Documente Academic
Documente Profesional
Documente Cultură
Tarea de Propiedades
Încărcat de
ricardototote0 evaluări0% au considerat acest document util (0 voturi)
7 vizualizări14 paginiDrepturi de autor
© © All Rights Reserved
Formate disponibile
DOC, PDF, TXT sau citiți online pe Scribd
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
© All Rights Reserved
Formate disponibile
Descărcați ca DOC, PDF, TXT sau citiți online pe Scribd
0 evaluări0% au considerat acest document util (0 voturi)
7 vizualizări14 paginiTarea de Propiedades
Încărcat de
ricardotototeDrepturi de autor:
© All Rights Reserved
Formate disponibile
Descărcați ca DOC, PDF, TXT sau citiți online pe Scribd
Sunteți pe pagina 1din 14
PROCESOS DE FORMADO.
La deformacin es nicamente uno de los diversos procesos que pueden usarse
para obtener formas intermedias o fnales en el metal.
El estudio de la plasticidad est comprometido con la relacin entre el fujo del
metal y el esfuerzo aplicado. Si sta puede determinarse! entonces las formas
mas requeridas pueden realizarse por la aplicacin de fuerzas calculadas en
direcciones espec"fcas y a velocidades controladas.
EMBUTIDO PROFUNDO Y PRENSADO
El embutido profundo es una e#tensin del prensado en la que a un tejo de
metal! se le da una tercera dimensin considerable despus de fuir a travs de
un dado. El prensado simple se lleva a cabo presionando un trozo de metal
entre un punzn y una matriz! as" como al indentar un blanco y dar al producto
una medida r"$ida. Latas para alimentos y botes para bebidas! son los ejemplos
mas comunes.
%omo se ver mas adelante! este proceso puede llevarse a cabo nicamente
en fr"o. %ualquier intento de estirado en caliente! produce en el metal un cuello
y la ruptura. El anillo de presin en la &i$. '! evita que el blanco se levante de
la superfcie del dado! dando arru$as radiales o plie$ues que tienden a
formarse en el metal fuyendo (acia el interior desde la periferia del orifcio del
dado.
LAMINADO
Este es un proceso en el cual se reduce el espesor del material pasndolo entre
un par de rodillos rotatorios. Los rodillos son $eneralmente cil"ndricos y
producen productos planos tales como lminas o cintas. )ambin pueden estar
ranurados o $rabados sobre una superfcie a fn de cambiar el perfl! as" como
estampar patrones en relieve. Este proceso de deformacin puede llevarse a
cabo! ya sea en caliente o en fr"o.
El trabajo en caliente es usado muy ampliamente porque es posible realizar un
cambio en forma rpida y barata. El laminado en fr"o se lleva a cabo por
razones especiales! tales como la produccin de buenas superfcies de acabado
o propiedades mecnicas especiales. Se lamina ms metal que el total tratado
por todos los otros procesos.
FORJADO
En el caso ms simple! el metal es comprimido entre martillo y un yunque y la
forma fnal se obtiene $irando y moviendo la pieza de trabajo entre $olpe y
$olpe. *ara produccin en masa y el formado de secciones $randes! el martillo
es sustituido por un martinete o dado deslizante en un bastidor e impulsado
por una potencia mecnica! (idrulica o vapor.
+n dispositivo utiliza directamente el empuje (acia abajo que resulta de la
e#plosin en la cabeza de un cilindro sobre un pistn mvil. Los dados que (an
sustituido al martillo y al yunque pueden variar desde un par de (erramientas
de cara plana! (asta ejemplares que tiene cavidades apareadas capaces de ser
usadas para producir las formas ms complejas.
Si bien! el forjado puede realizarse ya sea con el metal caliente o fr"o! el
elevado $asto de potencia y des$aste en los dados! as" como la relativamente
peque,a amplitud de deformacin posible! limita las aplicaciones del forjado en
fr"o. +n ejemplo es el acu,ado! donde los metales superfciales son impartidos
a una pieza de metal por forjado en fr"o. El forjado en caliente se est
utilizando cada vez ms como un medio para eliminar uniones y por las
estructuras particularmente apropiadas u propiedades que puede ser
conferidas al producto fnal. Es el mtodo de formado de metal ms anti$uo y
(ay muc(os ejemplos que se remontan (asta -... a,os /. %.
ESTIRADO
Este es esencialmente un proceso para la produccin de formas en (ojas de
metal. Las (ojas se estiran sobre (ormas conformadas en donde se deforman
plsticamente (asta asumir los perfles requeridos. Es un proceso de trabajo en
fr"o y es $eneralmente el menos usado de todos los procesos de trabajo.
EXTRUSION
En este proceso un cilindro o trozo de metal es forzado a travs de un orifcio
por medio de un mbolo! por tal efecto! el metal estirado y e#truido tiene una
seccin transversal! i$ual a la del orifcio del dado.
0ay dos tipos de e#trusin! e#trusin directa y e#trusin indirecta o invertida.
En el primer caso! el mbolo y el dado estn en los e#tremos opuestos del
cilindro y el material es empujado contra y a travs del dado. En la e#trusin
indirecta el dado es sujetado en el e#tremo de un mbolo (ueco y es forzado
contra el cilindro! de manera que el metal es e#truido (acia atrs! a travs del
dado.
La e#trusin puede llevarse a cabo! ya sea en caliente o en fr"o! pero es
predominantemente un proceso de trabajo en caliente. La nica e#cepcin a
esto es la e#trusin por impacto! en la cual el aluminio o trozos de plomo son
e#truidos por un rpido $olpe para obtener productos como los tubos de pasta
de dientes. En todos los procesos de e#trusin (ay una relacin cr"tica entre las
dimensiones del cilindro y las de la cavidad del contenedor! especialmente en
la seccin transversal.
El proceso se efecta a una temperatura de '1. a 1.. 2% con el fn de
$arantizar la e#trusin.
El dise,o de la matriz se (ace de acuerdo con las necesidades del mercado o
del cliente particular.
La e#trusin nos permite obtener secciones transversales slidas o tubulares
que en otros metales ser"a imposible obtener sin recurrir al ensamble de varias
piezas.
ESTIRADO DE ALAMBRE
+na varilla de metal se a$uza en uno de sus e#tremos y lue$o es estirada a
travs del orifcio cnico de un dado. La varilla que entra al dado tiene un
dimetro mayor y sale con un dimetro menor. En los primeros ejemplos de
este proceso! fueron estiradas lon$itudes cortas manualmente a travs de una
serie de a$ujeros de tama,o decreciente en una 3placa de estirado3 de (ierro
colado o de acero forjado. En las instalaciones modernas! $randes lon$itudes
son estiradas continuamente a travs de una serie de dados usando un nmero
de poleas mecnicamente $uiadas! que pueden producir muy $randes
cantidades de alambre! de $randes lon$itudes a alta velocidad! usando muy
poca fuerza (umana. +sando la forma de orifcio apropiada! es posible estirar
una variedad de formas tales como valos! cuadrados! (e#$onos! etc.!
mediante este proceso.
*rocesos de formado mecnico
El formado de partes con la aplicacin de fuerza mecnica! se considera uno de
los procesos de formacin ms importantes! en trminos del valor de la
produccin y del mtodo de produccin. El formado de partes se puede
efectuar con el material fr"o 4formado en fr"o5 o con material caliente 4formado
en caliente5. Las fuerzas utilizadas para formar las partes pueden ser de tipo de
fe#in! compresin o cizallado y tensin. Los procesos de formado se pueden
clasifcar sobre la base de la forma en que se aplica la fuerza.
El formado por doblado se efecta al obli$ar a el material a doblarse a lo lar$o
de un eje. Entre los procesos por doblado estn el doblez! pelado! corru$ado y
rec(azado en alta velocidad. El formado por cizallado 4$uillotinado5 es en
realidad! un proceso de separacin de material en el cual se (ace pasar a
presin una o dos cuc(illas a traves de una parte fja.
El cizallado tambin incluye procesos tales como punzado o perforacin!
estampado! punzado con matrices y refnado. El formado por compresin se
efecta al obli$ar al material! fr"o o caliente! a adecuarse a la conf$uracin
deseada con la ayuda de un dado! un rodillo o un buzo o punzn. El formado
por compresin! incluye procesos tales como forja! e#trusion! laminado y
acu,ado.
El formado por tensin se efecta al estirar el material para que adopte la
conf$uracin deseada. 6ncluye procesos tales como estirado! formado por
treflado y abocinado.
1.1.Laminacin
/n calientes! los lin$otes se colocan en (ornos de $as llamados (ornos de
foso! all" permanecen (asta alcanzar una temperatura de trabajo uniforme de
alrededor de -7.. 2%! una vez alcanzada esta temperatura los lin$otes se
llevan al tren de laminacin en donde primero son laminados en formas
intermedias como lupias! toc(os o planc(as. +na lupia tiene una seccin
transversal con un tama,o m"nimo de -1. # -1. mm. +n toc(o es ms
peque,o que una lupia y puede tener cualquier seccin desde '. mm. (asta el
tama,o de una lupia. Las planc(as pueden laminarse ya sea de un lin$ote o de
una lupia! tienen un rea de seccin transversal rectan$ular con un m"nimo de
71. mm. y un espesor m"nimo de '. mm. El anc(o siempre es 8 o mas veces
el espesor y puede ser de cuando muc(o -1.. mm. *lacas! planc(a para
tubos! y fejes se laminan a partir de planc(as.
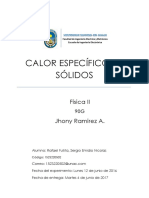
La mayor deformacin toma lu$ar en el espesor aunque (ay al$n incremento
en el anc(o. La uniformidad de la temperatura es importante en todas las
operaciones de laminado! puesto que controla el fujo del metal y la plasticidad.
49er &i$ura -5 +n efecto del trabajo en caliente con la operacin de laminado!
es el refnamiento del $rano causado por la recristalizacin.
&i$ura -. *roceso de laminacin. +na lmina de acero a temperatura de trabajo
pasa a travs de rodillos! los cuales producen una reduccin en la seccin
transversal.
La mayor"a de los laminados primarios se (acen ya sea en un laminador
reversible de dos rodillos 4)ren de laminacin5o en un laminador de rolado
continuo de tres rodillos. En el laminador reversible de dos rodillos! la p"ela
pasa a travs de los rodillos! los cuales son detenidos y re$resados en reversa
una y otra vez. / intervalos frecuentes el metal se (ace $irar :.; sobre su
costado para conservar la accin uniforme y refnar el metal completamente!
se requieren alrededor de 8. pasadas para reducir un lin$ote $rande a una
lupia. Los rodillos superior e inferior estn provistos de ranuras para alojar las
diferentes reducciones de la seccin transversal de la superfcie. El laminador
de dos rodillos es bastante verstil! dado que posee un amplio ran$o de ajustes
se$n el tama,o de las p"elas y relacin de reduccin! pero esta limitado por la
lon$itud que puede laminarse y por las fuerzas de inercia las cuales deben ser
superadas cada vez que se (ace una inversin. Esto se elimina en el laminador
de tres rodillos! pero se requiere un mecanismo elevador. /unque e#iste al$una
difcultad debido a la carencia de velocidad correcta para todas las pasadas! el
laminador de tres rodillos es menos costoso para (acerse y tiene un mayor
rendimiento que el laminador reversible.
1.2 Forja
Es un mtodo de manufactura de piezas metlicas! que consisten en la
deformacin plstica de un metal! ocasionada por esfuerzos impuestos sobre
l! ya sea por impacto o por presin. En el proceso! el metal fuye en la
direccin de menor resistencia! as" que $eneralmente ocurrir un alar$amiento
lateral al menos que se le conten$a. El $rupo de metales ms importantes lo
constituyen el acero y sus aleaciones! ciertos materiales no ferrosos! como el
aluminio y sus aleaciones.
E#isten dos clases de forja! en matriz abierta y en matriz cerrada.
En la forja en matriz abierta! el metal no esta completamente contenido en el
dado! el forjado con martinete es un ejemplo caracter"stico de este mtodo. La
pieza es formada debido a rpidos y sucesivos $olpes del martillo. +tilizada en
la produccin de piezas pesadas con tolerancias $randes y en lotes peque,os y
medianos.
La forja en matriz cerrada se utiliza muc(o para alta produccin. En el proceso!
el metal es formado prensndose entre un por de dados. El dado superior se
fja $eneralmente al ariete de una prensa de forja o a un martillo! mientras que
el inferior queda sujeto al yunque. <untos constituyen la matriz cerrada. El
mtodo permite obtener piezas de $ran complejidad y e#actitud! as" como un
buen acabado. +tilizada en la produccin de piezas de peso reducido! de
precisin y en lotes de -... a -.... unidades.
En ciertas ocasiones la forja libre y la forja cerrada se pueden combinar
favorablemente! por ejemplo! en la produccin de piezas de precisin! es muy
comn preformar primero el metal en matriz abierta! y lue$o realizar el
acabado fnal en matrices cerradas.
Es raro usar las partes forjadas tal y como se les produce! en $eneral se les
termina primero quitndoles las rebabas a las piezas 4desbarbado5! con una
matriz de corte que no siempre esta inte$rada a la maquina de forja y despus
se proporciona el acabado requerido mediante los procesos de maquinado
comunes.
%abe mencionar que e#isten dos clases de forjado el denominado en
caliente! que se realiza arriba de la temperatura de recristalizacin y el
llamado forjado en fr"o que se efecta por debajo de esta. Las piezas
forjados se emplean ampliamente en (erramientas de mano! partes de
automviles! caimanes! ferrocarriles! en la industria aeroespacial y
muc(as otras. /l$unas de sus caracter"sticas tcnicas ms
sobresalientes se numeran a continuacin=
6nte$ridad estructural= La forja elimina las bolsas de $as internas y otras
inclusiones de metal! que podr"an causar fallas no predecibles en piezas
sometidos a esfuerzos o impactos elevados.
/lta resistencia y tenacidad= >ediante la orientacin adecuada de las
fbras del metal! la forja desarrolla la m#imo resistencia posible al
impacta y a la fati$a! dando a dems a la pieza la ductilidad necesaria
para resistir fallas baja impactos inesperados.
?ondad de conf$uracin= >uc(as de las piezas forjadas se pueden
producir apro#imadamente a la conf$uracin fnal estipulada!
reducindose a un m"nimo la necesidad de un maquinado posterior.
+niformidad de las piezas= Es posible obtener piezas que e#(iban una
amplia $ama de propiedades f"sico mecnicas! dependiendo de los
materiales! aleaciones y tratamientos trmicos.
/(orro de peso= La alta resistencia que puede ser desarrollada en las
piezas forjados por la adecuada orientacin del fujo de fbras!
refnamiento de la estructura cristalina y tratamiento trmico! les
permite tener en muc(as ocasiones un peso ms reducido que las piezas
fabricadas con otros procesos.
Econom"a al combinar varias partes de una sola forma= >ediante la forja!
se pueden producir piezas de conf$uracin $eomtrica muy complicada
que en otro caso tendr"an que elaborar mediante el ensamble de varias
partes. Esto permite tener un considerable a(orro en la produccin al
evitar costosas uniones de soldaduras! remac(es.
Forja en caliente (ver en el enlace el video 1)
/parentemente el proceso es sencillo! es decir! calentar el metal y de uno o
dos $olpes forzarlo a llenar la cavidad del dado. En realidad! el metal est muy
lejos de ser l"quido! por lo tanto! no fuye tan fcilmente a las cavidades de la
matriz. /s" que! para forjar piezas! e#cepto aquellas de forma sencilla! es
necesario tener en cuenta lo si$uiente=
Cortar y preformar la pieza. El corte se puede (acer con sierra a cizalla y
preformada con una prensa de forja. Se utiliza el preformada cuando la
pieza a forjar tiene una $eometr"a complicada a su pesa unitaria es
relativamente alta! con esta operacin se modifca la conf$uracin
inicial del metal! facilitando as" su forjado fnal! requiere adems de un
calentamiento inicial.
Calentar un trozo de metal cortado y@o preformado en (ornos de tipo
elctrico! de resistencia! de induccin! de alta frecuencia o de
combustible l"quido o $aseoso. Los aceros 4incluyendo el acero
ino#idable5 son calentados apro#imadamente a -78. ;%! en cambio! el
aluminio se calienta a '71 ;%. Esta fase de calentamiento se requiere a
pesar de que el metal (aya sido previamente calentado para su
preformado.
La pieza ya caliente! se coloca en la matriz de la prensa o martinete.
Aependiendo de su forma o tama,o y complejidad ser el numero de
pasos y cavidades de la matriz! donde proporcionalmente se le ira dando
forma al producto. %uando la pieza (a sido formada! pasa a unas
prensas cortadoras de menor capacidad! para en efectuar en ellas el
desbarbado. Se debe realizar inmediatamente despus del formado fnal
para aprovec(ar la elevada temperatura de la pieza y (acer el corte con
una fuerza menor.
+na vez que la pieza se (a forjado y desbarbado! se le somete
normalmente a un tratamiento trmico con el propsito de aliviarle
esfuerzos ori$inados por la deformacin y reducir la dureza en caso de
aceros de alto contenido de carbn. Los mtodos ms usuales para
ablandar el acero son el recocido y el normalizado. Las partes (ec(as por
el proceso de forja en caliente! pueden pesar desde 7.. $rs. (asta 7
toneladas! sin embar$o! la mayor"a de las piezas pesan de 7 a 1. B$.
%on respecto al paso Co.- 4cortar y preformar la pieza5 es conveniente
enfatizar que la mayor"a de las piezas forjadas requieren de un preformado
tambin en caliente! este debe enfocarse a la formacin de 3bolsas3 de
material en las zonas donde el producto fnal tendr mayor seccin transversal.
Forja abierta o de herrero
.
Este tipo de forja consiste en martillar el metal caliente ya sea con (erramienta
manuales o entre dos plano en un martillo de vapor. La forja manual! como la
(ec(a por el (errero! es la forma ms anti$ua de forjado. La naturaleza del
proceso es tal que no se obtienen tolerancias cerradas! ni pueden (acerse
formas complicadas. El ran$o de forjado por forja abierta! va desde unos
cuantos Dilo$ramos y sobrepasa los :. m$. +n ejemplo de aplicacin de este
proceso se tiene en el forjado de joyer"a
Estampado
El estampado difere de la forja con martillo en el que se usa ms bien una
impresin cerrada que dados de cara abierta. La forja se produce por presin o
impacto! lo cual obli$a al metal caliente y fe#ible a llenar la forma de los
dados! en esta operacin e#iste un fujo drstico del metal en los dados
causado por los $olpes repetidos sobre el metal. *ara ase$urar el fujo propio
del metal durante los $olpes intermitentes! las operaciones se dividen en un
nmero de pasos. %ada paso cambia la forma $radualmente! controlando el
fujo del metal (asta que se obtiene la forma fnal. El numero de pasos
requeridos var"a de acuerdo al tama,o y forma de la pieza! las cualidades de
forja del metal y las tolerancias requeridos. *ara productos de formas $randes
y complicadas! puede requerir usar ms de un jue$o de dados.
Las temperaturas apro#imados del forjado son= acero de --.. a -71. ;%.E
cobre y sus aleaciones de F1. a :71; %.E ma$nesio 8-1; %. y aluminio 8F. a
'1.; %. la forja de acero en dados cerrados var"a en tama,o desde unos
cuantos $ramos (asta -. m$.
Los dos principales tipos de martillos de estampado son el martinete de vapor
y el martinete de ca"da libre o martinete de tabln. En el primero! el apisonador
y el martillo son levantados por vapor! y la fuerza del $olpe es controlada por el
estran$ulamiento del vapor. En el martinete del tipo de ca"da libre! la presin
de impacto es desarrollada por la fuerza de ca"da del apisonador y el dado
cuando $olpea sobre el dado que esta fjo.
1.3. Extrusin
La e#trusin en caliente es un proceso que utiliza la $ran maleabilidad de los
materiales previamente calentados para formarlo. %onsiste en forzar al metal
4contenido en una cmara de presin5 mediante un embolo a salir a travs de
una matriz formadora especial! que determina la seccin transversal del
producto. Este emer$e como una barra continua que se corte a la lon$itud
deseada. La mayor"a de los metales utiliza e#trusin en caliente! para reducir
las fuerzas requeridas! eliminar los efectos del trabajo en fr"o y reducir las
propiedades direccionales. El proceso tambin se puede utilizar para
materiales de baja resistencia que no se pueden formar por estirado.
Los metales que ms comnmente se someten a e#trusin son= El plomo!
cobre! latn! bronce! aleaciones de aluminio y ma$nesio. La obtencin de las
piezas metlicas por el proceso de e#trusin se puede realizar para los
si$uientes materiales con las temperaturas adecuadas.
/cero --.. G -71. 2%
%obre F1. G :71 2%
/luminio 87. G '1. 2%
El acero es ms dif"cil de e#tru"r a causa de su alta resistencia a la fuencia y su
tendencia a soldarse a las paredes de la cmara de la matriz en las condiciones
de alta temperatura y presin requeridas.
Sin embar$o! se (acen en la actualidad cantidades si$nifcativas de e#trusiones
de acero! usando como lubricantes en el toc(o sales de fosfato o recubrimiento
de vidrio que se funde durante la e#trusin! las matrices se (acen de acero
para (erramientas. Los n$ulos de entrada y salida var"an considerablemente!
as" que el dise,o del dado debe ser cuidadoso. +n factor importante en el
proceso es la lubricacin de las paredes! tanto el material que se va a trabajar
as" como el de la estampa o matriz! esto evita el des$aste y alar$a su vida til.
Las presiones empleadas en el proceso son muy altas! para e#tru"r el acero se
requiere de una presin de HH.. a -7F.. B$@cm.! las prensas (idrulicas tienen
capacidad de mas de -'... ton. Las tasas de produccin son elevadas dado
que se pueden e#tru"r materiales a razn de 8.. m@min. %omo las matrices
tienen costos bajos! la e#trusin en caliente es econmica para obtener
peque,os lotes de piezas las tolerancias son buenas pero se incrementa a
medida que el perfl o pieza adquiere mayor tama,o. *ara la mayor"a de las
formas obtienen fcilmente tolerancias de alrededor de I....8 pul$adas.
Las e#trusiones poseen la estructura de $rano compacto uniforme de otros
metales trabajados en caliente- tienen propiedades direccionales bastante
marcadas. Los acabados son usualmente de 8.7 a J.' # -. mm. Los principales
productos del proceso de e#trusin son= varillas! perfles! estructurales! tubos!
cables! cubiertos de plomo! molduras de marcos! cartuc(os de latn! etc.
La maquinaria ms empleada en la e#trusin convencional son las prensas de
tipo (orizontal que se operan (idrulicamente. Las velocidades correctas de
trabajo! dependiendo de la temperatura y del material! var"an desde unos
cuantos metros por minuto (asta 8.. m@min. E#isten al$unas variaciones del
proceso de e#trusin.
Extrusin directa
%onsiste en colocar dentro de la cmara un toc(o caliente y redondo que se
comprime mediante un embolo. El metal e#truido a travs del dado! se abre=
(asta que solo queda un peque,o residuo para cortarlo cerca del dado y
eliminar el e#tremo.
Extrusin indirecta
Aifere de la e#trusin directa! en el que la parte e#tra"da se forza a travs del
embolo. Se requiere menor esfuerzo en este mtodo! pues no (ay friccin entre
el trozo de metal y las paredes del recipiente que lo contiene.
Sin embar$o! tiene limitaciones tales como! la debilidad del ariete por ser
(ueco y la imposibilidad de proporcionar un soporte adecuado a la parte
e#tra"da.
Extrusin por impacto
En la e#trusin por impacto un punzn es diri$ido al pedazo de metal por una
fuerza tal que este es elevado a su alrededor la mayor"a de las operaciones de
e#trusin por impacto! tales como la manufactura de tubos ple$ables! son
trabajos en fr"o. Sin embar$o (ay al$unos metales y productos!
particularmente aquellos en los cuales se requieren paredes del$adas! en los
que los pedazos de metal son calentados a elevadas temperaturas.
2 Procesos de ormado en r!o
%uando un metal es rolado! e#truido o estirado a una temperatura debajo de la
recristalizacin el metal es trabajado en fr"o. La mayor"a de los metales se
trabajan en fr"o a temperatura ambiente aunque la reaccin de formado en
ellos causa una elevacin de la temperatura. El trabajo en caliente realizado
sobre el metal en estampado plstico! refna la estructura de $rano mientras
que el trabajo en fr"o distorsiona el $rano y reduce un poco su tama,o. El
trabajo en fr"o mejora la resistencia! la maquinabilidad! e#actitud dimensional y
terminada de superfcie del metal. Aebida a que la o#idacin es menar en el
trabaja en fri laminas mas del$adas y (ojalatas pueden laminarse mejor que
par el trabaja en caliente.
Efectos del trabajo en fro
La diferencia principal del trabajo en caliente y enfr"o es la temperatura a la
cual se realiza el proceso. En el trabajo en fr"o el material se trabaja a
temperatura ambiente! pero el proceso como tal ocasiona calentamiento por
friccin entre el equipo y la pieza! por lo que es comn que el trabajo en fr"o
alcance temperaturas (asta de 7.. ;%.
)odos los metales son cristalinos por la naturaleza y estn (ec(os de $ranos de
forma irre$ular de varios tama,os. %uando se trabaja en fr"o los cambios
resultantes en la forma del material trae consi$o marcas en la estructura de
$rano. Los cambios estructurales producen fra$mentaciones del $rano!
movimientos de tomos y distorsin de la malla.
*ara el trabajo en fr"o se requieren presiones muc(o mayores que en el trabajo
en caliente. %omo el metal permanece en un estado mas r"$ido no es
permanentemente deformado (asta que los esfuerzos aplicados (an e#cedido
el l"mite elstico.
La cantidad de trabajo en fr"o que un metal soporta depende sobre todo de su
ductilidad! mientras mas dctil sea el metal mejor podr trabajarse en fr"oE Los
metales puros pueden soportar una mayor deformacin que los que tienen
elementos dados! debido a que los metales de aleacin incrementan la
tendencia y rapidez del endurecimiento.
2.1 Laminacin
*lanc(as! fejes! barras y varillas son laminados en fr"o para obtener productos
de superfcies pulidas y de dimensiones e#actas.
Estos procedimientos se emplean para (acer lminas fnas de los materiales
ms blandos. La mayor parte del laminado se realiza en laminadoras de cuatro
rodillos! y de racimo o de planetario. El laminado en fr"o de planc(as y fejes se
clasifca en=
Laminado de superfcie.
Laminado un cuarto endurecido.
Laminado semiduro.
Laminado duro completo.
Las mquinas para formado por laminado en fr"o! se construyen series de
parejas de rodillos que forman pro$resivamente una cinta metlica que se
alienta continuamente a travs de la maquina a velocidades que van desde -H
a -: mts@min. En esta maquina se producen secciones tubulares por medio de
cinco pares de rodillos. La seccin tubular entra a una soldadura por resistencia
despus de (aberse formado y es continuamente soldada cuando pasa a
travs de la maquina.
Los toc(os podrn laminarse en un $ran laminador para lupias pero esto no se
acostumbra por razones econmicas. &recuentemente se laminan rupias en un
laminador continuo de toc(os! compuestos alrededor de oc(o estaciones de
laminado en l"nea recta. El acero formado! por ultimo pasa a travs del
laminador y sale con un tama,o fno de toc(os! apro#imadamente a 1. # 1.
mm.! el cual es la materia prima para productos fnales coma barras! tubos y
piezas forjadas.
2.2 Forja
Estos trminos se referen a los mtodos de trabajo en fr"o por una naturaleza
de compresin o impacto que causa que el material fuya de al$una forma
determinada con el dise,o de los dados.
El calibrado! la forma ms simple de forja en fr"o es una li$era operacin de
compresin de una pieza forjada! moldeada o montaje de acero para obtener
tolerancias cerradas y superfcies planas. El metal es confnado solo en
direccin vertical. *eque,os pi,ones! menores de una pul$ada de dimetro! se
e#truyen en fr"o. Estampado rotatorio es un medio de reducir los e#tremos de
barras y tubos por dados rotatubos.
El cabeceado en fr"o o recalcado de pernos! remac(es y otras piezas similares
(ec(as en una maquina de cabeceado en fr"o es otra forma de estampado.
Tensin= 6ntensidad en un punto de un cuerpo de las fuerzas internas o de sus
componentes que actan en un plano dado a travs de un punto.
Se denomina r!e"a #e $ensin al ensayo que permite conocer las
caracter"sticas de un material cuando se somete a esfuerzos de traccin. El
objetivo es determinar la resistencia a la rotura y las principales propiedades
mecnicas del material que es posible apreciar en el dia$rama car$aK
deformacin=
S-ar putea să vă placă și
- Actuadores Neu Hidra ElectDocument0 paginiActuadores Neu Hidra ElectDaniel Dany ChCcÎncă nu există evaluări
- Procesos Y Etapas de La AdministraciónDocument17 paginiProcesos Y Etapas de La AdministraciónricardotototeÎncă nu există evaluări
- Recursos HumanosDocument12 paginiRecursos HumanosricardotototeÎncă nu există evaluări
- Personalidad e Identidad LiderazgoDocument4 paginiPersonalidad e Identidad LiderazgoricardotototeÎncă nu există evaluări
- Studio de TrabajoDocument6 paginiStudio de TrabajoricardotototeÎncă nu există evaluări
- Problemas Impares Unidad 2 de SimulacionDocument46 paginiProblemas Impares Unidad 2 de SimulacionJose Perea PavonneÎncă nu există evaluări
- Heineken analiza su proceso productivoDocument30 paginiHeineken analiza su proceso productivoricardotototeÎncă nu există evaluări
- Gestion de Los Sistemas de Calidas PrecursoresDocument13 paginiGestion de Los Sistemas de Calidas PrecursoresricardotototeÎncă nu există evaluări
- Excelencia OperacionalDocument37 paginiExcelencia Operacionalricardototote50% (2)
- Procesos de limpieza industrial para preparar superficiesDocument6 paginiProcesos de limpieza industrial para preparar superficiesChristian BandaÎncă nu există evaluări
- El BromometanoDocument2 paginiEl BromometanoLiliana RivasÎncă nu există evaluări
- Terminos y Condiciones - Recepción Del ProductoDocument6 paginiTerminos y Condiciones - Recepción Del ProductoCORPORACION LIMATAMBOÎncă nu există evaluări
- Catalogo General 2018 2019Document820 paginiCatalogo General 2018 2019Oscar YuncosaÎncă nu există evaluări
- Hds Chesterton 723Document10 paginiHds Chesterton 723Auxiliar PromoquinÎncă nu există evaluări
- Preguntas Capitulo 1 MaccormackDocument2 paginiPreguntas Capitulo 1 MaccormackdonjÎncă nu există evaluări
- Monografia Contaminacion Ambiental Sin PortadaDocument28 paginiMonografia Contaminacion Ambiental Sin Portadasolmarro50% (2)
- 1994-LIBRO-Trazas Nucleares en SolidosDocument67 pagini1994-LIBRO-Trazas Nucleares en SolidosFri FriÎncă nu există evaluări
- Tablas Gases IdealesDocument6 paginiTablas Gases IdealesCarlosÎncă nu există evaluări
- UNIDAD II-FASES Y SOLUCIONES-2019-sesiones 1-2-3Document29 paginiUNIDAD II-FASES Y SOLUCIONES-2019-sesiones 1-2-3Walde MéndezÎncă nu există evaluări
- Proyecto Final Procesos de FabricaciónDocument25 paginiProyecto Final Procesos de FabricaciónAllison EstradaÎncă nu există evaluări
- Taller SolubilidadDocument10 paginiTaller SolubilidadXiomara SanchezÎncă nu există evaluări
- Proceso de TronaDocument37 paginiProceso de TronaAlejandroPeñarrietaHerbasÎncă nu există evaluări
- Bioquímica y Medicina HarperDocument10 paginiBioquímica y Medicina HarperAnnete Romero0% (1)
- Capacidad amortiguadora y pHDocument5 paginiCapacidad amortiguadora y pHJuan SevillanoÎncă nu există evaluări
- U8 2C 2017Document39 paginiU8 2C 2017Michael rosoÎncă nu există evaluări
- PRACTICA N°4:fluidos de PerforacionDocument6 paginiPRACTICA N°4:fluidos de PerforacionrichardÎncă nu există evaluări
- Beta OxiDocument18 paginiBeta OxiEmmanuel MondragonÎncă nu există evaluări
- Balance - Taller Primer CorteDocument3 paginiBalance - Taller Primer CorteJOSE LUIS RIOSÎncă nu există evaluări
- Concreto losa ADPDocument4 paginiConcreto losa ADPluis100% (1)
- Aleaciones Metálicas Usadas en OdontologiaDocument42 paginiAleaciones Metálicas Usadas en OdontologiaNobul XÎncă nu există evaluări
- Destilacion TBP de Los CrudosDocument4 paginiDestilacion TBP de Los CrudosWashington Omar Masaquiza100% (3)
- 02 Incendio Estructural Leccion 2Document31 pagini02 Incendio Estructural Leccion 2ALEXANDERÎncă nu există evaluări
- Presentacion de Presion de PoroDocument17 paginiPresentacion de Presion de Poroibjsa7586Încă nu există evaluări
- Proyecto de Investigacion, La Contaminación.Document12 paginiProyecto de Investigacion, La Contaminación.Carlos DiazÎncă nu există evaluări
- CaseinaDocument5 paginiCaseinaLina MartinezÎncă nu există evaluări
- Deshidratación Del Gas NaturalDocument100 paginiDeshidratación Del Gas NaturalJosé Miguel Carrero Pereira100% (1)
- Utilidad de Los Acidos Hidracidos en Las Diversas IngenieriasDocument4 paginiUtilidad de Los Acidos Hidracidos en Las Diversas Ingenieriasjaime100% (1)
- Calor EspecíficoDocument14 paginiCalor EspecíficoCarlosmMezaÎncă nu există evaluări
- Resistencia de Materiales - SoldadurasDocument49 paginiResistencia de Materiales - SoldadurasDayanne Ramirez FarfánÎncă nu există evaluări