S-ar putea să vă placă și
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGDe la EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGÎncă nu există evaluări
- As 3580.9.8-2008 Methods For Sampling and Analysis of Ambient Air Determination of Suspended Particulate MattDocument3 paginiAs 3580.9.8-2008 Methods For Sampling and Analysis of Ambient Air Determination of Suspended Particulate MattSAI Global - APACÎncă nu există evaluări
- Kabel FRC PDFDocument1 paginăKabel FRC PDFKiboyÎncă nu există evaluări
- Star Rating List For Room Air ConditionersDocument64 paginiStar Rating List For Room Air ConditionersAshish Aggarwal100% (3)
- Denah Titik LampuDocument4 paginiDenah Titik LampuAhmad S Abdul AzizÎncă nu există evaluări
- Jotun Jota Ep Mastic 66Document4 paginiJotun Jota Ep Mastic 66Abi PutraÎncă nu există evaluări
- Tampak, Potongan Backdrop Full Cermin Type B K.T.U LT.2 PDFDocument1 paginăTampak, Potongan Backdrop Full Cermin Type B K.T.U LT.2 PDFMuliani Oktaviana ManaluÎncă nu există evaluări
- FM-02 Consumable Material Feb 16 Stock RecordDocument6 paginiFM-02 Consumable Material Feb 16 Stock RecordyogoÎncă nu există evaluări
- Catalog Wasser SanitaryDocument84 paginiCatalog Wasser Sanitarypompa wasser indonesiaÎncă nu există evaluări
- Agrawal Agencies: Wholesellers in Building MaterialDocument9 paginiAgrawal Agencies: Wholesellers in Building MaterialShrinivas HansanpalliÎncă nu există evaluări
- Gambar RukoDocument14 paginiGambar RukosaipÎncă nu există evaluări
- Sumarry Cheklist Mekanikal Dan Elektrikal (Print)Document2 paginiSumarry Cheklist Mekanikal Dan Elektrikal (Print)arisÎncă nu există evaluări
- Form Inspection For Rebar Pilecap and ColumnDocument4 paginiForm Inspection For Rebar Pilecap and ColumnHary Anugrah100% (1)
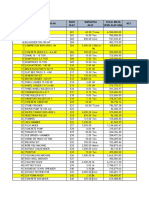
- Harga Dasar AlatDocument2 paginiHarga Dasar AlatSubuh BudiartoÎncă nu există evaluări
- Vit Series: Inlinecentrifugal Duct FanDocument3 paginiVit Series: Inlinecentrifugal Duct FanTedi A MaulanaÎncă nu există evaluări
- Basic Price SingkawangDocument160 paginiBasic Price Singkawangm.azhar irwansyahÎncă nu există evaluări
- Ded Bestek Gedung: JL H Ibrahim Desa Salebu, Kecamatan Majenang Kabuoaten Cilacap - Jawa TengahDocument16 paginiDed Bestek Gedung: JL H Ibrahim Desa Salebu, Kecamatan Majenang Kabuoaten Cilacap - Jawa TengahHaidar Ali MurtadhoÎncă nu există evaluări
- Spesifikasi Trafo DistribusiDocument1 paginăSpesifikasi Trafo DistribusiJustin PerryÎncă nu există evaluări
- Katalog Pipa PPR Era Cv. Kinasih MariaDocument23 paginiKatalog Pipa PPR Era Cv. Kinasih MariaAhmad NajihullahÎncă nu există evaluări
- Denah Rumah Tipe 42 3Document1 paginăDenah Rumah Tipe 42 3Teuku RihayatÎncă nu există evaluări
- BQ Barrier GateDocument2 paginiBQ Barrier GatenanubmatÎncă nu există evaluări
- Bab 2Document22 paginiBab 2Dedek Aris MunandarÎncă nu există evaluări
- Denah Dan Potongan X-X Maen Dam Sabo DamDocument1 paginăDenah Dan Potongan X-X Maen Dam Sabo DamAngga WisastraÎncă nu există evaluări
- Cara InstallPlugins Pack For SketchUp Pro - KuyhAa - MeDocument4 paginiCara InstallPlugins Pack For SketchUp Pro - KuyhAa - MeTeknik StargroupÎncă nu există evaluări
- Monitoring PengecoranDocument1 paginăMonitoring PengecoranTika Ayu Triana100% (1)
- Brosur Rangka Dan Atap Baja RinganDocument45 paginiBrosur Rangka Dan Atap Baja RinganJack HugmanÎncă nu există evaluări
- Sifat Penampang DatarDocument3 paginiSifat Penampang Datarpurbosky100% (1)
- Rekapitulasi Estimasi Penawaran Harga Pembangunan Pks Kap. 45 Ton Tbs / Jam Dengan Vertical SterilizerDocument6 paginiRekapitulasi Estimasi Penawaran Harga Pembangunan Pks Kap. 45 Ton Tbs / Jam Dengan Vertical SterilizerTfk BajaÎncă nu există evaluări
- Brocure FDB 407 40 - 150Document1 paginăBrocure FDB 407 40 - 150mandahandriÎncă nu există evaluări
- E-02 Denah Pipa Air KotorDocument1 paginăE-02 Denah Pipa Air Kotorviero widyantoÎncă nu există evaluări
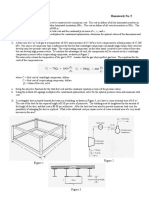
- HW 5Document6 paginiHW 5Snigdha YadavÎncă nu există evaluări
- RAB-AKHIR-Pak HandDocument44 paginiRAB-AKHIR-Pak HandHandaka Darmo Djati100% (1)
- Lampiran 3. Flow Chart PKS PTPN II Pagar MerbauDocument2 paginiLampiran 3. Flow Chart PKS PTPN II Pagar MerbauIra SinagaÎncă nu există evaluări
- Pompa WWTDocument1 paginăPompa WWTtomoÎncă nu există evaluări
- Drawing Sppbe Pt. SdeDocument9 paginiDrawing Sppbe Pt. SdeHeri AriawansyahÎncă nu există evaluări
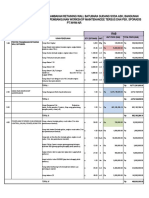
- Departemen Pom & Project Bill of Quantity: No Detail Pekerjaan QTY Unit Unit Price (RP) Material Upah Total Price (RP)Document1 paginăDepartemen Pom & Project Bill of Quantity: No Detail Pekerjaan QTY Unit Unit Price (RP) Material Upah Total Price (RP)Cv RONATAMA GUSLHANÎncă nu există evaluări
- Basic Price & HSBGN 2015 Kep. YapenDocument18 paginiBasic Price & HSBGN 2015 Kep. YapenYunitan TeguhÎncă nu există evaluări
- Air KotorDocument19 paginiAir KotorkiaÎncă nu există evaluări
- Perhitungan Kapasitas HopperDocument2 paginiPerhitungan Kapasitas HopperevonÎncă nu există evaluări
- Model 11 DepreciationDocument15 paginiModel 11 DepreciationAldi GunawanÎncă nu există evaluări
- Backup Beton Retaining WallDocument85 paginiBackup Beton Retaining Wallsulistian nurdinÎncă nu există evaluări
- Tabel Dimensi Saluran IrigasiDocument1 paginăTabel Dimensi Saluran IrigasiMell TahoniÎncă nu există evaluări
- How To Work With Land Desktop - Tutorial Membuat Long Dan Cross Section - HendriwibowoDocument24 paginiHow To Work With Land Desktop - Tutorial Membuat Long Dan Cross Section - HendriwibowoScoz R. F100% (1)
- Penelusuran Banjir: Lewat Sungai & Lewat WadukDocument27 paginiPenelusuran Banjir: Lewat Sungai & Lewat WadukLatifah Meda FerlytaÎncă nu există evaluări
- Hutama - Waskita, Kso: Job Mix Design ConcreteDocument4 paginiHutama - Waskita, Kso: Job Mix Design ConcreteLanny SuakÎncă nu există evaluări
- Shop Drawing Ac & Ducting LT 2Document1 paginăShop Drawing Ac & Ducting LT 2pingki04Încă nu există evaluări
- TQ Rafter CAS-TK-411-421-431-451Document2 paginiTQ Rafter CAS-TK-411-421-431-451Anonymous p0iwBoÎncă nu există evaluări
- Sprin Operator SMK Polda Sultra PDFDocument20 paginiSprin Operator SMK Polda Sultra PDFWayan ArtawanÎncă nu există evaluări
- Katalog FCU DDB050BWDocument35 paginiKatalog FCU DDB050BWMICAH JEDAH0% (1)
- WTP Tag Agustus PercepatanDocument114 paginiWTP Tag Agustus Percepatankrisyanto krisyanto100% (1)
- SCS Curve NumberDocument14 paginiSCS Curve NumberIndonesian Military PrideÎncă nu există evaluări
- Imers For All Pplications: FUJI Multi-Mode Timers With Full FeaturesDocument5 paginiImers For All Pplications: FUJI Multi-Mode Timers With Full FeaturesYaj PerezÎncă nu există evaluări
- Fixed End ForcesDocument1 paginăFixed End ForcesKenindra PranidyaÎncă nu există evaluări
- 17 Grundfos Submersible Deep Well - SP 215 - Performance Curve - Kurva PerformanceDocument5 pagini17 Grundfos Submersible Deep Well - SP 215 - Performance Curve - Kurva PerformancePamikatsih PÎncă nu există evaluări
- Legrand Niloe Stop Kontak SaklarDocument24 paginiLegrand Niloe Stop Kontak SaklarAlfiansyah Dharma Setia DjaketraÎncă nu există evaluări
- Dyna Bolt Technical DataDocument1 paginăDyna Bolt Technical DataSulthan AriÎncă nu există evaluări
- Warning:: Start-Up and Operation Steam BoilersDocument16 paginiWarning:: Start-Up and Operation Steam BoilersSubburajMechÎncă nu există evaluări
- Celanova Faza 2 Chilleri: Selection: Compact Screw Compressors CS // CSVDocument3 paginiCelanova Faza 2 Chilleri: Selection: Compact Screw Compressors CS // CSVSladjan UgrenovicÎncă nu există evaluări
- Operation Procedure: 1 P.B.MohapatraDocument8 paginiOperation Procedure: 1 P.B.MohapatraSanjay SharmaÎncă nu există evaluări
- Gen Write-Up 200MWDocument49 paginiGen Write-Up 200MWanon_862746578Încă nu există evaluări
- Rheology and Structure of Aqueous Bentonite-Polyvinyl Alcohol DispersionsDocument9 paginiRheology and Structure of Aqueous Bentonite-Polyvinyl Alcohol DispersionsandresÎncă nu există evaluări
- Polyurethane DispersionsDocument10 paginiPolyurethane DispersionsalpersakirmetinÎncă nu există evaluări
- Assen DVTP-RDocument11 paginiAssen DVTP-RPablo VeraÎncă nu există evaluări
- TDS 021-0653 - Spez. BM-1 RMA NC 60%Document2 paginiTDS 021-0653 - Spez. BM-1 RMA NC 60%TUÎncă nu există evaluări
- 196 Sample ChapterDocument17 pagini196 Sample ChapterRoy Andrew GarciaÎncă nu există evaluări
- Bial T-2 Forecourt DBRDocument18 paginiBial T-2 Forecourt DBRShaileshRastogiÎncă nu există evaluări
- A Comparison of BS en 287 Part 1 and ISO 9606Document3 paginiA Comparison of BS en 287 Part 1 and ISO 9606Joe ClarkeÎncă nu există evaluări
- Formal Report - Experiment 5Document5 paginiFormal Report - Experiment 5Vanessa ValdezÎncă nu există evaluări
- Nanotechnology v1.0Document43 paginiNanotechnology v1.0Faizan AhmedÎncă nu există evaluări
- Design of Column FootingDocument5 paginiDesign of Column Footinggani100% (1)
- Fundamentals of RheologyDocument76 paginiFundamentals of Rheologytonysanchez67Încă nu există evaluări
- SAQ Ans 7Document2 paginiSAQ Ans 7harshanauocÎncă nu există evaluări
- TerbilangDocument13 paginiTerbilangtrikara projectÎncă nu există evaluări
- Stabil Road TechnologyDocument72 paginiStabil Road TechnologysatyaÎncă nu există evaluări
- Form-I: "This Is Computer Generated Document From OCMMS by HPSPCB"Document5 paginiForm-I: "This Is Computer Generated Document From OCMMS by HPSPCB"GREEN LEAFÎncă nu există evaluări
- Disponil Sls 101 Special - Tds - enDocument4 paginiDisponil Sls 101 Special - Tds - enVictor LopezÎncă nu există evaluări
- "Production of Hydrogen Gas Using Gasification From BiomassDocument40 pagini"Production of Hydrogen Gas Using Gasification From BiomassFaizÎncă nu există evaluări
- Engineering Materials: Atomic Structure and Interatomic Bounding Dr. Aneela Wakeel (Lec-2)Document42 paginiEngineering Materials: Atomic Structure and Interatomic Bounding Dr. Aneela Wakeel (Lec-2)Jawad AhmedÎncă nu există evaluări
- C-Mold GuideDocument188 paginiC-Mold GuideGuery SaenzÎncă nu există evaluări
- Astm D-3039-02Document13 paginiAstm D-3039-02Gabriel GuerreiroÎncă nu există evaluări
- Grupa Mica Iepurasii 2021-2022Document1 paginăGrupa Mica Iepurasii 2021-2022Bogdan RăzvanÎncă nu există evaluări
- Msds OxysanzsDocument5 paginiMsds OxysanzsJorge AntonioÎncă nu există evaluări
- TPP Mini ProjectDocument2 paginiTPP Mini Projectraden adibÎncă nu există evaluări
- Synthetic Leather Coating Without Solvents 159152Document6 paginiSynthetic Leather Coating Without Solvents 159152Eric ChanÎncă nu există evaluări
- Aiche 36 012problematic Low Temperature ShiftDocument10 paginiAiche 36 012problematic Low Temperature ShiftHsein WangÎncă nu există evaluări
- Size Measurement of Metal and Semiconductor Nanoparticles Via Uv-Vis Absorption SpectraDocument8 paginiSize Measurement of Metal and Semiconductor Nanoparticles Via Uv-Vis Absorption Spectraanon_985592870Încă nu există evaluări
- Org ChemDocument22 paginiOrg ChemRay-ann Dela FuenteÎncă nu există evaluări
- Chapter 11 AnsweredDocument16 paginiChapter 11 AnsweredAngelica NunezÎncă nu există evaluări
- 09-04-2023 - Plumbing BOQ Without RatesDocument20 pagini09-04-2023 - Plumbing BOQ Without RatesK. S. Design GroupÎncă nu există evaluări
- Experiment NO:6 Compression Test For Anisotropic MaterialDocument6 paginiExperiment NO:6 Compression Test For Anisotropic MaterialAraragi KoyomiÎncă nu există evaluări