S-ar putea să vă placă și
- Cfdi 20230420104854 FV010 FUN0000002383 014996Document1 paginăCfdi 20230420104854 FV010 FUN0000002383 014996Jose Jaime Altamirano RosasÎncă nu există evaluări
- Aplicación de tecnologías para el aprovechamiento de la cascarilla de arrozDe la EverandAplicación de tecnologías para el aprovechamiento de la cascarilla de arrozEvaluare: 3 din 5 stele3/5 (1)
- Estimación de Costos en TransporteDocument21 paginiEstimación de Costos en TransporteKevin Arturo Polo CastilloÎncă nu există evaluări
- Recepción y almacenamiento de la leche y otras materias primas. INAE0209De la EverandRecepción y almacenamiento de la leche y otras materias primas. INAE0209Încă nu există evaluări
- Contexto de La Organización ISO 9001 e ISO 14001Document8 paginiContexto de La Organización ISO 9001 e ISO 14001Andres NicolasÎncă nu există evaluări
- Practica 05Document1 paginăPractica 05Anibal Saravia100% (1)
- El salvado de arroz: procesos de estabilización y usos potenciales en la industria colombianaDe la EverandEl salvado de arroz: procesos de estabilización y usos potenciales en la industria colombianaÎncă nu există evaluări
- Manual práctico de ensayos de toxicidad en medio acuático con organismos del género DaphniaDe la EverandManual práctico de ensayos de toxicidad en medio acuático con organismos del género DaphniaEvaluare: 1 din 5 stele1/5 (1)
- 5 Etapas de Las Buenas Practicas de ManufacaturaDocument5 pagini5 Etapas de Las Buenas Practicas de ManufacaturaLu PastorÎncă nu există evaluări
- Legislacion Alimentaria PDFDocument12 paginiLegislacion Alimentaria PDFJorge Andres Balza GranadosÎncă nu există evaluări
- Silabo de PhotoshopDocument2 paginiSilabo de PhotoshopChrys C.Încă nu există evaluări
- Recuentro de Bacterias AerobiasDocument4 paginiRecuentro de Bacterias AerobiasLeiton Alvin Ramos VillenaÎncă nu există evaluări
- Microbiologia Del AguaDocument9 paginiMicrobiologia Del AguaLuz Daris Arias MarriagaÎncă nu există evaluări
- Control de Los MicroorganismosDocument21 paginiControl de Los Microorganismosbrigitte carrionÎncă nu există evaluări
- Biotecnología Aplicada A Fermentaciones IndustrialesDocument26 paginiBiotecnología Aplicada A Fermentaciones IndustrialesAlonso Avendaño Bohorquez100% (1)
- Proyecto 6 Medición de PH PDFDocument4 paginiProyecto 6 Medición de PH PDFDahlia100% (1)
- LINEAMIENTOS DISEÑO PLANTAS DE ALIMENTOS - Cap - 6Document4 paginiLINEAMIENTOS DISEÑO PLANTAS DE ALIMENTOS - Cap - 6Sergio Muñiz100% (2)
- Práctica de Microbiología GeneralDocument22 paginiPráctica de Microbiología GeneralStePhanieMelisiTaTingoÎncă nu există evaluări
- Nutri 1111Document26 paginiNutri 1111Milagros Flores LunaÎncă nu există evaluări
- Generalidades HACCPDocument17 paginiGeneralidades HACCPbetokogÎncă nu există evaluări
- Metabolismo de XenobioticosDocument29 paginiMetabolismo de XenobioticoschristianFPT100% (2)
- Nom 247Document113 paginiNom 247oscar_hdez_h2o9434Încă nu există evaluări
- CoconaDocument3 paginiCoconaphallchay100% (1)
- Nectar de MangoDocument19 paginiNectar de MangoYoselyn Floriano SanchezÎncă nu există evaluări
- 3ra Práctica - TECNOLOGIADocument5 pagini3ra Práctica - TECNOLOGIALourdesSantosCubasÎncă nu există evaluări
- BPM - 21 CFR 110Document13 paginiBPM - 21 CFR 110Ronal D. JuniorÎncă nu există evaluări
- Microbiologia PredictivaDocument12 paginiMicrobiologia PredictivaPAOLA LEONÎncă nu există evaluări
- Biotecnologia AmbientalDocument48 paginiBiotecnologia AmbientalAntonio Medina100% (1)
- Composición Cereales y LeguminosasDocument11 paginiComposición Cereales y LeguminosasAlondra LeonÎncă nu există evaluări
- Clase 4. Métodos de Transformación de AlimentosDocument18 paginiClase 4. Métodos de Transformación de AlimentosYuli Yovera ChumioqueÎncă nu există evaluări
- AceitesyGrasas PDFDocument63 paginiAceitesyGrasas PDFIlmer SoriaÎncă nu există evaluări
- Biotecnologia AgroindustrialDocument17 paginiBiotecnologia AgroindustrialDeyvi RomeroÎncă nu există evaluări
- Determinacion de AcidezDocument10 paginiDeterminacion de Acidezmilagros100% (1)
- Manual de Análisis Físico QuímicosDocument121 paginiManual de Análisis Físico QuímicosDamarysÎncă nu există evaluări
- UD6. El Laboratorio de Análisis de AlimentosDocument15 paginiUD6. El Laboratorio de Análisis de AlimentosMaría Angeles Ramírez AlbarralÎncă nu există evaluări
- Manual de Biorreactores 30 Marzo 2015Document100 paginiManual de Biorreactores 30 Marzo 2015Rodrigo AlvarezÎncă nu există evaluări
- Inocuidad Alimentaria, FrutasDocument14 paginiInocuidad Alimentaria, FrutasWalteriño R SisalemaÎncă nu există evaluări
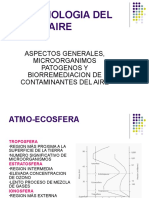
- Microbiologia Del AireDocument39 paginiMicrobiologia Del AireBrenda Rodriguez100% (1)
- Metabolismo de Bacterias LacticasDocument6 paginiMetabolismo de Bacterias LacticasJerome Quequezana Irrarazabal100% (1)
- Qué Son Los Métodos EmergentesDocument3 paginiQué Son Los Métodos EmergentesMarcos VeraÎncă nu există evaluări
- Determinacion de ProteinasDocument7 paginiDeterminacion de ProteinasTania Delgado ChoqqueÎncă nu există evaluări
- Método HC-ME105 - Determinación de PHDocument3 paginiMétodo HC-ME105 - Determinación de PHJosé Gregorio Falcón100% (1)
- Glucoalcaloides en PapaDocument51 paginiGlucoalcaloides en Papavictoreche0% (1)
- El Empleo de Microorganismos para El Tratamiento de Efluentes de La Industria Alimentaria.!Document8 paginiEl Empleo de Microorganismos para El Tratamiento de Efluentes de La Industria Alimentaria.!Ana Claudia VillarrealÎncă nu există evaluări
- Cuadro Comparativo MicroorganismosDocument3 paginiCuadro Comparativo MicroorganismosLupita Mendez ParraÎncă nu există evaluări
- Método Golfish (Extracción Continua A Reflujo)Document3 paginiMétodo Golfish (Extracción Continua A Reflujo)Bren TorizÎncă nu există evaluări
- Sga Josymar PDFDocument138 paginiSga Josymar PDFLisseth MilagrosÎncă nu există evaluări
- Matriz FresasDocument3 paginiMatriz FresasMaria Cristina Luna LopezÎncă nu există evaluări
- Ud 2 Microbiología y Alimentos - Microbiología Aplicada e Industrial - 1ra ParteDocument16 paginiUd 2 Microbiología y Alimentos - Microbiología Aplicada e Industrial - 1ra ParteNerea Asencio PinoÎncă nu există evaluări
- Diseño y Manejo de Un Biorreactor AnaeróbicoDocument18 paginiDiseño y Manejo de Un Biorreactor AnaeróbicoJunior DChozoÎncă nu există evaluări
- Manual de Procesos Agroindustriales PDFDocument67 paginiManual de Procesos Agroindustriales PDFAmirHassanQandilHijabÎncă nu există evaluări
- Análisis Alimentos EjemplosDocument32 paginiAnálisis Alimentos Ejemploskomar87Încă nu există evaluări
- Proyecto Bioingenieria Levadura Candida UtilisDocument50 paginiProyecto Bioingenieria Levadura Candida Utilisnodame08100% (1)
- Teoria BiorreactoresDocument49 paginiTeoria BiorreactoresVa Javier100% (1)
- Guia Prácticas Microbiologia Industrial 2015Document35 paginiGuia Prácticas Microbiologia Industrial 2015luis carlosÎncă nu există evaluări
- Tiempo de Reducción Decimal o Valor DDocument1 paginăTiempo de Reducción Decimal o Valor DWenddyNúñezSánchezÎncă nu există evaluări
- Tratamiento de Efluentes, Industria LácteaDocument48 paginiTratamiento de Efluentes, Industria Lácteaemi_v11Încă nu există evaluări
- Codex AlimentariusDocument80 paginiCodex Alimentariusjoeyblack21Încă nu există evaluări
- Informe MicrobiologiaDocument12 paginiInforme MicrobiologiaAlejandra EscobedoÎncă nu există evaluări
- Desactivación de Reactivos QuímicosDocument30 paginiDesactivación de Reactivos QuímicosAndres R. AñezÎncă nu există evaluări
- Informe #1-Reología de Líquidos GRUPO 1 CorrecciónDocument22 paginiInforme #1-Reología de Líquidos GRUPO 1 CorrecciónDante danÎncă nu există evaluări
- En Bioprocesos Aerobios IntroDocument15 paginiEn Bioprocesos Aerobios IntroEdgarRdzÎncă nu există evaluări
- MANUAL LAB Microbiologia Industrial PDFDocument41 paginiMANUAL LAB Microbiologia Industrial PDFJose Antonio Martinez Moreno100% (1)
- Laboratorio de Confitería: Compendio de prácticasDe la EverandLaboratorio de Confitería: Compendio de prácticasÎncă nu există evaluări
- Informe Final Profecionalizacion en Tecnologia de Productos PecuariosDocument27 paginiInforme Final Profecionalizacion en Tecnologia de Productos Pecuariosmaria.gomez51Încă nu există evaluări
- Capitalism oDocument3 paginiCapitalism oFranciscoMirandaBenitesÎncă nu există evaluări
- Conclusiones de La ConferenciaDocument2 paginiConclusiones de La ConferenciaFranciscoMirandaBenitesÎncă nu există evaluări
- Import Ac I OnesDocument1 paginăImport Ac I OnesFranciscoMirandaBenitesÎncă nu există evaluări
- Trabajo 1Document7 paginiTrabajo 1FranciscoMirandaBenitesÎncă nu există evaluări
- DebateDocument11 paginiDebateFranciscoMirandaBenitesÎncă nu există evaluări
- Teoria de Las Relaciones HumanasDocument16 paginiTeoria de Las Relaciones HumanasFranciscoMirandaBenitesÎncă nu există evaluări
- Teoria de Las Relaciones HumanasDocument16 paginiTeoria de Las Relaciones HumanasFranciscoMirandaBenitesÎncă nu există evaluări
- Observaciones ARLDocument13 paginiObservaciones ARLMaryChaparroÎncă nu există evaluări
- Primera Practica de Análisis de Fallas 2020Document5 paginiPrimera Practica de Análisis de Fallas 2020OSCAR CESAR HERNANDEZ MEDINAÎncă nu există evaluări
- Reforma EducaciónDocument9 paginiReforma EducaciónArleydi Andrea Anaya AlvarezÎncă nu există evaluări
- Normas de Bioseguridad y Manejo de ResiduosDocument8 paginiNormas de Bioseguridad y Manejo de ResiduosssucbbaÎncă nu există evaluări
- Balotario Del Curso de NotarialDocument24 paginiBalotario Del Curso de Notarialsocorro zevallos vilchezÎncă nu există evaluări
- Matriz Cumplimiento Primer Semestre 2021Document8 paginiMatriz Cumplimiento Primer Semestre 2021Angelica GuijarroÎncă nu există evaluări
- Manco-Et-Al 2022 Descriptores Achiote PDFDocument66 paginiManco-Et-Al 2022 Descriptores Achiote PDFEdgar Percy Burgos ReynaÎncă nu există evaluări
- Decreto 8587 To Ley Regularizacion Control Arrendamientos Vivienda 14-11-11Document35 paginiDecreto 8587 To Ley Regularizacion Control Arrendamientos Vivienda 14-11-11andres.rafael.carrenoÎncă nu există evaluări
- Lista MaestraDocument6 paginiLista MaestraMarcoAntonioSihuacolloCanazaÎncă nu există evaluări
- FTE EstandarDocument134 paginiFTE EstandarElmer Ramos CruzÎncă nu există evaluări
- Aines y CorticoidesDocument35 paginiAines y CorticoidesAntonio VargasÎncă nu există evaluări
- Arquitectura OrgánicaDocument6 paginiArquitectura OrgánicaEliab CFÎncă nu există evaluări
- Matriz EjercicioDocument38 paginiMatriz EjercicioGladys Ferrer PachecoÎncă nu există evaluări
- Profesiograma Formato en BlancoDocument12 paginiProfesiograma Formato en BlancoMarly SiluetÎncă nu există evaluări
- BOCM 14 Agosto 2012Document322 paginiBOCM 14 Agosto 2012jlop12Încă nu există evaluări
- Mapa Conceptual de Metodos Anticonceptivos 6Document2 paginiMapa Conceptual de Metodos Anticonceptivos 6frank juarezÎncă nu există evaluări
- Prueba Diagnóstica Del Área de Matemática - 5Document11 paginiPrueba Diagnóstica Del Área de Matemática - 5Jose Manuel MatematicÎncă nu există evaluări
- Sistema RespiratorioDocument2 paginiSistema Respiratoriopaolufjfkfkjfjfjfjrja reyes saldañaÎncă nu există evaluări
- Examen Final - Semana 8 - Ra - Segundo Bloque-Macroeconomia - (Grupo2)Document10 paginiExamen Final - Semana 8 - Ra - Segundo Bloque-Macroeconomia - (Grupo2)Martin ValleÎncă nu există evaluări
- IMO MSC.1-Circ.1330 Protective CoatingDocument23 paginiIMO MSC.1-Circ.1330 Protective CoatingJorge Alberto MontalatÎncă nu există evaluări
- Planilla de Construccion Civil 2020Document33 paginiPlanilla de Construccion Civil 2020Josue Mamani QuispeÎncă nu există evaluări
- Aprendizajes Esperados Programa 2009 Primaria. Sexto Grado MATEMATICASDocument1 paginăAprendizajes Esperados Programa 2009 Primaria. Sexto Grado MATEMATICASDIPLOMADO RIEB ZONA 51100% (3)
- Actividad de Aprendizaje 2 - Instalación y Comienzos de Sistema GestorDocument6 paginiActividad de Aprendizaje 2 - Instalación y Comienzos de Sistema GestorSergio CepedaÎncă nu există evaluări
- Fundamentos Del TornoDocument35 paginiFundamentos Del Tornometeoro_03019710Încă nu există evaluări
- El Transporte Argentino - Pág.19-42,51-66Document41 paginiEl Transporte Argentino - Pág.19-42,51-66chinopatÎncă nu există evaluări