooling
Cost
32000 32000 35000
Production
quantity
50000 50000 150000
Cycle Time 25 25 28
Machine
Rate
400 400 400
Per Part
Cost
5 5 1.85
Note: Material cost information gathered from market
Table 5: Manufacturing cost analysis
International Journal of Advanced Engineering Research and Science (IJAERS) [Vol-1, Issue-3, Aug- !1"#
ISS$% 3"&-'"&(
Page | 45
In table, for multi cavity column production quantity is
150000 for 50000 cycles (3 parts per cycle).
VIII. CONCLUSION
This research paper gives effective information about
design, manufacturing and optimization process of
injection mold tool and multi cavity part production.
For an effective part design uses AutoCAD and injection
mold tool designed in UG software.
Multi cavity die manufacturing purpose used CNC
milling machine, surface grinding machine, Wire EDM
profile measuring machine.
Because of no complex profile shape of part design,
Entire multi cavity part design done in core plate itself not
in cavity plate, it is used as atop plate as well as cavity
supported plate. This machining process comes under
optimization of tool design.
Maintain the quality of tool uses profile measuring
machine and also used to avoiding the macro level
differences in edge level.
For part production uses PP material, to overcome the
existing material drawbacks
The minimum production cycle time is 25sec; this
duration is almost all same for single cavity and two
cavity part production. As per experimental results for
three cavity production process cycle time is 28 sec.
Injection time is causes for this variation of time between
single and three cavity part manufacturing.
Experimental production cycle time causes for cost
minimization, this has shown in results table.
The following effective conclusions are derived from the
project results:
1. Increasing the production rate by developing the multi
part die.
2. Machining cost reduced by providing effective tool
design
3. Because of this multi part production cycle time is
cause to reduce the manufacturing cost.
REFERENCES
[1] Shigeyuki haruyama International Journal of Pressure
Vessels and Piping, Influence of Surface roughness on leakage
of new metal Gasket
[2] S.Selvaraj Design and Fabrication of an Injection
Moulding Tool for Cam Bush with Baffle Cooling Channel and
Submarine Gate
[3] Jagannatha Rao M B, Dr. Ramni , Analysis of Plastic
Flow in Two Plate Multi Cavity Injection mould for Plastic
Component for Pump Seal
[4] Yi-qi-Wang, Jae- gyu Kim, Jung- il Song,Optimization
of plastic Injection Moulding Processes Parameters for
manufacturing a brake booster valve body.
[5] Shigeyuki Haruyama a, Didik Nurhadiyanto b,c,*, Moch
Agus Choiron d, Ken Kaminishi, Influence of surface
roughness on leakage of new metal gasket
[6] Sampath.A, Hemanth.R, CONCEPTUAL DESIGN OF
INJECTION MOLD TOOL FOR THE CHAIR HAND REST
COMPONENT.
S-ar putea să vă placă și
- Business Logistics and The Relationship With Organizational SuccessDocument4 paginiBusiness Logistics and The Relationship With Organizational SuccessIJAERS JOURNALÎncă nu există evaluări
- Beef Cattle Farmers' Economic Behavior in The Minahasa Tenggara Regency, IndonesiaDocument7 paginiBeef Cattle Farmers' Economic Behavior in The Minahasa Tenggara Regency, IndonesiaIJAERS JOURNALÎncă nu există evaluări
- Enhancing Cybersecurity: The Power of Artificial Intelligence in Threat Detection and PreventionDocument6 paginiEnhancing Cybersecurity: The Power of Artificial Intelligence in Threat Detection and PreventionIJAERS JOURNALÎncă nu există evaluări
- Climatic Rhythms and Prevalence of Malaria in The Municipality of Sinende in Northern BeninDocument8 paginiClimatic Rhythms and Prevalence of Malaria in The Municipality of Sinende in Northern BeninIJAERS JOURNALÎncă nu există evaluări
- Impacts On The Mental Health of Professionals in A Prisonal System in Alagoas During The Covid-19 PandemicDocument7 paginiImpacts On The Mental Health of Professionals in A Prisonal System in Alagoas During The Covid-19 PandemicIJAERS JOURNALÎncă nu există evaluări
- Facing Dengue and Malaria As A Public Health Challenge in BrazilDocument6 paginiFacing Dengue and Malaria As A Public Health Challenge in BrazilIJAERS JOURNALÎncă nu există evaluări
- Associativism As Strategy of Reaching Territorial Rights, Programs, Projects and Public Policies of Rural Development: The Case of The São Francisco Do Mainã Community, Manaus, AMDocument9 paginiAssociativism As Strategy of Reaching Territorial Rights, Programs, Projects and Public Policies of Rural Development: The Case of The São Francisco Do Mainã Community, Manaus, AMIJAERS JOURNALÎncă nu există evaluări
- Analysis of The Thermal Behavior of Masonry Concrete Block With Internal Natural Element CoatingDocument11 paginiAnalysis of The Thermal Behavior of Masonry Concrete Block With Internal Natural Element CoatingIJAERS JOURNALÎncă nu există evaluări
- The Economic Impact of Coronavirus Disease (COVID-19) : A Study On Tourism Indicators in The Kingdom of Saudi ArabiaDocument4 paginiThe Economic Impact of Coronavirus Disease (COVID-19) : A Study On Tourism Indicators in The Kingdom of Saudi ArabiaIJAERS JOURNALÎncă nu există evaluări
- Study of The Extraction Process of The Pleurotus Citrinopileatus Mushroom and Evaluation of The Biological Activity of The ExtractDocument8 paginiStudy of The Extraction Process of The Pleurotus Citrinopileatus Mushroom and Evaluation of The Biological Activity of The ExtractIJAERS JOURNALÎncă nu există evaluări
- Breastfeeding and Factors Associated With The Prevention of Childhood Obesity: An Integrative Literature ReviewDocument16 paginiBreastfeeding and Factors Associated With The Prevention of Childhood Obesity: An Integrative Literature ReviewIJAERS JOURNALÎncă nu există evaluări
- Humanization in Undergraduate Medical Education: The Brazilian Learner's PerspectiveDocument12 paginiHumanization in Undergraduate Medical Education: The Brazilian Learner's PerspectiveIJAERS JOURNALÎncă nu există evaluări
- The Economic Impact of Coronavirus Disease (COVID-19) : A Study On Tourism Indicators in The Kingdom of Saudi ArabiaDocument4 paginiThe Economic Impact of Coronavirus Disease (COVID-19) : A Study On Tourism Indicators in The Kingdom of Saudi ArabiaIJAERS JOURNALÎncă nu există evaluări
- Constructed Wetlands: Technology For Removing Drug Concentration From WaterDocument12 paginiConstructed Wetlands: Technology For Removing Drug Concentration From WaterIJAERS JOURNALÎncă nu există evaluări
- Process Sequence Optimization and Structural Analysis of Nanoscale Heterostructure Using Compound Semiconductors AlAsSb/In0.59Ga0.41As/GaAs0.53Sb0.47Document5 paginiProcess Sequence Optimization and Structural Analysis of Nanoscale Heterostructure Using Compound Semiconductors AlAsSb/In0.59Ga0.41As/GaAs0.53Sb0.47IJAERS JOURNALÎncă nu există evaluări
- Water Quality Assessment Using GIS Based Multi-Criteria Evaluation (MCE) and Analytical Hierarchy Process (AHP) Methods in Yenagoa Bayelsa State, NigeriaDocument11 paginiWater Quality Assessment Using GIS Based Multi-Criteria Evaluation (MCE) and Analytical Hierarchy Process (AHP) Methods in Yenagoa Bayelsa State, NigeriaIJAERS JOURNALÎncă nu există evaluări
- Childhood/ Pediatric Cancer: Nursing Care in Oncopediatrics With A Central Focus On HumanizationDocument12 paginiChildhood/ Pediatric Cancer: Nursing Care in Oncopediatrics With A Central Focus On HumanizationIJAERS JOURNALÎncă nu există evaluări
- Morphometric Analysis of The Ekole River As A Consequence of Climate Change: A Case Study in Yenagoa, Bayelsa State, NigeriaDocument9 paginiMorphometric Analysis of The Ekole River As A Consequence of Climate Change: A Case Study in Yenagoa, Bayelsa State, NigeriaIJAERS JOURNALÎncă nu există evaluări
- Komla Uwolowudu Amegna: International Journal of Advanced Engineering Research and Science (IJAERS)Document9 paginiKomla Uwolowudu Amegna: International Journal of Advanced Engineering Research and Science (IJAERS)IJAERS JOURNALÎncă nu există evaluări
- VCO Rancidity Analysis Refers To Fermentation Time That Produced by Gradual Heating MethodDocument6 paginiVCO Rancidity Analysis Refers To Fermentation Time That Produced by Gradual Heating MethodIJAERS JOURNAL100% (1)
- Multiprofessional Care For A Patient With Gestational DiabetesDocument12 paginiMultiprofessional Care For A Patient With Gestational DiabetesIJAERS JOURNALÎncă nu există evaluări
- Association of Bacterial Vaginosis To Atypia in Squamous Cells of The CervixDocument15 paginiAssociation of Bacterial Vaginosis To Atypia in Squamous Cells of The CervixIJAERS JOURNALÎncă nu există evaluări
- Sociodemographic and Clinical Profile of Women With Uterine Cervical Cancer Attended in An Oncological Hospital in The State of Acre, BrazilDocument9 paginiSociodemographic and Clinical Profile of Women With Uterine Cervical Cancer Attended in An Oncological Hospital in The State of Acre, BrazilIJAERS JOURNALÎncă nu există evaluări
- Design and Building of Servo Motor Portable Coconut Peller MachineDocument5 paginiDesign and Building of Servo Motor Portable Coconut Peller MachineIJAERS JOURNALÎncă nu există evaluări
- Morphometric Analysis of The Ekole River As A Consequence of Climate Change: A Case Study in Yenagoa, Bayelsa State, NigeriaDocument9 paginiMorphometric Analysis of The Ekole River As A Consequence of Climate Change: A Case Study in Yenagoa, Bayelsa State, NigeriaIJAERS JOURNALÎncă nu există evaluări
- Mining and Its Impacts On Environment and Health With Special Reference To Ballari District, Karnataka, IndiaDocument7 paginiMining and Its Impacts On Environment and Health With Special Reference To Ballari District, Karnataka, IndiaIJAERS JOURNALÎncă nu există evaluări
- Modeling of Geological and Geophysical Data, Onshore Field of Potiguar Basin, Northeastern BrazilDocument5 paginiModeling of Geological and Geophysical Data, Onshore Field of Potiguar Basin, Northeastern BrazilIJAERS JOURNALÎncă nu există evaluări
- The Psychologist's Role in The Process of Listening To Children Victims of Sexual Violence in Legal ProceedingsDocument8 paginiThe Psychologist's Role in The Process of Listening To Children Victims of Sexual Violence in Legal ProceedingsIJAERS JOURNALÎncă nu există evaluări
- Does Blended Learning Approach Affect Madrasa Students English Writing Errors? A Comparative StudyDocument12 paginiDoes Blended Learning Approach Affect Madrasa Students English Writing Errors? A Comparative StudyIJAERS JOURNALÎncă nu există evaluări
- Assessment of The Risk of Cardiovascular Diseases and Its Relationship With Heart Rate Variability in Physically Active and Sedentary IndividualsDocument13 paginiAssessment of The Risk of Cardiovascular Diseases and Its Relationship With Heart Rate Variability in Physically Active and Sedentary IndividualsIJAERS JOURNALÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Piling BQDocument4 paginiPiling BQLeeZhengxian100% (1)
- NEC Requirements For Sizing Junction Boxes and Pull BoxesDocument8 paginiNEC Requirements For Sizing Junction Boxes and Pull Boxeserson1981Încă nu există evaluări
- Lift N EscalatorDocument1 paginăLift N EscalatorPrashant JadhavÎncă nu există evaluări
- Stemmann-Technik: Maintenance Instruction For Slipring Assembly MS7,2 - 300-300-10 Art. No. 6253620Document2 paginiStemmann-Technik: Maintenance Instruction For Slipring Assembly MS7,2 - 300-300-10 Art. No. 6253620Miguel RodriguezÎncă nu există evaluări
- Executive Engineer, Upper Kolab Irrigation Division, BorigummaDocument10 paginiExecutive Engineer, Upper Kolab Irrigation Division, BorigummaSatyanarayan PandaÎncă nu există evaluări
- Pykrete Dome Case StudyDocument7 paginiPykrete Dome Case StudyMahaManthraÎncă nu există evaluări
- 5231R 06Document13 pagini5231R 06BddbvffffnhebrbbrÎncă nu există evaluări
- China Xinjiang Beixin Construction Engineering (Group) Co., LTDDocument38 paginiChina Xinjiang Beixin Construction Engineering (Group) Co., LTDFayyaz Ahmad KhanÎncă nu există evaluări
- Assignment#3Document7 paginiAssignment#3maxamedÎncă nu există evaluări
- Updated Resume GR BIJUDocument5 paginiUpdated Resume GR BIJUBiju GRÎncă nu există evaluări
- Manual EkfcDocument12 paginiManual EkfcDavid GallardoÎncă nu există evaluări
- G 962 1188 - BomDocument8 paginiG 962 1188 - BomDibyendu ChakrabortyÎncă nu există evaluări
- 20MCT0011 Da-1 CTSCCSDocument22 pagini20MCT0011 Da-1 CTSCCSVishal SinghÎncă nu există evaluări
- Embassy BoulevardDocument58 paginiEmbassy Boulevardbigdealsin14Încă nu există evaluări
- MOS Main Truss Bridge Rev 01Document35 paginiMOS Main Truss Bridge Rev 01Ami ShafiÎncă nu există evaluări
- Generador de Vapor PDFDocument14 paginiGenerador de Vapor PDFHector Dongo ArrayanÎncă nu există evaluări
- Your Dream Home Awaits!: Rera Web Site - WWW - Rera.wb - Gov.in Rera Registration No. - WBRERA/P/SOU/2023/000281Document30 paginiYour Dream Home Awaits!: Rera Web Site - WWW - Rera.wb - Gov.in Rera Registration No. - WBRERA/P/SOU/2023/000281discovernealÎncă nu există evaluări
- Table 13 Permitted Variations From A Flat Surface For Carbon Steel PlatesDocument1 paginăTable 13 Permitted Variations From A Flat Surface For Carbon Steel PlatesamevaluacionesÎncă nu există evaluări
- Weight&Lifting - To CheckDocument54 paginiWeight&Lifting - To Checknamasral0% (1)
- Calculation Rail Beam (Hoist Capacity 3 Ton)Document4 paginiCalculation Rail Beam (Hoist Capacity 3 Ton)Edo Faizal2Încă nu există evaluări
- Universiti Kuala Lumpur Malaysian Spanish Institute: Name: Mohamad Adib Fahmi Bin MahadzirDocument9 paginiUniversiti Kuala Lumpur Malaysian Spanish Institute: Name: Mohamad Adib Fahmi Bin MahadzirAizzat ZackÎncă nu există evaluări
- Forest EngineeringDocument78 paginiForest EngineeringPrakash KaniveÎncă nu există evaluări
- Material Consumption Norms For Various Civil Works - Civil4MDocument1 paginăMaterial Consumption Norms For Various Civil Works - Civil4MAnubhav NautiyalÎncă nu există evaluări
- Installation Manual: SYSTEM Inverter Air ConditionersDocument52 paginiInstallation Manual: SYSTEM Inverter Air ConditionersOscar DiazÎncă nu există evaluări
- Equivalent of Carbon Steel Qualities PDFDocument15 paginiEquivalent of Carbon Steel Qualities PDFGANESHÎncă nu există evaluări
- BWG - Birmingham Wire GaugeDocument8 paginiBWG - Birmingham Wire GaugepurnawanÎncă nu există evaluări
- FRD17Document3 paginiFRD17Raul FloresÎncă nu există evaluări
- Advisory Note 11 ASFP Cell Beam RationaleDocument2 paginiAdvisory Note 11 ASFP Cell Beam RationalePavaloaie Marian ConstantinÎncă nu există evaluări
- 2G BioEthanol-Civil and Structural Works Spec-BPCL-TCEDocument415 pagini2G BioEthanol-Civil and Structural Works Spec-BPCL-TCEtsrinivasan5083Încă nu există evaluări
- STAIRCASE DESIGN: Dog Legged StaircaseDocument2 paginiSTAIRCASE DESIGN: Dog Legged StaircasePraYush RajbhandariÎncă nu există evaluări