S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Review On MRI Brain Tumor Segmentation ApproachesDocument5 paginiReview On MRI Brain Tumor Segmentation ApproachesBONFRINGÎncă nu există evaluări
- An Overview of Organizational Commitment Among The IT Employees in Chennai CityDocument3 paginiAn Overview of Organizational Commitment Among The IT Employees in Chennai CityBONFRINGÎncă nu există evaluări
- A Study On Time ManagementDocument5 paginiA Study On Time ManagementBONFRINGÎncă nu există evaluări
- Block Chain Technology For Privacy Protection For Cloudlet-Based Medical Data SharingDocument4 paginiBlock Chain Technology For Privacy Protection For Cloudlet-Based Medical Data SharingBONFRINGÎncă nu există evaluări
- Effective Online Discussion Data For Teachers Reflective Thinking Using Feature Base ModelDocument5 paginiEffective Online Discussion Data For Teachers Reflective Thinking Using Feature Base ModelBONFRINGÎncă nu există evaluări
- Smart Home Implementing IOT Technology With Multilingual Speech Recognition SystemDocument6 paginiSmart Home Implementing IOT Technology With Multilingual Speech Recognition SystemBONFRINGÎncă nu există evaluări
- Detection of Polycystic Ovary Syndrome From Ultrasound Images Using SIFT DescriptorsDocument5 paginiDetection of Polycystic Ovary Syndrome From Ultrasound Images Using SIFT DescriptorsBONFRINGÎncă nu există evaluări
- Security Enhancement and Time Delay Consumption For Cloud Computing Using AES and RC6 AlgorithmDocument6 paginiSecurity Enhancement and Time Delay Consumption For Cloud Computing Using AES and RC6 AlgorithmBONFRINGÎncă nu există evaluări
- Review of Data Mining Classification TechniquesDocument4 paginiReview of Data Mining Classification TechniquesBONFRINGÎncă nu există evaluări
- Android Application Development For Textile IndustryDocument4 paginiAndroid Application Development For Textile IndustryBONFRINGÎncă nu există evaluări
- Automated Switching Solar Power Grid Tie Inverter Using Embedded SystemDocument5 paginiAutomated Switching Solar Power Grid Tie Inverter Using Embedded SystemBONFRINGÎncă nu există evaluări
- Different Traffic Profiles For Wireless NetworkDocument3 paginiDifferent Traffic Profiles For Wireless NetworkBONFRING100% (1)
- Power Quality Improvement Using Dynamic Voltage RestorerDocument4 paginiPower Quality Improvement Using Dynamic Voltage RestorerBONFRINGÎncă nu există evaluări
- Preventing The Breach of Sniffers in TCP/IP Layer Using Nagles AlgorithmDocument5 paginiPreventing The Breach of Sniffers in TCP/IP Layer Using Nagles AlgorithmBONFRINGÎncă nu există evaluări
- Investigation of CO2 Capturing Capacity of Solid Adsorbents (PEIs) Polyethylenimines From Automotive Vehicle Exhausts System For 4-Stroke SI EngineDocument5 paginiInvestigation of CO2 Capturing Capacity of Solid Adsorbents (PEIs) Polyethylenimines From Automotive Vehicle Exhausts System For 4-Stroke SI EngineBONFRINGÎncă nu există evaluări
- Awareness Among The Consumers About Instant Food ProductsDocument3 paginiAwareness Among The Consumers About Instant Food ProductsBONFRINGÎncă nu există evaluări
- Topic Categorization Based On User Behaviour in Random Social Networks Using Firefly AlgorithmDocument5 paginiTopic Categorization Based On User Behaviour in Random Social Networks Using Firefly AlgorithmBONFRINGÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Credit Suisse (Incl. NPV Build Up)Document23 paginiCredit Suisse (Incl. NPV Build Up)rodskogjÎncă nu există evaluări
- Welding Technology WFC 112a-1Document74 paginiWelding Technology WFC 112a-1ibrahim mustaphaÎncă nu există evaluări
- Copper and Copper Alloys PDFDocument31 paginiCopper and Copper Alloys PDFShaikh Mohd Qaisar100% (1)
- IGCSE Chemistry NotesDocument40 paginiIGCSE Chemistry Notestasha100% (5)
- METRODE Non-Magnetic Welding Consumables 316NFDocument1 paginăMETRODE Non-Magnetic Welding Consumables 316NFClaudia MmsÎncă nu există evaluări
- Supply Chain MGMTDocument26 paginiSupply Chain MGMTMilan ChauhanÎncă nu există evaluări
- 1233zd Honeywell Solstice LBA Technical BrochureDocument8 pagini1233zd Honeywell Solstice LBA Technical BrochureAB DevilierÎncă nu există evaluări
- Electron ConfigurationDocument24 paginiElectron Configurationarunasagar_2011Încă nu există evaluări
- SDYC 2011 Academic BookletDocument124 paginiSDYC 2011 Academic BookletsuhangdageekÎncă nu există evaluări
- Design of Machine ElementsDocument10 paginiDesign of Machine ElementsBoom0% (1)
- Swellex Rock Bolts: Secoroc Rock Drilling ToolsDocument20 paginiSwellex Rock Bolts: Secoroc Rock Drilling ToolsWai TszYanÎncă nu există evaluări
- 2012 June ISA CHEM6TP Question PaperDocument9 pagini2012 June ISA CHEM6TP Question PaperjamesÎncă nu există evaluări
- Datasheet Sandvik SX enDocument2 paginiDatasheet Sandvik SX enMau Atenas PerezÎncă nu există evaluări
- Color: Colorless, White. Luster: Vitreous. Dispersion: R V,: ZincroseliteDocument1 paginăColor: Colorless, White. Luster: Vitreous. Dispersion: R V,: ZincroseliteramzchileÎncă nu există evaluări
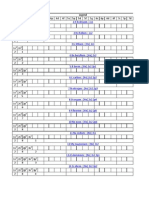
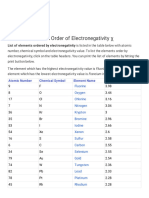
- List of Elements in Order of Electronegativity χDocument4 paginiList of Elements in Order of Electronegativity χkumarlavesh469Încă nu există evaluări
- Hilti Light Steel Framing ManualDocument158 paginiHilti Light Steel Framing ManualAlejandro Rocha100% (2)
- Chemistry: Pearson EdexcelDocument28 paginiChemistry: Pearson EdexcelAhmad MohdÎncă nu există evaluări
- ExamDocument16 paginiExamnicolas dionisio ordonez barruetaÎncă nu există evaluări
- DuplexDocument3 paginiDuplexmaladix01100% (1)
- Astm D5600Document4 paginiAstm D5600Abu WildanÎncă nu există evaluări
- Solubility RulesDocument6 paginiSolubility RulesErika Leah ManaloÎncă nu există evaluări
- Lecture Note 4 (Metallic & Non-Metallic Pipes) PDFDocument20 paginiLecture Note 4 (Metallic & Non-Metallic Pipes) PDFhkaqlqÎncă nu există evaluări
- PS1 Che213Document2 paginiPS1 Che213Ori SeinÎncă nu există evaluări
- AstmDocument25 paginiAstmcasperxxxÎncă nu există evaluări
- Heavy MetalsDocument65 paginiHeavy MetalsardiantiresiÎncă nu există evaluări
- Falcondo Revisted 07 - 02Document14 paginiFalcondo Revisted 07 - 02Indra Setiawan SunarjaÎncă nu există evaluări
- Chemistry Notes (Metals)Document4 paginiChemistry Notes (Metals)Teo Jia Ming Nickolas67% (3)
- LAB REPORT 5 CorrosionDocument6 paginiLAB REPORT 5 Corrosionkuek100% (2)
- IB Chemistry SL ReviewDocument120 paginiIB Chemistry SL ReviewShamwow_12389% (9)
- Factors Affecting CastingDocument6 paginiFactors Affecting CastingMuhammad BilalÎncă nu există evaluări