S-ar putea să vă placă și
- A Study of Digital ManufacturingDocument7 paginiA Study of Digital ManufacturingAmrik SinghÎncă nu există evaluări
- Control Theory Notes PDFDocument212 paginiControl Theory Notes PDFAmrik SinghÎncă nu există evaluări
- Sample Chapter PDFDocument29 paginiSample Chapter PDFAmrik SinghÎncă nu există evaluări
- 2019 10 Milwaukee Advanced Manufacturing District Map TemplateDocument3 pagini2019 10 Milwaukee Advanced Manufacturing District Map TemplateAmrik SinghÎncă nu există evaluări
- Measuring Exibility of Computer Integrated Manufacturing Systems Using Fuzzy Cash Ow AnalysisDocument18 paginiMeasuring Exibility of Computer Integrated Manufacturing Systems Using Fuzzy Cash Ow AnalysisAmrik SinghÎncă nu există evaluări
- A Generic Approach To Measuring The Machine Flexibility of A Manufacturing SystemDocument27 paginiA Generic Approach To Measuring The Machine Flexibility of A Manufacturing SystemAmrik SinghÎncă nu există evaluări
- Sanjib Kumar Saren - Review of Flexible Manufacturing System Based On Modeling and Simulation - v21 - 2Document6 paginiSanjib Kumar Saren - Review of Flexible Manufacturing System Based On Modeling and Simulation - v21 - 2Amrik SinghÎncă nu există evaluări
- Automotive Engineering (MFGE 425)Document16 paginiAutomotive Engineering (MFGE 425)Amrik SinghÎncă nu există evaluări
- Flexible Manufacturing System Simulation Using Petri NetsDocument15 paginiFlexible Manufacturing System Simulation Using Petri NetsAmrik SinghÎncă nu există evaluări
- Lecture 7Document55 paginiLecture 7Amrik SinghÎncă nu există evaluări
- Lecture 14jDocument47 paginiLecture 14jAmrik SinghÎncă nu există evaluări
- IC Learning Series 2012 - Foundry PracticeDocument23 paginiIC Learning Series 2012 - Foundry PracticeAmrik SinghÎncă nu există evaluări
- Determination of Buffer Size in Single and Multi Row Flexible Manufacturing Systems Through SimulationDocument11 paginiDetermination of Buffer Size in Single and Multi Row Flexible Manufacturing Systems Through SimulationAmrik SinghÎncă nu există evaluări
- Journal of Advanced Mechanical Design, Systems, and ManufacturingDocument16 paginiJournal of Advanced Mechanical Design, Systems, and ManufacturingAmrik SinghÎncă nu există evaluări
- Automotive Engineering (MFGE 425)Document22 paginiAutomotive Engineering (MFGE 425)Amrik SinghÎncă nu există evaluări
- Automotive Engineering (MFGE 425)Document18 paginiAutomotive Engineering (MFGE 425)Amrik SinghÎncă nu există evaluări
- Automotive Engineering (MFGE 425)Document32 paginiAutomotive Engineering (MFGE 425)Amrik SinghÎncă nu există evaluări
- MFGE425 Assembly PDFDocument22 paginiMFGE425 Assembly PDFAmrik SinghÎncă nu există evaluări
- Six SigmaDocument4 paginiSix SigmaAmrik SinghÎncă nu există evaluări
- MFGE 102 Fundamentals of Product Design and Manufacturing EngineeringDocument9 paginiMFGE 102 Fundamentals of Product Design and Manufacturing EngineeringAmrik SinghÎncă nu există evaluări
- Managerial Accounting Concepts and Principles: Irwin/Mcgraw-HillDocument29 paginiManagerial Accounting Concepts and Principles: Irwin/Mcgraw-HillAmrik SinghÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Registro de Calificacion Del Procedimiento (PQR) : JOINTS (QW-402)Document2 paginiRegistro de Calificacion Del Procedimiento (PQR) : JOINTS (QW-402)Anonymous Xa5rkMZm9ZÎncă nu există evaluări
- Is Iso 2415 2004 PDFDocument27 paginiIs Iso 2415 2004 PDFdschauhanunisparesÎncă nu există evaluări
- Tools and Equipment InventoryDocument1 paginăTools and Equipment Inventoryandrew indicÎncă nu există evaluări
- Computer Aided Machine Drawing Laboratory: Lab ManualDocument31 paginiComputer Aided Machine Drawing Laboratory: Lab ManualGiridharadhayalanÎncă nu există evaluări
- Manual TornoDocument60 paginiManual Tornojulie2420140% (1)
- SSH Hexagon Head Connector Screw ImpregDocument6 paginiSSH Hexagon Head Connector Screw ImpregCátiaPedroÎncă nu există evaluări
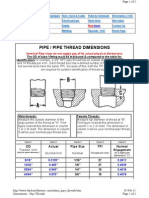
- Pipe Thread DiameterDocument3 paginiPipe Thread DiameterNabil RamehÎncă nu există evaluări
- Aluminium Alloy en Aw 6063 Material Data Sheet AlumincoDocument1 paginăAluminium Alloy en Aw 6063 Material Data Sheet AlumincoVinayak ImadiÎncă nu există evaluări
- Metric Thread - Extended Thread Size Range PDFDocument20 paginiMetric Thread - Extended Thread Size Range PDFDu Shan100% (2)
- Design and Fabrication of Leaf JigDocument9 paginiDesign and Fabrication of Leaf JigAnonymous Clyy9NÎncă nu există evaluări
- Cswpa PreparacionDocument8 paginiCswpa Preparacionrodolfovilla0% (1)
- General Welding ProcedureDocument5 paginiGeneral Welding ProcedureKirinSirÎncă nu există evaluări
- HPDCdesign Basic PrinciplesDocument9 paginiHPDCdesign Basic PrinciplesGanesan ThangasamyÎncă nu există evaluări
- HEM GuidebookDocument51 paginiHEM Guidebookaenyma100% (1)
- Cincom Evolution Line: Sliding Headstock Type Automatic CNC LatheDocument8 paginiCincom Evolution Line: Sliding Headstock Type Automatic CNC Lathecmgankl100% (1)
- 1.1 Bosch - Rexroth - Ball Rail System 2009Document180 pagini1.1 Bosch - Rexroth - Ball Rail System 2009AleAlexandraÎncă nu există evaluări
- 6 VK PDFDocument6 pagini6 VK PDFVivek KishoreÎncă nu există evaluări
- MPS5a - GrindingDocument2 paginiMPS5a - GrindingMark julius garciaÎncă nu există evaluări
- Hilti. Outperform. Outlast.: MIQ Girder MIQ Wingnut MIQ Cross Connectors MIQ T-Head BoltDocument1 paginăHilti. Outperform. Outlast.: MIQ Girder MIQ Wingnut MIQ Cross Connectors MIQ T-Head BoltMiguel CamargoÎncă nu există evaluări
- Machining 2Document44 paginiMachining 2Jayant SisodiaÎncă nu există evaluări
- Summer Training PresentationDocument22 paginiSummer Training PresentationAreeb SirajÎncă nu există evaluări
- Teknik PengelasanDocument84 paginiTeknik PengelasanluhurÎncă nu există evaluări
- CBN Turning InsertsDocument1 paginăCBN Turning InsertsknujdloÎncă nu există evaluări
- Paint Finish Denibbing Process p17Document1 paginăPaint Finish Denibbing Process p17isbarÎncă nu există evaluări
- Polycrystalline Diamond - PCD Tools - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerDocument3 paginiPolycrystalline Diamond - PCD Tools - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerSigma ToolingsÎncă nu există evaluări
- Alloy Tool Steel For Cold WorkDocument1 paginăAlloy Tool Steel For Cold Workamariei_niculinaÎncă nu există evaluări
- PYI Floor Anchor Fitting InstructionsDocument8 paginiPYI Floor Anchor Fitting InstructionsLa Corriente del GolfoÎncă nu există evaluări
- Socket Head Cap ScrewDocument4 paginiSocket Head Cap ScrewsarbiniÎncă nu există evaluări
- Machine-Shop-2 Curriculum ChedDocument3 paginiMachine-Shop-2 Curriculum ChedMark Niño Javier100% (1)