S-ar putea să vă placă și
- Unit-Ii: Micromachining Technologies (Microfabrications)Document15 paginiUnit-Ii: Micromachining Technologies (Microfabrications)Rayees AhmedÎncă nu există evaluări
- BS - 3601 - (Carbon Steel Pipes and Tubes With Specified Room Temperature Properties For Pressure Purposes)Document23 paginiBS - 3601 - (Carbon Steel Pipes and Tubes With Specified Room Temperature Properties For Pressure Purposes)Aditya Jane100% (1)
- Sontek Acoustic Doppler Velocity Meter Site RequirementsDocument38 paginiSontek Acoustic Doppler Velocity Meter Site RequirementsBASHAMOHUDDIN SHEIKÎncă nu există evaluări
- Solar PV System Design ToolDocument12 paginiSolar PV System Design Toolمعتصم منورÎncă nu există evaluări
- MWM Microproject ReportDocument5 paginiMWM Microproject Reportpratha100% (1)
- Earthen Channel DesignDocument84 paginiEarthen Channel DesignAbrar AfzalÎncă nu există evaluări
- Design and Fabrication of Modern Three Way Dumping Trolley MechanismDocument8 paginiDesign and Fabrication of Modern Three Way Dumping Trolley MechanismvenkataÎncă nu există evaluări
- Welding Slag CLEANING MachineDocument5 paginiWelding Slag CLEANING MachineSuganthan IasÎncă nu există evaluări
- A Seminar Presentation On: "Ultrasonic Welding"Document14 paginiA Seminar Presentation On: "Ultrasonic Welding"Pávåñ Kûmâr Vākä100% (1)
- Introduction To UCMPDocument27 paginiIntroduction To UCMPGowtham sivateja100% (2)
- 5.mechanical Engineer CV TemplateDocument2 pagini5.mechanical Engineer CV TemplatePrabath DanansuriyaÎncă nu există evaluări
- Micro Electronic Mechanical Systems (MEMS)Document3 paginiMicro Electronic Mechanical Systems (MEMS)Aditya Narayan SahooÎncă nu există evaluări
- Robot Actuators:: Actuators Are Used For Converting The Hydraulic, Electrical orDocument12 paginiRobot Actuators:: Actuators Are Used For Converting The Hydraulic, Electrical orNani KumarÎncă nu există evaluări
- Friction Stir WeldingDocument30 paginiFriction Stir WeldingDilip Patel100% (1)
- SMS Based Automatic Two Wheeler Locking SystemDocument42 paginiSMS Based Automatic Two Wheeler Locking SystemmboomiÎncă nu există evaluări
- CEN-TC344-WG5 N0149 EN 166681 e STFDocument84 paginiCEN-TC344-WG5 N0149 EN 166681 e STFManuel RestrepoÎncă nu există evaluări
- 3.road MarkingDocument9 pagini3.road MarkingMalith De SilvaÎncă nu există evaluări
- Scissor LiftDocument4 paginiScissor LiftnithiÎncă nu există evaluări
- Micro Heat Exchanger: Micro Heat Exchangers, Micro-Scale Heat Exchangers, or Microstructured Heat Exchangers AreDocument3 paginiMicro Heat Exchanger: Micro Heat Exchangers, Micro-Scale Heat Exchangers, or Microstructured Heat Exchangers AreMaheen AltafÎncă nu există evaluări
- AWJMDocument22 paginiAWJMRitesh PatelÎncă nu există evaluări
- MULTISTAGE Dumping Trolley ReportDocument40 paginiMULTISTAGE Dumping Trolley ReportAniket Sankpal50% (2)
- Me2401 Mechatronics - 2 Marks With AnswerDocument29 paginiMe2401 Mechatronics - 2 Marks With AnswerAravind Selva50% (2)
- 267 Button Operated Electromagenetic Gear Changer For Two Wheeler (Report)Document46 pagini267 Button Operated Electromagenetic Gear Changer For Two Wheeler (Report)tariq76100% (5)
- ARCAM's Electron Beam Melting (EBM)Document27 paginiARCAM's Electron Beam Melting (EBM)Sohamz11Încă nu există evaluări
- Sagar Institute of Research & Technalogy-Excellence, BhopalDocument14 paginiSagar Institute of Research & Technalogy-Excellence, BhopalfadyaÎncă nu există evaluări
- Micro Project: Title of The ProjectDocument11 paginiMicro Project: Title of The Projectomkar digamabar sononeÎncă nu există evaluări
- Hy-Wire CarsDocument22 paginiHy-Wire CarsAshish Pandey100% (1)
- Report - Next Generation Smart Substation Through GSM TechnologyDocument70 paginiReport - Next Generation Smart Substation Through GSM TechnologyRamsathayaÎncă nu există evaluări
- Summer Training ReportDocument32 paginiSummer Training Reportkrishna_gbpecÎncă nu există evaluări
- For Wood Cutter MachineDocument19 paginiFor Wood Cutter MachineRahul Rajput100% (1)
- Composite Materials 2marksDocument46 paginiComposite Materials 2marksHemaprasanthÎncă nu există evaluări
- SMA - Sample Practical QuestionsDocument1 paginăSMA - Sample Practical QuestionsSandipkumar VhanakadeÎncă nu există evaluări
- Cotter JointDocument7 paginiCotter Jointsarath.kumarnmk930Încă nu există evaluări
- Design and Material Optimization of Helical Coil SuspensionDocument17 paginiDesign and Material Optimization of Helical Coil SuspensionAnand PathakÎncă nu există evaluări
- Superconducting Magnetic Energy Storage: Presented By-Tanvir Ahmed ToshonDocument20 paginiSuperconducting Magnetic Energy Storage: Presented By-Tanvir Ahmed ToshonAdil KhanÎncă nu există evaluări
- Simulation and Control of Fluid Flows Around Objects Using Computational Fluid DynamicsDocument54 paginiSimulation and Control of Fluid Flows Around Objects Using Computational Fluid DynamicsSagar KamatÎncă nu există evaluări
- Simulation Lab ManualDocument60 paginiSimulation Lab Manualvensesfrank100% (1)
- Demag DC-PRO4 PDFDocument176 paginiDemag DC-PRO4 PDFRudianto SohandjajaÎncă nu există evaluări
- Polymer Electronics - Fancy or The Future of Electronics: Karlheinz Bock, Rolf Aschenbrenner, Jan FelbaDocument6 paginiPolymer Electronics - Fancy or The Future of Electronics: Karlheinz Bock, Rolf Aschenbrenner, Jan FelbaAnandhu C100% (1)
- Friction Less Electromagnetic Breaking SystemDocument2 paginiFriction Less Electromagnetic Breaking Systempaul_jaikumarm27530% (1)
- Micro ActuatorsDocument10 paginiMicro ActuatorsEyad A. FeilatÎncă nu există evaluări
- Electric Discharge Machining: Presented By: Srinivas Shenoy HDocument21 paginiElectric Discharge Machining: Presented By: Srinivas Shenoy HsharathwaramballiÎncă nu există evaluări
- Design of Hydraulic Portable Crane Ijariie17796Document9 paginiDesign of Hydraulic Portable Crane Ijariie17796Diogo VidinhaÎncă nu există evaluări
- Lintel BeamDocument5 paginiLintel BeamAnonymous nwByj9LÎncă nu există evaluări
- Electron Beam MachiningDocument9 paginiElectron Beam MachiningYunitha RatnadillaÎncă nu există evaluări
- Pipe Climbing RobotDocument3 paginiPipe Climbing RobotMectrosoft Creative technologyÎncă nu există evaluări
- Sanu 39Document5 paginiSanu 39Safalsha BabuÎncă nu există evaluări
- Design Horizontal Pressure Vessel - 1Document2 paginiDesign Horizontal Pressure Vessel - 1evrim77100% (1)
- Design of Machine Element-IIDocument53 paginiDesign of Machine Element-IIPramod R Bidve100% (1)
- NEMSDocument13 paginiNEMSChandrakiran AlapatiÎncă nu există evaluări
- Chapter 27 Advanced Machining Processes1Document37 paginiChapter 27 Advanced Machining Processes1vaniÎncă nu există evaluări
- 08 Chapter 2Document11 pagini08 Chapter 2baraniinst6875Încă nu există evaluări
- Solid Ground CuringDocument18 paginiSolid Ground CuringSreedhar Pugalendhi100% (1)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsDe la EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsÎncă nu există evaluări
- A Microreactor For In-Situ Hydrogen Production by Catalytic Methanol ReformingDocument11 paginiA Microreactor For In-Situ Hydrogen Production by Catalytic Methanol ReformingramahtamahÎncă nu există evaluări
- High Temperature C/C-Sic Composite by Liquid Silicon Infiltration: A Literature ReviewDocument11 paginiHigh Temperature C/C-Sic Composite by Liquid Silicon Infiltration: A Literature ReviewAjay Pratap SinghÎncă nu există evaluări
- GBidron JMatProcTechDocument16 paginiGBidron JMatProcTechKue DroidÎncă nu există evaluări
- Microstructural and Mechanical Characteristics of in Situ MetalDocument65 paginiMicrostructural and Mechanical Characteristics of in Situ MetalSegovia PerezÎncă nu există evaluări
- Science Class VIth AssignmentsFinal-converted 1Document1 paginăScience Class VIth AssignmentsFinal-converted 1gyanendra_vatsa4380Încă nu există evaluări
- Stinger-Systems Metros 5Document1 paginăStinger-Systems Metros 5gyanendra_vatsa4380Încă nu există evaluări
- I.G Delhi Public School: Class Vith Assigments Subject English Chapter 1 - The Jackal'S JudgementDocument3 paginiI.G Delhi Public School: Class Vith Assigments Subject English Chapter 1 - The Jackal'S Judgementgyanendra_vatsa4380Încă nu există evaluări
- Subject Maths Chapter 1 - Knowing NumbersDocument1 paginăSubject Maths Chapter 1 - Knowing Numbersgyanendra_vatsa4380Încă nu există evaluări
- Stinger-Systems Metros 4Document1 paginăStinger-Systems Metros 4gyanendra_vatsa4380Încă nu există evaluări
- Stinger-Systems Metros 2Document1 paginăStinger-Systems Metros 2gyanendra_vatsa4380Încă nu există evaluări
- Stinger-Systems Metros 1Document1 paginăStinger-Systems Metros 1gyanendra_vatsa4380Încă nu există evaluări
- Rail References and ProjectsDocument6 paginiRail References and Projectsgyanendra_vatsa4380Încă nu există evaluări
- Stinger-Systems Metros 3Document1 paginăStinger-Systems Metros 3gyanendra_vatsa4380Încă nu există evaluări
- Stamp Duty From GHSDocument4 paginiStamp Duty From GHSgyanendra_vatsa4380Încă nu există evaluări
- 133 Ashida RealyDocument72 pagini133 Ashida Realygyanendra_vatsa4380Încă nu există evaluări
- Government of India Ministry of Railways: TI/STR/010 (Revision 01)Document6 paginiGovernment of India Ministry of Railways: TI/STR/010 (Revision 01)gyanendra_vatsa4380Încă nu există evaluări
- Panel NameDocument1 paginăPanel Namegyanendra_vatsa4380Încă nu există evaluări
- NEC Table 310.77 (Detail 1 - One Circuit, 3-1/c in Single Duct)Document3 paginiNEC Table 310.77 (Detail 1 - One Circuit, 3-1/c in Single Duct)gyanendra_vatsa4380Încă nu există evaluări
- EPRI RedBook PDFDocument2 paginiEPRI RedBook PDFgyanendra_vatsa4380100% (2)
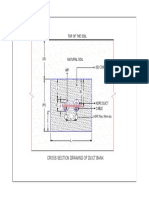
- Cable Duct BankDocument1 paginăCable Duct Bankgyanendra_vatsa4380Încă nu există evaluări
- Membership Application Form - For The Year: (Young Member Under 35 Years)Document1 paginăMembership Application Form - For The Year: (Young Member Under 35 Years)gyanendra_vatsa4380Încă nu există evaluări
- VRLA Battery Data SheetDocument2 paginiVRLA Battery Data Sheetgyanendra_vatsa4380Încă nu există evaluări
- HV and EHV Cable SystemsDocument49 paginiHV and EHV Cable Systemsgyanendra_vatsa4380Încă nu există evaluări
- En 50526-2Document7 paginiEn 50526-2gyanendra_vatsa4380Încă nu există evaluări
- Techma ProfileDocument4 paginiTechma Profilegyanendra_vatsa4380Încă nu există evaluări
- XLPE Insulated Cable 220 KV NexanDocument2 paginiXLPE Insulated Cable 220 KV Nexangyanendra_vatsa4380Încă nu există evaluări
- Natsteel BRCDocument8 paginiNatsteel BRClwin_oo2435Încă nu există evaluări
- Lecture 19 Rapid Prototyping Concept, Advantages PDFDocument15 paginiLecture 19 Rapid Prototyping Concept, Advantages PDFRishabh MendirattaÎncă nu există evaluări
- Book 1Document9 paginiBook 1Jhon AndriÎncă nu există evaluări
- Nasir CV - Senior Project EngineerDocument4 paginiNasir CV - Senior Project EngineerSyed Ñąveed Hąįdeŕ33% (3)
- Summer Textile Internship: Technocraft Industries India LimitedDocument80 paginiSummer Textile Internship: Technocraft Industries India LimitedSuraj KediaÎncă nu există evaluări
- The History of Coal in PennsylvaniaDocument39 paginiThe History of Coal in PennsylvaniaalxmalagaÎncă nu există evaluări
- 00-Quality Objective Monitoring Chart Fof Geotech Div-2Document1 pagină00-Quality Objective Monitoring Chart Fof Geotech Div-2Adly Al-SaafinÎncă nu există evaluări
- Assignment 3Document2 paginiAssignment 3Parth PatelÎncă nu există evaluări
- Introduction To Metal CastingDocument73 paginiIntroduction To Metal CastingVineeth ShankarÎncă nu există evaluări
- Weld Profiles - AWS D1.1 D1.1M-2010Document1 paginăWeld Profiles - AWS D1.1 D1.1M-2010gigiphiÎncă nu există evaluări
- Aluminum Monthly Report of ChinaDocument30 paginiAluminum Monthly Report of ChinaAgungPutraÎncă nu există evaluări
- Sample Annotated BibliographyDocument12 paginiSample Annotated Bibliographyabo776Încă nu există evaluări
- Ahlstar PP E00545 PDFDocument16 paginiAhlstar PP E00545 PDFPatricia J ÁngelesÎncă nu există evaluări
- Space Frame AssemblyDocument4 paginiSpace Frame Assemblymoytabura96Încă nu există evaluări
- Fusion Welding Process, Chapter 27Document24 paginiFusion Welding Process, Chapter 27Abie RexoMen100% (1)
- CH 2 - Estimate I & DDocument23 paginiCH 2 - Estimate I & DHarish Kumar MahavarÎncă nu există evaluări
- Dsa 5300Document8 paginiDsa 5300Nguyen Van ToanÎncă nu există evaluări
- 2013 The American Mold Builder - SummerDocument48 pagini2013 The American Mold Builder - SummerAMBAÎncă nu există evaluări
- Tensile Bond TestDocument14 paginiTensile Bond TestPanneer SelvamÎncă nu există evaluări
- Shahi Exports PVTDocument13 paginiShahi Exports PVTkritiÎncă nu există evaluări
- Permission To Use Crushed Sand For Various MIDC WorksDocument7 paginiPermission To Use Crushed Sand For Various MIDC Worksab5918590Încă nu există evaluări
- Rana PackagingDocument26 paginiRana PackagingVignesh DurairajÎncă nu există evaluări
- Tapping Into New and International MarketsDocument31 paginiTapping Into New and International MarketsFahim KhanÎncă nu există evaluări
- Vinod ResumeDocument3 paginiVinod ResumebhvallabhaneniÎncă nu există evaluări
- DetectionDocument13 paginiDetectionAhmed SaadÎncă nu există evaluări
- Improvement in Durability of Ferrocement Using Fly Ash and Silica Fume Modified MortarDocument4 paginiImprovement in Durability of Ferrocement Using Fly Ash and Silica Fume Modified MortarijsretÎncă nu există evaluări
- Vol 6 Report 186-Coatings and Inks For Food Contact Materials PDFDocument142 paginiVol 6 Report 186-Coatings and Inks For Food Contact Materials PDFvaducÎncă nu există evaluări
- Port Shipping Warehouse Business Develop Etc1Document9 paginiPort Shipping Warehouse Business Develop Etc1Subhankar MahapatraÎncă nu există evaluări
- Structural Design of Flexible ConduitsDocument126 paginiStructural Design of Flexible ConduitsDenisR9Încă nu există evaluări
- Dresser ABS PDFDocument3 paginiDresser ABS PDFamadan64Încă nu există evaluări