S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Hino E13c Engine Workshop Manual PDFDocument413 paginiHino E13c Engine Workshop Manual PDFmahadeo ramphal100% (15)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Peugeot 505Document300 paginiPeugeot 505Артуро Игнасио Муньос СильваÎncă nu există evaluări
- Abus GM7000 PDFDocument60 paginiAbus GM7000 PDFcj7man8082% (11)
- Parts Manual Light Source Compact Lsck4 Lsck4 Plus ANDDocument115 paginiParts Manual Light Source Compact Lsck4 Lsck4 Plus ANDAgus LukitoÎncă nu există evaluări
- Torque of Stainless Steel, Non Ferrous TorqueDocument1 paginăTorque of Stainless Steel, Non Ferrous TorqueMas Arman TewoÎncă nu există evaluări
- ABSA News 008-V13-Iss1Document4 paginiABSA News 008-V13-Iss1Mas Arman TewoÎncă nu există evaluări
- ABSA Failure Alert IB06-003Document1 paginăABSA Failure Alert IB06-003Mas Arman TewoÎncă nu există evaluări
- Engineering Critical Analyses To BS 7910Document15 paginiEngineering Critical Analyses To BS 7910Mas Arman TewoÎncă nu există evaluări
- BS 7910Document12 paginiBS 7910Mas Arman Tewo50% (2)
- Ethylene Heat Flux John ZinkDocument4 paginiEthylene Heat Flux John ZinkMas Arman Tewo100% (1)
- 1386 - FM Front Page Industrial Burner HandbookDocument14 pagini1386 - FM Front Page Industrial Burner HandbookMas Arman Tewo0% (1)
- Tall Vertical ColumnsDocument2 paginiTall Vertical ColumnsMas Arman TewoÎncă nu există evaluări
- FEA 107 Validation ExperimentDocument7 paginiFEA 107 Validation ExperimentMas Arman TewoÎncă nu există evaluări
- Causal Factor Chart and Fault Tree TemplateDocument7 paginiCausal Factor Chart and Fault Tree TemplateMas Arman TewoÎncă nu există evaluări
- Earthquake Loading Specified in GDocument3 paginiEarthquake Loading Specified in GMas Arman TewoÎncă nu există evaluări
- Mechanical Design Internals Column Notes PDFDocument14 paginiMechanical Design Internals Column Notes PDFMas Arman TewoÎncă nu există evaluări
- Causal Factor Chart and Fault Tree TemplateDocument7 paginiCausal Factor Chart and Fault Tree TemplateMas Arman TewoÎncă nu există evaluări
- Origin of Damascus Steel PDFDocument9 paginiOrigin of Damascus Steel PDFMas Arman TewoÎncă nu există evaluări
- Decline of Islamic Science PDFDocument21 paginiDecline of Islamic Science PDFMas Arman Tewo0% (1)
- Part 1 ISLAMIC TECHNOLOGY Transfer TO THE WEST PDFDocument14 paginiPart 1 ISLAMIC TECHNOLOGY Transfer TO THE WEST PDFMas Arman TewoÎncă nu există evaluări
- Fired Heater Checklist FW PDFDocument2 paginiFired Heater Checklist FW PDFMas Arman Tewo100% (2)
- Onetuv Cheklist Design HTTPDocument3 paginiOnetuv Cheklist Design HTTPMas Arman TewoÎncă nu există evaluări
- Goodyear Heat Exchanger Rupture PDFDocument10 paginiGoodyear Heat Exchanger Rupture PDFMas Arman TewoÎncă nu există evaluări
- Sample3 Drawing PDFDocument2 paginiSample3 Drawing PDFMas Arman TewoÎncă nu există evaluări
- Lifting LugDocument24 paginiLifting LugMas Arman Tewo100% (6)
- PS-11036 Corrosion Resistant Coating For Fasteners FcaDocument23 paginiPS-11036 Corrosion Resistant Coating For Fasteners Fcabernardo1984Încă nu există evaluări
- Important Safety Instructions: WarningDocument4 paginiImportant Safety Instructions: WarningJohn LeonardÎncă nu există evaluări
- Machine Drawing ManualDocument90 paginiMachine Drawing Manualmechanical 2017-2021Încă nu există evaluări
- Установка ТНВД 2.9 3.6Document19 paginiУстановка ТНВД 2.9 3.6bogdanmichaelÎncă nu există evaluări
- SBLM2500 IND 178rev1Document18 paginiSBLM2500 IND 178rev1Daniil SerovÎncă nu există evaluări
- SKF Manual de ApertosDocument44 paginiSKF Manual de ApertosA RÎncă nu există evaluări
- A4-P 1.0 enDocument4 paginiA4-P 1.0 enshani5573Încă nu există evaluări
- Add To Favorites Contact Us SearchDocument4 paginiAdd To Favorites Contact Us SearchAhmed LepdaÎncă nu există evaluări
- W02 M58 5001Document30 paginiW02 M58 5001MROstop.comÎncă nu există evaluări
- 2003 Nissan Altima 2.5 Serivce Manual RSUDocument12 pagini2003 Nissan Altima 2.5 Serivce Manual RSUAndy Dellinger100% (1)
- C411 Agile Fiber Shelves 860647710 Jan 19Document14 paginiC411 Agile Fiber Shelves 860647710 Jan 19NancyÎncă nu există evaluări
- Compact Manual: Parts DiagramDocument4 paginiCompact Manual: Parts Diagramluismf14Încă nu există evaluări
- Volkswagen Workshop Manuals - ElectricalDocument127 paginiVolkswagen Workshop Manuals - Electricalsssf-doboj100% (1)
- Bobcat 963 Skid Steer Loader Master Illustrated Parts List Manual Book G SeriesDocument409 paginiBobcat 963 Skid Steer Loader Master Illustrated Parts List Manual Book G Seriesjakecall73% (11)
- ManualDocument15 paginiManualAndres NavarroÎncă nu există evaluări
- S03M03 ODU300 InstallDocument69 paginiS03M03 ODU300 InstallAtanda Babatunde MutiuÎncă nu există evaluări
- SWICTHESDocument28 paginiSWICTHESManoj MohanÎncă nu există evaluări
- Catalog0 Bradley PDFDocument151 paginiCatalog0 Bradley PDFJhonattan GonzalezÎncă nu există evaluări
- 4.3.5 Kwik Bolt 3 Expansion Anchor (328-352) r021 PDFDocument28 pagini4.3.5 Kwik Bolt 3 Expansion Anchor (328-352) r021 PDFMarco Antonio TeranÎncă nu există evaluări
- IEEE Guide For The Design and Testing of Transmission Modular Restoration Structure ComponentsDocument20 paginiIEEE Guide For The Design and Testing of Transmission Modular Restoration Structure ComponentsGenesis ToledoÎncă nu există evaluări
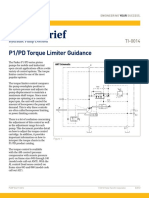
- P1PD Torque Limiter GuidanceDocument5 paginiP1PD Torque Limiter GuidancexxshÎncă nu există evaluări
- Metso Quote For SparesDocument8 paginiMetso Quote For Sparesmanian_arsÎncă nu există evaluări
- Driveshaft and AxleDocument32 paginiDriveshaft and AxleCesar GiraccaÎncă nu există evaluări
- Kom P-N ListDocument1.149 paginiKom P-N Listtheunauthorised100% (4)
- SAM Manual EDocument49 paginiSAM Manual Emath62210Încă nu există evaluări