S-ar putea să vă placă și
- Carbonate Reservoir Characterization: A Geologic-Engineering Analysis, Part IDe la EverandCarbonate Reservoir Characterization: A Geologic-Engineering Analysis, Part IEvaluare: 4 din 5 stele4/5 (1)
- Study of Structural Action of Superstructures On Ships 48Document58 paginiStudy of Structural Action of Superstructures On Ships 48Kurt ZarwellÎncă nu există evaluări
- Project Azorian: The CIA and the Raising of the K-129De la EverandProject Azorian: The CIA and the Raising of the K-129Evaluare: 4 din 5 stele4/5 (17)
- Library .' ,': fY?TRBDocument122 paginiLibrary .' ,': fY?TRBDing LiuÎncă nu există evaluări
- High Temperature Structures and Materials: Proceedings of the Third Symposium on Naval Structural Mechanics Held at Columbia University, New York, N.Y., January 23–25, 1963De la EverandHigh Temperature Structures and Materials: Proceedings of the Third Symposium on Naval Structural Mechanics Held at Columbia University, New York, N.Y., January 23–25, 1963A. M. FreudenthalÎncă nu există evaluări
- Gooooood - Sub DTMB ResistanceDocument147 paginiGooooood - Sub DTMB Resistanceehsanyari1Încă nu există evaluări
- Advisoey Committee Fob AeronauticsDocument13 paginiAdvisoey Committee Fob AeronauticsAnonymous xD8wUeMyÎncă nu există evaluări
- Taylor Series SystematicDocument147 paginiTaylor Series SystematicAndreiVillamarBermúdezÎncă nu există evaluări
- PDFDocument171 paginiPDFovermind_ze867350Încă nu există evaluări
- Truk Islands DefensesDocument81 paginiTruk Islands DefensesHerman Pentz Moore100% (1)
- Project Armor Obstacle II 773667Document93 paginiProject Armor Obstacle II 773667Robert GatesÎncă nu există evaluări
- Armor in The HÜRTGEN Forest SEP-DEC 1944Document254 paginiArmor in The HÜRTGEN Forest SEP-DEC 1944Hauke Krapf100% (1)
- Vol 6A Application of Oceanography To Subsurface Warfare PDFDocument133 paginiVol 6A Application of Oceanography To Subsurface Warfare PDFFCorsair2Încă nu există evaluări
- SSC 347 NonLinear Analysis of Marine StructuresDocument382 paginiSSC 347 NonLinear Analysis of Marine StructuresNils Antoine FreundÎncă nu există evaluări
- Review of Fillet Weld Strength Parameters: For ShipbuildingDocument64 paginiReview of Fillet Weld Strength Parameters: For Shipbuildingcarlos ivan carvajal ortizÎncă nu există evaluări
- Analytical Techniques For: Predicting Grounded Ship ResponseDocument156 paginiAnalytical Techniques For: Predicting Grounded Ship ResponseAdin SugiarsoÎncă nu există evaluări
- 1943 - A800215 - Development of Subcaliber Projectiles For The Hispano-Suiza GunDocument55 pagini1943 - A800215 - Development of Subcaliber Projectiles For The Hispano-Suiza GunVlad VladÎncă nu există evaluări
- 390Document129 pagini390Moe LattÎncă nu există evaluări
- 330Document217 pagini330Kurinjivelan PalaniyandiÎncă nu există evaluări
- 387 PDFDocument258 pagini387 PDFmohammed ramzi CHAHBIÎncă nu există evaluări
- U. S. Naval Forces Vietnam Monthly Historical Summary Jun 1971Document149 paginiU. S. Naval Forces Vietnam Monthly Historical Summary Jun 1971Robert ValeÎncă nu există evaluări
- Naval Aviation News - Jun 1983Document60 paginiNaval Aviation News - Jun 1983CAP History LibraryÎncă nu există evaluări
- Twenty-Third International Seapower Symposium - Report of The ProcDocument267 paginiTwenty-Third International Seapower Symposium - Report of The ProcSinene BouabidÎncă nu există evaluări
- STAB1975 GlasgowDocument477 paginiSTAB1975 GlasgowJuanPerez100% (1)
- M RB Library: W"lla.Document130 paginiM RB Library: W"lla.aliÎncă nu există evaluări
- UT Guide PDFDocument22 paginiUT Guide PDFHatem JafouraÎncă nu există evaluări
- Excellence in The Surface NavyDocument124 paginiExcellence in The Surface NavyGregg GullicksonÎncă nu există evaluări
- WWII Pre-Flight Training HistoryDocument151 paginiWWII Pre-Flight Training HistoryCAP History LibraryÎncă nu există evaluări
- 1954 19Document258 pagini1954 19w824rg2Încă nu există evaluări
- Boundary LayerDocument29 paginiBoundary LayerMdnor RahimÎncă nu există evaluări
- Manual Survey 1942Document966 paginiManual Survey 1942Issa DrdrÎncă nu există evaluări
- The Efficient Deck Hand - OcrDocument364 paginiThe Efficient Deck Hand - OcrMukhlis NugrahaÎncă nu există evaluări
- 370 PDFDocument78 pagini370 PDFsipasit1518Încă nu există evaluări
- Naval Aviation News - Aug 1984Document44 paginiNaval Aviation News - Aug 1984CAP History Library100% (2)
- Command History 1970 Volume IIIDocument481 paginiCommand History 1970 Volume IIIRobert ValeÎncă nu există evaluări
- AAR 67th Armored Field Artillery Battalion, 3rd Armored Division, June 1944 Thru April 1945Document150 paginiAAR 67th Armored Field Artillery Battalion, 3rd Armored Division, June 1944 Thru April 1945Hauke Krapf50% (2)
- 0321 Masoneria Yarker Knef36 PDFDocument10 pagini0321 Masoneria Yarker Knef36 PDFKeith S.Încă nu există evaluări
- WWII Ferrying Command HistoryDocument186 paginiWWII Ferrying Command HistoryCAP History Library0% (1)
- MP Ops in The Okinawa CampignDocument125 paginiMP Ops in The Okinawa CampignGreg JacksonÎncă nu există evaluări
- 4th International Conference On Numerical Ship HydrodynamicsDocument570 pagini4th International Conference On Numerical Ship HydrodynamicsTahsin Tezdogan100% (1)
- A196627 TowtankDocument501 paginiA196627 TowtankHua Hidari YangÎncă nu există evaluări
- COE RKY MTN Disposal Well Report PDFDocument216 paginiCOE RKY MTN Disposal Well Report PDFellsworsÎncă nu există evaluări
- Guideline For Evaluation of Finite Elements and ResultsDocument258 paginiGuideline For Evaluation of Finite Elements and ResultsMario Tirabassi100% (3)
- NACA ACR L5G28 Bibliography and Review of Information Relating To The Hydrodynamics of SeaplanesDocument89 paginiNACA ACR L5G28 Bibliography and Review of Information Relating To The Hydrodynamics of SeaplanesMark Evan SalutinÎncă nu există evaluări
- Stresses Around Underground OpeningsDocument116 paginiStresses Around Underground OpeningsBhaskar ReddyÎncă nu există evaluări
- ADA022379 - Tenth Symposium On Naval HydrodynamicsDocument791 paginiADA022379 - Tenth Symposium On Naval HydrodynamicsYuriyAKÎncă nu există evaluări
- Korvin-Kroukovsky and JacobDocument88 paginiKorvin-Kroukovsky and JacobEgwuatu UchennaÎncă nu există evaluări
- An Assessment The State of The Art: Ship Structure Committee 1995Document198 paginiAn Assessment The State of The Art: Ship Structure Committee 1995Serhat ÇetinkaleÎncă nu există evaluări
- SSC 350 Ship Vibration Design GuideDocument343 paginiSSC 350 Ship Vibration Design GuideKelvin Xu100% (1)
- Proceedings of Tac Nuke Wpns Symposium 6sep69 PDFDocument405 paginiProceedings of Tac Nuke Wpns Symposium 6sep69 PDFCarl Osgood100% (1)
- 00313791Document39 pagini00313791muzzamilfaizÎncă nu există evaluări
- 94sep FoleyDocument91 pagini94sep FoleyFlorea Maria BiancaÎncă nu există evaluări
- Ship Structural DetailsDocument26 paginiShip Structural DetailsAvanish PatelÎncă nu există evaluări
- Ship MaintananceDocument302 paginiShip MaintananceNur Merah100% (4)
- Plastic 5.56mm Blank Cartridge 1974Document30 paginiPlastic 5.56mm Blank Cartridge 1974ordnanceÎncă nu există evaluări
- Ad 0134053Document88 paginiAd 0134053sirousÎncă nu există evaluări
- Coast Artillery Journal - Aug 1926Document130 paginiCoast Artillery Journal - Aug 1926CAP History LibraryÎncă nu există evaluări
- Guid For NDT in ShipsDocument36 paginiGuid For NDT in ShipsDilan Chamara SamaraweeraÎncă nu există evaluări
- The Battle of Coral Sea Strategical and Tactical Analysis - US Navy War CollegeDocument181 paginiThe Battle of Coral Sea Strategical and Tactical Analysis - US Navy War CollegeSteveTerjeson100% (1)
- Guidelines Design Verifier Pressure EquipmentDocument22 paginiGuidelines Design Verifier Pressure EquipmentHeather SullivanÎncă nu există evaluări
- CBIP Examination PTL1 GeneralDocument4 paginiCBIP Examination PTL1 GeneralHeather SullivanÎncă nu există evaluări
- Guidelines Design Verifier Pressure EquipmentDocument22 paginiGuidelines Design Verifier Pressure EquipmentHeather SullivanÎncă nu există evaluări
- Structural Supports For Highway Signs, Luminaires and Traffic SignalsDocument492 paginiStructural Supports For Highway Signs, Luminaires and Traffic SignalsHeather Sullivan100% (2)
- Structural Supports For Highway Signs, Luminaires and Traffic SignalsDocument492 paginiStructural Supports For Highway Signs, Luminaires and Traffic SignalsHeather Sullivan100% (2)
- Australian Standards Catalogue 2009 PDFDocument469 paginiAustralian Standards Catalogue 2009 PDFHeather Sullivan100% (5)
- Maritime Reporter 2006 02Document60 paginiMaritime Reporter 2006 02Heather Sullivan100% (1)
- Australian Standards Catalogue 2009 PDFDocument469 paginiAustralian Standards Catalogue 2009 PDFHeather Sullivan100% (5)
- Australian StandardsDocument3 paginiAustralian StandardsHeather SullivanÎncă nu există evaluări
- Australian StandardsDocument3 paginiAustralian StandardsHeather SullivanÎncă nu există evaluări
- Penetration Into Soil TargetsDocument18 paginiPenetration Into Soil TargetsamarÎncă nu există evaluări
- Comparative Design of Biaxial RC ColumnsDocument14 paginiComparative Design of Biaxial RC ColumnsMouhamad WehbeÎncă nu există evaluări
- Aci 318-14 Wall-002 PDFDocument5 paginiAci 318-14 Wall-002 PDFVILCA100% (2)
- Assignment 1Document4 paginiAssignment 1TanmayÎncă nu există evaluări
- Prof Rombach PresentationDocument81 paginiProf Rombach PresentationDawit SolomonÎncă nu există evaluări
- Metal PlasticityDocument13 paginiMetal PlasticityAmando GallardoÎncă nu există evaluări
- Steel Frame Design Manual: Italian NTC 2018Document105 paginiSteel Frame Design Manual: Italian NTC 2018Angel VargasÎncă nu există evaluări
- Measurement of Fracture Toughness: Standard Test Method ForDocument56 paginiMeasurement of Fracture Toughness: Standard Test Method ForAB CabralÎncă nu există evaluări
- Axial Shortening MendisDocument6 paginiAxial Shortening Mendisjoaobarbosa22Încă nu există evaluări
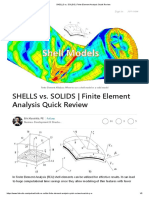
- SHELLS vs. SOLIDS - Finite Element Analysis Quick ReviewDocument5 paginiSHELLS vs. SOLIDS - Finite Element Analysis Quick ReviewNishant VermaÎncă nu există evaluări
- Answer To Assignment 1 Questions: 1. (C) 2. (B) 3. (D) 4. (B) 5. (D) 6. (B) 7. (C)Document2 paginiAnswer To Assignment 1 Questions: 1. (C) 2. (B) 3. (D) 4. (B) 5. (D) 6. (B) 7. (C)Sudeesh SudevanÎncă nu există evaluări
- Scaling of The Viscoelasticity of Weakly Attractive ParticlesDocument4 paginiScaling of The Viscoelasticity of Weakly Attractive ParticlesOrlandoCialliÎncă nu există evaluări
- E e e e e e e e e e e E: Lim LimDocument1 paginăE e e e e e e e e e e E: Lim Limheherson juanÎncă nu există evaluări
- UG SumpDocument5 paginiUG SumpvishnuÎncă nu există evaluări
- 1443purl ME ESE-II 1995-1999Document155 pagini1443purl ME ESE-II 1995-1999TirunamalaPhanimohanÎncă nu există evaluări
- Semiemperical Estimate of Pile Capacity Conforming Aashto Lrfd-2007Document1 paginăSemiemperical Estimate of Pile Capacity Conforming Aashto Lrfd-2007civixxÎncă nu există evaluări
- Flexible Tank Foundation On Elastic Saturated SoilDocument0 paginiFlexible Tank Foundation On Elastic Saturated SoilParamveer RawatÎncă nu există evaluări
- Foundation Engineering: Engr. Gabriel GamanaDocument27 paginiFoundation Engineering: Engr. Gabriel GamanaJelminda AlfaroÎncă nu există evaluări
- Maximum Allowable Stress - An Overview - ScienceDirect TopicsDocument15 paginiMaximum Allowable Stress - An Overview - ScienceDirect Topicskloe123Încă nu există evaluări
- Table of Contents HansboDocument2 paginiTable of Contents HansboWinaYulistiawatiÎncă nu există evaluări
- Tensile - SamujaDocument17 paginiTensile - SamujaNipun DinushaÎncă nu există evaluări
- Internship Report ON Structural Analysis of Aircraft Bracket and Pressure Valve Using AnsysDocument16 paginiInternship Report ON Structural Analysis of Aircraft Bracket and Pressure Valve Using AnsysZia AhmedÎncă nu există evaluări
- CH 09Document31 paginiCH 09Kilona100% (1)
- Unit - 5: Complex Stresses and Plane TrussesDocument35 paginiUnit - 5: Complex Stresses and Plane TrussesemraanÎncă nu există evaluări
- 1 - R-633 Structural Concept Report - Stage 2 - 2012-09-13Document19 pagini1 - R-633 Structural Concept Report - Stage 2 - 2012-09-13Parth Daxini100% (1)
- (Peter Polak (Auth.) ) Designing For Strength Prin PDFDocument323 pagini(Peter Polak (Auth.) ) Designing For Strength Prin PDFChristopher Carrillo100% (1)
- Reinforced Concrete Design FILEDocument42 paginiReinforced Concrete Design FILEJude Maala Onanad100% (1)
- 2b,-26 June: Time Dependent BehaviourDocument1 pagină2b,-26 June: Time Dependent Behaviourlouis botheÎncă nu există evaluări
- Pearl Jumeira Project - Case Study of Land Reclamation in DubaiDocument6 paginiPearl Jumeira Project - Case Study of Land Reclamation in DubaiJose Leo MissionÎncă nu există evaluări
- Compressive and Brazilian Test Tunel RockDocument10 paginiCompressive and Brazilian Test Tunel RockPalak ShivhareÎncă nu există evaluări