Documente Academic
Documente Profesional
Documente Cultură
644 2004 ESCA-ST MAESTRIA Carreola Marcial Vicente PDF
Încărcat de
xastralTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
644 2004 ESCA-ST MAESTRIA Carreola Marcial Vicente PDF
Încărcat de
xastralDrepturi de autor:
Formate disponibile
Propuesta de un Modelo de Mejora Continua utilizando la
Metodologa Seis Sigma (6) como una Estrategia de Negocio
para los Proveedores de la Industria Automotriz Nacional.
TESIS
QUE PARA OBTENER EL GRADO DE MAESTRO EN CIENCIAS
CON ESPECIALIDAD EN ADMINISTRACIN DE NEGOCIOS.
PRESENTA
VICENTE CARREOLA MARCIAL
DIRECTOR: JORGE TOSHIO YAMADA FUJIYOSHI
Mxico D.F. 2004
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE COMERCIO Y ADMINISTRACIN
UNIDAD SANTO TOMAS
SECCION DE ESTUDIOS DE POSGRADO E INVESTIGACIN
Indice
Siglas y abreviaturas.............................................................................. VI
Glosario.................................................................................................. VIII
Relacin de tablas.................................................................................. XI
Relacin de figuras................................................................................ XII
Resumen................................................................................................ XIV
Abstract................................................................................................... XVI
Introduccin............................................................................................ XVIII
Captulo 1 La Industria Automotriz Nacional................................... 1
1.1 La Industria del Automvil ................................................. 1
1.1.1 Produccin en serie............................................................ 1
1.1.2 Ambito de la Industria Automotriz en la actualidad............. 3
1.1.3 Calidad de la Industria Automotriz...................................... 7
1.2 Semblanza de Mxico y la Industria Automotriz Nacional.. 10
1.2.1 La Industria Automotriz Terminal........................................ 10
1.2.2 La Industria de Autopartes.................................................. 14
1.3 Los Proveedores de la Industria Automotriz Nacional........ 15
Captulo 2 Aspectos Metodolgicos de la Investigacin................ 30
2.1 Descripcin de la metodologa empleada en la
investigacin.......................................................................
30
2.2 Concepcin de la idea de la investigacin.......................... 31
2.3 Situacin problemtica....................................................... 33
III
2.4 Planteamiento del problema............................................... 35
2.5 Supuesto de la investigacin.............................................. 36
2.6 Objetivos de la investigacin.............................................. 37
2.7 Preguntas de la investigacin............................................. 39
2.8 Justificacin de la investigacin y su viabilidad.................. 40
2.9 Definicin del tipo de investigacin..................................... 41
2.10 Diseo de la investigacin.................................................. 43
2.11 Elaboracin del marco terico............................................ 44
Captulo 3 Seis Sigma como un camino para la Mejora Continua. 45
3.1 Qu es Seis Sigma?......................................................... 45
3.2 Seis Sigma como una medida estadstica.......................... 46
3.3 Seis Sigma como una estrategia del negocio.................... 48
3.4 La Historia de Seis Sigma.................................................. 52
3.5 Casos de xito de la Metodologa Seis Sigma................... 56
3.6 Los mitos de Seis Sigma.................................................... 59
3.7 Variacin en los Procesos.................................................. 61
3.8 El proceso de Seis Sigma DMAMC................................. 65
3.8.1 Etapa de Definir.................................................................. 66
3.8.2 Etapa de Medir................................................................... 86
3.8.3 Etapa de Analizar............................................................... 93
3.8.4 Etapa de Mejorar................................................................ 98
3.8.5 Etapa de Controlar.............................................................. 101
3.8.6 Revisin de los Proyectos Seis Sigma............................... 104
IV
Captulo 4 Estructura Organizacional para Seis Sigma.................. 110
4.1 Organizacin para Seis Sigma........................................... 110
4.2 Funciones y roles para Seis Sigma................................... 113
4.2.1 Coach (Lder de implementacin)....................................... 114
4.2.2 Champion (Lder de proyecto)............................................ 115
4.2.3 Master Black Belt (Maestro de Cinta Negra)...................... 117
4.2.4 Black Belt (Cinta Negra)..................................................... 119
4.2.5 Green Belt (Cinta Verde).................................................... 121
4.2.6 Yellow Belt (Cinta Amarilla)................................................ 122
4.3 Capacitacin para Seis Sigma............................................ 124
4.3.1 Certificacin de los Black Belt en Seis Sigma.................... 130
Captulo 5 Propuesta de un Modelo de Mejora Continua
utilizando la Metodologa Seis Sigma (6 ) como una
Estrategia de Negocio para los Proveedores de la
Industria Automotriz Nacional.........................................
134
5.1 El modelo como concepto.................................................. 134
5.2 Modelo de Mejora Continua utilizando la Metodologa
Seis Sigma (6 ) como una Estrategia de Negocio para
los Proveedores de la Industria Automotriz Nacional......... 138
Conclusiones...................................................................... 157
Recomendaciones.............................................................. 165
Anexos................................................................................ 167
Bibliografa.......................................................................... 227
V
Siglas y Abreviaturas
AIAG Automotive Industry Action Group
AITF International Automotive Task Force
AMEF Anlisis de Modo y Efecto de la Falla
BB Black Belt (Cinta Negra)
CEP Control Estadstico del Proceso
CIMAT Centro de Investigacin en Matemticas A.C.
CTQs Critical to Quality (Crticos para la Calidad)
DPMO Defectos Por Milln de Oportunidades
DMAMC Definir Medir Analizar Mejorar Controlar
DoE Diseo de Experimentos
DPU Defectos Por Unidad
GB Green Belt (Cinta Verde)
INA Instituto Nacional de Autopartes
ISO-9000 International Standarization Organization-9000
ISO/TS16949 International Standarization Organization/Technical
Specification 16949.
ITESM Instituto Tecnolgico de Estudios Superiores de
Monterrey.
JIT Just in Time (Justo a Tiempo)
MSA Measure System Analysis (Anlisis del Sistema de
Medicin).
PIB Producto Interno Bruto
VI
QFD Quality Function Deployment (Despliegue de la Funcin
de Calidad).
QS-9000 Quality System-9000
R&R Repetibilidad y Reproducibildad
SIPOC Supplier Input Process Output Customer (Proveedor
Entrada Proceso Salida Cliente).
TLCAN Tratado de Libre Comercio del Atlntico Norte
TQM Total Quality Management (Administracin Total de la
Calidad).
VDA6.1 Verband der Automobilindustrie 6.1
VoC Voice of Customer (Voz del Cliente)
VII
Glosario
Aspecto axioteleolgico de la investigacin. Es decir, se va ms all de la
metodologa y de la epistemologa en la investigacin (Jensen, 2001).
Calidad. La calidad no se inspecciona, sino que se produce; en este sentido,
se debe entender como la consecuencia de hacer bien las cosas en el
proceso y depende del ser humano y su capacidad para razonar y no
reaccionar ante cualquier variacin. Es evaluada por los clientes en trminos
tales como, bueno o malo, cumple o No cumple con la especificacin o bien
tiene o No tiene calidad (V. Carreola, 2004).
Cliente. Se considera as al usuario final de un producto o servicio. Los
clientes puede ser interno o externo a la organizacin (ISO-9000:2000).
Desviacin estndar. La desviacin estndar de un conjunto de datos es una
medida que muestra cunto se desvan los datos con respecto a su media
(Solis, 2003).
Habilidad del proceso (Cp). Entindase Cp, como el valor que ayuda a definir
el comportamiento de un proceso con respecto a las especificaciones
establecidas (Cedei, 1999).
VIII
Habilidad real del proceso (Cpk). El Cpk, se entiende como el valor que
representa la posicin real del proceso con respecto a las especificaciones
establecidas (Cedei, 1999).
Modelo. Un modelo se puede entender como la representacin simplificada
de una teora, por medio de la cual se reconstruye la naturaleza conforme lo
establecido por la teora misma. Es un recurso para explicar los hechos
presentando de manera figurada, como funcionan y como interactan
(Chvez, 1999).
Organizacin. Es el conjunto de personas e instalaciones con una
disposicin de responsabilidades, autoridades y relaciones (ISO-9000:2000).
Proceso. Es un conjunto de actividades mutuamente relacionadas o que
interactan, las cuales transforman elementos de entrada en resultados. Los
elementos de entrada para un proceso son generalmente resultados de otros
procesos (ISO-9000:2000).
Repetibilidad. Entindase como la variacin de las mediciones obtenidas con
un instrumento cuando lo usa varias veces un mismo operador, para medir la
misma caracterstica y con las mismas muestras.
IX
Reproducibilidad. Entindase como la variacin en el promedio de las
mediciones efectuadas por operadores diferentes, usando el mismo
instrumento para medir la misma caracterstica, con las mismas muestras.
Seis Sigma. Es una filosofa de trabajo y una estrategia de negocios, con un
fuerte enfoque al cliente, en un manejo eficiente de los datos y metodologa
que permite eliminar la variabilidad en los procesos y alcanzar un nivel de
defectos menor o igual a 3,4 defectos por milln.
Sigma. Letra del alfabeto griego que se usa para cuantificar la dispersin
respecto a la media o promedio de cualquier proceso (Solis, 2003).
Sistema. Es un conjunto de procesos interrelacionados entre s para lograr
los objetivos de la Organizacin (ISO-9000:2000).
Variables. Son las caractersticas de calidad que pueden medirse en un
determinado artculo, aquellas cuyo valor proviene de una medicin, se
llaman continuas, y aquellas cuyo valor proviene de un atributo (si - no, tiene
- No tiene) se llaman discretas (Ford, ITESM).
Variabilidad. La variabilidad o dispersin es la variacin o diferencia entre los
valores de una variable (Ford, ITESM).
X
Relacin de tablas
Tabla Descripcin Pgina
Tabla No. 1 La voz del cliente traducida en requerimientos
del Cliente..........................................................
75
Tabla No. 2 Revisin de Proyectos Seis Sigma en la etapa
de Definir............................................................
105
Tabla No. 3 Revisin de Proyectos Seis Sigma en la etapa
de Medir..............................................................
106
Tabla No. 4 Revisin de Proyectos Seis Sigma en la etapa
de Analizar..........................................................
106
Tabla No. 5 Revisin de Proyectos Seis Sigma en la etapa
de Mejorar..........................................................
107
Tabla No. 6 Revisin de Proyectos Seis Sigma en la etapa
de Controlar........................................................
108
Tabla No. 7 Funciones y roles para Seis Sigma................... 123
Tabla No. 8 Programa de Capacitacin para el Black Belt.... 126
Tabla No. 9 Programa de Capacitacin para el Green Belt... 128
XI
Relacin de figuras
Figura Descripcin Pgina
Figura No. 1 Localizacin de la Industria Automotriz Terminal en
Mxico.............................................................................
11
Figura No. 2 Produccin Nacional de Vehculos 1991 - 2002.............. 13
Figura No. 3 Ventas de Vehculos en el Mercado Interno.................... 14
Figura No. 4 Desempeo de Seis Sigma............................................. 48
Figura No. 5 El proceso DMAMC......................................................... 66
Figura No. 6 Seleccin estratgica de los proyectos Seis Sigma........ 69
Figura No. 7 Seleccin de proyectos Seis Sigma................................ 70
Figura No. 8 Lo ms importante para el Cliente................................... 79
Figura No. 9 Relacin Y = f(x)............................................................. 81
Figura No. 10 El modelo SIPOC............................................................. 83
Figura No. 11 Etapa de Definir............................................................... 86
Figura No. 12 Medidas de un proceso................................................... 88
Figura No. 13 Etapa de Medir................................................................ 91
Figura No. 14 Etapa de Analizar............................................................ 97
Figura No. 15 Etapa de Mejorar............................................................. 101
Figura No. 16 Etapa de Controlar........................................................... 103
Figura No. 17 Organizacin para Seis Sigma........................................ 111
XII
Figura No. 18 Modelo de Mejora Continua utilizando la Metodologa
Seis Sigma (6 ) como una estrategia de negocio para
los proveedores de la Industria Automotriz Nacional......
139
Figura No. 19 Diagrama de Causa y Efecto........................................... 179
Figura No. 20 Smbolos utilizados en los diagramas de flujo................. 210
Figura No. 21 Hoja para el Mapeo de procesos -SIPOC....................... 219
Figura No. 22 Aspectos fundamentales de los diagramas de flujo........ 221
Figura No. 23 Formato del AMEF de Diseo /Proceso.......................... 223
XIII
Resumen
En la investigacin se abord la necesidad que tienen los proveedores de la
Industria Automotriz Nacional de contar con una herramienta de mejora
continua que les permita cumplir con requerimientos en materia de Calidad y
Competitividad solicitados por sus clientes.
En materia de mejora continua existe una gran variedad de herramientas ya
probadas, por lo que en la realizacin de esta investigacin se acudi a
diferentes fuentes de informacin relacionadas con el tema, tales como
libros, revistas, artculos en internet, informacin escrita (notas de cursos) y
platicas con especialistas (Black Belts) en Seis Sigma.
Por otra parte se acudi al 2. Simposio de la Metodologa Seis Sigma
organizado por el CIMAT, asimismo, el investigador participo en el Diplomado
Certificacin Black Belt in Six Sigma impartido por el ITESM.
Los resultados de la investigacin permitieron conocer ms acerca de Seis
Sigma; en su aplicacin, su finalidad, su organizacin, los beneficios que han
obtenido quienes la han aplicado, as como las herramientas para la calidad
en que se apoya su implementacin.
XIV
Derivado de la investigacin y considerando a los proveedores de la Industria
Automotriz Nacional, se tuvieron los elementos suficientes para realizar la
propuesta de un modelo de mejora continua utilizando la metodologa Seis
Sigma (6 ) como una estrategia de negocio para los proveedores de la
Industria Automotriz Nacional.
XV
Abstract
In the investigation the necessity was approached that has the suppliers of
the National Automotive Industry to count on a tool of continuous
improvement that allows them to fulfill requirements in the matter of Quality
and Competitiveness asked for by its clients.
In the matter of continuous improvement a great variety of tools already
proven exists, reason why in the accomplishment of this investigation it was
gone to different sources of intelligence related to the subject, such as books,
magazines, articles in Internet, information written (notes of courses) and
platicas with specialists (Black Belts) in Six Sigma.
On the other hand it was gone to 2. Symposium of Six Methodology Sigma
organized by the CIMAT, also, the investigator I participate in the Graduate
Certification Black Belt in Six Sigma distributed by the ITESM.
The results of the investigation allowed to know more about Six Sigma; in
their application, their purpose, their organization, the benefits have obtained
that have applied it, as well as the tools for the quality in which its
implementation leans.
XVI
Derivative of the investigation and considering to the suppliers of the National
Automotive Industry, the elements sufficient were had to make the proposal
of a model of continuous improvement being used Six methodology Sigma
(6) like a strategy of business for the suppliers of the National Automotive
Industry.
XVII
Introduccin
Cuando se observa que en la medida que aumenta el grado de satisfaccin
del cliente, mejoran las ventas, las utilidades y el valor de las empresas, no
queda duda de que la calidad constituye uno de los principales impulsores
del desarrollo y competitividad de una empresa, sin embargo, lograr la
calidad, va ms all de la aplicacin de los conceptos tradicionales de
inspeccin, la sola implementacin de un sistema de calidad o incluso su
certificacin, sino que requiere de la conviccin, visin, liderazgo y pasin por
lo que se hace.
Para lograr la calidad y la competitividad de las empresas en principio se
requiere concebir a la mejora continua como un proceso con identidad
propia. Ms que una tcnica o herramienta de gestin, la mejora continua se
debe entender como un proceso organizado donde los elementos de entrada
son transformados en salidas que son ms valiosas, y que cuenta con etapas
y elementos permanentes, repetibles y continuos.
El siguiente escaln es definir la herramienta de mejora que se va a utilizar y
el mecanismo a seguir, sin duda, la opcin elegida ser determinante para
los resultados esperados. De aqu la importancia del presente trabajo de
investigacin que busca como objetivo general el Proponer un modelo de
XVIII
mejora continua utilizando la metodologa Seis Sigma (6 ) como estrategia
de negocio para los Proveedores de la Industria Automotriz Nacional.
Para tal efecto, la presente investigacin se ha estructurado en cinco
captulos los cuales se describen a continuacin:
En el Captulo 1; Se presenta una breve historia de la industria del automvil,
as como una semblanza de la Industria Automotriz Nacional, cuya estructura
est integrada por dos sectores, la Industria Automotriz Terminal, mejor
conocida como las armadoras dedicadas al ensamble de vehculos, y la
Industria de Autopartes, estas empresas se conocen como proveedores de la
industria automotriz, asimismo se muestra la ubicacin geogrfica de las
diferentes plantas de ensamble que se encuentran en nuestro pas, y
algunos de los indicadores de este sector industrial.
En el Captulo 2; Se describen los aspectos metodolgicos que rigen la
investigacin considerando los elementos que permiten el desarrollo de la
misma, entre los que destacan la descripcin de la situacin problemtica, el
planteamiento del problema, el supuesto, el establecimiento de los objetivos
y las preguntas de la investigacin que marcan la pauta para la elaboracin
del marco terico.
XIX
En el Captulo 3; Se muestran los aspectos ms relevantes de la
metodologa Seis Sigma, Qu es Seis Sigma?, se presenta a Seis Sigma
como una medida estadstica, y como una estrategia de negocio, la historia
de esta metodologa, casos de xito en su implementacin, los mitos que se
han creado en torno a esta herramienta y la variacin en los procesos.
Asimismo, se describe el proceso DMAMC (D-Definir, M-Medir, A-Analizar,
M-Mejorar y C-Controlar). Cabe aclarar que an cuando algunos autores lo
describen como estrategia o metodologa, en la presente investigacin se
emplear el termino proceso para referirse al mismo concepto. Tambin se
presenta un panorama general de la revisin de los proyectos Seis Sigma en
cada una de las etapas del proceso.
En el Captulo 4; Se describe la estructura organizacional requerida para la
implementacin de la Metodologa Seis Sigma, las funciones y roles de los
miembros y la capacitacin requerida para cada funcin, para lo cual se
entrenan y definen los integrantes de los grupos de mejora como Lder de
implementacin (Coach), Champion (Lder de proyecto), Master Black Belt
(Maestro de cinta negra), Black Belt (Cinta negra), Green Belt (Cinta verde) y
Yellow Belt (Cinta amarilla). Tambin se presenta el proceso de certificacin
de los Black Belts.
XX
En el Captulo 5; Se presenta la propuesta del modelo de mejora continua
utilizando la metodologa Seis Sigma (6 ) como una estrategia de negocio
para los proveedores de la Industria Automotriz Nacional, y se espera que el
modelo constituya una propuesta que permita a stas organizaciones cumplir
con los requerimientos y expectativas de sus clientes. Tambin se pretende
que la propuesta sirva de base para la realizacin de futuros trabajos
orientados hacia la mejora continua en las empresas que tengan alguna
relacin con la Industria Automotriz.
Por otra parte, se presentan las conclusiones a las que lleg la presente
investigacin, asimismo se hacen algunas recomendaciones que pueden
apoyar en la implementacin del modelo propuesto.
El alcance de la presente investigacin esta enfocada a los proveedores de
la Industria Automotriz Nacional que son el objeto de estudio, sin que esto
quiera decir que el modelo propuesto sea exclusivo para estas empresas ya
que podr ser aplicado por organizaciones de otros sectores de la industria
nacional.
Las limitaciones que se tuvieron al realizar la presente investigacin fueron
que cuando se trato de definir el tipo de investigacin no se tuvieron los
elementos suficientes para poder plantear una hiptesis por lo que se opt
por definirla como una investigacin del tipo documental sin hiptesis.
XXI
Finalmente, en el anexo A, se presentan las herramientas para la calidad
que son empleadas por la metodologa Seis Sigma, las cuales se han
agrupado en tres grupos; las siete herramientas bsicas, las siete nuevas
herramientas para la calidad y otras herramientas para la calidad.
XXII
Captulo 1 La Industria Automotriz Nacional
1.1 La Industria del Automvil
Para hablar de la industria del automvil se debe partir del hecho de que el
sector de la economa dedicado al diseo, fabricacin y venta de
automviles, representa la industria de fabricacin ms importante del
mundo, lo cual no es tema a desarrollar en este trabajo de investigacin, sin
embargo se presenta un panorama acerca de esta industria donde se
mencionan algunos acontecimientos que sirvieron como premisas para el
desarrollo de este medio de transporte, y como consecuencia el desarrollo de
la industria automotriz mundial.
1.1.1 Produccin en serie
La produccin de automviles en serie no fue inventada por Henry Ford. En
1798 Eli Whitney introdujo la produccin normalizada de mosquetes, y las
fbricas de carne de Chicago haban introducido cadenas de produccin en
la dcada de 1860. En 1902, el automvil Oldsmobile ya se fabricaba en
serie. A partir de 1908, cuando se introdujo el modelo de Ford, Henry Ford
empez a combinar esos factores y reuni las enseanzas de un siglo de
forma espectacular. Entre 1913 y 1915 en la fbrica de Ford de Highland
Park se combinaron la produccin normalizada de piezas de precisin (que
haca que fueran intercambiables) y la fabricacin en cadenas de montaje,
1
que simplificaba las operaciones y las divida en zonas de trabajo. La eficacia
de la produccin era tal que los precios de los automviles bajaban sin cesar.
Los automviles salan de la cadena de montaje cada 10 segundos, con un
ritmo anual de dos millones. Esto hizo que Estados Unidos se motorizara de
forma masiva en la dcada de 1920.
Los fabricantes europeos aprendieron la leccin, en especial el britnico
Morris, el francs Citron, el alemn Opel, el italiano Fiat, y naturalmente, las
fbricas de Ford situadas fuera de Estados Unidos. A pesar de todo, en la
dcada de 1920 Estados Unidos y Canad producan ms del 90 por ciento
de los automviles fabricados en el mundo. La mayora de estos vehculos se
vendan en Norteamrica, pero las exportaciones suponan un 35 por ciento
del mercado mundial de automviles.
La produccin de vehculos fuera de Estados Unidos sobrevivi en gran
medida porque General Motors, Ford y Chrysler establecieron plantas de
fabricacin en el extranjero, pero sobre todo porque los gobiernos europeos
protegieron su industria automovilstica de la competencia estadounidense
mediante aranceles y cuotas. En 1932, los aranceles eran del 33.3 por ciento
en el Reino Unido, del 25 por ciento en Alemania, entre el 45 y el 70 por
ciento en Francia y entre el 18 y el 23 por ciento en Italia. En 1929 se
2
fabricaron 4.8 millones de vehculos en Norteamrica, frente a 554,000 en
Europa
1
.
1.1.2 mbito de la Industria Automotriz en la actualidad
En 1995 haba en el mundo ms de 625 millones de coches y vehculos
comerciales en uso, de ellos, 193 millones correspondan a Estados Unidos,
17 millones a Canad, 63 millones a Japn y 183 millones a Europa. Si slo
se cuentan los automviles, Europa con 162 millones, superaba a Estados
Unidos, con 146 millones. Sin embargo, la combinacin de un mayor poder
adquisitivo per cpita y unos precios ms bajos haca que la densidad de
automviles fuera mayor en Estados Unidos que en Europa y el resto del
mundo. En Estados Unidos hay 1.7 personas por automvil, frente a 2.3 en
Europa. Las cifras de Europa van desde 3.8 personas por automvil en la
Repblica Checa hasta 16 en la antigua Unin Sovitica. A ttulo
comparativo, en Japn hay 3 personas por automvil, en Canad 2 y en
Australia 2.2.
La Industria Automotriz es de mbito mundial, el dominio estadounidense del
sector permaneci desde 1910 hasta 1965, cuando Estados Unidos todava
fabricaba el 50 por ciento de los vehculos de todo el mundo.
1
Enciclopedia Encarta (2003). La Industria del Automvil, [CD-ROM]. Mxico: Microsoft Corporation
[2003, 28 de Enero].
3
Aunque ese dominio ya no existe, Estados Unidos sigue encabezando la
produccin mundial.
Despus del notable desarrollo durante el siglo XX, las empresas
multinacionales ms desarrolladas son Ford y General Motors, seguidas por
las Japonesas Toyota y Nissan. Los productores europeos estn mucho ms
ligados a su zona, aunque el alemn Volkswagen y el italiano Fiat tienen
instalaciones importantes en Mxico y Sudamrica. Las empresas europeas
de carcter multinacional, en mayor medida, son los principales fabricantes
de piezas y los productores de camiones como Mercedes-Benz o Volvo.
La mayora de las empresas de vehculos que funcionan en el resto del
mundo son filiales de los principales productores Estadounidenses,
Japoneses y Europeos. En pases como Malasia, China o la India, las
empresas locales se encargan de la fabricacin, pero siempre con una ayuda
importante de los gigantes grupos extranjeros. A mediados de la dcada de
1990 pareca que slo las empresas surcoreanas Hyundai, Daewoo, Kia y
Samsung podran convertirse en fabricantes de automviles independientes,
capaces de financiar, disear y producir sus propios vehculos.
4
En 1990, el mercado automovilstico de Europa alcanz un nivel rcord de
13.5 millones de unidades. El mercado Norteamricano era de unos 10
millones y el Japons de 4.5 millones. Los lderes del mercado europeo son
Volkswagen, con el 16 por ciento del mercado, seguido por General Motors
(propietaria de las marcas Opel y Vauxhall), Peugeot-Citron, Ford, Renault y
Fiat, con porcentajes situados entre el 11 y el 13 por ciento. Otras empresas,
como Mercedes, controlan el 3 por ciento del mercado. En total, el 12 por
ciento de las ventas Europeas corresponde a fabricantes Japoneses. En
Japn, la estructura del mercado es muy diferente; Toyota abarca el 45 por
ciento de las ventas y Nissan el 27 por ciento, mientras que empresas como
Honda o Mitsubishi tienen menos del 10 por ciento. Al mismo tiempo, los
Japoneses dominan el comercio mundial de automviles, exportan ms del
50 por ciento de su produccin y fabrican 2.3 millones de automviles en
Norteamrica y un nmero creciente en Europa. El mercado Estadounidense
sigue estando encabezado por General Motors, con un 35 por ciento,
seguido por Ford, con un 20 por ciento. Sin embargo, en la actualidad
Chrysler cede muchas veces su tradicional tercer puesto a Honda y Toyota,
mientras que la compaa Japonesa Nissan le sigue de cerca.
La rivalidad entre las compaas, el crecimiento continuo de las
importaciones y exportaciones y el surgimiento de nuevos participantes en el
sector estn llevando a una situacin cada vez ms competitiva.
5
Este aumento de la competencia ha hecho que las empresas
automovilsticas busquen nuevos productos para intentar reforzar su posicin
comercial. Por ejemplo, las ventas anuales de vehculos semideportivos y
minifurgonetas as como vehculos de doble traccin alcanzan los 6 millones
de unidades en Estados Unidos, cifra que se suma a las ventas de
automviles convencionales. Los fabricantes de estos vehculos especiales
como las empresas Estadounidenses, Japonesas y Europeas, y Land Rover
han aprovechado las nuevas preferencias de los consumidores y se prev
que las ventas Europeas rebasen el milln de unidades en el 2003.
Aunque la demanda de vehculos sigue aumentando, y los datos de
poblacin por automvil de China y la India (515 y 264 personas
respectivamente) muestran el potencial para una expansin adicional, la
industria automotriz se enfrenta a un desafo social. Las dos crisis del
petrleo de la dcada de 1970 y las preocupaciones por el medio ambiente
han tenido un impacto importante en el sector.
Las crisis del petrleo de 1973 y 1978 y el consiguiente incremento del precio
del barril, supusieron un gran estmulo para disear vehculos y mtodos de
fabricacin que permitieran el ahorro de energa. El posterior desarrollo de
motores ms eficientes, automviles ms ligeros y carroceras ms
aerodinmicas fue reduciendo el consumo de combustible. En la mayora de
los pases, los gobiernos aumentaron los impuestos sobre la gasolina y el
6
gasleo, con lo que modificaron las preferencias de los consumidores en
favor de la eficiencia energtica y proporcionaron un marco seguro a las
empresas automovilsticas que invertan recursos para lograr esta eficiencia.
Adems, las preocupaciones ecologistas sobre las emisiones de gases de
escape, los congestionamientos en las ciudades y el ruido han hecho que en
los pases ms desarrollados se aprueben leyes destinadas a reducir el
impacto negativo de los vehculos. El empleo de catalizadores y motores de
bajo consumo tiene por objetivo reducir las emisiones nocivas. El desarrollo
de automviles ms ligeros y aerodinmicos tiene el mismo efecto, ya que
reduce el consumo de combustible. Los sistemas de navegacin y las
autopistas de peaje o cuota pretenden reducir los congestionamientos y los
consiguientes costos sociales, entre ellos la contaminacin atmosfrica. Las
medidas destinadas a aumentar la seguridad de los vehculos, con sistemas
como cinturones de seguridad y mejoras en la construccin de la carrocera,
han supuesto otro reto para la industria del automvil a lo largo de los ltimos
25 aos.
1.1.3 Calidad de la Industria Automotriz
Adems de factores externos, los avances internos de la industria automotriz
han aumentado la presin sobre las empresas individuales. En la dcada de
7
1980, los fabricantes Japoneses de automviles alcanzaron niveles nunca
vistos en calidad y eficacia de fabricacin. Mientras las empresas Europeas y
Estadounidenses empleaban, en el mejor de los casos, 35 horas hombre
para fabricar un automvil, los Japoneses slo necesitaban 15 horas hombre.
Las grandes inversiones de capital en equipos excelentes, los sistemas
adecuados de control y fabricacin y el diseo de los vehculos con el
objetivo de una construccin ms fcil proporcionaron a los Japoneses una
importante ventaja de costo y calidad sobre sus rivales.
Esto se comprob con el enorme y rpido crecimiento de la produccin y las
exportaciones Japonesas. Los 3,000 dlares menos que costaban los
automviles Japoneses en 1990 con relacin a los Estadounidenses y los
europeos no se deban tanto a unos salarios ms bajos como a ventajas
bsicas de diseo y fabricacin. El diseo y fabricacin asistidos por
ordenador o computadora (CAD/CAM) y otras tcnicas como la ingeniera
simultnea contribuyeron a mejorar la calidad y reducir los costos y los
periodos de diseo de productos desde cinco aos hasta menos de tres.
La leccin de eficiencia de los Japoneses tuvo sus consecuencias, y las
industrias Estadounidenses y Europeas acortaron distancias en productividad
y calidad. Por otra parte, la subida del yen a mediados de la dcada de 1990
hizo que los precios de los automviles Japoneses corrieran el riesgo de
dejar de ser competitivos en algunos mercados.
8
La industria del automvil es la mayor industria de fabricacin del mundo. Su
impacto sobre el empleo, la inversin, el comercio exterior y el medio
ambiente hace que tenga una inmensa importancia econmica, poltica y
social. En Europa la industria automovilstica representa el 10 por ciento de
la produccin industrial y emplea directa o indirectamente a 9 millones de
personas
2
.
El deseo por abarcar cada da mayores mercados, contar con ms productos
y ser ms rentables se vive da con da en la industria automotriz. En Mxico
este sector industrial ha ido creciendo a ritmos acelerados ya que hasta hace
apenas una dcada slo se conoca a Ford, Chrysler, General Motors,
Vokswagen y Nissan, mientras que en la actualidad ya se tiene a la
Mercedes Benz, BMW y Honda como armadoras que producen automviles
en Mxico. En la industria automotriz de fin de siglo los regionalismos han
quedado atrs. El trmino local se ha convertido en global, y actualmente, los
matices de internacionalizacin son estrategias mundiales de compras,
manufactura, comercializacin, calidad y servicios.
2
Enciclopedia Encarta (2003). La Industria del Automvil, [CD-ROM]. Mxico: Microsoft Corporation
[2003, 28 de Enero].
9
1.2 Semblanza de Mxico y la Industria Automotriz Nacional
Para poder entender la estructura de la Industria Automotriz Nacional se
tendr que referir a los dos sectores que la integran; la Industria Automotriz
Terminal y la Industria de Autopartes, en el primer caso se trata empresas
armadoras o ensambladoras dedicadas a la produccin y ensamble de
vehculos ligeros y pesados, as como a la fabricacin de motores y otras
partes automotrices.
Al referirse a la industria de autopartes se habla de aquellas empresas que
se dedican a la fabricacin y suministro de partes automotrices para la
Industria Automotriz Terminal; estas empresas son conocidas como
proveedores de la industria automotriz.
1.2.1 La Industria Automotriz Terminal
En el caso de la Industria Automotriz Terminal se puede mencionar que
actualmente en Mxico existen 15 empresas armadoras de automviles entre
las que se encuentran General Motors, Daimler-Chrysler, Ford Motor
Company, Nissan Mexicana, Volkswagen de Mxico, Mercedes Benz, BMW,
Volvo, Dina, Honda de Mxico, Kenworth, Mexicana de Autobuses (MASA),
Scania, Renault y Navistar.
10
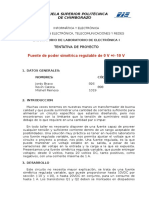
La Industria Automotriz Terminal en Mxico est integrada por 29 plantas de
ensamble pertenecientes a las 15 armadoras antes mencionadas; su
localizacin se encuentra concentrada en 13 Estados de la Repblica como
se muestra en la figura No. 1.
Figura No. 1 Localizacin de la Industria Automotriz Terminal en Mxico
Fuente: Instituto Nacional de Autopartes (INA), Mxico 2003.
Estado de
Mxico
Estado de Mxico 9
Coahuila 3
Nuevo Len 3
Aguascalientes 2
Morelos 2
San Luis Potos 2
Baja California 2
Chihuahua 1
Guanajuato 1
Hidalgo 1
Jalisco 1
Puebla 1
Sonora 1
Total plantas 29
11
Entre los indicadores de la Industria Automotriz Terminal a nivel mundial, el
INA (2003), destaca para la Industria Automotriz Nacional lo siguiente:
1.- Mxico es el 9
o
productor de vehculos ms importante en el mundo y el
13
o
lugar en ventas en el mercado interno.
2.- En el ao 2001, la produccin de vehculos en Mxico represent el
10.5 por ciento de la produccin total en Norteamrica, y por cuarto ao
consecutivo el pas fue el principal productor en Amrica Latina.
Como ya se mencion, Mxico es uno de los principales productores de
vehculos en el mundo por lo que para efectos de la presente investigacin,
en la figura No. 2, se muestra el comportamiento de la Produccin Nacional
de Vehculos tanto para el mercado de exportacin como para el mercado
domstico en miles de unidades durante los aos 1991 a 2002, as como
pronsticos de produccin para el ao 2003, en dos escenarios.
En el escenario A, el pronstico de la produccin para 2003 se encuentra
estimado con base en un crecimiento del Producto Interno Bruto (PIB) del 2.9
por ciento, y en el escenario B, el pronstico de la produccin para 2003 se
encuentra estimado con base en un crecimiento del Producto Interno Bruto
(PIB) del 3.4 por ciento.
12
Total 989 1,081 1,080 1,123 935 1,219 1,360 1,455 1,534 1,924 1,847 1803 1,854 1,913
Figura No. 2 Produccin Nacional de Vehculos 1991 - 2002
Fuente: Instituto Nacional de Autopartes (INA), Mxico 2003.
En el rubro de las ventas al mercado interno, en la figura No. 3, se puede
observar el comportamiento de las Ventas del Mercado Interno tanto de
vehculos importados como de vehculos nacionales producidos en el pas en
miles de unidades durante los aos 1991 a 2002, as como pronsticos de
venta para el ao 2003, en dos escenarios.
En el escenario A, el pronstico de las ventas para el 2003 se encuentra
estimado con base en un crecimiento del Producto Interno Bruto (PIB) del 2.9
por ciento y en el escenario B, el pronstico de las ventas para el 2003 se
encuentra estimado con base en un crecimiento del Producto Interno Bruto
(PIB) del 3.4 por ciento.
391,0
DOM
91 95 96
0
500
1000
1500
2000
2500
EXP 365,
3
493,2 574,
8
778,6 970,8 984,3 971,
4
1.063
5
1.422,9 1375,
6
1301,9 1.312
3
1.386,2
623,7 689,5 587,2 547,9 156,6 248,5 375,2 483,9 469,
9
500,6 471,5 500,9 542,4 527,4
92 93 94 97 98 99 00 01 02 03
"A"
03
"B"
13
Total 643 707 604 624 189 340 504 667 708 904 946 1014 1,084 1,048
Figura No. 3 Ventas de Vehculos en el Mercado Interno
Fuente: Instituto Nacional de Autopartes (INA), Mxico 2003.
1.2.2 La Industria de Autopartes
Anteriormente se mencion que la Industria de Autopartes es aquella que se
dedica a la fabricacin y suministro de partes automotrices para la Industria
Automotriz Terminal. Actualmente en Mxico, la Industria de Autopartes est
integrada por un total de 820 empresas, de las cuales 355 son fabricantes
de 1
er
nivel; es decir, aquellos que venden directamente a las armadoras y
465 de 2
o
y 3
er
nivel; que son aquellos que le venden indirectamente a travs
de los proveedores directos.
0
200
400
600
800
1000
1200
IMP 10,0 11,6 10,3 77,6 27,8 89,0 138,1 198,5 257,7 426,0 480,0 557,8
1
617,8 597,4
NAL 633,0 695,3 593,4 546,3 161,0 251,4 365,4 468,3 449,9 478,2 465,5 456,3
9
466,0 450,6
91 92 93 94 95 96 97 98 99 00 01 02 03 "A" 03 "B"
14
1.3 Los Proveedores de la Industria Automotriz Nacional
Considerando a los proveedores de la Industria Automotriz Nacional como el
objeto de estudio de la investigacin, stos se encuentran organizados en
grupos, y para efectos de la investigacin, a continuacin se describen slo
aquellos con mayor presencia en la Industria Automotriz Terminal.
Grupo Unik
El Grupo Unik
3
, es el principal productor mexicano independiente de
Autopartes, tanto por su volumen de produccin como por la gama de
productos que ofrece. Unik, la subsidiaria cien por ciento propiedad de Desc,
tiene a su cargo el desarrollo de los negocios del Sector Autopartes y es el
mayor productor independiente mexicano en este ramo. Elabora y
comercializa 41 lneas de productos en 21 plantas distribuidas en ocho
estados de la Repblica Mexicana y una en los Estados Unidos. Unik ha
impulsado la vanguardia tecnolgica de sus productos a travs de seis
Centros de Ingeniera y Desarrollo, y sus productos se sustentan tanto en
desarrollos tecnolgicos propios, como en la tecnologa de sus socios; Dana
Corporation, GKN Industries, Delphi y Hayes Lemmerz International, as
como en otros contratos de asistencia tcnica. Esta subsidiaria emplea
aproximadamente a 8,800 personas.
3
Grupo Desc. (2000). El Grupo Desc, [en lnea]. Mxico: Disponible en:
http://www.desc.com.mx/e/seccin1.asp, [2003, 10 de Enero].
15
Productos. El Sector de Autopartes cuenta con procesos metalmecnicos de
clase mundial y con operaciones verticalmente integradas que van desde las
forjas y fundiciones, el maquinado de diversas partes y componentes, el
ensamble de conjuntos mecnicos del tren motriz y la comercializacin para
el mercado de equipo original y refacciones. Dentro de las compaas del
Sector se cuenta con importantes sinergias que han permitido maximizar sus
beneficios.
Las plantas de Unik producen diversas partes y componentes automotrices,
tales como; Transmisiones manuales, Flechas de velocidad constante, Cajas
pick-up, Pistones y pernos, Ejes de traccin delantera y trasera, Engranes,
Flechas cardn, Juntas, Sellos, Punteras, Rines de acero, Rines de
aluminio, Bujas y Partes elctricas.
Mercados. Unik exporta el 65 por ciento de sus ventas totales y atiende al
mercado de equipo original con el 75 por ciento de sus ventas. Entre sus
clientes cuenta a empresas consideradas lderes mundiales en la fabricacin
de automviles y camiones. Provee tambin al mercado de repuesto a travs
de distribuidores independientes que representan anualmente el 25 por
ciento de sus ventas. Entre sus clientes ms importantes, destacan: General
Motors, Ford, Daimler Chrysler, Volkswagen, Renault, Nissan, Navistar, ZF-
Meritor, Kenworth, John Deer y Freightliner.
16
En el ao 2001 el desempeo del Sector Autopartes se vio afectado por el
complejo entorno macroeconmico. La cada de la actividad econmica en
Norteamrica provoc una disminucin de la produccin en el mercado
automotriz de la regin del Tratado de Libre Comercio del Atlntico Norte
(TLCAN), que origin la necesidad de adoptar las acciones internas
apropiadas para compensar este impacto por el lado de los costos, y
potenciar, adems, las habilidades competitivas de este Sector.
As pues, la produccin automotriz en Norteamrica se contrajo un 13 por
ciento durante el ao 2001 para cerrar en 15.4 millones de unidades, siendo
los segmentos de autos y camiones medianos y pesados los que registraron
las cadas ms importantes. Por su parte, la produccin automotriz en Mxico
se redujo en 4 por ciento para ubicarse en 1.9 millones de unidades en el
ao, de las cuales el 75 por ciento se destin al mercado externo.
Como consecuencia de la cada en la produccin de vehculos en los
Estados Unidos y Mxico, las ventas del Sector se redujeron 11.3 por ciento
durante el ao y se ubicaron en 985 millones de dlares. Por su parte, las
exportaciones constituyeron el 65 por ciento de las ventas totales y se
canalizaron a ms de 29 pases en el mundo, con el objetivo especfico de
diversificar mercados.
17
Como una estrategia de enfoque, durante el ao 2001 se consolid la
organizacin del Sector Autopartes de Unik en tres grupos de negocio,
quedando integrada de la siguiente manera:
Transmisiones. Esta divisin incluye a las siguientes empresas:
Tremec; fabricante de Transmisiones medianas y ligeras
TTSP; fabricante de Transmisiones medianas y pesadas
TTC; se dedica a la comercializacin de productos de la divisin
transmisiones.
Spicer. Esta divisin incluye a las siguientes empresas:
Etrac; fabricante de ejes traseros
Cardanes; fabricante de flechas cardn
TF Victor; fabricante de juntas
Enco; fabricante de engranes
Forjas Spicer; productor de forja automotriz
Autometales; dedicada a la fundicin de partes automotrices
Autopar; se dedica a la distribucin de productos de la divisin Spicer.
Uniko. Esta divisin incluye a las siguientes empresas:
Pemsa; fabricantes de partes estampadas
Velcon; fabricante de flechas de velocidad constante
Pistones Moresa; fabricante de pistones
18
Hayes Acero; fabricante de rines de acero
Hayes Aluminio; fabricante de rines de aluminio
Morestana; fabricante de punteras
Vehyco; fabricante de pistones
Uniko Inc.; se dedica a la comercializacin de productos Uniko en los
Estados Unidos.
Tecnysia; dedicada a la automatizacin
Comosa; dedicada a la comercializacin de productos de Uniko
Todas las plantas de Autopartes del Grupo Unik cuentan con la certificacin
de al menos una de las normas de calidad ISO/QS-9000, ISO-TS/16949,
ISO-14001 y/o VDA 6.1, adems de contar con dos empresas ganadoras del
Premio Nacional de Calidad en Mxico.
En 2001, el Sector alcanz ventas por 985 millones de dlares y
exportaciones por 638 millones de dlares y gener un flujo de operacin de
180 millones de dlares, equivalente al 18.2 por ciento de las ventas.
La flexibilidad en las operaciones de las plantas de Unik ha proporcionado al
Sector de Autopartes significativas ventajas sobre sus competidores, tanto en
materia de tecnologa, como en cuestiones tan fundamentales como
innovacin, calidad, costo y servicio, lo cual ha permitido destinar importantes
recursos para la investigacin y desarrollo.
19
Estas ventajas le han hecho posible consolidarse como un competidor de
clase mundial en la fabricacin de partes, componentes y sistemas de
Autopartes, y adems, han posesionado al Sector como una indiscutible
base de manufactura para el mercado automotriz de Amrica del Norte y de
otros pases, brindndole grandes oportunidades de mantener una
trayectoria de crecimiento rentable y sostenido a mediano y largo plazo.
Es importante subrayar que las inversiones realizadas por el Grupo Unik
durante el 2001, ascendieron a 32 millones de dlares y se orientaron
fundamentalmente al lanzamiento de nuevos productos, proyectos de
modernizacin, balance de capacidad y automatizacin en las plantas de
ejes, flechas cardn, engranes, cajas pick-up y flechas de velocidad
constante. Los proyectos de actualizacin tecnolgica de las operaciones se
mantienen a la vanguardia a nivel mundial.
Por otra parte, en este ao Unik disolvi su relacin con TRW al concentrar el
100 por ciento de su participacin en los negocios de pistones, punteras y
pernos, y saliendo del negocio de vlvulas para motor que qued en
propiedad de TRW. Asimismo, lleg a un acuerdo para vender el negocio de
embragues pesados y medianos a la empresa estadounidense Eaton
Corporation. En la obtencin de los resultados logrados, destaca la
importante colaboracin de los socios Dana Corporation, GKN Industries,
Hayes Lemmerz International y Delphi para el acceso a nuevos negocios,
20
exportaciones e implementacin de nueva tecnologa. La generacin de flujo
de efectivo del ao 2002 alcanz los 180 millones de dlares, equivalente al
18 por ciento de las ventas.
Grupo condumex
Condumex
4
, es un consorcio industrial de clase mundial, integrado por ms
de 30 empresas. Es fuente directa de trabajo para casi 18,000 personas. El
inicio de sus actividades se remonta a la dcada de los cincuenta. En la
actualidad el Grupo se ha consolidado en Mxico como lder en la fabricacin
de conductores elctricos de alta, media y baja tensin, cables para las
telecomunicaciones y para la industria automotriz. Adems, ha ampliado
exitosamente sus actividades hacia los campos de la manufactura de una
amplia gama de productos como autopartes, bienes de capital y equipos para
la generacin y distribucin de energa, as como la instalacin de sistemas
de redes de voz, datos y vdeo.
El prestigio de sus marcas, la calidad reconocida de sus productos y el
servicio de primera que proporciona a sus clientes, le han permitido reafirmar
su posicin competitiva en el mercado mexicano y participar de forma
creciente en mercados de exportacin.
4
Condumex (2001). Grupo Condumex, [en lnea]. Mxico: Disponible en:
http://www.iem.com.mx/grupo_condumex.html [2003, 14 de Enero].
21
Las actividades que desarrollan las empresas del Grupo Condumex se
clasifican dentro de las siguientes reas de negocio:
Autopartes y Electrnica
Cables
Cable automotriz
Energa
Instalaciones
Autopartes
El rubro de autopartes es un rengln de gran importancia dentro de las
operaciones de Grupo Condumex. En las plantas especializadas que se
localizan en varios estados de la Repblica Mexicana, se producen
Autopartes para el mercado automotriz de equipo original y de repuesto, que
se distribuyen en Mxico, Estados Unidos, Canad, Alemania, Latinoamrica
y otros importantes centros mundiales. Las plantas de Autopartes cumplen
con las normas de calidad ISO/QS-9000, ISO/TS16949 y VDA 6.1. Los
principales productos de este sector son:
Arneses elctricos automotrices
Amortiguadores y struts, hidrulicos y de gas GABRIEL
22
Anillos para pistn y camisas para cilindro CAR PRO
Mdulos automotrices en entrega secuencial
Tarjetas de distribucin general
Componentes electrnicos automotrices y para telecomunicaciones
Cable Automotriz
El Grupo Condumex, a travs del Sector Cable Automotriz ha integrado sus
operaciones a nivel global con las plantas ms modernas para la fabricacin
de Cables Flexibles para uso automotriz, electrodomsticos, e industria en
general en Norteamrica, Europa y Sudamrica, bajo especificaciones
americanas (SAE/UL/CSA), europeas (DIN) y japonesas (JIS) para la
fabricacin de:
Cables automotrices primarios
Cables Especiales para uso automotriz
Cables buja (Ignicin)
Cables batera
Cables y Cordones Flexibles tipo Hook-Up y tomacorrientes tipo SPT,
SVT, SJT
Cables flexibles para salidas de motor y bombas sumergibles
Cables y Alambres para salidas de balastros
23
Los productos que fabrica cuentan con aprobaciones globales y son
utilizados por las empresas lderes mundiales en la fabricacin de arneses
automotrices (TIER-1) como; Delphi-Automotive, Siemens, Yazaki, Lear,
Labinal, AFL y AMP, quienes a su vez abastecen a las principales armadoras
como: General Motors, Daimler Chrysler, Ford, Nissan, Honda, Toyota,
Volkswagen, BMW, Mercedez Benz, Fiat, Volvo, Saab, Renault, Peugeot, as
como los principales fabricantes de aparatos electrodomsticos, elctricos,
maquinas herramientas, enseres menores, motores y balastros.
Este sector ofrece una gran variedad de opciones de empaque, los cuales
abastecen al mercado mediante sistemas de servicio justo a tiempo (JIT) y se
adaptan de acuerdo a los requerimientos de los clientes.
Ms de 45 aos de experiencia, le han permitido desarrollar Cables Flexibles
para uso automotriz con la ms alta tecnologa, como por ejemplo, cables
con muy reducidos espesores de aislamiento y ncleos compactados que
soportan condiciones severas de uso y mejoran la ingeniera de un arns
automotriz y de un automvil en general, optimizando el espacio y el peso.
As como cables flexibles de alta temperatura para la industria en general
que mejoran las caractersticas de capacidad de conduccin de corriente,
permitiendo utilizar secciones elctricas menores a las convencionales.
24
Grupo San Luis Rassini
Las actividades que desarrollan las empresas de Grupo San Luis Rassini
5
, se
clasifican dentro de las siguientes divisiones:
Divisin suspensiones
Divisin frenos
Otros componentes
Divisin Suspensiones
Los componentes para suspensiones que produce San Luis Rassini incluyen;
muelles multihoja y parablicas, resortes, barras de torsin, barras
estabilizadoras, barras de cajuela y componentes hule-metal.
Divisin Frenos
En su Divisin Frenos, San Luis Rassini produce rotores, tambores y mazas
que se utilizan en los sistemas de frenos de automviles y camionetas para
plataformas como; la nueva GMT-800, BMW Z3 Roadster y el New Beetle de
Volkswagen.
5
Rassini (2000). Corporacin San Luis Rassini, [en lnea]. Mxico: Disponible en:
http://www.sanluiscorp.com/corporacion/vision.html, [2003, 10 de Enero].
25
Otros Componentes
El Grupo San Luis Rassini produce bujes que son partes antivibratorias de
hule-metal que se integran a los extremos de las muelles. Sobre ellos se
coloca el perno que sujeta el chasis del vehculo.
Por su parte, las abrazaderas son partes metlicas que sujetan las hojas de
las muelles para mantenerlas alineadas entre s. Ambos componentes se
producen en la Planta BYPASA ubicada en San Juan del Ro Quertaro.
La calidad del sistema de suspensin para las camionetas ha jugado un
papel importante en el crecimiento de las ventas en este segmento de
mercado y contina siendo un elemento competitivo para las organizaciones.
Las plantas de San Luis Rassini estn certificadas bajo las normas QS-9000
e ISO-9001 versin 1994 desde diciembre de 1996, Dichas certificaciones
fueron otorgadas por el despacho certificador ABS Quality Evaluations Inc.
En algunas de las operaciones del grupo se tiene la certificacin ISO-14001.
26
Grupo Hella
El Grupo Hella
6
, entre otras actividades tiene al Sector de Autopartes
dedicado a la fabricacin de Sistemas de Iluminacin, en Mxico este Grupo
cuenta con las empresas Electro Optica (EOSA) con dos instalaciones; una
en la Ciudad de Puebla y Otra en el Estado de Mxico, la empresa Equipos
Automotrices Hemex (EASA), se encuentra ubicada en la Ciudad de
Guadalajara. Su principal cliente en el pas es la armadora alemana
Volkswagen de Mxico.
Productos. El Sector Autopartes del Grupo Hella Mxico se dedica a la
fabricacin de sistemas de iluminacin integrados por los productos:
Calaveras
Faros
Lamparas
Focos
Finalmente debemos mencionar que los escenarios de la industria automotriz
mundial sern diferentes en el presente siglo y los primeros cambios se
empezaron a presentar con la unin de Daimler Benz-Chrysler.
6
Grupo Hella (2000). Acerca de Hella, [en lnea]. Mxico: Disponible en:
http://www.hella.com/production/HellaPortal/WebSite/Internet_mex/QuienesSomos/QuienesSomos.js
p.[2003, 28 de Enero].
27
Ahora el reto principal para los proveedores ser responder a estos cambios
en cualquier parte del mundo. En los prximos aos, los fabricantes de
automviles tendrn que cambiar urgentemente sus requerimientos de
calidad y los proveedores que mantengan su posicin de competencia en el
mbito mundial sern los que sobrevivan.
Los fabricantes de automviles en el mbito mundial estn siendo obligados
a explorar nuevos mercados como Norte, Centro, Sudamrica y Asia
reconociendo as la globalizacin de la industria, por lo que tuvieron que
optimizar sus estructuras de costos a lo largo de la cadena productiva. En
este punto, los proveedores de autopartes han experimentado un proceso
similar para estar presentes en varios lugares del mundo y desarrollar, junto
con las armadoras, nuevos vehculos.
Los agrupamientos dentro de la industria automotriz mundial sern cada vez
ms frecuentes y la fusin de Daimler Benz-Chrysler es tan slo una
bienvenida al nuevo escenario de la industria, donde los proveedores
tambin cambiarn para responder a los recientes desafos, esta fusin es
un ejemplo de la tendencia en los prximos aos. La unin de empresas
busca sinergia, las cuales afectarn directamente a los proveedores, debido
a que las adquisiciones son parte fundamental en esta fusin.
28
Una vez considerados algunos aspectos generales de la Industria Automotriz
y particularmente los relacionados con los proveedores de la Industria
Automotriz Nacional, quienes han sido identificados como el objeto de
estudio de la investigacin que se pretende realizar, y partiendo del hecho de
que en todo proceso de investigacin se requiere de una metodologa para
su realizacin, en el siguiente captulo se presentan los aspectos
metodolgicos que rigen la presente investigacin.
29
Captulo 2 Aspectos Metodolgicos de la Investigacin
En cualquier proceso de investigacin es de vital importancia el establecer
una metodologa que permita definir el problema que se va a estudiar y
cmo ste se abordar, con base en esta premisa en el presente captulo se
analizan los aspectos metodolgicos que se emplearn para llevar a cabo la
investigacin.
2.1 Descripcin de la metodologa empleada en la investigacin
De manera general para el desarrollo de la presente investigacin se
tomaron como referencia los pasos del mtodo cientfico, que define un
procedimiento de manera lgica para la obtencin, organizacin y expresin
de los conocimientos, como lo plantea Ander Egg
7
, es importante seguir un
camino y no un conjunto de certezas, pero ningn mtodo es un camino
infalible; y ms an, es necesario cambiar de mtodo para el progreso
cientfico. Considerando las caractersticas de la situacin que se pretende
estudiar en la presente investigacin se aplica una metodologa especfica
que contiene
8
.
7
Ezequiel, AE. (1987).Tcnicas de investigacin social (pp. 47). Mxico: Ateneo.
8
Mndez, C. (1995). Metodologa Gua para elaborar diseos de investigacin en ciencias econmicas,
contables y administrativas (pp. 95). Mxico: McGraw Hill.
30
1.- Concepcin de la idea de la investigacin
2.- Situacin problemtica
3.- Planteamiento del problema
4.- Supuesto de la investigacin
5.- Objetivos de la investigacin
6.- Preguntas de la investigacin
7.- Justificacin de la investigacin y su viabilidad
8.- Definicin del tipo de investigacin
9.- Diseo de la investigacin
10.- Elaboracin del marco terico
Desarrollo de la propuesta de la investigacin
Conclusiones
Recomendaciones
2.2 Concepcin de la idea de la investigacin
Las investigaciones se originan en ideas. Para iniciar una investigacin
siempre se necesita una idea, todava no se conoce el sustituto de una
buena idea. Las ideas constituyen el primer acercamiento a la realidad que
habr de investigarse.
31
Existe una gran variedad de fuentes que pueden generar ideas de
investigacin entre las cuales se puede mencionar las experiencias
individuales, materiales escritos (libros, revistas, peridicos y tesis), teoras,
descubrimientos producto de investigaciones, conversaciones personales,
observaciones de hechos, creencias e incluso presentimientos
9
. Sin
embargo, la idea de la presente investigacin surgi a raz de la experiencia
del investigador en el rea de Calidad, especficamente cuando trabaj en la
industria de autopartes, donde uno de los principales requerimientos de las
armadoras para sus proveedores es la implementacin de Sistemas de
Calidad bajo los estndares QS-9000, VDA6.1 o ISO/TS16949 cuyo comn
denominador es la satisfaccin del cliente, la reduccin de la variabilidad de
los procesos, as como la mejora continua de la calidad de los productos y
servicios. La idea se consolid posteriormente con la revisin bibliogrfica
relacionada con la metodologa Seis Sigma (libros, revistas, artculos en
internet), as como diferentes plticas informales con especialistas en el
tema. El punto medular de la concepcin de la idea se dio cuando el
investigador fue invitado a participar en el 2. Simposio de la Metodologa
Seis Sigma organizado por el Centro de Investigacin en Matemticas
(CIMAT), realizado en la Ciudad de Aguascalientes Mxico, en Noviembre
del ao 2002. La informacin recabada permiti acrecentar su inters en el
tema, y ms an, cuando el investigador decidi estudiar el Diplomado
9
Hernndez, R., Fernndez, C. y Baptista, P. (1998). Cmo se originan las investigaciones?. En
Metodologa de la investigacin (2. ed.) (pp. 2). Mxico: McGraw Hill.
32
Certificacin Black Belt in Six Sigma impartido por el Instituto Tecnolgico de
Estudios Superiores de Monterrey Campus Santa Fe de la Ciudad de
Mxico.
2.3 Situacin problemtica
Como consecuencia de los acontecimientos de la Industria Automotriz
Mundial, las armadoras decidieron tomar acciones con un enfoque global en
el que estuvieran involucrados sus proveedores para quienes definieron
ciertos requerimientos como son el Justo a Tiempo (Just in Time - JIT). El
disear e implementar Sistemas de Calidad como el QS-9000, el
ISO/TS16949 o la norma VDA 6.1, as como requerimientos de mejora en la
Calidad que traigan consigo la Competitividad de la organizacin.
En Mxico, la Industria Automotriz Nacional crece paulatinamente gracias a
la activacin econmica que se percibe en el pas. El dinamismo en la
produccin de unidades ha generado un notable crecimiento en los ltimos
cinco aos sobre todo con la apertura de plantas armadoras en Mxico por
parte de Honda, Daimler Chrysler y BMW, quienes han decido abrir
operaciones de manufactura en Mxico.
33
Como parte de las oportunidades de crecimiento en el sector de autopartes,
en la actualidad, segn datos de la Presidencia de la Repblica
10
Ford Motor
Company, en Hermosillo Sonora, esta realizando de manera directa una
inversin de 1,500 millones de dlares, es decir, casi cuatro veces ms de lo
que estarn invirtiendo sus proveedores. Volkswagen, por su parte habra
comprometido derramas por ms de 2,000 millones de dlares, al igual que
Chrysler de Mxico, que buscar aumentar la produccin en sus plantas de
Toluca en el Estado de Mxico y en Saltillo Coahuila.
De igual forma, la empresa Japonesa Toyota, ubicada en la Ciudad de
Tcate Baja California, lleva tres inversiones de 600 millones de dlares
cada una, y Nissan, en Aguascalientes, esta cumpliendo con un programa
de inversiones para fabricar por primera vez en Mxico, motores para
automvil. Estas operaciones en su conjunto significaran una derrama
econmica de poco ms de 5,000 millones de dlares.
Para los Proveedores de la Industria Automotriz Nacional, que son el objeto
de estudio de la presente investigacin, el reto es grande, pero cmo poder
enfrentarlo, si no se tiene definida una estrategia de mejora continua que les
permita resolver sus problemas de Calidad y Competitividad, es aqu donde
la metodologa Seis Sigma enlaza para que dichos proveedores cuenten con
10
Naum, U (2004). Automotriz Inversiones Gigantes. Revista Manufactura (ao 11/numero 110), 17
34
una herramienta que permita ser competitivos en el mercado en el que
participan.
El Seis Sigma no es una herramienta que pretenda sustituir o reemplazar las
iniciativas de calidad actuales, sino que ms bien, busca complementarse
con ellas y las fortalece. Por tal motivo, y considerando todos los elementos
mencionados en la situacin problemtica, se da origen al siguiente
planteamiento del problema.
2.4 Planteamiento del problema
Es claro que la Industria de Autopartes en Mxico, tiene grandes
posibilidades de desarrollo por lo que los proveedores debieran considerar
que aspectos como la Calidad y la Competitividad son las estrategias que les
permitan participar en este sector de mercado.
El hecho de cumplir con los requerimientos para la calidad de las plantas
armadoras no es suficiente para los proveedores, se necesita hacer algo
ms en materia de Competitividad, ya que los clientes pueden estar
satisfechos con la calidad de los productos, sin embargo es importante que
los proveedores analicen a que costo se esta produciendo esa calidad, cmo
se estn subsanando los defectos causantes de la baja calidad antes de que
35
los productos lleguen a sus clientes y como los costos de calidad estn
impactando en los resultados del negocio.
Ahora bien, el problema al que se enfrentan los proveedores de la Industria
Automotriz Nacional y punto central de la presente investigacin, es que los
proveedores no cuentan con una estrategia de mejora que les permita
obtener resultados satisfactorios en materia de Calidad y Competitividad. Por
tal motivo en la realizacin de la presente investigacin se espera que
permita conocer.
Qu estructura organizacional es requerida por Seis Sigma, funciones de
sus miembros, as como, qu capacitacin se requiere para llevar a cabo su
implementacin y estar en condiciones de proponer un modelo de mejora
continua utilizando la metodologa Seis Sigma (6 ) como una estrategia de
negocio para los Proveedores de la Industria Automotriz Nacional?.
2.5 Supuesto de la investigacin
En el planteamiento del problema se reconoce que los proveedores de la
Industria Automotriz Nacional no cuentan con una estrategia de mejora que
les permita obtener resultados satisfactorios en materia de Calidad y
Competitividad, y acorde con el objetivo de la investigacin, que busca
36
Proponer un modelo de mejora continua utilizando la metodologa Seis
Sigma (6 ) como estrategia de negocio para los Proveedores de la Industria
Automotriz Nacional, se plantea el siguiente supuesto.
El modelo de mejora continua propuesto, basado en la metodologa Seis
Sigma, permitir a los proveedores de la Industria Automotriz Nacional
contar con una estrategia de negocio que les favorezca en la obtencin de
resultados satisfactorios en Calidad y Competitividad.
2.6 Objetivos de la investigacin
El establecimiento de objetivos es parte fundamental en cualquier estudio, ya
que son los puntos de referencia o sealamientos que guan el desarrollo de
una investigacin y a cuyo logro se dirigen todos los esfuerzos. Para
plantear los objetivos es indispensable conocer a detalle qu se pretende
lograr a travs de la investigacin, esto permitir fijar los objetivos
debidamente fundamentados y susceptibles de alcanzarse
11
. En la
realizacin de la presente investigacin se pretende alcanzar los siguientes
objetivos:
11
Rojas, R. (2001). Gua para Realizar Investigaciones Sociales. (pp. 81). Mxico: Plaza y Valds
Editores.
37
Objetivo General:
Proponer un modelo de mejora continua utilizando la metodologa Seis
Sigma (6 ) como estrategia de negocio para los Proveedores de la Industria
Automotriz Nacional.
Objetivos especficos:
1.- Identificar la estructura organizacional para realizar proyectos Seis Sigma
para los Proveedores de la Industria Automotriz Nacional.
2.- Definir las funciones y roles de los miembros de la estructura
organizacional para proyectos de Seis Sigma para los Proveedores de la
Industria Automotriz Nacional.
3.- Identificar los conocimientos y capacitacin requerida para los miembros
de los equipos de trabajo de Seis Sigma para los Proveedores de la
Industria Automotriz Nacional.
4.- Realizar una propuesta de los elementos que debe contener el Modelo
Seis Sigma para su implementacin por los Proveedores de la Industria
Automotriz Nacional.
38
2.7 Preguntas de la investigacin
En busca de encontrar una respuesta a la problemtica planteada y
considerando que el investigador debe establecer lmites razonables para
dicha situacin problemtica segn Tamayo y Tamayo
12
. la pregunta inicial
puede dar origen a las siguientes preguntas secundarias:
1.- Cul es la estructura organizacional para realizar proyectos Seis Sigma
para los Proveedores de la Industria Automotriz Nacional?
2.- Cules son las funciones y roles de los miembros de la estructura
organizacional para un proyecto de Seis Sigma para los Proveedores de
la Industria Automotriz Nacional?
3.- Cules son los conocimientos y capacitacin requerida para los
miembros de los equipos de trabajo de Seis Sigma para los Proveedores
de la Industria Automotriz Nacional?
4.- Cules son los elementos que debe contener el Modelo Seis Sigma
para su implementacin por los Proveedores de la Industria Automotriz
Nacional?
12
Tamayo y T. (1995). El proceso de la Investigacin Cientfica. (pp. 89). Mxico: Limusa.
39
2.8 Justificacin de la investigacin y su viabilidad
La mayora de las investigaciones se efectan con un propsito definido, no
se hacen simplemente por capricho de una persona y ese propsito debe ser
lo suficientemente fuerte para que se justifique su realizacin (Hernndez, R.
1998, p14). Para poder justificar una investigacin se pueden establecer una
serie de criterios para evaluar la utilidad de un estudio propuesto, por lo que
a continuacin se mencionan los criterios que permiten justificar la presente
investigacin.
La bsqueda de las mejoras en calidad y competitividad han resultado ser
una necesidad imperiosa de los proveedores de la Industria Automotriz
Nacional, de aqu la conveniencia de realizar la presente investigacin con la
finalidad de proponer un modelo de mejora que defina los elementos
necesarios para el desarrollo de proyectos de mejora basado en la
metodologa Seis Sigma.
Como punto relevante de la investigacin se pretende que el modelo
propuesto sea de utilidad para los proveedores de la Industria Automotriz
Nacional, y que puedan contar con una herramienta que les permita
incrementar la satisfaccin de sus clientes.
40
Los resultados de la investigacin tendrn una implicacin en la prctica al
ser utilizados como una estrategia de negocio por los proveedores de la
Industria Automotriz Nacional de tal forma que cuenten con una herramienta
que les permita resolver sus problemas de calidad y competitividad.
Finalmente, como una aportacin terica, la investigacin ofrece una amplia
recopilacin acerca del tema de Seis Sigma, y se espera que la misma sirva
como punto de partida para que se analice la posibilidad de incluir el tema en
la materia de Administracin de la Calidad Total de la Maestra en
Administracin de Negocios.
Considerando la disponibilidad de los recursos, financieros, humanos y
materiales que determinarn en ltima instancia los alcances de la
investigacin
13
se puede decir que la presente investigacin es factible, pues
se dispone de todos los recursos necesarios para llevarla a la prctica.
2.9 Definicin del tipo de investigacin
En esta etapa del proceso de investigacin se debe definir el tipo de
investigacin a realizar. De acuerdo con Hernndez (et al., 1998, p. 58-59)
en relacin a los tipos de investigacin, el presente trabajo en un principio se
13
Hernndez, R., Fernndez, C. y Baptista, P. (1998). Viabilidad de la investigacin. En Metodologa
de la investigacin (2. ed.) (pp. 15 - 16). Mxico: McGraw Hill.
41
consider como una investigacin del tipo exploratorio y descriptivo.
Exploratorio porque la Metodologa Seis Sigma es un concepto relativamente
nuevo en Mxico y se tiene poca informacin relacionada con el tema y ms
an con su implementacin en empresas proveedoras de la Industria
Automotriz Nacional, y Descriptivo porque en ella se busc identificar y
describir cules son los elementos ms importantes para la implementacin
de esta metodologa.
Por lo tanto, no se encontraron los elementos suficientes para plantear una
hiptesis de investigacin, por lo que se tuvo que recurrir a una investigacin
del tipo documental, y de acuerdo con Rojas (2001, p. 41), en esta
investigacin se toman en cuenta fuentes histricas, monografas,
informacin estadstica y a todos aquellos documentos que existen sobre el
tema para efectuar el anlisis del problema.
Desde la perspectiva axioteleolgica, sobre el Mtodo Cientfico y la
Planeacin de una Investigacin Cientfica, Reidar J. (2001)
14
, en su artculo
Aspectos Axioteleolgicos de la Planeacin de una Investigacin Cientfica,
propone una clasificacin tanto de los trabajos documentales como de
campo, mencionando las caractersticas distintivas de cada uno de los tipos
de investigacin, destacando que existen trabajos que tiene hiptesis y
14
Reidar, J. (2001). Clasificacin de los trabajos de investigacin [en lnea] Mxico. Disponible en:
http://www.uv.mx/iiesca/revista2001-1/axioteleologico.htm. [2004, 5 de Octubre].
42
trabajos que no la tienen, de acuerdo con esta clasificacin, la Investigacin
Documental sin hiptesis, es una investigacin donde se pretende llegar a
describir un objeto de estudio basado exclusivamente en documentos; libros,
revistas, peridicos, cintas, videos o paginas web. La validez y confiabilidad
de la informacin que se maneja esta basada exclusivamente en la
confiabilidad de las fuentes documentales que fueron seleccionadas para la
investigacin, tambin aqu se seala que en este tipo de investigacin no se
establecen hiptesis pues no se necesita poner a prueba nada.
Considerando lo anterior, esta investigacin es del tipo Documental sin
Hiptesis.
2.10 Diseo de la investigacin
En el proceso de la presente investigacin se observa que la situacin
expuesta as como sus caractersticas se presentan en la realidad para
posteriormente ser analizadas, lo que no permite manipular deliberadamente
las variables, y considerando que; La investigacin no experimental o expo-
facto es cualquier investigacin en la que resulta imposible manipular
variables o asignar aleatoriamente a los sujetos o las condiciones.
(Kerlinger, 1979, p.116). De hecho no hay condiciones o estmulos a los
43
cuales se expongan los sujetos del estudio, y de acuerdo con Hernndez (et
al., 1998, p. 184), como los sujetos son observados en su ambiente natural,
en su realidad, se determina que la presente investigacin corresponde a
una investigacin no experimental.
2.11 Elaboracin del marco terico
El marco terico permite sustentar la teora de la investigacin y se integra
con las teoras, enfoques tericos, estudios y antecedentes en general que
se refieran al problema que se pretende estudiar. El marco terico permite
orientar el rumbo de las etapas subsecuentes de la investigacin, por lo que
en el siguiente captulo se presentan los elementos tericos que han sido
elegidos por el investigador para formar slidamente el trabajo de la
presente investigacin.
44
Captulo 3 Seis Sigma como un camino para la Mejora Continua
Si tiempo atrs el ahorro y la productividad dependan ms de la intuicin y
capacidad de los gerentes que de ciertos conocimiento tcnicos especficos,
hoy en da existe una herramienta que puede ayudarlos de una forma
aparentemente infalible, ms all del rubro al que se dediquen. En efecto, si
hasta ahora las nicas herramientas globales con las que se contaba para
maximizar la calidad eran los Sistemas de Calidad y el Total Quality
Management (TQM), que eran efectivos pero no tenan resultados tangibles
precisos ni aplicaciones claras, hoy en da los ejecutivos de la Industria
Automotriz Nacional han escuchado hablar de Seis Sima; pero les surge la
interrogante Qu es seis Sigma?.
3.1 Qu es Seis Sigma?
Para poder comprender la Metodologa Seis Sigma no se requiere de
ninguna habilidad en especial, simplemente se puede iniciar por preguntar
Qu es Seis Sigma?. Esta pregunta se puede contestar de diferentes
maneras, puede considerarse como una filosofa, una medida de la
dispersin o desviacin estndar de cualquier proceso o como una estrategia
del negocio, sin embargo la presente investigacin se concentra en definir a
Seis Sigma en dos trminos:
45
1.- Como una medida estadstica del nivel de desempeo de un proceso o
producto con el fin de lograr el perfeccionamiento mediante la mejora.
2.- Como una estrategia del negocio para lograr un liderazgo de clase
mundial en la organizacin.
3.2 Seis Sigma como una medida estadstica
En estadstica Sigma (), es la letra del alfabeto griego que se usa para
cuantificar la dispersin (desviacin estndar) respecto a la media (promedio)
de cualquier proceso. La desviacin estndar es una forma estadstica de
describir cuanta variacin existe en un conjunto de datos, en un grupo de
artculos o en un proceso, indica qu tan bien se est realizando el proceso,
un numero de Sigmas alto es mejor, siendo mayor la capacidad del proceso
para realizar un trabajo libre de defectos que causan insatisfaccin del
cliente
15
. Con Seis Sigma, el ndice de medicin comn es defectos por
unidad, en donde una unidad puede ser cualquier cosa; un producto, un
servicio, un componente, un material, una forma administrativa, tiempo de
duracin o distancia. El valor Sigma indica que tan seguido pueden aparecer
los defectos, entre ms alto sea el numero de Sigmas de un proceso,
menores sern los defectos que se produzcan. Segn se incremente el
15
Pande, P. Holpp, L. (2002). What is Six Sigma?. (pp. 5-8). USA: McGraw Hill.
46
numero de Sigmas, los costos se reducen, al reducir los reprocesos y
retrabajos, se acortan los tiempos de ciclo de produccin y la satisfaccin del
cliente se incrementa.
El primer paso fundamental para calcular el nivel Sigma o para comprender
su significado, es entender claramente qu es lo que el cliente quiere, en
requerimientos explcitos. En el lenguaje de Seis Sigma, estos
requerimientos se llaman CTQs (del ingls Critical to Quality) o Crticos para
la Calidad.
El siguiente paso es contar el nmero de defectos o fallas que ocurren con
relacin a estas caractersticas, frecuentemente es expresado en defectos
por milln de oportunidades (DPMO).
Para poder entenderlo mejor partimos del hecho de que un proceso con
capacidad Seis Sigma significa tener un proceso con seis desviaciones
estndar entre la media del proceso y cualquier lmite de especificacin
marcado por el cliente, esto se traduce en tener un proceso con no ms de
3.4 partes o defectos por cada milln de piezas fuera de esas
especificaciones; grficamente lo podemos ver en la figura No. 4 Desempeo
de Seis Sigma.
47
Sigma ()
Defectos Por Milln de
Oportunidades (DPMO)
Rendimiento (%)
1 690,000 30.9
2 308,537 69.2
3 66,807 93.3
4 6,210 99.38
5 233 99.977
6 3.4 99.9997
Figura No. 4 Desempeo de Seis Sigma
Fuente: Elaboracin propia, Vicente Carreola Marcial.
3.3 Seis Sigma como una estrategia del negocio
La metodologa Seis Sigma es una filosofa de trabajo y una estrategia de
negocios la cual se basa en el enfoque hacia el cliente, en un manejo
eficiente de los datos, metodologas, diseos robustos y herramientas
2
4
Lmite de
Control
Media o promedio
del proceso
1
3.4 defectos /
milln
6
5
Lmite de
Control
3
4
1
2
3
5
6
48
estadsticas, que permite eliminar la variabilidad para mejorar los indicadores
de desempeo de los procesos, reducir los tiempos de ciclo y la reduccin de
los defectos.
Las mejoras en estas reas representan grandes ahorros en los costos para
los negocios, as como oportunidades para retener a los clientes, capturar
nuevos mercados y construirse una reputacin como una empresa de clase
mundial con un grado de excelencia en la calidad de sus productos y/o
servicios
16
.
El Seis Sigma no es slo una iniciativa de calidad, sino que es una forma de
gestin empresarial. Para conseguir el objetivo de Seis Sigma se requiere
mucho ms que mejoras pequeas incrementales, requiere mejoras muy
importantes en cada una de las reas operacionales. Como se mencion
anteriormente, en trminos estadsticos alcanzar Seis Sigma implica tener un
nivel de defectos menor o igual a 3.4 defectos por milln de oportunidades en
los procesos, algo casi cercano a cero errores.
El mensaje de Seis Sigma va ms all de la estadstica, se requiere de un
compromiso total de la Direccin y una filosofa de excelencia, del enfoque
hacia el cliente, de la mejora de procesos y de usar como regla las
16
Quirarte, J. (2001, Noviembre). Seis Sigma, Un enfoque estratgico para el negocio, Ponencia
presentada en el 1er. Simposio Metodologa Seis Sigma. Centro de Investigacin en Matemticas,
A.C., Aguascalientes Mxico.
49
mediciones en lugar de las opiniones. Seis Sigma trata de cmo hacer que
cada rea de la organizacin tenga la capacidad de satisfacer mejor las
necesidades cambiantes de los clientes, los mercados y las tecnologas, con
beneficios para los empleados, los clientes y los accionistas. El Seis Sigma
requiere de una transformacin a todo lo largo y ancho de la organizacin en
procesos y cultura, para lograr y mantener resultados efectivos. Asimismo
requiere de cambios operativos en los procesos del negocio con
herramientas y metodologas orientadas a la reduccin de la variacin y
mejorar sustancialmente los procesos.
El Seis Sigma se aplica en toda la organizacin y tiene un gran impacto
cuando es aplicada a travs de sus procesos claves, en el entendido de que
un proceso clave del negocio es un conjunto interelacionado, interfuncional
que tiene un profundo impacto positivo o negativo en la satisfaccin del
cliente. Es por ello que Seis Sigma requiere de un Liderazgo comprometido
desde el ms alto nivel de Direccin de la organizacin, ya que el papel de
Lder en la implementacin de la metodologa resulta primordial para:
Establecer las prioridades y metas de mejora del negocio
Monitorear los factores internos y externos que afectan al negocio
Definir la estrategias del negocio
Proveer y alinear los recursos
Dirigir el cambio en la organizacin
50
Desarrollar a la gente
Definir las responsabilidades para la obtencin de resultados
Cumplir con las expectativas de los Clientes
Establecer y comunicar un Plan para el xito del negocio
Administrar los procesos de Liderazgo
La Metodologa Seis Sigma es un enfoque de mejora del negocio que busca
encontrar y eliminar causas de errores o defectos en los procesos del
negocio, enfocndose en las salidas que son de crtica importancia para los
clientes. Como resultado, el desempeo del proceso es aumentado, la
satisfaccin del cliente es mejorada, y los resultados del negocio se ven
impactados a travs de la mejora en procesos, productos y servicios de la
organizacin.
El Seis Sigma tiene elementos administrativos y tcnicos. En la parte
administrativa, se enfoca en tener los ndices de medicin de los procesos y
las metas de manera correcta, los proyectos correctos y a la gente correcta
para trabajar en los proyectos y en el uso de los sistemas de administracin
para completar exitosamente los proyectos y mantener las ganancias a
travs del tiempo; integra principios de negocios, estadstica e ingeniera
para alcanzar resultados tangibles. Existen algunos aspectos de Seis Sigma
que deben ser considerados como estrategia para el negocio:
51
Tener un claro enfoque en obtener resultados tangibles y medibles para
el Negocio en el corto plazo.
Su aplicacin se basa en proyectos de optimizacin y mejora de procesos
y productos, tanto de manufactura como administrativos y de servicios.
La metodologa Seis Sigma no apareci de la noche a la maana, sus
orgenes se remontan a los aos ochenta como se describe en la siguiente
historia.
3.4 La Historia de Seis Sigma
La historia real de Seis Sigma tiene varias versiones, lo cual no es tema de
esta investigacin por lo que solo se limita a describir algunas de ellas. Los
orgenes de Seis Sigma tienen su nacimiento en Motorola en 1979, cuando
su ejecutivo Art Sundry
17
en una junta Gerencial proclam "El problema real
de Motorola es que su calidad apesta!, en esa poca en que casi todas las
compaas de Amrica crean que la calidad costaba dinero; Motorola se dio
cuenta de que mejorando la calidad, mejorara los costos. Ellos creyeron que
17
Avila, G. M. (2002). Acerca de 6-sigma, [en lnea]. Mxico: Fundacin Latinoamericana para la
Calidad. Disponible en: http://www.calidad.org/public/arti2002/1031513018_gerard.htm [2003, 7 de
Marzo].
52
productos de alta calidad deberan costar menos producirlos y que los
esfuerzos para alcanzar la calidad no dependan de detectar y corregir, sino
de prevenir defectos a travs de controlar la manufactura y el diseo de los
productos. Como resultado, Motorola empez a cuestionarse como mejorar
la calidad y simultneamente reducir el tiempo de produccin y costos,
enfocados en el diseo y manufactura de los productos. As es como Seis
Sigma les permiti ser proactivos en lugar de reactivos. Haciendo mejoras en
todas las operaciones, y dentro de sus procesos tuvieron resultados ms
rpida y efectivamente.
El concepto Seis Sigma se le atribuye al Ingeniero de Calidad de Motorola
Bill Smith, quien consider que los problemas de calidad y bajo desempeo
en los procesos se deben a la variabilidad que estos presentan, una pieza
defectuosa no es ms que el fruto de la variacin, luego entonces si se
minimiza la variacin se tienen mayores probabilidades de obtener productos
y servicios libres de defectos.
Por otra parte se dice que Seis Sigma se inicia en Motorola cuando un
ingeniero (Mikel Harry) comienza a influenciar a la organizacin para que se
estudie la variacin en los procesos (enfocado en los conceptos de Deming),
como una manera de mejorar los mismos. Estas variaciones son lo que
estadsticamente se conoce como desviacin estndar (alrededor de la
media), la cual se representa por la letra griega sigma ().
53
Esta iniciativa se convirti en el punto focal del esfuerzo para mejorar la
calidad en Motorola, capturando la atencin del entonces CEO de Motorola,
Bob Galvin; con el apoyo de Galvin, se hizo nfasis no slo en el anlisis de
la variacin sino tambin en la mejora continua, estableciendo como meta
obtener 3.4 defectos por milln de oportunidades en los procesos.
Esta iniciativa lleg a odos de Lawrence Bossidy, quin en 1991 y luego de
una exitosa carrera en General Electric, toma las riendas de Allied Signal
para transformarla de una empresa con problemas en una mquina exitosa.
Durante la implantacin de Seis Sigma en los aos 90 (con el empuje de
Bossidy), Allied Signal multiplic sus ventas y sus ganancias de manera
significativa. Este ejemplo fue seguido por Texas Instruments, logrando el
mismo xito. Durante el verano de 1995 el CEO de GE, Jack Welch, se
entera del xito de esta nueva estrategia de boca del mismo Lawrence
Bossidy, dando lugar a la mayor transformacin iniciada en esta enorme
organizacin.
El empuje y respaldo de Jack Welch transformaron a GE en una
"organizacin Seis Sigma", con resultados impactantes en todas sus
divisiones. Por ejemplo; GE Medical Systems recientemente introdujo al
mercado un nuevo scanner para diagnstico (con un valor de 1.25 millones
de dlares) desarrollado enteramente bajo los principios de Seis Sigma y con
un tiempo de scan de slo 17 segundos (lo normal eran 180 segundos). En
54
otra de las divisiones, GE Plastics, se mejor significativamente uno de los
procesos para incrementar la produccin en casi 500 mil toneladas, logrando
no slo un beneficio mayor, sino obteniendo tambin el contrato para la
fabricacin de las cubiertas de la nueva computadora Mac de Apple.
En la dcada de los 80s, y a comienzos de la dcada del 90s, Motorola era
una de las compaas que estaba siendo acosada por sus competidores
Japoneses, no obstante poseer varios programas de calidad. En 1987 un
nuevo enfoque denominado Seis Sigma, es introducido en la compaa. Se
trataba de un modelo consistente para comparar el desempeo con los
requerimientos de los clientes (medicin del nivel Sigma) y un ambicioso
objetivo de prcticamente calidad perfecta (meta Seis Sigma).
A medida que esta metodologa se desplegaba por la organizacin, con el
apoyo incondicional de sus mximos ejecutivos, las mejoras en calidad
comenzaron a alcanzar niveles hasta ese momento considerados imposibles.
Dos aos despus de comenzar el programa, Motorola fue premiada con el
premio nacional a la calidad de los EEUU (Malcolm Baldrige). La plantilla
total de la compaa se elev de 71,000 empleados en 1980 a 130,000
empleados en el ao 2000. Entre 1987 y 1997 la compaa logr que sus
ventas crecieran 5 veces, mientras las ganancias aumentaron a un ritmo de
20 por ciento anual, los ahorros acumulados durante este perodo, como
resultado de la aplicacin del programa Seis Sigma, alcanzaron la cifra de 14
55
billones de dlares y sus acciones subieran a un ritmo de 21.3 por ciento
anual
18
.
3.5 Casos de xito de la Metodologa Seis Sigma
Como ya se coment, la metodologa Seis Sigma se inicia en los aos 80s
como una estrategia de negocios y de mejoramiento de la calidad,
introducida por Motorola, la cual ha sido ampliamente difundida y adoptada
por otras empresas de clase mundial, tales como Texas Instruments en 1988,
IBM en 1990, ABB en 1993, Kodak y Allied Signal en 1994, General Electric
en 1995, Whirpool, Bombardier, Polaroid e International en 1997, Paccar Inc
en 1998, Dupont y Ford en 2000 y Toshiba en 2001
19
.
El Seis Sigma permite producir resultados financieros superiores, usando
estrategias de negocios que no solo reviven compaas, sino que tambin les
permite ir a la cabeza de sus competidores en ganancias econmicas, lo cual
es expresado por los ejecutivos de las organizaciones con mayor xito en la
implementacin de la metodologa.
18
Castillo, A. (2001). Seis Sigma, [en lnea]. Mxico: Fundacin Latinoamericana para la Calidad.
Disponible en: http://www.calidad.org/public/arti2001/0997293597_alejand.htm [2003, 10 de Enero].
19
Avila, G. M. (2002). Acerca de 6-sigma, [en lnea]. Mxico: Fundacin Latinoamericana para la
Calidad. Disponible en: http://www.calidad.org/public/arti2002/1031513018_gerard.htm [2003, 7 de
Marzo].
56
Para Motorola, el Seis Sigma le permiti que entre 1987 y 1994 se redujera
su nivel de defectos por un factor de 200, redujo sus costos de manufactura
en 1.4 billones de dlares, incremento la productividad de sus empleados en
un 126 por ciento y cuadruplic el valor de las ganancias de sus accionistas.
Los resultados para Motorola hoy en da son los siguientes; Incremento de la
productividad de un 12.3 por ciento anual, reduccin de los costos de la mala
calidad sobre un 84 por ciento, eliminacin del 99.7 por ciento de los
defectos en sus procesos, ahorros en costos de manufactura por arriba de
los 11 billones de dlares y un crecimiento anual del 17 por ciento compuesto
sobre ganancias, ingresos y valor de sus acciones.
Jack Welch, CEO de General Electric (GE), describe Seis Sigma como "La
iniciativa ms importante que su compaa ha implementado". Cuando
General Electric inici la implementacin de esta estrategia en 1995 sus
procesos tenan un promedio de 3.5 sigmas, y con la introduccin de este
programa en todos sus procesos alcanzaron lo antes "imposible" mrgenes
de operacin de 16.7 por ciento en 1998 por arriba de 13.6 por ciento que
tenan en 1995. En dlares, Seis Sigma le permiti ganar ms de 300
millones en 1997, y en 1998 el beneficio financiero de Seis Sigma fue ms
del doble, arriba de 600 millones de dlares.
Para Larry Bossidy, CEO de Allied Signal Inc. Trajo a este gigante industrial
de 14.5 billones de dlares de la banca rota a travs de la implementacin de
57
la estrategia del Seis Sigma. La compaa ha entrenado a miles de
empleados con la meta de incrementar la productividad en un 6 por ciento
anualmente. Desde que Bossidy implement el programa en 1994 el impacto
acumulado ha sido de un ahorro de 2 billones de dlares en costos directos.
Por su parte Asea Brown Boveri (ABB) que aplica exitosamente el Seis
Sigma en sus instalaciones de Indiana, ha reducido el error de su equipo de
medicin en un 83 por ciento. ABB tambin ha mejorado el manejo de sus
materiales, resultando en un costo anual ahorrado de 775,000 dlares en un
proceso en una sola planta.
En el ramo de la Industria Automotriz, Ford Motor Co.
20
, tiene actualmente
ms de 1800 personas entrenadas para participar en los proyectos de mejora
que le permitan resolver problemas orientados a lograr la satisfaccin del
cliente, implementaron hasta el ao 2000, 215 proyectos Seis Sigma
terminados y han ahorrado 250,000 dlares en promedio por cada proyecto,
lo que le ha permitido a la compaa ahorrar 54 millones de dlares.
En Toshiba, Seis Sigma permiti ahorrar 1 billn de dlares en el 2001, en
Du-Pont represent un ahorro de 700 millones de dlares en el ao 2000.
20
Ford Motor Co. (2000). Reporte anual de Ford,. Ford Motor Co.
58
3.6 Los mitos de Seis Sigma
Como en casi todos los casos de aplicacin de nuevas ideas y metodologas,
Seis Sigma no escapa a las crticas y a la tentacin de algunos adversarios
que insisten en disminuirla e incluso en confundir con respecto a su
verdadera naturaleza.
Producto de todo esto, algunas veces por desinformacin, otras por
desconocimiento absoluto, se generan y plantean algunas afirmaciones con
respecto a Seis Sigma, lo que algunos recientemente han denominado: "Los
Mitos de Seis Sigma"
21
. A continuacin se presentan algunos de los ms
conocidos y promovidos:
Funciona slo en Manufactura
Ignora a los clientes buscando slo los resultados financieros
Crea una Organizacin paralela
Requiere de esfuerzo adicional
Requiere de entrenamiento masivo
Requiere de largos plazos para lograr resultados
Es slo otro programa ms de la Calidad y crea burocracia
Requiere de estadstica compleja y difcil
21
Seis-Sigma.Com. (2000). Los Mitos de Seis Sigma, [en lnea]. Mxico: Seis-Sigma.Com. Disponible
en: http://www.seis-sigma.com/Mitos6S.html. [2003, 13 de Enero].
59
No es efectiva desde el punto de vista de los costos
Seis Sigma es lo mismo que TQM
Seis Sigma es demasiado estadstica para procesos transaccionales,
slo se debe usar en Manufactura.
Los proyectos de Seis Sigma toman demasiado tiempo
Seis Sigma es demasiado complicado para nuestro negocio
No es adecuada para procesos farmacuticos, alimentos, o de bebidas
Seis Sigma es slo para produccin, no para Ingeniera
Seis Sigma es para la mejora de la produccin, no para el desarrollo de
Procesos o Productos.
Seis Sigma no es para Investigacin y Desarrollo. Daa la creatividad
Un programa de Cero defectos es mejor que Seis Sigma porque no
genera defectos mientras que Seis Sigma genera defectos de 3.4 ppm.
TQM es mejor que Seis Sigma porque TQM involucra esfuerzo total
mientras que Seis Sigma slo involucra esfuerzo parcial.
Por lo general, la mayor parte de los llamados "Mitos" se producen como
consecuencia del rechazo y la resistencia al cambio dentro de las
organizaciones, reforzado algunas veces por fracasos pasados con
iniciativas aparentemente similares.
60
3.7 Variacin en los procesos
La variacin en los procesos constituye una de las fuentes principales de
insatisfaccin en los clientes, si se encuentra su causa raz y se elimina, los
clientes sentirn la diferencia. No siempre se obtiene el mismo producto o
servicio con el mismo nivel de conformidad a lo especificado y de forma
consistente y repetitiva
22
; por ejemplo:
Cuando alguien va de compras a una tienda y escoge la cola de pago
ms lenta.
Cuando se recibe un corte de cabello ms corto o ms largo que lo usual,
distinto a como uno lo quera.
Cuando alguien decide comprar un par de zapatos y en la tienda se
encuentra con el vendedor ms ignorante de todos.
Posiblemente en ms de una oportunidad hemos sido atendidos rpidamente
en la cola de pago de la tienda, o recibido el corte de cabello perfecto y nos
hemos encontrado con el vendedor de zapatos ms diligente y conocedor de
todos. No sera ideal que siempre fuera as?. Ahora bien, para poder
entender el concepto de variacin veamos el siguiente ejemplo:
22
Seis-Sigma.Com. (2000). Variacin en los procesos, [en lnea]. Mxico: Seis-Sigma.com. Disponible
en: http://www.seis-sigma.com/Variacion.html. [2003, 13 de Enero].
61
Se considera la compra de una pizza, la cual se ordena en la pizzera. Se
dispone de dos pizzeras de las cuales se tiene la siguiente informacin en
cuanto a tiempos de preparacin (en minutos), para 10 pizzas:
Pizzera ABC: 6.5 - 6.6 - 6.7 - 6.8 - 7.1 - 7.3 - 7.4 - 7.7 - 7.7 - 7.7
Pizzera XYZ: 4.2 - 5.4 - 5.8 - 6.2 - 6.7 - 7.7 - 7.7 - 8.5 - 9.3 - 10.0
Utilizando herramientas estadsticas comunes, tales como la media, mediana
y moda, se obtienen los siguientes resultados:
Pizzera ABC: Media = 7.15 Mediana = 7.20 Moda = 7.7
Pizzera XYZ: Media = 7.15 Mediana = 7.20 Moda = 7.7
De estos resultados se puede observar que ambas pizzeras tienen las
mismas medidas de tendencia central, es decir, en promedio, los clientes de
ambas esperan por sus pizzas el mismo tiempo. Basado en estos resultados,
es difcil distinguir diferencias en ambos procesos como para tomar alguna
decisin al respecto. Si se observan nuevamente los datos de tiempos de
preparacin, se puede observar una mayor variacin (o dispersin) en los
tiempos de la pizzera XYZ. Si todas las dems caractersticas de calidad de
ambas pizzeras son iguales, es probable que los clientes prefieran comprar
sus pizzas en la ABC, por sus tiempos de preparacin ms consistentes y
menos variables. En el mundo de los negocios se requiere de algo ms
62
preciso y confiable para medir y cuantificar la variacin de los procesos, para
ello se dispone de las siguientes medidas; Rango y Desviacin Estndar.
El Rango
Una forma sencilla de medir la variacin en los procesos es determinando el
rango de las mediciones, es decir, la diferencia entre el valor ms alto y el
valor ms bajo de la muestra. Si lo aplicamos a las dos pizzeras, se obtiene
lo siguiente:
Pizzera ABC: Rango = 1.2 minutos
Pizzera XYZ: Rango = 5.8 minutos
El Rango ms alto de la XYZ sugiere que sta posee la mayor cantidad de
variacin asociada en el tiempo de preparacin de sus pizzas. Si bien el
Rango es bastante fcil de calcular, algunas veces puede llevar a
conclusiones errneas, dado que slo considera los valores extremos de la
muestra. La mejor herramienta disponible es la Desviacin Estndar.
La Desviacin Estndar
La desviacin estndar toma en consideracin la variacin de cada una de
las mediciones alrededor de la media de la muestra. Si se comparan las dos
pizzeras, se obtiene lo siguiente:
63
Pizzera ABC: Desviacin Estndar = 0.48 minutos
Pizzera XYZ: Desviacin Estndar = 1.82 minutos
Definitivamente, la pizzera ABC exhibe la menor variacin en los tiempos de
preparacin en comparacin con la XYZ, lo cual confirma la observacin
inicial de los datos y el resultado previo del Rango. En conclusin, si quiere
un servicio ms rpido y consistente, la pizza se debe comprar en la que
presenta menos variacin en sus procesos, es decir, la Pizzera ABC.
De la misma forma se desarrolla la calidad de los productos y servicios que
trabajan con demasiada variacin, lo cual representa la posibilidad de
prdida de clientes (menos ventas), ms quejas y reclamos (insatisfaccin),
mayor desperdicio y retrabajo (altos costos) y por supuesto resultados nada
buenos para el negocio desde el punto de vista financiero y de permanencia
en el tiempo, frente a sus competidores, mejor preparados.
El Seis Sigma es una metodologa rigurosa que utiliza herramientas y
mtodos estadsticos, para Definir los problemas y situaciones a mejorar,
Medir para obtener la informacin y los datos, Analizar la informacin
recolectada, implementar Mejoras en los procesos y finalmente; Controlar o
redisear los procesos o productos existentes con la finalidad de alcanzar
etapas ptimas, lo que a su vez genera un ciclo de mejora continua.
64
La estrategia innovadora de Seis Sigma se fundamenta en un proceso de
cinco etapas denominado proceso DMAMC. A continuacin se describe este
proceso.
3.8 El proceso de Seis Sigma - DMAMC
La metodologa formal de aplicacin de Seis Sigma en general sigue el
proceso; DMAMC (D-Definir, M-Medir, A-Analizar, M-Mejorar, C-Controlar).
Este proceso, est constituido por cinco pasos, como se muestran en la
figura No. 5. Se recomienda implementar Seis Sigma en forma gradual, por
proyectos lidereados por equipos multidisciplinarios dentro de la
organizacin. Los equipos se organizan a diferentes niveles y con distintos
grados de conocimientos, habilidades y herramientas, esto permite lograr
que las mejoras sucedan y se mantengan, los equipos pasan de la definicin
de un problema a la implementacin de su solucin, con muchas actividades
en medio. Al trabajar mediante el proceso DMAMC, los equipos para los
proyectos de mejora en la organizacin tambin interaccionan con
organizaciones ms grandes, entrevistando a clientes, recogiendo datos, y
hablando con gente cuyo trabajo puede verse afectado por las
recomendaciones de solucin de los equipos de trabajo.
65
Figura No. 5 El proceso DMAMC
Fuente: Elaboracin propia, Vicente Carreola Marcial
A continuacin se describe en qu consiste cada una de las etapas del
proceso DMAMC
23
.
3.8.1 Etapa de Definir
Esta etapa permite Definir los problemas y situaciones a mejorar, identificar a
los clientes, identificar las necesidades de los clientes, establecer las metas u
objetivos para el proyecto, el alcance del proyecto y se establece un plan de
trabajo para su cumplimiento.
La etapa de Definicin est basada en la realizacin de ciertas actividades, y
cada una de ellas representa la base para las etapas subsecuentes del
proceso DMAMC; estas actividades son:
23
Mrquez, E. y Gonzlez, P. (2001, Julio). Tcnicas de las Seis Sigmas. Tesina indita del Diplomado
en Productividad, UPIICSA - Instituto Politcnico Nacional, Mxico.
Definir
Oportunidades
Medir
Desempeo
Analizar
Oportunidad
Mejorar
Desempeo
Controlar
Desempeo
Etapa 1 Etapa 2 Etapa 3 Etapa 4 Etapa 5
66
1.- Identificar y Seleccionar el proyecto Seis Sigma dando prioridad a
aquellos temas con mayor impacto en los resultados del negocio y que
agregan valor para el cliente y la organizacin.
2.- Plantear un Problema real, describiendo claramente la situacin que se
desea resolver o mejorar.
3.- Identificar quienes son los clientes para orientar los esfuerzos del equipo
para lograr el cumplimiento de sus requerimientos teniendo como resultado
su satisfaccin.
4.- Definir las caractersticas crticas para la calidad (CTQs) para asegurar
que el proyecto est dirigido a mejorar las caractersticas del proceso o
producto que el cliente considera como sus requisitos. Permite relacionar el
proyecto con la satisfaccin del cliente tanto interno como externo.
5.- Definir el alcance del proyecto para asegurar que no sea demasiado
grande ni demasiado pequeo para su terminacin.
6.- Definir el mapa del proceso para comprender ms claramente cmo se
est realizando el trabajo bajo estudio, identificando las reas donde se
puede mejorar.
67
7.- Definir un equipo de trabajo para cada proyecto de tal manera que se
tenga un control del mismo.
Identificar y seleccionar el proyecto Seis Sigma
En la metodologa Seis Sigma, los proyectos de mejora son seleccionados
como resultado de la retroalimentacin de los clientes y los potenciales de
ahorros esperados. En otras palabras, se debe dar prioridad a aquellos
temas con mayor impacto en los resultados del negocio como la reduccin
de costos, la satisfaccin del cliente y aquellos que tengan un valor
estratgico para la organizacin.
Este razonamiento implica que la seleccin de los proyectos Seis Sigma se
debe hacer en aquellos puntos donde se tengan altos costos de pobre
calidad y que tengan un alto valor en las estrategias del negocio; este
enfoque se puede observar en la figura No. 6 Seleccin estratgica de los
proyectos Seis Sigma.
68
Figura No. 6 Seleccin estratgica de los proyectos Seis Sigma
Fuente: Elaboracin propia basado en Solis, JP. (2004). Mdulo I Conceptos bsicos de la metodologa
Seis Sigma. Notas no publicadas del Diplomado Certificacin Black Belt in Six Sigma, ITESM-CF.
Mxico.
Uno de los principales pasos para la determinacin de un buen proyecto Seis
Sigma es la correcta seleccin de ste. Es importante que cada persona
involucrada con los proyectos de Seis Sigma tengan una orientacin de
enfoque al Cliente que le permita entender las bases de la seleccin del
mismo, disponga de tiempo para participar con el equipo y pueda aportar sus
conocimientos y experiencias de los procesos para lograr el xito.
La buena seleccin de proyectos Seis Sigma incrementa las posibilidades de
xito, sus metas deben estar orientadas a disminuir el diferencial entre los
objetivos del negocio y la situacin actual en trminos porcentuales, los
proyectos deben buscar un impacto benfico en el estado de resultados de la
organizacin y tener una mnima o ninguna probabilidad de requerir inversin
de capital para la realizacin de los proyectos, esto permite direccionar a los
Costo de
Pobre
Calidad
Valor Estratgico del Negocio
Alto
Bajo Bajo
Alto
Zona para
seleccionar
Proyectos Seis
Sigma
69
equipos hacia el logro de las metas de la organizacin, como se puede ver
en la figura No. 7 Seleccin de proyectos Seis Sigma.
Figura No. 7 Seleccin de proyectos Seis Sigma
Fuente: Elaboracin propia, Vicente Carreola Marcial
Alguno de los objetivos que la organizacin debe establecer y tomar como
base para la seleccin de proyectos Seis Sigma, debe estar relacionado con:
El incremento de las ventas
Incrementar el flujo de efectivo
Reduccin de los costos
Incrementar los niveles de la calidad del producto
Reducir los tiempos de ciclo en los procesos crticos
Incrementar los niveles de Servicio
Evitar costos innecesarios
Entregas
a tiempo
Defectos por
milln (ppm)
> 96 %
Objetivo de la empresa
Retrabajos
en proceso
< 50 < 5 %
85 % Situacin actual 550 18 %
11 %
Diferencial
500 13 %
70
Para la correcta seleccin de proyectos Seis Sigma, las organizaciones se
pueden respaldar de dos fuentes importantes; fuentes internas y fuentes
externas.
Fuentes externas:
Areas de insatisfaccin de los clientes
Areas de oportunidad para responder mejor a las tendencias del mercado
Areas donde la organizacin no es competitiva
Fuentes internas:
Operaciones donde existen diferenciales entre los objetivos de la
empresa y el desempeo actual.
Procesos donde se est produciendo un alto nivel de defectos, retrabajos
o desechos (Scrap).
Areas donde se ha incrementado el costo de la no calidad
Procesos donde se impide el flujo continuo (cuellos de botella), tiempos
de ciclo altos.
Areas donde sea posible eliminar operaciones que no agregan valor
71
Plantear el problema
El primer paso de la etapa de definicin es Definir el problema, comienza con
una declaracin del problema de alto nivel que ayuda a definir la verdadera
naturaleza del problema, sus sntomas o caractersticas. Iniciar con una
buena declaracin del problema ayuda a evitar suposiciones errneas. La
declaracin del problema desde un alto nivel sirve como base para la
seleccin del proyecto y es una forma de responder a las siguientes
preguntas:
En qu se va a trabajar?
Cules son los problemas que se estn tratando de resolver; defectos,
retrasos, errores o retrabajos en trminos de magnitud (cantidad),
tendencias (cambios en magnitud)?
Cundo y/o dnde ocurre?
Puede el equipo recolectar datos sobre el problema?
El problema se ha definido ampliamente?
Por qu se trabaja en este proyecto en particular?
Quin es el Cliente?
Cmo se lleva a cabo el trabajo en la actualidad?
Cules son los beneficios de implantar esta mejora?
72
Estas preguntas deben resultar una reflexin fundamental sobre el negocio e
impulsan nuevas formas de pensar sobre problemas del negocio que fueron
a menudo ignorados en el pasado. Una vez que estas preguntas se
contestan al menos en un borrador, se puede desarrollar el documento que
sirva de marco para la seleccin de un proyecto de mejora
24
.
Identificar a los Clientes
En este paso se debe identificar al protagonista ms importante de cualquier
proceso, por supuesto que es el Cliente. Los clientes pueden ser internos los
cuales se encuentran dentro de la organizacin o los clientes externos que
son los consumidores del producto o servicio y quienes pagan por ello.
Dentro de cualquier organizacin todos los clientes son importantes,
especialmente los clientes externos. Cada uno de ellos tiene definidos sus
propios requerimientos:
Clientes internos: Normalmente es el siguiente proceso en la cadena de
produccin y sus requerimientos estn relacionados con las etapas de un
proceso (p. ej. forjado, lavado o templado.)
24
Mrquez, E. y Gonzlez, P. (2001, Julio). Tcnicas de las Seis Sigmas. Tesina indita del Diplomado
en Productividad, UPIICSA - Instituto Politcnico Nacional, Mxico.
73
Clientes externos: Son los usuarios de un producto o servicio y sus
requerimientos estn relacionados con la calidad del producto y el servicio
proporcionados por la organizacin (p. ej. remaches, ojillos, entregas a
tiempo o crdito).
El trabajo del equipo Seis Sigma es lograr una idea clara sobre lo que
quieren los clientes, en especial los clientes externos, cuya decisin de
compra determina si la organizacin continuar ganando dinero o no, si
seguir creciendo o no y as sucesivamente. Este trabajo requiere escuchar
la voz del cliente (VoC del ingls Voice of the Customer), esto resulta ser un
gran desafo para los miembros del equipo. Los clientes a menudo no estn
seguros de lo que quieren y tienen problemas para expresarlo. Pero en
cambio son generalmente muy buenos para describir lo que no quieren. De
modo que el equipo de trabajo debe escuchar la voz del cliente y traducir el
lenguaje de este en trminos de requerimientos especficos, esto se puede
ver ms claramente en la tabla No. 1.
74
Tabla No. 1 La Voz del Cliente traducida en requerimientos del Cliente
Voz del Cliente
(El cliente dice)
Traduccin
(Interpretacin de la empresa)
Requerimientos
del cliente
En sus entregas se
llevan mucho tiempo.
El cliente nos percibe lentos en
los tiempos de entrega.
Los tiempos de
entrega deben ser
de dos semanas a
partir de la emisin
de la orden de
compra (pedido).
No saba que slo tena
hasta las cinco de la
tarde para enviar mis
pedidos.
El cliente percibe que los
horarios para la recepcin de
pedidos no es muy flexible.
Ampliar el horario
para la recepcin de
pedidos.
Recibo mi factura en
diferentes das del mes.
El cliente percibe una
inconsistencia en el proceso de
facturacin de la organizacin.
El cliente requiere
su factura el ltimo
viernes de cada
mes.
Siempre transfieren mi
llamada con tres
personas o ms.
El cliente percibe un problema
en el sistema telefnico de la
organizacin.
El cliente quiere
que se le
comunique a la
persona correcta a
la primera vez.
Fuente: Elaboracin propia basado en Pande, P. Holpp, L. (2002). What is Six Sigma? (pp. 27-28).
USA: McGraw Hill.
La voz del cliente (VoC) se refiere a una compleja estrategia para aprender
sobre los clientes a travs de la recoleccin de datos empleando diferentes
fuentes, incluyendo
25
:
El conocimiento interno: El conocimiento que la organizacin tiene del
cliente, los competidores y/o el ambiente del mercado que existen dentro
de un negocio.
25
Mrquez, E. y Gonzlez, P. (2001, Julio). Tcnicas de las Seis Sigmas. Tesina indita del Diplomado
en Productividad, UPIICSA - Instituto Politcnico Nacional, Mxico.
75
La comunicacin externa: El negocio contacta a los clientes para
obtener informacin o asistencia, o para ofrecer productos / servicios
relacionados.
La comunicacin interna: Los clientes contactan al negocio para
obtener informacin, requerir asistencia o expresar quejas.
Contactos casuales: Contactos no planeados entre el cliente y el
negocio.
Transacciones: Todas las interacciones entre el negocio y los clientes
que pagan por los productos o servicios del negocio.
Investigacin sobre el Cliente: Recoleccin formal de informacin sobre
los clientes a partir de lo que desean, por ejemplo, la realizacin de
estudios de mercado.
En sntesis, la voz del cliente (VoC) significa que se contacta directamente al
cliente para obtener informacin precisa y necesaria para ayudar a aclarar un
problema.
Una vez que el equipo de trabajo ha escuchado la voz del cliente procede a
traducir sus requerimientos especficos en los trminos que en el lenguaje
76
Seis Sigma se conocen como Caractersticas Crticas para la Calidad CTQs
(del ingls Critical to Quality).
Definir las Caractersticas Crticas para la Calidad (CTQs)
Las caractersticas crticas para la calidad (CTQs), son importantes ya que
permiten al equipo del proyecto validar que este se encuentra enfocado en
cuestiones que son importantes para el cliente. Si el proyecto no se enfoca a
cuestiones que son crticas para el cliente (CTQs), se necesitarn
definiciones de problemas adicionales para redefinir el problema o identificar
el grupo adecuado de clientes.
Si el cliente revela mltiples caractersticas criticas para la calidad (CTQs)
relacionadas con el proyecto, el equipo debe darles prioridad para mantener
el proyecto concentrado y para mejorar las caractersticas criticas para la
calidad (CTQs) que proporcionarn la mayor retribucin en cuanto a
satisfaccin del cliente. Se puede dar prioridad a las (CTQs) utilizando tres
categoras
26
.
26
Mrquez, E. y Gonzlez, P. (2001, Julio). Tcnicas de las Seis Sigmas. Tesina indita del Diplomado
en Productividad, UPIICSA - Instituto Politcnico Nacional, Mxico.
77
1.- Las caractersticas Obligadas son una prioridad crtica, a no ser que
estas caractersticas sean completamente funcionales, los clientes estarn
insatisfechos. Se utiliza la informacin de quejas, estudios de clientes
perdidos, y tarjetas de puntuacin para ubicar las necesidades Obligadas por
los clientes.
2.- Las mejoras a las caractersticas de Desempeo mejorarn la
competitividad de un producto o servicio. Frecuentemente, se utilizan las
encuestas de satisfaccin de clientes para comprender la forma en que los
clientes piensan sobre el desempeo de una empresa en relacin con su
competencia.
3.- Las caractersticas Para complacer pueden no ser el punto focal del
mejoramiento del proceso. Sin embargo, al escuchar la voz del cliente (VoC),
el equipo puede conocer aquellas caractersticas que los competidores no
pueden complacer a los clientes. Las caractersticas para complacer hoy a
los clientes pueden ser las caractersticas obligadas del maana.
Las caractersticas criticas para la calidad (CTQs) generalmente estn
relacionadas con la calidad del producto, la calidad del servicio y el precio,
como se puede ver en la figura No. 8 Lo ms importante para el cliente.
78
A pesar de que los equipos del proyecto comnmente no tienen impacto
directo sobre el precio, pueden tener un impacto sobre ste al reducir
costos, haciendo que el producto sea ms competitivo.
Figura No. 8 Lo ms importante para el Cliente
Fuente: Elaboracin propia basado en Mrquez, E. y Gonzlez, P. (2001, Julio). Tcnicas de las Seis
Sigmas. Tesina indita del Diplomado en Productividad, UPIICSA - Instituto Politcnico Nacional,
Mxico.
Las caractersticas crticas para la calidad (CTQs) deben ser susceptibles de
medicin, es importante ser capaces de medirlas para determinar el nivel
actual de desempeo al iniciar el proyecto y ser capaces de evaluarlas si es
que se quiere obtener mayor satisfaccin del cliente con respecto a dichas
caractersticas al trmino del proyecto.
Qu es lo que el Cliente quiere?
Precio
Caractersticas
Funcionalidad
Durabilidad
Adecuacin al
uso
Prestigio
Velocidad
Eficacia
Confiabilidad
Garanta
Atencin a
quejas
Competitivo
Crdito
Descuentos
Ofertas
Plan de reduccin
de costos.
Del Servicio
Calidad
Del Producto
79
Definir el alcance el proyecto
El alcance del proyecto es el grado en el que se medirn y analizarn las
variables o factores a fin de enfocarse en reas especficas para el
mejoramiento del proceso. Como parte de la Seleccin del Proyecto, el
equipo debe centrar su atencin en las reas con necesidades de
mejoramiento a un proyecto especfico.
Los problemas que se analizan en los proyectos especficos pueden
involucrar ms factores o variables de los que se pueden medir y analizar
efectivamente. El alcance del proyecto limita el rango de variables o factores
a ser medidos y analizados, a fin de enfocarse efectivamente en las
oportunidades de mejoramiento del proceso.
En esta actividad de definicin del alcance del proyecto se utiliza la relacin
Y = f(X), (lase Y est en funcin de X) y varias herramientas de anlisis
para lograr resultados, se confirman los criterios identificados en la etapa de
Definir el problema y se asegura que el proyecto sea manejable con la
finalidad de lograr su conclusin con xito.
La mayora de las Y que representa las salidas, estn influenciadas por ms
de una X que representa las entradas. Cada X se convierte en Y en el
siguiente nivel de detalles de un proceso. Esta lgica se puede utilizar para
80
reducir el alcance del proyecto hasta un nivel manejable y un detalle
especfico, este razonamiento se observa en la figura No.9 Relacin Y = f(x).
Figura No. 9 Relacin Y = f(x)
Fuente: Elaboracin propia, Vicente Carreola Marcial
Definir el Mapa del Proceso
En este paso el equipo del proyecto crea una representacin visual de alto
nivel o Mapa del Proceso de los pasos actuales del proceso que llevan a la
total identificacin de las caractersticas crticas para la calidad (CTQs). El
mapa del proceso es una representacin visual del proceso mediante un
diagrama de flujo con smbolos que representan diferentes tipos de
actividades. La secuencia de estas actividades crea un proceso. Los
smbolos conectados por flechas crean una Mapa del proceso. Hacer el
mapa del proceso proporciona muchos beneficios al equipo del proyecto,
estos beneficios incluyen:
Entrada Proceso
Xs
X X
X
Salida
Y
81
Una habilidad para ver como equipo el proceso completo
Una habilidad para ver que los cambios afectan a todo el proceso
El agrandamiento de las reas o pasos sin valor agregado
La habilidad para identificar tiempos de ciclo en cada paso del proceso
La herramienta recomendada por Seis Sigma para elaborar un mapa de
proceso de alto nivel es conocida como SIPOC, sta herramienta se describe
en el anexo A; dominar los conceptos de los mapas de proceso puede ser
ms sencillo si se dominan las iniciales SIPOC; Suppliers (Proveedores),
Inputs (Entradas), Process (Proceso), Outputs (Salidas) y Customer (Cliente).
Este modelo se aplica a organizaciones de productos y servicios. Todas
estas organizaciones toman en cuenta las opiniones de los proveedores,
agregan valor a travs del proceso, y proporcionan una salida que como
mnimo satisface las necesidades y las caractersticas crticas para la calidad
(CTQs) del cliente, con miras a excederlas.
Es importante reconocer que las necesidades del cliente y las salidas del
proceso deben ser las mismas. Esto es, la salida de un proceso crea ya sea
un producto o un servicio que satisface o excede las necesidades explcitas o
implcitas del cliente. En la figura No. 10 se muestra el modelo SIPOC para
realizar el mapa del proceso de alto nivel.
82
Figura No. 10 El modelo SIPOC
Fuente: Elaboracin propia basado en Pande, P., Newman, R. y Cavanagh, R. (2002). The Six Sigma
Way Team Fieldbook. USA: McGraw Hill.
Definir un Equipo de Trabajo
Uno de los principios bsicos para la formacin de los equipos de trabajo es
identificar candidatos a ocupar las nuevas funciones y roles para la
implementacin de la metodologa Seis Sigma por lo que es importante
considerar sus conocimientos y habilidades, de tal manera que se cuente con
equipos de trabajo robustos que puedan llevar a buen termino los proyectos
Seis Sigma.
Hasta el momento, no existe un perfil que defina los requisitos que deba
cumplir el personal que integrar los equipos de trabajo; sin embargo en el
tema 4.1 Organizacin para Seis Sigma que forma parte de sta
Suppliers
(Proveedor)
Proporciona
las entradas
del proceso.
Process
(Proceso)
Actividades y
recursos
aplicados a
las entradas
para
convertirlas
en salidas.
Inputs
(Entradas)
Materiales,
recursos e
informacin
requerida
para
ejecutar el
proceso.
Outputs
(Salidas)
Productos
o servicios
tangibles
resultantes
del
proceso.
Customers
(Clientes)
Recibe la
salida del
proceso,
puede ser
interno o
externo.
83
investigacin se describen algunas caractersticas recomendables para los
candidatos a formar parte de los equipos de trabajo.
Uno de los muchos criterios que existen para seleccionar un equipo, es
buscar tener en el equipo a los mejores y a los ms brillantes pero adems
deben trabajar correctamente juntos para el xito del proyecto. Por lo que se
debe asegurar que sean personas:
Creativas
De mente abierta
Dispuestas a aprender y compartir sus conocimientos con los dems
Capaces de trabajar en equipo
Respetadas por los mismos compaeros, por la gerencia y otros lideres
del negocio.
Con un alto sentido de responsabilidad
Se recomienda que el equipo de trabajo sea integrando de entre 4 y 6
personas, esto permitir un manejo ms adecuado del proyecto, ya que
mientras mayor sea el numero de miembros se dificulta el manejo del equipo
y la responsabilidad se diluye, por el contrario un menor numero de
integrantes del equipo provoca que se retrase el cumplimiento de las tareas y
como consecuencia los resultados del proyecto.
84
En trminos generales, la etapa de definir, requiere de la realizacin de una
serie de actividades orientadas hacia el logro de la satisfaccin del cliente,
sin perder de vista los resultados que el negocio espera de la aplicacin de la
metodologa Seis Sigma.
En la figura No. 11, se muestra un ejemplo de las actividades que se deben
realizar en la etapa de definicin, sin que esto quiera decir que son las nicas
o exclusivas, ya que corresponde a cada organizacin definir que actividades
se deben realizar en esta etapa al aplicar la Metodologa Seis Sigma.
Asimismo, en la figura No. 11, se menciona cules son las herramientas que
se pueden utilizar en la etapa de Definicin, la explicacin de cada una de
ellas se puede ver en el Anexo A del presente trabajo.
85
Objetivo de la
Etapa
Actividades de la etapa
Herramientas que se
pueden utilizar
Identificar los
problemas o
situaciones a
mejorar, a los
clientes, sus
necesidades, y
definir metas y
alcance para el
proyecto, y
establecer plan
de trabajo para
asegurar su
cumplimiento.
Definir el Problema
Establecer un Objetivo
Seleccionar el Proyecto
Identificar a los Clientes
Definir las caractersticas
crticas para la calidad
(CTQs).
Definir el alcance del
proyecto.
Definir el mapa del
proceso.
Integrar Equipos de trabajo
Voz del Cliente (VoC)
Encuestas de Clientes
QFD
Diagrama de Pareto
Grficas de tendencias y
de Gantt.
Mapas de proceso
AMEF (Diseo/Proceso).
Figura No. 11 Etapa de Definir
Fuente: Torres, G. (2002, Noviembre). 6 Sigma: La incorporacin del pensamiento sistmico y
estadstico a la solucin de problemas. Ponencia presentada en el 2. Simposio Metodologa Seis
Sigma. Centro de Investigacin en Matemticas, A.C. Aguascalientes Mxico.
3.8.2 Etapa de Medir
En la etapa de Medir, el propsito es identificar y documentar los parmetros
del proceso (o variables de entrada) que afectan el desempeo del proceso y
las caractersticas del producto (o variables de salida) de inters crtico para
el cliente, por tanto se debe realizar las siguientes actividades
27
:
27
Solis, JP. (2004). Mdulo I Conceptos bsicos de la metodologa Seis Sigma. Notas no publicadas del
Diplomado Certificacin Black Belt in Six Sigma, Instituto Tecnolgico de Estudios Superiores de
Monterrey. Mxico.
Definir
Oportunidades
86
Realizar la caracterizacin del proceso
Preparar un Plan de coleccin de datos
Validar el sistema de medicin
Medir la habilidad del proceso
Caracterizacin del proceso
La caracterizacin del proceso consiste en determinar las variables claves de
entrada del proceso, las variables claves de salida del proceso bien los
crticos para la calidad (CTQs). Se debe determinar el estado actual de las
variables clave de salida del proceso y de ser necesario, determinar el
estado actual de las variables clave de entrada del proceso. Para ello, el
equipo de trabajo puede:
Realizar el Mapa del proceso
Identificar los requerimientos claves de los clientes
Determinar las caractersticas y parmetros de procesos claves del
producto.
Identificar y documentar fallas potenciales, efectos y criticalidad
En esta etapa los equipos de trabajo adoptan una visin del proceso del
negocio y la usan para fijar prioridades y tomar decisiones sobre las medidas
87
que se necesita tomar. En general, un proceso tiene tres categoras
principales de medidas como se muestra en la figura No. 12.
Figura No. 12 Medidas de un proceso
Fuente: Elaboracin propia basado en Pande, P. Holpp, L. (2002). What is Six Sigma? (pp. 29). USA:
McGraw Hill.
Entrada: Son los insumos de entrada al proceso y que se transforman en
salidas. Por supuesto que si al proceso se le suministran malas entradas se
espera que resulten malas salidas, de modo que si se tienen Medidas en las
entradas esto puede ayudar a identificar las causas del problema.
Proceso: Son los elementos que se pueden monitorear y medir; esto facilita
a los equipos de trabajo a identificar las causas del problema.
Salida: Son los resultados finales del proceso. Las medidas en la salida se
enfocan en los resultados inmediatos, por ejemplo; entregas, defectos, o
Proceso
S
a
l
i
d
a
E
n
t
r
a
d
a
R
e
q
u
i
s
i
t
o
s
d
e
l
C
l
i
e
n
t
e
S
a
t
i
s
f
a
c
c
i
n
d
e
l
C
l
i
e
n
t
e
Entregas a tiempo
Volumen de pedido
Tiempo de ciclo
Control de produccin
Entregas a tiempo
Pedido completo
88
quejas, y en los resultados de impacto para el negocio, por ejemplo;
beneficios financieros y satisfaccin del cliente.
Los equipos de trabajo establecen como prioridad el medir las salidas del
proceso. Esta medida de referencia se utiliza para completar el documento
marco del proyecto, a veces si el problema resulta ser ms pequeo o
diferente de los que se espera se puede suprimir o modificar.
Preparar un Plan de coleccin de datos
Para iniciar con la coleccin de datos sobre las causas potenciales, los
equipos de trabajo se deben enfocar en las medidas del proceso y en
algunas entradas seleccionadas. Una vez que se ha determinado qu se va
a medir, el equipo de trabajo debe preparar un plan para la obtencin de
datos. En el plan de coleccin de datos se deben:
Definir puntos de coleccin de datos comprensibles
Seleccionar un colector de datos que no est sesgado
Disear los formatos para la coleccin de datos
Auditar el proceso de coleccin de datos
Validar los resultados
89
Al igual que en la etapa de Definir, existen varias tcnicas sobre cmo
obtener datos, cuntos tomar, es decir qu tamao de muestra y con qu
frecuencia se obtienen. En este paso de la etapa de medicin se puede
acudir a diversas fuentes tales como, clientes internos o externos,
proveedores, bases de datos, registros del proceso o informacin de la
competencia.
En trminos generales, la etapa de Medir, requiere de la recopilacin de la
informacin o datos relacionados con el problema a resolver. En la figura No.
13, se muestra un ejemplo de las actividades a realizar para la recopilacin
de la informacin en la etapa de Medir, esto no quiere decir que es el nico
camino y por tanto, corresponde a cada organizacin identificar cules son
las estrategias a emplear para obtener la informacin requerida en esta
etapa. Asimismo, en la figura No. 13, se menciona cules son las
herramientas que se pueden emplear en la etapa de Medir, la explicacin de
cada una de ellas se puede ver en el anexo A del presente trabajo.
90
Objetivo de la
Etapa
Actividades de la etapa
Herramientas que se
pueden utilizar
Identificar las
medidas crticas
necesarias para
evaluar el xito
al reunir los
requerimientos
crticos del
cliente y disear
el mtodo para
iniciar la
recopilacin de
datos que midan
el desempeo
del proceso.
Identificar los
indicadores de
entradas del proceso.
Identificar los indicadores
del proceso.
Identificar los indicadores
de salidas del proceso.
Disear un plan de
medida para la
recopilacin de datos.
Determinar si existen
causas especiales en el
proceso.
Determinar desempeo
de sigma del proceso
(actual).
Histograma de
frecuencias
Cartas de Control (por
variables y/o atributos).
Anlisis de Sistemas de
Medicin (MSA).
Hojas de chequeo
Diagrama de Dispersin
Estratificacin
Indicadores de capacidad
del proceso (Cp y Cpk).
Mapas de proceso
Tablas de muestreo
Figura No. 13 Etapa de Medir
Fuente: Torres, G. (2002, Noviembre). 6 Sigma: La incorporacin del pensamiento sistmico y
estadstico a la solucin de problemas. Ponencia presentada en el 2. Simposio Metodologa Seis
Sigma. Centro de Investigacin en Matemticas, A.C.,Aguascalientes Mxico.
Validar el Sistema de Medicin
El propsito de la validacin del sistema de medicin, es responder a la
pregunta bsica, Se est midiendo adecuadamente la variable en estudio
(variable de entrada o variable de salida)?. Para realizar la validacin, se
Definir
Oportunidades
Medir
Desempeo
91
puede hacer uso del plan de coleccin de datos o apoyarse en estudios de
Repetibilidad y Reproducibilidad, por variables continuas (1.4, 5.2, 1.3, 3.2,...)
o por variables discretas (Si o No, Pasa - No Pasa, Bueno Malo).
Entindase por Repetibilidad a la variacin de las mediciones obtenidas con
un instrumento cuando lo usa varias veces un mismo operador, para medir la
misma caracterstica, con las mismas muestras, y la Reproducibilidad es la
variacin en el promedio de las mediciones efectuadas por operadores
diferentes, usando el mismo instrumento para medir la misma caracterstica,
con las mismas muestras.
Para mayor informacin relacionada con estos estudios se puede consultar el
Manual de referencia MSA (Measurement Systems Analisys) (3. Ed.). AIAG
(Automotive Industry Action Group).
Medir la habilidad del proceso
El medir la habilidad del proceso, permite cuantificar la naturaleza del
problema que se va a atacar, para ello se puede hacer mediante los ndices
de habilidad Cp y Cpk. Entindase Cp, como el valor que ayuda a definir el
comportamiento de un proceso con respecto a las especificaciones
establecidas y el Cpk, es un valor que representa la posicin real del proceso
con respecto a la especificacin (habilidad real del proceso).
92
De manera opcional y en algunas organizaciones se puede solicitar al equipo
que mida el nivel actual de Sigma del proceso a mejorar (por ej. 1, 1.5, 2,
3.1,......sigmas), con el fin de comparar el desempeo del proceso y
relacionarlo con los requerimientos del cliente.
3.8.3 Etapa de Analizar
En la etapa de Analizar el equipo de trabajo entra en los detalles, incrementa
su conocimiento y entendimiento del proceso y del problema y si todo
marcha de acuerdo a lo planeado, identifica las causas del problema. En esta
etapa, el equipo busca descubrir cules son las causas raz del problema.
En ocasiones, las causas raz del problema son evidentes, cuando esto
ocurre, los equipos pueden moverse rpidamente por medio del anlisis. A
menudo, sin embargo, las causas raz del problema se encuentran ocultas
debajo de montones de papeles y procesos obsoletos, perdidas entre las
complejidades de mucha gente realizando el trabajo a su modo y sin
documentarlo, ao tras ao, de tal forma que esta gente se vuelve
indispensable para cualquier proceso. Esto es un grave problema para el
equipo de trabajo ya que puede invertir semanas o meses aplicando un
sinnmero de herramientas y ensayando a prueba y error antes de concluir y
cerrar el caso.
93
Uno de los principios para una buena resolucin de los problemas mediante
el proceso DMAMC, es considerar los diferentes tipos de causas, a fin de no
permitir que las experiencias pasadas o prejuicios ofusquen el criterio del
equipo de trabajo, por lo que en sta etapa se deben realizar las siguientes
actividades
28
:
Colectar y analizar datos
Desarrollar y probar hiptesis de las posibles fuentes de variacin, as
como relaciones causa - efecto.
Confirmar que esta afectando el desempeo del proceso
Colectar y analizar datos
En la fase de Analizar, el equipo se enfoca bsicamente a analizar la
informacin pasada y actual del proceso, es aqu donde se hace uso de los
resultados obtenidos en el plan de recoleccin de datos para buscar las
causas raz del problema. Para llevar a cabo el anlisis de los datos se
pueden emplear herramientas estadsticas y tcnicas apropiadas como;
histogramas, anlisis multivariado, tablas de contingencia y/o anlisis de
varianza (ANOVA).
28
Solis, JP. (2004). Mdulo I Conceptos bsicos de la metodologa Seis Sigma. Notas no publicadas del
Diplomado Certificacin Black Belt in Six Sigma, Instituto Tecnolgico de Estudios Superiores de
Monterrey. Mxico.
94
Desarrollar y probar hiptesis de las posibles fuentes de variacin, as
como relaciones causa - efecto.
Con la informacin obtenida, se desarrollan hiptesis de la posible relacin
causa y efecto relacionadas con la situacin a resolver por el equipo de
mejora. Este anlisis comienza con la revisin de cada una de los factores
que pudieran estar ocasionando el problema con la finalidad de formular una
hiptesis inicial de la posible causa del mismo. El equipo entonces busca
ms informacin y obtiene evidencia para confirmar si la causa seleccionada
es la verdadera causa del problema. El anlisis continua refinando la
hiptesis o rechazndola hasta que la verdadera causa raz sea identificada
y se verifica con los datos. No necesariamente los integrantes del equipo
podrn identificar todas las causas raz del problema por lo que es
importante que en esta etapa de Anlisis, en la que se busca identificar las
causas raz de los problemas se involucre al personal que participa en
cualquier paso del proceso que se busca mejorar o que de alguna forma
intervino en la problemtica que se desea resolver
29
.
Confirmar qu esta afectando el desempeo del proceso
Con el anlisis de los datos obtenidos y el probar las hiptesis de las
posibles fuentes de variacin, el equipo confirma que factores estn
afectando el desempeo del proceso y los pocos vitales que afectan la
29
Pande, P., Newman, R. y Cavanagh, R. (2002). The Six Sigma Way Team Fieldbook. (pp. 32 33).
USA: McGraw Hill.
95
variable de respuesta. Es posible que el equipo no tenga que llevar a cabo
diseos de experimentos (DoE) en la siguiente fase (Mejorar) si se determina
la relacin causa - efecto con la informacin pasada y actual en esta etapa.
En la etapa de Analizar, como en todas las etapas del proceso DMAMC, el
gran desafo para los equipos de trabajo es la utilizacin de las herramientas
adecuadas. Muchas veces con la aplicacin de herramientas simples se
puede descubrir la causa raz del problema. Cuando las causas son ms
profundas o cuando la relacin entre el problema y otros factores es
compleja, probablemente se requiera la utilizacin de tcnicas estadsticas
avanzadas para identificar y verificar las causas raz de los problemas.
En trminos generales, la etapa de Analizar, est orientada a descubrir las
causas raz de los problemas con la finalidad de proponer soluciones que
permitan eliminarlas y lograr la solucin de los mismos. En la figura No. 14,
se muestra un ejemplo de la forma en que se puede realizar el anlisis de la
informacin en esta etapa, existen varios caminos para el anlisis de las
causas de los problemas, sin embargo cada organizacin deber emplear el
mtodo que mejor se adapte a sus necesidades, siempre y cuando ste lo
lleve a identificar la verdadera causa raz del problema.
96
Adicionalmente, en la figura No. 14, tambin se menciona cules son las
herramientas que se pueden emplear en la etapa de Analizar, la explicacin
de cada una de ellas se puede ver en el anexo A del presente trabajo.
Objetivo de la
Etapa
Actividades de la etapa
Herramientas que se
pueden utilizar
Identificar y
entender un
problema
especfico.
Identificar las
causas raz del
problema del tal
manera que se
asegure que se
tomen acciones
sobre las
causas raz, y
por ende, la
solucin del
problema en el
que el equipo
enfoca sus
esfuerzos.
Desarrollar la definicin
del problema.
Disear anlisis de la
verificacin de la causa
raz.
Identificar las causas
raz del problema.
Validar las causas raz.
Mejorar la creatividad del
equipo.
Diagrama de causa y
efecto (Diagrama de
Ishikawa o espina de
pescado).
Tormenta de ideas
Diagrama Porqu - Por
qu?.
Comentarios de clientes
(internos y/o externos).
Benchmarking
Anlisis de Regresin y
Correlacin lineal.
Anlisis de proceso
Mapas de proceso
Figura No. 14 Etapa de Analizar
Fuente: Torres, G. (2002, Noviembre). 6 Sigma: La incorporacin del pensamiento sistmico y
estadstico a la solucin de problemas. Ponencia presentada en el 2. Simposio Metodologa Seis
Sigma. Centro de Investigacin en Matemticas, A.C., Aguascalientes Mxico.
Definir
Oportunidades
Medir
Desempeo
Analizar
Oportunidad
97
3.8.4 Etapa de Mejorar
En esta etapa de Mejorar, el equipo busca determinar la relacin causa y
efecto (relacin matemtica entre variables de entrada y respuesta de las
variables de inters) para que el desempeo de los procesos pueda ser
predecido, mejorado y optimizado. En sta etapa el equipo debe realizar las
siguientes actividades
30
:
Conducir pruebas y experimentos para identificar las relaciones causa y
efecto que son determinantes.
Conducir experimentos diseados para establecer los modelos
matemticos del desempeo del proceso.
Optimizar el desempeo de los procesos
De hecho, el hbito de comenzar a resolver un problema sin primero
entenderlo es tan fuerte que muchos equipos consideran un desafo el
apegarse al proceso DMAMC. Sin embargo, cuando los equipos observan la
importancia de reflexionarlo y hacerse preguntas, de verificar las hiptesis y
de utilizar los datos, los integrantes del equipo se dan cuenta de los
beneficios de la Metodologa Seis Sigma.
98
Antes de iniciar a desarrollar soluciones, muchos equipos vuelven a revisar el
documento marco del proyecto y modifican las declaraciones del problema y
el objetivo para que reflejen sus descubrimientos hasta este punto. Es comn
tambin reafirmar el valor del proyecto con el nivel directivo de la
organizacin.
Los equipos tambin modifican el mbito del proyecto, en base a una mejor
comprensin del problema y del proceso. Pero una vez que el equipo ha
realineado los objetivos, la etapa de Mejorar, permite planear y lograr los
resultados esperados.
Sorprendentemente, esto es ms fcil decirlo que hacerlo. Las soluciones
creativas que de verdad ataquen las causas principales del problema y que
el equipo que trabaja en el proceso considere factibles no se encuentra tan
fcilmente, y una vez que estas nuevas ideas se desarrollan tienen que
someterse a prueba y error e implementarse.
En esta etapa de Mejorar cabe hacerse la siguiente pregunta Por qu las
nuevas soluciones son tan costosas?, la respuesta es muy simple, la razn
puede ser que el equipo ha estado acostumbrado a los enfoques actuales de
las etapas de medicin y anlisis por mucho tiempo a tal grado que le cuesta
mucho trabajo liberarse de esa manera de pensar. La otra razn es que las
30
Pande, P. Holpp, L. (2002). What is Six Sigma? (pp. 33). USA: McGraw Hill
99
soluciones de verdad creativas son siempre escasas. Existe una gran
variedad de ejercicios que despiertan la creatividad y ayudan al equipo a
modificar su manera de pensar y enfocar la generacin de ideas con nuevos
mtodos. El equipo de trabajo tambin puede examinar otras empresas y
otras divisiones de la empresa para ver si se pueden tomar de ellas las
mejores prcticas.
Una vez que se han propuesto varias soluciones potenciales, las tcnicas
analticas regresan y se utilizan varios criterios, incluyendo costos y
beneficios probables, para seleccionar las soluciones ms prometedoras y
prcticas. La solucin final o serie de cambios deben ser siempre aprobados
por el nivel Directivo y, a menudo, por el nivel Gerencial de la organizacin.
Para poder tener una mayor comprensin de la etapa de Mejorar, en la figura
No. 15, se muestra un ejemplo, as como las herramientas que se pueden
emplear en ella, la explicacin de cada una de ellas se puede ver en el anexo
A del presente trabajo.
100
Objetivo de la
Etapa
Actividades de la etapa
Herramientas que se
pueden utilizar
Identificar,
evaluar y
seleccionar
soluciones de
mejora correctas.
Generar ideas de
solucin.
Determinar el impacto de
las soluciones.
Evaluar los beneficios de
la mejora y seleccionar
las soluciones.
Desarrollar el mapa de
proceso a alto nivel.
Comunicar mejora de los
resultados a la Direccin.
Costo Beneficio
Diseo de experimentos
(DoE).
Grfica de Gantt
Mapa de procesos
Benchmarking
Estado de resultados
Figura No. 15 Etapa de Mejorar
Fuente: Torres, G. (2002, Noviembre). 6 Sigma: La incorporacin del pensamiento sistmico y
estadstico a la solucin de problemas. Ponencia presentada en el 2. Simposio Metodologa Seis
Sigma. Centro de Investigacin en Matemticas, Aguascalientes Mxico.
3.8.5 Etapa de Controlar
En la etapa de Controlar
31
, el equipo disea y documenta los controles
necesarios para asegurar que las ganancias del esfuerzo de Seis Sigma se
mantengan una vez que los cambios sean implementados. En esta etapa, el
equipo de trabajo debe llevar a cabo las siguientes actividades:
31
Pande, P., Newman, R. y Cavanagh, R. (2002). The Six Sigma Way Team Fieldbook. (pp. 34 35).
USA: McGraw Hill.
Definir
Oportunidades
Medir
Desempeo
Analizar
Oportunidad
Mejorar
Desempeo
101
Disear controles y documentar mejora de procesos
Validar los sistema de medicin.
Establecer la habilidad del proceso
Implementar y monitorear los controles establecidos en los procesos
Para llevar a cabo los controles existen muchas herramientas de calidad,
incluyendo conceptos bsicos de autocontrol, el ciclo de retroalimentacin,
prueba de errores y control estadstico del proceso (CEP). Se actualiza la
documentacin (procedimientos), se desarrollan planes de control de
procesos, el sistema de medicin es validado y la nueva habilidad de
proceso es establecida, la implementacin es monitoreada y el desempeo
del proceso es auditado despus de un perodo de tiempo para asegurar que
los resultados se mantienen.
Esta etapa permite a las organizaciones el desarrollo de planes para
asegurar resultados a largo plazo, tomando como referencia las lecciones
aprendidas e importndolas a otros proyectos siempre con un enfoque de
mejora continua.
En resumen, la etapa de Controlar, consiste en definir controles sobre los
factores crticos de los procesos de la organizacin para lograr que operen
de manera consistente, asegurando que los cambios perduren y sean
documentados adecuadamente con el fin de trasladar las lecciones
102
aprendidas hacia otros procesos o proyectos buscando siempre resultados a
largo plazo para el negocio. En la figura No. 16, se muestra un ejemplo de la
etapa de Control as como las herramientas que se pueden emplear, la
explicacin de cada una de estas herramientas se puede ver en el anexo A
del presente trabajo.
Objetivo de la
Etapa
Actividades de la etapa
Herramientas que se
pueden utilizar
Definir los
controles sobre
los factores
vitales para
lograr que
operen de
forma
consistente.
Controlar para
asegurar que los
cambios perduren
y sirvan para el
desarrollo de
planes que pueda
asegurar a largo
plazo el resultado.
Disear sistemas para el
control del proceso.
Establecer controles sobre
factores vitales de la
organizacin.
Identificar las reas y/o
los procesos donde se
puedan integrar las
lecciones aprendidas.
Verificar las mejoras
obtenidas en el proceso.
Estandarizar mtodos de
control y documentar los
procesos.
Grficas de control por
variables y/o atributos.
Plan de Control
Sistema de Calidad de la
Industria Automotriz.
Mapa de procesos
Capacitacin
Grficas de Gantt
Auditorias al Sistema de
Calidad.
Control Estadstico del
Proceso (CEP).
Figura No. 16 Etapa de Controlar
Fuente: Torres, G. (2002, Noviembre). 6 Sigma: La incorporacin del pensamiento sistmico y
estadstico a la solucin de problemas. Ponencia presentada en el 2. Simposio Metodologa Seis
Sigma. Centro de Investigacin en Matemticas, A.C., Aguascalientes Mxico.
Definir
Oportunidades
Medir
Desempeo
Analizar
Oportunidad
Mejorar
Desempeo
Controlar
Desempeo
103
3.8.6 Revisin de los Proyectos Seis Sigma
Como una manera de asegurar la implementacin de los proyectos Seis
Sigma, los lideres de cada proyecto debern revisar que se cumplan o hayan
cumplido cada una de las etapas de la metodologa.
Los lideres de cada proyecto Seis Sigma, peridicamente deben informar a la
Direccin de la organizacin (generalmente el Coach) acerca de los avances
del mismo, as como de los resultados al final de cada proyecto.
En las siguientes tablas se describe cual es el propsito de la revisin, que
puntos crticos se deben revisar en cada etapa, as como cules son las
preguntas clave que se deben contestar al hacer la revisin. Tabla No. 2
Revisin de proyectos Seis Sigma en la etapa de Definir, tabla No. 3
Revisin de proyectos Seis Sigma en la etapa de Medir, tabla No. 4 Revisin
de proyectos Seis Sigma en la etapa de Analizar, tabla No. 5 Revisin de
proyectos Seis Sigma en la etapa de Mejorar y tabla No. 6 Revisin de
proyectos Seis Sigma en la etapa de Controlar.
104
Tabla No. 2 Revisin de proyectos Seis Sigma en la etapa de Definir
Propsito Puntos crticos Preguntas clave
Definir el enfoque del
proyecto, desde el punto de
vista del cliente. Esto es que
se define cules son los
parmetros a medir que
permitirn que se mida la
situacin actual y despus de
implementar las mejoras.
Desarrollar lineamientos
para el equipo y la planeacin
del proyecto.
Identificar a los
Clientes.
Identificar y Definir
los (CTQs).
Recopilacin de los
datos que permitan
verificar las
necesidades y
requisitos de los
clientes.
Describir los
lineamientos del
equipo, incluyendo la
razn fundamental
del proyecto,
declaracin preliminar
del problema,
alcance, metas,
acontecimientos
importantes, as
como tareas a
desempear y
responsabilidades.
Documentar el
proceso existente
(entradas, fases del
proceso, salidas y
clientes).
Beneficio y
justificacin del
proyecto en trminos
monetarios ($ pesos).
Quin es el
Cliente?.
Qu requisitos
pide?.
Qu razones tiene
la empresa para
respaldar el
proyecto?.
Hay compromiso
de la empresa con
el equipo?.
Se ha concluido
algn proyecto
similar?.
Cules son los
lmites del
proyecto?.
Cules son las
metas del
proyecto?.
Cmo se
desarroll el Mapa
del proceso?.
Fuente: Elaboracin propia basado en General Electric. (2002). Introduccin a Seis Sigma. Notas no
publicadas del Curso Introduccin a Seis Sigma, General Electric. Mxico.
105
Tabla No. 3 Revisin de proyectos Seis Sigma en la etapa de Medir
Propsito Puntos crticos Preguntas clave
Establecer una lnea base
de desarrollo para el proceso
actual, y llevar a cabo las
mediciones de proceso que le
permitan mejorar el desarrollo
del mismo.
Disear un plan
para la recopilacin
de datos.
Validar el Sistema
de Medicin.
Mediciones de la
capacidad del
proceso y del nivel
sigma del proceso.
Cules son las
mediciones de
entrada, proceso y
salida, que participan
en el desarrollo del
proceso?.
En dnde se
encuentra el plan
detallado del
proceso?.
Se han encontrado
mejoras eficientes de
manera rpida?.
Fuente: Elaboracin propia basado en General Electric. (2002). Introduccin a Seis Sigma. Notas no
publicadas del Curso Introduccin a Seis Sigma, General Electric. Mxico.
Tabla No. 4 Revisin de proyectos Seis Sigma en la etapa de Analizar
Propsito Puntos crticos Preguntas clave
Analizar los datos y el plan
de control del proceso, con el
fin de determinar las causas
principales y oportunidades
para mejorar.
Usar y desplegar
los datos para
identificar, verificar y
cuantificar las causas
principales que son
irrelevantes.
Una explicacin
racional del porqu
se eligi esta
propuesta.
Cules son las
mediciones de
entrada, proceso y
salida, que participan
en el desarrollo del
proceso?.
En dnde se
encuentra el plan
detallado del
proceso?.
Se han encontrado
mejoras eficientes
de manera rpida?.
Fuente: Elaboracin propia basado en General Electric. (2002). Introduccin a Seis Sigma. Notas no
publicadas del Curso Introduccin a Seis Sigma, General Electric. Mxico.
106
Tabla No. 5 Revisin de proyectos Seis Sigma en la etapa de Mejorar
Propsito Puntos crticos Preguntas clave
Desarrollar, validar e
implementar mejoras al proceso
y al producto.
Generar las
mejoras, usar la
mejor opcin para
manejar la causa
principal.
Validar la solucin
con corrida de
validacin.
Desarrollar un
plan de
implementacin
completo incluyendo
un mapa del proceso
con mejoras.
Refinar un anlisis
de costo beneficio.
Cmo se generan
soluciones
alternativas?.
Cmo se maneja la
solucin de la causa
principal?.
Cules fueron las
suposiciones
durante el anlisis
costo - beneficio?.
Cul es el efecto
cultural del cambio?.
Cul es el plan de
implementacin?.
Cules son los
problemas
potenciales del plan
de
implementacin?.
Fuente: Elaboracin propia basado en General Electric. (2002). Introduccin a Seis Sigma. Notas no
publicadas del Curso Introduccin a Seis Sigma, General Electric. Mxico.
107
Tabla No. 6 Revisin de proyectos Seis Sigma en la etapa de Controlar
Propsito Puntos crticos Preguntas clave
Institucionalizar la mejora, de
tal manera que permita
asegurar una mejora continua.
Mantener las ganancias
Determinar el
impacto de la
solucin en
mediciones clave,
cuya base aparece
en las etapas de
Definicin y Medicin.
Desarrollar un
plan de control que
asegure que los
resultados sern
continuos.
Mostrar datos que
demuestren que el
proceso se establece
y cumple con las
metas de mejora.
Actualizar la
documentacin del
proceso.
Hacer cambios al
sistema o estructura,
para institucionalizar
la mejora.
Cul es el valor de
Sigma para el
proceso que se
mejor?.
Qu es lo que
mide y de qu forma
se mide?.
Cul es la forma
rutinaria en que el
lder llevar a cabo
el monitoreo del
proceso para
mantener el
control?.
Se ha autorizado
el proceso o se ha
implementado el
sistema Poka-
Yoke?.
Qu es lo que el
equipo aprendi
acerca del proceso
de implementacin
de mejoras?.
Cul es el prximo
problema a
resolver?.
Fuente: Elaboracin propia basado en General Electric. (2002). Introduccin a Seis Sigma. Notas no
publicadas del Curso Introduccin a Seis Sigma, General Electric. Mxico.
108
Finalmente se puede decir que la Metodologa Seis Sigma est considerada
como una estrategia de negocio basada en la utilizacin de herramientas
para la calidad por medio de una metodologa estructurada que sigue el
proceso DMAMC para eliminar las causas potenciales de variacin y mejorar
los indicadores de desempeo de los procesos.
Al igual que cualquier estrategia para la calidad, la Metodologa Seis Sigma
requiere de un gran compromiso y apoyo por parte de la Direccin de la
Organizacin que pretende adoptar la metodologa, es por ello que se deben
asignar no slo recursos materiales sino tambin recursos humanos, as
como vigilar la implementacin de los proyectos de mejora a travs de la
revisin de los mismos.
En el siguiente captulo se describe la infraestructura organizacional que se
requiere para la implementacin de la Metodologa Seis Sigma, se describen
las funciones y roles de los integrantes de los equipos de trabajo y se les
asignan sus nuevos puestos tales como Champions, Master Black Belt, Black
Belt, Green Belt, y Yellow Belt, cada uno de ellos con una funcin especfica
dentro de los proyectos de mejora continua. Por otra parte se describe el
proceso de capacitacin requerido para algunos puestos, as como su
proceso de certificacin.
109
Captulo 4 La estructura Organizacional para Seis Sigma
Es importante aclarar que Seis Sigma no puede ser aplicado de cualquier
manera, de hecho es necesario que exista una estructura en la organizacin,
la cual estar determinada de acuerdo a reglas muy estrictas en las que cada
uno de los integrantes de dicha estructura tendrn ciertas funciones y roles
que dependern del puesto que ocupen para Seis Sigma, por lo que a
continuacin se describe a manera de propuesta la estructura organizacional
requerida, sin que sea un requisito indispensable contar con todos los
puestos para poder implementar la metodologa, y corresponde a cada
organizacin definir su propia estructura de acuerdo a sus necesidades.
4.1 Organizacin para Seis Sigma
El Seis Sigma promueve la utilizacin de herramientas y mtodos
estadsticos de manera sistemtica y organizada, para el logro de mejoras
que son medibles por su impacto financiero en el negocio. Se recomienda
implementar Seis Sigma en forma gradual, por proyectos lidereados por
equipos multidisciplinarios dentro de la organizacin. Los equipos se
organizan a diferentes niveles y con distintos grados de conocimientos y
habilidades. El ingrediente secreto que hace que funcione, reside en la
seleccin adecuada de las personas que integrarn los equipos de trabajo.
En la figura No. 17, se muestra una organizacin tpica para Seis Sigma.
110
Figura 17 Organizacin para Seis Sigma
Fuente: Elaboracin propia basado en Mireles, J. (2001). Organizacin para Seis Sigma. Notas no
publicadas del Curso Introduccin a la Metodologa Seis Sigma, Centro de Desarrollo Industrial.
Mxico.
Esta organizacin, es la que motiva y produce una cultura de Seis Sigma que
junto con un proceso de pensamiento sistmico en toda la organizacin
genera la mejora basada en los conocimientos.
El soporte y compromiso por parte de la Alta Direccin es vital y fundamental,
para lo cual se entrenan y definen los Maestros, que en el lenguaje de Seis
Sigma son conocidos como Champions, quienes son los dueos de los
proyectos crticos para la organizacin. Para desarrollar estos proyectos se
Champion
Lder de proyecto
Master Black Belt
Maestro de cinta negra
Black Belt
Cinta negra
Green Belt
Cinta verde
Yellow Belt
Cinta amarilla
Coach
Lder de implementacin
111
escogen y preparan expertos a los que en Seis Sigma se denominan como;
Master Black Belt, Black Belt, Green Belt y Yellow Belt, quienes se convierten
en agentes de cambio para impulsar y desarrollar estos proyectos, en
conjunto con los equipos de trabajo seleccionados para los mismos.
No existe una regla genrica que indique cuantas personas deben integrar
los equipos de mejora para Seis Sigma, ni cuantos Master Black Belt, Black
Belt, Green Belt o Yellow Belt deben existir en la organizacin pero la
experiencia de algunas organizaciones exitosas en la implementacin de la
metodologa han determinado que los principales roles de los miembros de la
estructura organizacional para Seis Sigma, es la siguiente; un Champion por
Unidad de Negocios o Proceso de Manufactura, un Master Black Belt por
cada 30 Black Belts o por cada 1000 trabajadores, un Black Belt por cada
100 trabajadores para industrias de manufactura, y uno por cada 50
trabajadores para empresas de servicios, un Green Belt por cada 20
empleados, y finalmente los Yelow Belt que sirven de apoyo a los proyectos
de mejora
32
.
32
Quirarte, J. (2001, Noviembre). Seis Sigma Un enfoque estratgico para el negocio, Ponencia
presentada en el 1er. Simposio Metodologa Seis Sigma. Centro de Investigacin en Matemticas,
Aguascalientes Mxico.
112
4.2 Funciones y roles para Seis Sigma
Un camino para lograr el xito de los proyectos de mejora aplicando la
Metodologa Seis Sigma es a travs de una clara definicin de los roles y
responsabilidades que deben tener cada un o de los integrantes de los
equipos de mejora. Una vez que la Direccin del negocio ha escogido un
plan para la implementacin de Seis Sigma, el trabajo real es lograr conjuntar
lideres de negocio, equipos de proyecto y lderes de los equipos. Algunos
papeles que desempean los miembros de los equipos de mejora pueden
tener ttulos tomados de las artes marciales; como Master Black Belt
(Maestro Cinta Negra), Black Belt (Cinta Negra), Green Belt (Cinta Verde),
Yelow Belt (Cinta Amarilla). Segn consta, estos ttulos fueron acuados por
un experto de mejora continua de Motorola, un apasionado por el Karate
33
.
1.- Lder de implementacin (Coach)
2.- Champion (Lder de proyecto)
3.- Master Black Belt (Maestro de cinta negra)
4.- Black Belt (Cinta negra)
5.- Green Belt (Cinta verde)
6.- Yellow Belt (Cinta amarilla)
33
Mireles, J. (2001). Organizacin para Seis Sigma. Notas no publicadas del Curso Introduccin a la
Metodologa Seis Sigma, Centro de Desarrollo Industrial. Mxico.
113
Existen varias funciones y roles que pueden desarrollar los miembros de los
equipos de mejora de la Metodologa Seis Sigma, los cuales se describen a
continuacin:
4.2.1 Coach (Lder de implementacin)
Este papel del Coach
34
puede tener varios nombres; Vicepresidente de Seis
Sigma o Director Ejecutivo de Seis Sigma. Este individuo es el que dirige
completamente la iniciativa Seis Sigma en la organizacin. El lder de
implementacin suele tener a menudo un nivel de Vicepresidente Corporativo
quien reporta directamente al Presidente, al Consejo de Administracin o a
un Vicepresidente Seior.
El Lder de implementacin es un profesional con experiencia en la mejora
empresarial, en calidad o un ejecutivo respetado con una gran experiencia y
conocimiento de la organizacin adems de contar con habilidades
administrativas y de liderazgo. Este es un puesto con un alto sentido de
responsabilidad, muy exigente con objetivos a corto plazo y con una visin
de largo plazo.
34
Pande, P. Holpp, L. (2002). What is Six Sigma? (pp. 24-25). USA: McGraw Hill.
114
Como pasa con un Black Belt, el Lder de implementacin es a menudo una
posicin temporal con el lder movindose a otra posicin ejecutiva o
directiva al cabo de pocos aos. La meta ltima del Lder de implementacin
es impulsar el pensamiento, las herramientas y los hbitos de Seis Sigma a
travs de toda la organizacin y ayudar a que la iniciativa resulte en
beneficios financieros y permita incrementar la satisfaccin del cliente.
De varias maneras, el Lder de implementacin sirve como la conciencia del
equipo directivo de la organizacin, ayudando a sus miembros a mantener
las prioridades de Seis Sigma en un lugar privilegiado de su agenda. Tiene
como responsabilidad fundamental en la organizacin la ejecucin de planes
de implementacin de la metodologa Seis Sigma.
4.2.2 Champion (Lder de proyecto)
Los Champions
35
, son lderes de Alta Direccin quienes sugieren y apoyan
los proyectos Seis Sigma, ayudan a obtener los recursos necesarios y
eliminan los obstculos o barreras que impiden el xito de los proyectos de
mejora. A los Champions se les puede localizar en el mximo nivel de
decisin de la organizacin; normalmente del nivel gerencial, son los
creadores de la visin del programa, definen su implementacin, establecen
35
Pande, P. Holpp, L. (2002). What is Six Sigma? (pp. 23-24). USA: McGraw Hill.
115
objetivos para alcanzar los mximos niveles de desempeo de Seis Sigma y
seleccionan los proyectos de mejora. Frecuentemente los Lderes de
proyecto o Champions son conocidos como dueos del proceso y son los
encargados de darle seguimiento a los proyectos individuales con el fin de
alcanzar los resultados planeados.
El Champion a menudo es un miembro del Comit de Liderazgo o de
Direccin para el negocio. A veces, un Champion supervisa uno o ms
Champions dentro de la misma organizacin. En cualquier caso, las
responsabilidades del Champion son:
Asegurar que los proyectos estn alineados con los objetivos de la
empresa.
Proveer de direccin a los proyectos Seis Sigma cuando esto no ocurra
Mantener informados a los otros miembros del comit de Liderazgo
sobre el progreso de los proyectos Seis Sigma.
Suministrar o persuadir a terceros para aportar al equipo los recursos
necesarios, tales como tiempo, dinero, y la ayuda de otros.
Conducir reuniones peridicas de revisin de resultados de proyectos
Seis Sigma.
Negociar conflictos, y procurar enlaces con otros proyectos Seis Sigma
116
Desafortunadamente, el papel del Champion tiende a recibir la menor
formacin y preparacin, de modo que puede convertirse en uno de los
eslabones ms dbiles de la Metodologa Seis Sigma, en especial cuando se
inicia con su implementacin.
4.2.3 Master Black Belt (Maestro de Cinta Negra)
Los Master Black Belt
36
, suelen ser Gerentes o Jefes altamente capacitados
en Seis Sigma con un enfoque particular en mejorar la satisfaccin del cliente
y reducir los costos, son muy tcnicos y con un alto grado de dominio de las
herramientas estadsticas bsicas y avanzadas lo que les permite tener un
liderazgo tcnico a los proyectos de mejora y asisten a los Black Belts en
soluciones estadsticas avanzadas. Son de tiempo completo, asesoran y
administran proyectos, coordinan las actividades de los Black Belts y son los
encargados de negociar los proyectos con la Alta Direccin. Principalmente
estn involucrados en el entrenamiento de los Black Belts y Green Belts y la
identificacin y generacin de nuevos proyectos de Seis Sigma. En la
mayora de las organizaciones el Master Black Belt sirve como entrenador,
asesor o consultor para los Black Belts que trabajan en una variedad de
proyectos. En muchos casos, el Master Black Belt es un experto en las
herramientas analticas de Seis Sigma, a menudo con una formacin en
36
Pande, P. Holpp, L. (2002). What is Six Sigma? (pp. 23-24). USA: McGraw Hill.
117
Ingeniera, en Ciencias o Economa. En algunas compaas, el Master Black
Belt toma el papel de agente de cambio de la organizacin, ayudando a
promocionar el uso de los mtodos y soluciones de Seis Sigma. El Master
Black Belt tambin puede actuar como formador de tiempo parcial de los
Black Belts y de otros grupos. Finalmente, el Master Black Belt puede
involucrarse en proyectos especiales de Seis Sigma, por ejemplo, el
investigar los requerimientos de los clientes o desarrollando medidas para
procesos claves del negocio.
Algunos Master Black Belt adquieren su experiencia bsicamente cuando
trabajan en las reas de calidad de sus organizaciones, sin embargo cada
vez es ms comn encontrar que algunos, despus de haber sido Black
Belts, tienen la oportunidad de ser Master Black Belt y deciden permanecer
en el rea de mejora del negocio. Desde luego, necesitan tener las
habilidades apropiadas para ocupar el papel de Master Black Belt en su
organizacin.
En su papel de entrenador, el Master Black Belt es asegurarse de que el
Black Belt, y su equipo siguen enfocados en el proyecto, completan su
trabajo adecuadamente y pasan las etapas sucesivas del proceso de mejora
Seis Sigma. A menudo, tambin, el Master Black Belt da su opinin e incluso
participa en tareas como son la toma de datos, los anlisis estadsticos, el
diseo de experimentos y la comunicacin con Directivos claves.
118
Como muchos entrenadores, los Master Black Belts tienen varios Black Belts
bajo su cuidado con el fin de apoyarlos en la identificacin de oportunidades
y desafos en el esfuerzo de la Metodologa Seis Sigma. Los Black Belts, son
ms numerosos y son fundamentales para la mayora de la iniciativas Seis
Sigma. Los Master Black Belt juegan un papel crtico en mantener vivo el
proceso de cambio, el ahorro en costos y mejorar la satisfaccin del cliente.
4.2.4 Black Belt (Cinta Negra)
Los Black Belt
37
, son individuos con orientacin tcnica y habilidades
matemticas. Son facilitadores ya que desarrollan e implementan proyectos
asignados en tiempo, calidad y costo, una de sus funciones principales es
liderear a los equipos responsables de Medir, Analizar, Mejorar y Controlar
los procesos que afectan la satisfaccin del cliente, la productividad y
calidad; estn involucrados en la administracin como agentes de cambio y
son expertos en el uso de las herramientas necesarias para Seis Sigma.
Los Black Belts, se seleccionan entre el personal con ms potencial de la
empresa, reciben un entrenamiento inicial intensivo. Generalmente se dedica
tiempo completo a esta tarea durante aproximadamente dos aos. Entre sus
funciones principales est el entrenamiento a los restantes miembros de los
37
Pande, P. Holpp, L. (2002). What is Six Sigma? (pp. 21-22). USA: McGraw Hill.
119
equipos de mejora, Green Belts y Yellow Belts. Se les asigna la
responsabilidad directa sobre los objetivos de mejora establecidos con
indicadores econmicos concretos. Tambin tienen un fuerte incentivo dado
por la posibilidad concreta de evolucionar en la organizacin a partir del
cumplimiento exitoso de los planes de mejora.
Teniendo en cuenta todas las cosas, este es el nuevo papel ms crtico en
Seis Sigma. El Black Belt, es una persona de tiempo completo dedicada a
enfrentarse con oportunidades de cambio crticas y a conseguir que logren
resultados. El Black Belt; liderea, inspira, dirige, delega, entrena, cuida de
sus colegas y se convierte en casi un experto en herramientas para analizar
problemas y fijar o disear procesos y productos. Normalmente el Black Belt
trabaja con un equipo asignado a un proyecto Seis Sigma.
El Black Belt es bsicamente responsable de lograr que el equipo comience
el proyecto, adquiera confianza, observa y participa en su entrenamiento,
gestiona la dinmica del grupo y mantiene el proyecto en marcha para lograr
los resultados con xito. El Black Belt debe poseer muchas habilidades,
incluyendo una gran capacidad de resolucin de problemas, habilidad para
tomar y analizar datos, capacidad de organizacin y liderazgo, adems debe
ser un adepto a la administracin de proyectos, el arte y la ciencia de hacer
que se hagan las cosas a tiempo mediante el esfuerzo de otros.
120
Los Black Belt, se seleccionan entre los mandos intermedios o bien son jefes
con grandes proyecciones en la empresa, sirven por lo general entre ao y
medio y dos aos en esa funcin, completando entre cuatro y ocho proyectos
y/o recibiendo asignaciones especiales. En la mayora de las empresas
consideran el pertenecer al grupo de Black Belts como una plataforma para
otras oportunidades, incluyendo promociones e incentivos.
4.2.5 Green Belt (Cinta Verde)
El Green Belt
38
, a menudo es personal tcnico o de soporte del rea
involucrada en el proyecto de mejora, son de tiempo parcial en los proyectos
de Seis Sigma, una de sus principales funciones dentro del equipo es ser
ayudantes de los Black Belts. Facilitan y forman equipos de trabajo para
desarrollar proyectos de principio a fin, se apoyan en los Black Belt en el uso
de herramientas estadsticas. Son entrenados por los Black Belt en
herramientas estadsticas bsicas y de mejora continua.
Los Green Belt, son personas con formacin en los mtodos Seis Sigma, a
veces con el mismo nivel que un Black Belt. En ocasiones funge como lder
del equipo lo que le permite aplicar los nuevos conceptos y herramientas de
Seis Sigma a las actividades del da a da del negocio.
38
Pande, P. Holpp, L. (2002). What is Six Sigma? (pp. 21). USA: McGraw Hill.
121
4.2.6 Yellow Belt (Cinta Amarilla)
Los Yellow Belt
39
, son personas de las diferentes reas de la organizacin,
son de tiempo parcial dedicado a proyectos Seis Sigma, su funcin es de
apoyo a los proyectos de mejora en los procesos de sus competencia.
Las personas que participan como Yelow Belt dentro de los proyectos Seis
Sigma no requieren ser unos expertos en estadstica, sin embargo es
necesario tener conocimientos de estadstica bsica que aunados con su
experiencia del proceso les permitir brindar una valiosa aportacin para
lograr el xito de los proyectos en los que participan.
Generalmente las funciones y roles de los integrantes de los equipos de
mejora varia de una organizacin otra, sin embargo como una forma de
visualizar a las organizaciones, en la tabla No. 7, se muestran los roles,
responsabilidades, posiciones, perfil y cantidad de personas para proyectos
Seis Sigma en empresas de mediana a grande. Empresas pequeas,
requerirn una organizacin ms compacta, pero la idea es la misma. Se
requieren de uno o varios Black Belts de tiempo completo, y algunos ms de
tiempo parcial como coordinadores que cuentan con un puesto formal en la
organizacin as como Green Belts y Yellow Belts de tiempo parcial.
39
Reyes, D. (2002, Noviembre). 6 Sigma Transaccional, Experiencia y Proyectos Exitosos en Mabe
Comercial. Pnencia presentada en el 2. Simposio Metodologa Seis Sigma. Centro de Investigacin en
Matemticas AC., Aguascalientes Mxico.
122
C
a
n
t
i
d
a
d
1
2
s
1
p
o
r
1
0
0
0
p
e
r
s
o
n
a
s
e
n
e
m
p
r
e
s
a
s
g
r
a
n
d
e
s
.
1
0
p
o
r
c
a
d
a
M
a
s
t
e
r
B
l
a
c
k
B
e
l
t
2
3
p
o
r
c
/
B
l
a
c
k
B
e
l
t
V
a
r
a
s
e
g
n
e
l
p
r
o
y
e
c
t
o
P
e
r
f
i
l
V
i
s
i
L
i
d
e
r
a
z
g
o
A
u
t
o
r
i
d
a
d
D
e
d
i
c
a
c
i
E
n
t
u
s
i
a
s
m
o
A
d
m
i
n
i
s
t
r
a
d
o
r
S
e
g
u
i
m
i
e
n
t
o
H
a
b
i
l
i
d
a
d
e
s
t
a
d
s
t
i
c
a
C
o
n
o
c
i
m
i
e
n
t
o
s
d
e
e
s
t
a
d
s
t
i
c
a
.
L
i
d
e
r
a
z
g
o
H
a
b
i
l
i
d
a
d
e
s
p
a
r
a
c
o
m
u
n
i
c
a
r
s
e
.
R
e
c
o
n
o
c
i
m
i
e
n
t
o
d
I
n
i
c
i
a
t
i
v
a
C
o
o
p
e
r
a
t
i
v
o
D
i
s
p
o
n
i
b
i
l
i
d
a
d
C
o
o
p
e
r
a
t
i
v
o
D
i
s
p
o
n
i
b
i
l
i
d
a
d
P
o
s
i
c
i
V
i
c
e
p
r
e
s
i
d
e
n
t
e
G
e
r
e
n
t
e
s
d
e
r
e
a
G
e
r
e
n
t
e
s
d
e
r
e
a
J
e
f
e
s
d
e
r
e
a
I
n
g
e
n
i
e
r
o
s
d
e
r
e
a
c
n
i
c
o
s
J
e
f
e
s
d
e
r
e
a
P
e
r
s
o
n
a
l
t
c
n
i
c
o
P
e
r
s
o
n
a
l
g
e
n
e
r
a
l
R
e
s
p
o
n
s
a
b
i
l
i
d
a
d
e
s
P
r
o
m
o
v
e
r
c
a
m
b
i
o
s
m
a
y
o
r
e
s
e
n
l
a
c
a
d
e
n
a
d
e
v
a
l
o
r
.
R
e
m
o
v
e
r
b
a
r
r
e
r
a
s
I
n
c
l
u
i
r
a
l
a
M
e
t
o
d
o
l
o
g
a
S
e
i
s
S
i
g
m
a
c
o
m
o
p
a
r
t
e
d
e
l
a
P
l
a
n
e
a
c
i
n
E
s
t
r
a
t
g
i
c
a
d
e
l
N
e
g
o
c
i
o
.
P
r
o
m
o
v
e
r
e
l
c
a
m
b
i
o
I
d
e
n
t
i
f
i
c
a
r
p
r
o
y
e
c
t
o
s
S
e
i
s
S
i
g
m
a
P
r
o
p
o
r
c
i
o
n
a
r
r
e
c
u
r
s
o
s
p
a
r
a
l
o
s
p
r
o
y
e
c
t
o
s
P
r
o
m
o
v
e
r
u
n
l
i
d
e
r
a
z
g
o
t
c
n
i
c
o
e
n
l
a
M
e
t
o
d
o
l
o
g
a
S
e
i
s
S
i
g
m
a
.
A
s
i
s
t
i
r
a
l
o
s
B
l
a
c
k
B
e
l
t
s
e
n
b
u
s
c
a
r
s
o
l
u
c
i
o
n
e
s
e
s
t
a
d
s
t
i
c
a
s
i
n
u
s
u
a
l
e
s
.
E
n
t
r
e
n
a
r
a
l
o
s
B
l
a
c
k
B
e
l
t
s
y
G
r
e
e
n
B
e
l
t
s
P
r
o
m
o
v
e
r
e
l
c
a
m
b
i
o
e
n
l
a
o
r
g
a
n
i
z
a
c
i
D
e
s
a
r
r
o
l
l
a
r
e
i
m
p
l
e
m
e
n
t
a
r
p
r
o
y
e
c
t
o
s
a
s
i
g
n
a
d
o
s
e
n
t
i
e
m
p
o
,
c
a
l
i
d
a
d
y
c
o
s
t
o
.
S
e
r
a
g
e
n
t
e
s
p
r
o
m
o
t
o
r
e
s
d
e
l
c
a
m
b
i
o
p
a
r
a
e
l
n
e
g
o
c
i
o
.
d
e
r
o
c
o
o
r
d
i
n
a
d
o
r
d
e
p
r
o
y
e
c
t
o
M
o
t
i
v
a
r
y
e
n
c
a
u
z
a
r
a
l
o
s
p
a
r
t
i
c
i
p
a
n
t
e
s
a
l
a
a
c
c
i
n
.
A
p
o
y
a
r
l
o
s
p
r
o
y
e
c
t
o
s
d
e
m
e
j
o
r
a
d
e
l
o
s
p
r
o
c
e
s
o
s
d
e
s
u
c
o
m
p
e
t
e
n
c
i
a
.
R
o
l
C
o
a
c
h
(
L
d
e
r
)
C
h
a
m
p
i
o
n
M
a
s
t
e
r
B
l
a
c
k
B
e
l
t
B
l
a
c
k
B
e
l
t
G
r
e
e
n
B
e
l
t
Y
e
l
l
o
w
B
e
l
t
T
a
b
l
a
N
o
.
7
F
u
n
c
i
o
n
e
s
y
r
o
l
e
s
p
a
r
a
S
e
i
s
S
i
g
m
a
F
u
e
n
t
e
:
E
l
a
b
o
r
a
c
i
n
p
r
o
p
i
a
b
a
s
a
d
o
e
n
G
u
t
i
r
r
e
z
,
G
.
(
2
0
0
2
)
.
A
t
e
r
r
i
z
a
n
d
o
S
e
i
s
S
i
g
m
a
,
(
p
p
.
1
6
1
)
.
M
o
n
t
e
r
r
e
y
,
N
.
L
.
M
x
i
c
o
:
E
d
i
c
i
o
n
e
s
C
a
s
t
i
l
l
o
.
123
4.3 Capacitacin para Seis Sigma
En relacin a la preparacin que deben recibir los integrantes de los equipos
Seis Sigma se puede decir que existen variantes de acuerdo al tipo y tamao
de la organizacin, pero en promedio el entrenamiento requerido para los
principales roles, es de 24 a 40 horas para los Champions, de 240 a 400
horas para los Master Black Belts, de 160 a 240 horas para los Black Belts, y
finalmente, de 48 a 120 horas para los Green Belts.
Por lo general, cada rol requiere de un conjunto de habilidades, destrezas y
experiencias adecuadas al tipo de actividad y responsabilidad a manejar; la
Alta Gerencia y Ejecutivos familiarizados con las herramientas estadsticas,
como Champions, Gerentes o Jefes con grados tcnicos y dominio de las
herramientas estadsticas bsicas y avanzadas, como Master Black Belts,
Ingenieros, tcnicos o personal con cinco o ms aos de experiencia y con
dominio de las herramientas estadsticas bsicas, como Black Belts, personal
tcnico o de soporte del rea involucrada y con conocimientos bsicos de las
herramientas estadsticas, como Green Belts, y finalmente, personal en
general como Yellow Belt.
En realidad, el estudio de las experiencias exitosas demuestra que no son
las estadsticas la clave de la Metodologa Seis Sigma, sino su forma de
organizacin y despliegue del programa en toda la organizacin, por lo que
124
para efectos de la presente investigacin, en la tabla No. 8, se presenta una
propuesta del investigador acerca del contenido del programa de
capacitacin para el personal candidato a Black Belt en Seis Sigma, y en la
tabla No. 9, presenta una propuesta del contenido del programa de
capacitacin para el personal candidato a Green Belt en Seis Sigma.
Por otra parte se debe tener en cuenta que existen varios programas e igual
numero de agencias que pueden proporcionar la capacitacin en Seis Sigma
y ofrecen la certificacin del Black Belt y la de otros puestos como el Master
Black Belt o el Green Belt, sin embargo, corresponde a cada organizacin
decidir si requieren la certificacin para estos nuevos puestos de Seis Sigma
al implementar la metodologa.
125
O
b
j
e
t
i
v
o
d
e
l
P
r
o
g
r
a
m
a
:
C
a
p
a
c
i
t
a
c
i
n
d
e
l
p
e
r
s
o
n
a
l
e
n
e
l
u
s
o
d
e
m
t
o
d
o
s
,
t
c
n
i
c
a
s
y
h
e
r
r
a
m
i
e
n
t
a
s
p
a
r
a
c
a
n
d
i
d
a
t
o
s
a
B
l
a
c
k
B
e
l
t
e
n
S
e
i
s
S
i
g
m
a
.
M
d
u
l
o
1
M
d
u
l
o
2
M
d
u
l
o
3
M
d
u
l
o
4
M
d
u
l
o
5
H
o
r
a
s
:
3
4
h
r
s
.
E
t
a
p
a
:
D
e
f
i
n
i
r
H
o
r
a
s
:
3
4
h
r
s
.
E
t
a
p
a
:
M
e
d
i
r
H
o
r
a
s
:
3
4
h
r
s
.
E
t
a
p
a
:
C
o
n
t
r
o
l
a
r
H
o
r
a
s
:
3
4
h
r
s
.
E
t
a
p
a
:
A
n
a
l
i
z
a
r
H
o
r
a
s
:
3
4
h
r
s
.
E
t
a
p
a
:
M
e
j
o
r
a
r
P
r
o
p
s
i
t
o
:
P
e
r
m
i
t
i
r
a
l
e
q
u
i
p
o
i
d
e
n
t
i
f
i
c
a
r
y
/
o
v
a
l
i
d
a
r
s
u
p
r
o
y
e
c
t
o
d
e
m
e
j
o
r
a
,
i
l
u
s
t
r
a
r
s
u
s
p
r
o
c
e
s
o
s
d
e
l
n
e
g
o
c
i
o
,
d
e
f
i
n
i
r
r
e
q
u
i
s
i
t
o
s
d
e
l
c
l
i
e
n
t
e
,
y
p
r
e
p
a
r
a
r
s
e
p
a
r
a
u
n
p
r
o
y
e
c
t
o
e
f
i
c
a
z
e
n
e
q
u
i
p
o
.
C
o
n
t
e
n
i
d
o
:
I
n
t
r
o
d
u
c
c
i
n
a
l
a
M
e
t
o
d
o
l
o
g
a
S
e
i
s
S
i
g
m
a
.
I
d
e
n
t
i
f
i
c
a
c
i
n
y
s
e
l
e
c
c
i
n
d
e
r
e
a
s
d
e
o
p
o
r
t
u
n
i
d
a
d
.
P
r
o
p
s
i
t
o
:
D
e
t
e
r
m
i
n
a
r
l
a
m
e
d
i
d
a
c
r
t
i
c
a
n
e
c
e
s
a
r
i
a
p
a
r
a
s
a
t
i
s
f
a
c
e
r
r
e
q
u
i
s
i
t
o
s
d
e
l
c
l
i
e
n
t
e
y
p
a
r
a
d
e
s
a
r
r
o
l
l
a
r
u
n
p
l
a
n
d
e
m
e
d
i
c
i
n
p
a
r
a
d
o
c
u
m
e
n
t
a
r
e
l
f
u
n
c
i
o
n
a
m
i
e
n
t
o
d
e
l
p
r
o
c
e
s
o
.
C
o
n
t
e
n
i
d
o
:
M
a
p
e
o
d
e
p
r
o
c
e
s
o
s
E
s
t
a
d
s
t
i
c
a
b
s
i
c
a
D
i
a
g
r
a
m
a
d
e
C
a
u
s
a
y
E
f
e
c
t
o
.
P
r
o
p
s
i
t
o
:
A
p
r
e
n
d
e
r
c
o
m
o
a
n
a
l
i
z
a
r
e
l
f
u
n
c
i
o
n
a
m
i
e
n
t
o
d
e
l
o
s
d
a
t
o
s
p
a
r
a
r
e
f
i
n
a
r
l
a
o
p
o
r
t
u
n
i
d
a
d
d
e
l
a
m
e
j
o
r
a
.
C
o
n
t
e
n
i
d
o
:
A
n
l
i
s
i
s
d
e
g
r
f
i
c
a
s
I
n
t
e
r
v
a
l
o
s
d
e
c
o
n
f
i
a
n
z
a
.
P
r
u
e
b
a
s
d
e
h
i
p
t
e
s
i
s
.
P
r
o
p
s
i
t
o
:
C
r
e
a
r
l
a
s
s
o
l
u
c
i
o
n
e
s
d
e
l
p
r
o
c
e
s
o
q
u
e
e
l
i
m
i
n
a
n
l
a
c
a
u
s
a
r
a
z
d
e
l
o
s
d
e
f
e
c
t
o
s
d
e
t
e
c
t
a
d
o
s
y
q
u
e
s
o
n
t
r
a
n
s
m
i
t
i
d
o
s
a
l
c
l
i
e
n
t
e
.
C
o
n
t
e
n
i
d
o
:
D
o
E
(
D
i
s
e
o
d
e
e
x
p
e
r
i
m
e
n
t
o
s
)
.
S
e
l
e
c
c
i
n
d
e
l
t
a
m
a
o
d
e
m
u
e
s
t
r
a
p
a
r
a
D
o
E
.
P
r
o
p
s
i
t
o
:
I
m
p
l
a
n
t
a
r
y
m
a
n
t
e
n
e
r
u
n
a
s
o
l
u
c
i
n
,
a
u
n
d
e
s
p
u
s
d
e
h
a
b
e
r
c
o
n
c
l
u
i
d
o
e
l
p
r
o
y
e
c
t
o
.
C
o
n
t
e
n
i
d
o
:
G
r
f
i
c
a
s
d
e
c
o
n
t
r
o
l
p
o
r
v
a
r
i
a
b
l
e
s
.
C
a
p
a
c
i
d
a
d
y
h
a
b
i
l
i
d
a
d
d
e
p
r
o
c
e
s
o
s
.
T
a
b
l
a
N
o
.
8
P
r
o
g
r
a
m
a
d
e
C
a
p
a
c
i
t
a
c
i
n
p
a
r
a
e
l
B
l
a
c
k
B
e
l
t
F
u
e
n
t
e
:
E
l
a
b
o
r
a
c
i
n
p
r
o
p
i
a
b
a
s
a
d
o
e
n
e
l
P
r
o
g
r
a
m
a
3
.
O
l
a
d
e
B
l
a
c
k
B
e
l
t
s
d
e
l
C
e
n
t
r
o
d
e
D
e
s
a
r
r
o
l
l
o
I
n
d
u
s
t
r
i
a
l
d
e
l
G
r
u
p
o
S
p
i
c
e
r
,
M
x
i
c
o
2
0
0
2
,
y
e
l
D
i
p
l
o
m
a
d
o
C
e
r
t
i
f
i
c
a
c
i
n
B
l
a
c
k
B
e
l
t
i
n
S
i
x
S
i
g
m
a
,
I
n
s
t
i
t
u
t
o
T
e
c
n
o
l
g
i
c
o
d
e
E
s
t
u
d
i
o
s
S
u
p
e
r
i
o
r
e
s
d
e
M
o
n
t
e
r
r
e
y
.
M
x
i
c
o
.
126
O
b
j
e
t
i
v
o
d
e
l
P
r
o
g
r
a
m
a
:
C
a
p
a
c
i
t
a
c
i
n
d
e
l
p
e
r
s
o
n
a
l
e
n
e
l
u
s
o
d
e
m
t
o
d
o
s
,
t
c
n
i
c
a
s
y
h
e
r
r
a
m
i
e
n
t
a
s
p
a
r
a
c
a
n
d
i
d
a
t
o
s
a
B
l
a
c
k
B
e
l
t
e
n
S
e
i
s
S
i
g
m
a
.
M
d
u
l
o
1
M
d
u
l
o
2
M
d
u
l
o
3
M
d
u
l
o
4
M
d
u
l
o
5
H
o
r
a
s
:
3
4
h
r
s
.
E
t
a
p
a
:
D
e
f
i
n
i
r
H
o
r
a
s
:
3
4
h
r
s
.
E
t
a
p
a
:
M
e
d
i
r
H
o
r
a
s
:
3
4
h
r
s
.
E
t
a
p
a
:
C
o
n
t
r
o
l
a
r
H
o
r
a
s
:
3
4
h
r
s
.
E
t
a
p
a
:
A
n
a
l
i
z
a
r
H
o
r
a
s
:
3
4
h
r
s
.
E
t
a
p
a
:
M
e
j
o
r
a
r
T
a
b
l
a
N
o
.
8
P
r
o
g
r
a
m
a
d
e
C
a
p
a
c
i
t
a
c
i
n
p
a
r
a
e
l
B
l
a
c
k
B
e
l
t
(
c
o
n
t
i
n
u
a
c
i
n
)
C
o
n
t
e
n
i
d
o
:
D
e
f
i
n
i
r
l
o
s
p
r
o
y
e
c
t
o
s
d
e
m
e
j
o
r
a
.
E
n
f
o
q
u
e
a
l
c
l
i
e
n
t
e
F
u
n
d
a
m
e
n
t
o
s
d
e
e
s
t
a
d
s
t
i
c
a
.
L
a
v
o
z
d
e
l
c
l
i
e
n
t
e
V
o
C
D
e
f
i
n
i
c
i
n
y
m
a
p
e
o
d
e
p
r
o
c
e
s
o
s
p
a
r
a
l
a
m
e
j
o
r
a
.
M
o
d
e
l
o
S
I
P
O
C
I
d
e
n
t
i
f
i
c
a
c
i
n
d
e
l
o
s
r
e
q
u
i
s
i
t
o
s
d
e
l
c
l
i
e
n
t
e
.
C
o
n
t
e
n
i
d
o
:
A
n
l
i
s
i
s
d
e
l
a
c
a
p
a
c
i
d
a
d
d
e
l
o
s
p
r
o
c
e
s
o
s
(
C
p
y
C
p
k
)
.
A
n
l
i
s
i
s
d
e
l
M
o
d
o
y
E
f
e
c
t
o
d
e
l
a
F
a
l
l
a
(
A
M
E
F
)
.
A
n
l
i
s
i
s
d
e
l
S
i
s
t
e
m
a
d
e
M
e
d
i
c
i
n
(
M
S
A
)
.
E
s
t
u
d
i
o
s
d
e
R
&
R
L
e
a
n
M
a
n
u
f
a
c
t
u
r
i
n
g
C
o
s
t
o
s
d
e
C
a
l
i
d
a
d
c
n
i
c
a
s
p
a
r
a
e
l
m
u
e
s
t
r
e
o
.
V
a
r
i
a
b
i
l
i
d
a
d
l
c
u
l
o
d
e
S
i
g
m
a
C
o
n
t
e
n
i
d
o
:
E
s
t
r
a
t
i
f
i
c
a
c
i
R
e
g
r
e
s
i
n
l
i
n
e
a
l
C
o
r
r
e
l
a
c
i
A
n
l
i
s
i
s
d
e
c
a
u
s
a
y
e
f
e
c
t
o
.
C
o
n
t
e
n
i
d
o
:
D
i
s
e
o
s
f
a
c
t
o
r
i
a
l
e
s
B
e
n
c
h
m
a
r
k
i
n
g
V
a
l
i
d
a
c
i
n
d
e
l
a
s
m
e
j
o
r
a
s
.
A
d
m
i
n
i
s
t
r
a
c
i
n
d
e
l
c
a
m
b
i
o
.
A
n
l
i
s
i
s
d
e
c
o
s
t
o
b
e
n
e
f
i
c
i
o
.
C
o
n
t
e
n
i
d
o
:
G
r
f
i
c
a
s
d
e
c
o
n
t
r
o
l
p
o
r
a
t
r
i
b
u
t
o
s
.
C
o
n
c
e
p
t
o
s
a
v
a
n
z
a
d
o
s
d
e
C
E
P
.
P
l
a
n
d
e
c
o
n
t
r
o
l
S
i
s
t
e
m
a
s
d
e
C
a
l
i
d
a
d
d
e
l
o
s
P
r
o
v
e
e
d
o
r
e
s
d
e
l
a
I
n
d
u
s
t
r
i
a
A
u
t
o
m
o
t
r
i
z
(
Q
S
-
9
0
0
0
,
V
D
A
6
.
1
I
S
O
-
T
S
/
1
6
9
4
9
o
I
S
O
-
9
0
0
1
:
2
0
0
0
)
.
127
O
b
j
e
t
i
v
o
d
e
l
P
r
o
g
r
a
m
a
:
C
a
p
a
c
i
t
a
c
i
n
d
e
l
p
e
r
s
o
n
a
l
e
n
e
l
u
s
o
d
e
m
t
o
d
o
s
,
t
c
n
i
c
a
s
y
h
e
r
r
a
m
i
e
n
t
a
s
p
a
r
a
c
a
n
d
i
d
a
t
o
s
a
G
r
e
e
n
B
e
l
t
e
n
S
e
i
s
S
i
g
m
a
.
M
d
u
l
o
1
M
d
u
l
o
2
M
d
u
l
o
3
M
d
u
l
o
4
M
d
u
l
o
5
H
o
r
a
s
:
1
8
h
r
s
.
E
t
a
p
a
:
D
e
f
i
n
i
r
H
o
r
a
s
:
1
8
h
r
s
.
E
t
a
p
a
:
M
e
d
i
r
H
o
r
a
s
:
1
8
h
r
s
.
E
t
a
p
a
:
C
o
n
t
r
o
l
a
r
H
o
r
a
s
:
1
8
h
r
s
.
E
t
a
p
a
:
A
n
a
l
i
z
a
r
H
o
r
a
s
:
1
8
h
r
s
.
E
t
a
p
a
:
M
e
j
o
r
a
r
T
a
b
l
a
N
o
.
9
P
r
o
g
r
a
m
a
d
e
C
a
p
a
c
i
t
a
c
i
n
p
a
r
a
e
l
G
r
e
e
n
B
e
l
t
F
u
e
n
t
e
:
E
l
a
b
o
r
a
c
i
n
p
r
o
p
i
a
b
a
s
a
d
o
e
n
e
l
P
r
o
g
r
a
m
a
3
.
O
l
a
d
e
B
l
a
c
k
B
e
l
t
s
d
e
l
C
e
n
t
r
o
d
e
D
e
s
a
r
r
o
l
l
o
I
n
d
u
s
t
r
i
a
l
d
e
l
G
r
u
p
o
S
p
i
c
e
r
,
M
x
i
c
o
2
0
0
2
,
y
e
l
D
i
p
l
o
m
a
d
o
C
e
r
t
i
f
i
c
a
c
i
n
B
l
a
c
k
B
e
l
t
i
n
S
i
x
S
i
g
m
a
,
I
n
s
t
i
t
u
t
o
T
e
c
n
o
l
g
i
c
o
d
e
E
s
t
u
d
i
o
s
S
u
p
e
r
i
o
r
e
s
d
e
M
o
n
t
e
r
r
e
y
.
M
x
i
c
o
.
P
r
o
p
s
i
t
o
:
E
l
p
r
o
p
s
i
t
o
d
e
l
a
e
t
a
p
a
d
e
D
e
f
i
n
i
r
e
s
p
e
r
m
i
t
i
r
a
l
e
q
u
i
p
o
i
d
e
n
t
i
f
i
c
a
r
y
/
o
v
a
l
i
d
a
r
s
u
p
r
o
y
e
c
t
o
d
e
m
e
j
o
r
a
,
i
l
u
s
t
r
a
r
s
u
s
p
r
o
c
e
s
o
s
d
e
l
n
e
g
o
c
i
o
,
d
e
f
i
n
i
r
r
e
q
u
i
s
i
t
o
s
d
e
l
c
l
i
e
n
t
e
,
y
p
r
e
p
a
r
a
r
s
e
p
a
r
a
u
n
p
r
o
y
e
c
t
o
e
f
i
c
a
z
e
n
e
q
u
i
p
o
.
C
o
n
t
e
n
i
d
o
:
I
n
t
r
o
d
u
c
c
i
n
a
l
a
M
e
t
o
d
o
l
o
g
a
S
e
i
s
S
i
g
m
a
.
I
d
e
n
t
i
f
i
c
a
c
i
n
y
s
e
l
e
c
c
i
n
d
e
r
e
a
s
d
e
o
p
o
r
t
u
n
i
d
a
d
.
P
r
o
p
s
i
t
o
:
E
l
p
r
o
p
s
i
t
o
d
e
l
a
e
t
a
p
a
d
e
M
e
d
i
r
e
s
d
e
t
e
r
m
i
n
a
r
l
a
m
e
d
i
d
a
c
r
t
i
c
a
n
e
c
e
s
a
r
i
a
p
a
r
a
s
a
t
i
s
f
a
c
e
r
r
e
q
u
i
s
i
t
o
s
d
e
l
c
l
i
e
n
t
e
y
p
a
r
a
d
e
s
a
r
r
o
l
l
a
r
u
n
p
l
a
n
d
e
m
e
d
i
c
i
n
q
u
e
p
e
r
m
i
t
a
d
o
c
u
m
e
n
t
a
r
e
l
m
e
j
o
r
f
u
n
c
i
o
n
a
m
i
e
n
t
o
d
e
l
p
r
o
c
e
s
o
.
C
o
n
t
e
n
i
d
o
:
M
a
p
e
o
d
e
p
r
o
c
e
s
o
s
D
i
a
g
r
a
m
a
d
e
C
a
u
s
a
y
E
f
e
c
t
o
.
P
r
o
p
s
i
t
o
:
E
l
p
r
o
p
s
i
t
o
d
e
l
a
e
t
a
p
a
d
e
A
n
a
l
i
z
a
r
e
s
a
p
r
e
n
d
e
r
c
o
m
o
a
n
a
l
i
z
a
r
e
l
f
u
n
c
i
o
n
a
m
i
e
n
t
o
d
e
l
o
s
d
a
t
o
s
p
a
r
a
r
e
f
i
n
a
r
l
a
o
p
o
r
t
u
n
i
d
a
d
d
e
l
a
m
e
j
o
r
a
.
C
o
n
t
e
n
i
d
o
:
A
n
l
i
s
i
s
d
e
g
r
f
i
c
a
s
I
n
t
e
r
v
a
l
o
s
d
e
c
o
n
f
i
a
n
z
a
.
P
r
u
e
b
a
s
d
e
h
i
p
t
e
s
i
s
.
P
r
o
p
s
i
t
o
:
E
l
p
r
o
p
s
i
t
o
d
e
l
a
e
t
a
p
a
d
e
M
e
j
o
r
a
r
e
s
c
r
e
a
r
l
a
s
s
o
l
u
c
i
o
n
e
s
d
e
l
p
r
o
c
e
s
o
q
u
e
e
l
i
m
i
n
a
n
l
a
c
a
u
s
a
r
a
z
d
e
l
o
s
d
e
f
e
c
t
o
s
d
e
t
e
c
t
a
d
o
s
y
q
u
e
s
o
n
t
r
a
n
s
m
i
t
i
d
o
s
a
l
o
s
c
l
i
e
n
t
e
s
.
C
o
n
t
e
n
i
d
o
:
A
n
l
i
s
i
s
d
e
A
N
O
V
A
I
n
t
r
o
d
u
c
c
i
n
a
l
D
i
s
e
o
d
e
E
x
p
e
r
i
m
e
n
t
o
s
D
o
E
.
P
r
o
p
s
i
t
o
:
E
l
p
r
o
p
s
i
t
o
d
e
l
a
e
t
a
p
a
d
e
C
o
n
t
r
o
l
a
r
e
s
i
m
p
l
a
n
t
a
r
y
m
a
n
t
e
n
e
r
u
n
a
s
o
l
u
c
i
n
d
e
s
p
u
s
d
e
t
e
r
m
i
n
a
d
o
e
l
p
r
o
y
e
c
t
o
.
C
o
n
t
e
n
i
d
o
:
I
n
t
r
o
d
u
c
c
i
n
a
l
c
o
n
t
r
o
l
.
t
o
d
o
s
d
e
c
o
n
t
r
o
l
.
I
n
t
r
o
d
u
c
c
i
n
a
l
C
E
P
.
128
O
b
j
e
t
i
v
o
d
e
l
P
r
o
g
r
a
m
a
:
C
a
p
a
c
i
t
a
c
i
n
d
e
l
p
e
r
s
o
n
a
l
e
n
e
l
u
s
o
d
e
m
t
o
d
o
s
,
t
c
n
i
c
a
s
y
h
e
r
r
a
m
i
e
n
t
a
s
p
a
r
a
c
a
n
d
i
d
a
t
o
s
a
G
r
e
e
n
B
e
l
t
e
n
S
e
i
s
S
i
g
m
a
.
M
d
u
l
o
1
M
d
u
l
o
2
M
d
u
l
o
3
M
d
u
l
o
4
M
d
u
l
o
5
H
o
r
a
s
:
1
8
h
r
s
.
E
t
a
p
a
:
D
e
f
i
n
i
r
H
o
r
a
s
:
1
8
h
r
s
.
E
t
a
p
a
:
M
e
d
i
r
H
o
r
a
s
:
1
8
h
r
s
.
E
t
a
p
a
:
C
o
n
t
r
o
l
a
r
H
o
r
a
s
:
1
8
h
r
s
.
E
t
a
p
a
:
A
n
a
l
i
z
a
r
H
o
r
a
s
:
1
8
h
r
s
.
E
t
a
p
a
:
M
e
j
o
r
a
r
T
a
b
l
a
N
o
.
9
P
r
o
g
r
a
m
a
d
e
C
a
p
a
c
i
t
a
c
i
n
p
a
r
a
e
l
G
r
e
e
n
B
e
l
t
(
c
o
n
t
i
n
u
a
c
i
n
)
C
o
n
t
e
n
i
d
o
:
D
e
f
i
n
i
r
l
o
s
p
r
o
y
e
c
t
o
s
d
e
m
e
j
o
r
a
.
A
l
c
a
n
c
e
d
e
l
o
s
p
r
o
y
e
c
t
o
s
S
e
i
s
S
i
g
m
a
.
F
u
n
d
a
m
e
n
t
o
s
d
e
e
s
t
a
d
s
t
i
c
a
b
s
i
c
a
.
I
n
t
r
o
d
u
c
c
i
n
a
l
A
N
O
V
A
C
o
n
t
e
n
i
d
o
:
A
n
l
i
s
i
s
d
e
l
a
c
a
p
a
c
i
d
a
d
d
e
l
o
s
p
r
o
c
e
s
o
s
(
C
p
y
C
p
k
)
.
A
n
l
i
s
i
s
d
e
l
M
o
d
o
y
E
f
e
c
t
o
d
e
l
a
F
a
l
l
a
(
A
M
E
F
)
.
A
n
l
i
s
i
s
d
e
l
S
i
s
t
e
m
a
d
e
M
e
d
i
c
i
n
(
M
S
A
)
.
E
s
t
u
d
i
o
s
d
e
R
&
R
C
o
n
t
e
n
i
d
o
:
A
n
l
i
s
i
s
d
e
v
a
r
i
a
n
z
a
A
n
l
i
s
i
s
m
u
l
t
i
v
a
r
i
a
d
o
.
C
o
n
t
e
n
i
d
o
:
D
i
s
e
o
s
f
a
c
t
o
r
i
a
l
e
s
R
e
v
i
s
i
n
d
e
l
o
s
p
r
o
y
e
c
t
o
s
d
e
S
e
i
s
S
i
g
m
a
.
C
o
n
t
e
n
i
d
o
:
C
E
P
(
G
r
f
i
c
a
s
p
o
r
V
a
r
i
a
b
l
e
s
)
.
C
E
P
(
G
r
f
i
c
a
s
p
o
r
A
t
r
i
b
u
t
o
s
)
.
R
e
v
i
s
i
n
y
c
i
e
r
r
e
d
e
l
o
s
p
r
o
y
e
c
t
o
s
S
e
i
s
S
i
g
m
a
.
129
4.3.1 Certificacin de los Black Belt en Seis Sigma
Como consecuencia de los nuevos papeles que deben tomar los miembros
de los equipos de mejora y debido a que stos son ms especializados y
tcnicos en Seis Sigma, los Black Belts y los Green Belts suelen estar
sujetos a una certificacin. En Mxico; el Instituto Tecnolgico y de Estudios
Superiores de Monterrey (ITESM) a travs de sus ofocinas de actualizacin
profesional ofrece el Diplomado Certificacin Black Belt en Seis Sigma.
El Objetivo General del programa est enfocado a conocer las fases de la
metodologa Seis Sigma, para su aplicacin en proyectos de optimizacin y
mejora de procesos y productos, tanto de manufactura, administrativos y de
servicios. Comprender y aplicar las herramientas estadsticas bsicas y
avanzadas para el anlisis y mejora de los productos, servicios y procesos
organizacionales.
El programa est dirigido a Gerentes y ejecutivos de empresas desde
pequeas hasta grandes, y que tengan experiencia laboral mnima en el rea
de calidad o direccin, administrativo, productivo, servicios o financiero.
El Diplomado Certificacin Black Belt en Seis Sigma que se imparte en el
ITESM, tiene una duracin de 114 horas de entrenamiento presencial y esta
130
integrado en cinco mdulos, cada uno con un objetivo especfico. A
continuacin se describen los objetivos que se pretenden en cada mdulo:
En el Mdulo I, se busca conocer los principios bsicos de la metodologa
seis Sigma, antecedentes, beneficios, terminologa y generalidades.
En el Mdulo II, se busca reforzar herramientas y conceptos estadsticos que
facilitan la fase de anlisis de informacin y datos.
En el Mdulo III, se pretende conocer herramientas y conceptos avanzados
estadsticos que facilitan la fase de mejora.
En el Mdulo IV, se busca conocer las herramientas del Control Estadstico
del Proceso para la fase de Control.
En el Modulo V, se tiene como objetivo que los participantes presenten sus
proyectos y sean evaluados por un comit compuesto por los profesores que
imparten los distintos mdulos, quienes toman la decisin de aprobacin del
proyecto y la acreditacin del Diplomado.
Como parte del proceso de certificacin; el ITESM, requiere que los
aspirantes a Black Belt cumplan con los siguientes requisitos:
131
1.- Haber acreditado el Diplomado Certificacin Black Belt en Seis Sigma,
con una calificacin mnima de 80 de 100 puntos para cada mdulo del
programa.
2.- Aprobar un examen final del programa completo y obtener una calificacin
mnima de 80 de 100 puntos.
3.- Presentar un proyecto con evidencia de las mejoras obtenidas y los
ahorros obtenidos con el proyecto Seis Sigma.
Es un requisito indispensable del ITESM, que los resultados del proyecto
sean avalados por el responsable de las finanzas de la empresa donde se
llevo a cabo el proyecto, para lo cual el candidato a Black Belt deber
presentar una carta de su Director o responsable de Finanzas que avale los
resultados.
Al finalizar el proyecto, debe ser evaluado por un comit quien en su caso
dictaminar en favor del candidato la recomendacin para obtener la
Certificacin como Black Belt por parte del Instituto Tecnolgico de Estudios
Superiores de Monterrey.
Actualmente en Mxico existen varias opciones para certificarse como Black
Belt, sin embargo y a diferencia de la certificacin de auditores de Sistemas
132
de Calidad bajo la norma ISO-9000 o QS-9000, en Seis Sigma hasta el
momento de escribir el presente trabajo no existe una normativa formal u
oficial para obtener la certificacin en cualquiera de los papeles Seis Sigma,
de tal manera que los criterios para la certificacin no son consistentes y
pueden variar de una institucin a otra.
Finalmente y como se ha venido mencionando, la Metodologa Seis Sigma
no ha inventado ninguna nueva herramienta para la calidad sino ms bien
una manera ordenada de utilizar las ya existentes, lo que permite en este
punto de la investigacin; proponer un modelo de mejora continua utilizando
la Metodologa Seis Sigma (6 ) como una Estrategia de Negocio para los
Proveedores de la Industria Automotriz Nacional. Este modelo se presenta
en el siguiente captulo.
133
Captulo 5 Propuesta de un Modelo de Mejora Continua utilizando la
Metodologa Seis Sigma (6 ) como una Estrategia de
Negocio para los Proveedores de la Industria Automotriz
Nacional.
Hasta aqu, se han desarrollado los aspectos metodolgicos de la
investigacin, Seis Sigma como un camino para la mejora continua, el
Proceso de Seis Sigma - DMAMC y la estructura organizacional para Seis
Sigma. La relacin entre todos estos elementos da origen a la propuesta de
un modelo de mejora continua utilizando la metodologa Seis Sigma, ste
modelo se desarrolla en este captulo. En primer lugar se hace un breve
anlisis del concepto de modelo, ya que resulta prioritario para la
presentacin de la propuesta, y posteriormente se desarrolla cada uno de los
elementos que integran el modelo propuesto en la investigacin.
5.1 El modelo como concepto
Existe una gran variedad de conceptos de modelo entre los que se puede
decir que; Un modelo se puede entender como la represtacin simplificada
de una teora, por medio de la cual se reconstruye la naturaleza conforme lo
establecido por la teora misma. (Chavez, 1999, p. 149). El modelo es un
recurso para explicar un fenmeno, presentando de manera figurada sus
134
componentes para resolver o formar una idea ms clara y completa de la
situacin a estudiar.
Los modelos no deben verse como una representacin del mundo, sino
como una representacin del posible campo de accin en el mundo, por
tanto, la posibilidad de que los modelos sirvan es a travs del conocimiento
de cmo utilizarlos para relacionar variables, estudiar estructuras causales o
relaciones de influencia en los procesos, resolver problemas de decisin o
eleccin, y para simular alguna situacin en particular
40
.
Los modelos de la calidad son una herramienta que gua a las
organizaciones hacia la mejora continua, como el modelo de un sistema de
gestin de la calidad basado en procesos, promovido por la norma
internacional ISO-9001:2000; por otra parte estn los modelos que son la
base tcnica que siguen los triunfadores de los Premios Nacionales de
Calidad, y los ms importantes son el Premio Deming de Japn, el Premio
Malcolm Baldrige de Estados Unidos, el Premio Europeo de la Calidad de la
Unin Europea, as como el Premio Nacional de Calidad en Mxico. Estos
galardones reconocen a las organizaciones, y en algunos casos, a las
personas que mantienen un alto compromiso con la Calidad y que cumplen
con sus estrictos criterios.
40
Fourez G. L. (1994). Construccin del Conocimiento Cientfico. Filosofa y Etica de la Ciencia. (pp.
49). Espaa: Editorial Narce.
135
Con algunas variaciones estos premios evalan el desempeo y compromiso
en los siguientes criterios; Liderazgo, Informacin y Anlisis, Planeacin
Estratgica de la Calidad, Desarrollo y Administracin de Recursos
Humanos, Administracin de Procesos, Impacto en la Sociedad, el Enfoque y
Satisfaccin del Cliente y los Resultados del Negocio.
En cada uno de estos criterios existen subcategoras que especifican la
informacin requerida, a su vez, cada una de estas subcategoras es
evaluada conforme al enfoque, la implantacin y los resultados obtenidos.
As se asegura una evaluacin objetiva de las organizaciones participantes y
tener los elementos necesarios para elegir a los ganadores. El objetivo de los
premios es asegurar que las empresas desplieguen un proceso enfocado a
la calidad que les permita continuar mejorando mucho despus de haber
obtenido el galardn.
En nuestro pas, y particularmente en la industria automotriz, podemos
destacar al sector de autopartes del Grupo Desc, cuando su Presidente
Ejecutivo, el Sr. Fernando Senderos Mestre en su afn por mejorar la
competitividad y rentabilidad de los negocios y por ende del Grupo, y
buscando incorporar este esfuerzo a las reas operativas y administrativas,
as como fomentar el espritu de colaboracin entre negocios y adoptando un
lenguaje comn en Calidad Total, el 26 de Noviembre de 1991 durante el
136
foro Desc, hace el lanzamiento del Premio Inter-desc de Calidad, tomando
como base los criterios del Premio Nacional de Calidad.
El modelo del premio Inter-desc es un conjunto de 8 factores que contienen
23 temas interrelacionados y orientados a resultados. Los temas estn
compuestos por criterios que implican un amplio rango de acciones posibles
para la obtencin de dichos resultados. El modelo a travs de sus criterios
induce al diseo e implantacin de sistemas y procesos congruentes con una
filosofa de calidad y deben ser vistos en tres dimensiones; enfoque,
despliegue y resultados, sin olvidar por supuesto la mejora continua. El xito
de ste modelo ha sido tal que ha permitido que cuatro empresas del Grupo
Desc hayan sido acreedoras al Premio Nacional de Calidad durante cuatro
aos consecutivos, las empresas ganadoras son; Engranes Cnicos (ENCO)
del sector de Autopartes en 1994, Velcn (Autopartes) en 1995, Industrias
Negromex (INSA) en 1996 y Negro de Humo (NHUMO) en 1997, asimismo,
en los ltimos aos ha colocado a varias empresas en las finales del
mencionado premio
41
.
Tomando como base los criterios anteriores, en el presente trabajo se
considera un modelo de mejora continua utilizando la metodologa Seis
Sigma y por tanto se disea un modelo particular para los proveedores de la
Industria Automotriz Nacional.
41
Desc. (2000). Gua Inter-desc Modelo de Administracin por Calidad. Desc. Mxico.
137
5.2 Modelo de Mejora Continua Utilizando la Metodologa Seis Sigma
(6 ) como una Estrategia de Negocio para los Proveedores de la
Industria Automotriz Nacional.
Finalmente y considerando como objeto de estudio a los proveedores de la
Industria Automotriz Nacional, y como resultado de la presente investigacin,
en la figura No. 18, se muestran los elementos del modelo de mejora
continua que propone el investigador, y a continuacin se explican en qu
consiste cada uno de los elementos que componen el modelo, permitiendo
de esta manera, cumplir con el Objetivo General que fue el Proponer un
modelo de mejora continua utilizando la metodologa Seis Sigma (6 ) como
una estrategia de negocio para los Proveedores de la Industria Automotriz
Nacional y cumpliendo tambin con cada uno de los Objetivos Especficos
as como obteniendo una respuesta para cada una de las Preguntas
planteadas en la presente investigacin.
138
Fuente: Elaboracin propia, Vicente Carreola Marcial
Figura No. 18 Modelo de mejora continua utilizando la
metodologa Seis Sigma (6 ) como una
estrategia de negocio para los proveedores
de la Industria Automotriz Nacional.
Rentabilidad
LIDERAZGO
Compromiso de la Direccin
ESTRATEGIAS
Proceso DMAMC
Equipo de trabajo
Capacitacin
139
LIDERAZGO
En Seis Sigma al igual que cualquier iniciativa hacia la calidad, su xito
radica en el estilo de liderazgo aplicado por la mxima autoridad de la
organizacin. Algunos Directores o Gerentes Generales, se han enfocado a
poner en prctica el estar sobre la cabeza de la competencia en la lucha por
las ventas, las utilidades, los recursos, los proveedores de materiales, y
sobre cualquier cosa lograr la preferencia de los clientes, sin embargo para
que esta estrategia sea exitosa depende mucho del liderazgo y el
compromiso, los cuales deben iniciar desde la parte ms alta de la
organizacin. Este liderazgo comienza con la visin del Director o Gerente
General, capitalizando las oportunidades de mercado, y continua a travs de
la adopcin de una estrategia que brinde a la organizacin una ventaja
competitiva. La metodologa Seis Sigma permite a la Direccin de la
organizacin ver resultados tangibles del negocio ya que en ella, las finanzas
se ven fortalecidas con los ahorros econmicos provenientes de las acciones
de mejora de los proyectos Seis Sigma. Sin embargo, para que el modelo
propuesto funcione se requiere un liderazgo comprometido de la mxima
autoridad de la organizacin, y juntos el liderazgo y el compromiso
incondicional de la Direccin darn como resultado el xito en la
implementacin del modelo propuesto.
140
Compromiso de la Direccin
El compromiso de la Direccin o la falta de l frecuentemente es citado como
la razn por la cual las iniciativas para la calidad fallan, y el Seis Sigma no es
la excepcin, se requiere un compromiso serio y obsesivo por la
metodologa, ya que su xito depende mucho del apoyo y compromiso
incondicional de la mxima autoridad del negocio, en el sentido de que la
Direccin juega un papel muy importante para monitorear los factores
internos y externos que afectan al negocio, definir las estrategias, establecer
prioridades y metas de mejora, proveer y alinear los recursos, dirigir el
cambio, comunicar el plan para el xito de la organizacin y promover el
desarrollo de la gente como una forma de contribuir a mejorar la rentabilidad
del negocio.
PRIORIDADES
Una de las claves del xito de Seis Sigma, es el enfoque selectivo basado en
la determinacin de prioridades, stas deben estar ligadas a la satisfaccin
del cliente y a la rentabilidad del negocio, deben ser promovidas desde el
nivel directivo ms alto de la organizacin, ya que estas prioridades se van a
convertir en proyectos Seis Sigma; partiendo de estas premisas, la
organizacin debe identificar cules son los problemas crnicos del negocio
141
y orientar sus esfuerzos para buscar su solucin empleando para ello la
metodologa Seis Sigma, por lo que en el presente trabajo, sin pretender
limitar a las organizaciones se propone como prioridades el llevar a cabo
proyectos Seis Sigma en aquellos puntos donde la organizacin est
generando altos costos debidos a la mala calidad o bien en aquellos que
sean estratgicos para el negocio. Para ello se deben tener claramente
definidos los objetivos del negocio, tener un enfoque al cliente y trabajar en
un proceso de mejora continua.
Objetivos del Negocio
La planeacin estratgica y los sistemas para la calidad, proporcionan un
marco de referencia para el establecimiento de los objetivos del negocio. La
mxima autoridad de la organizacin deber definir y medir los objetivos del
negocio con la finalidad de lograr la mejora de su desempeo, stos
objetivos deben fijarse en todos los niveles de la empresa y deberan
poderse medir para facilitar la vigilancia de su cumplimiento.
Generalmente los objetivos del negocio estn orientados en dos direcciones;
la primera para eliminar o reducir problemas y la segunda para lograr o
mantener mejoras, y siendo stas algunas de las caractersticas de la
metodologa Seis Sigma, es necesario que la alta Direccin de la
142
organizacin establezca como un objetivo del negocio la implementacin de
un modelo de mejora continua (6 ) utilizando la metodologa Seis Sigma
como una estrategia de negocio para los proveedores de la Industria
Automotriz Nacional. Por tratarse de un objetivo del negocio, se hace
necesario que la implementacin del modelo propuesto, sea comunicado a
travs de toda la organizacin, de tal manera que todo el personal pueda
entenderlo y contribuya a su xito.
Enfoque al cliente
El xito de las organizaciones depende de sus clientes, y por tanto se
deberan comprender sus necesidades actuales y futuras, satisfacer sus
requisitos y exceder sus expectativas. Para lograrlo se hace necesario que
las organizaciones identifiquen quines son sus clientes y cules son sus
requisitos para la calidad, comnmente denominados CTQs por el Seis
Sigma. Sin embargo, es importante aclarar que las organizaciones tienen
tanto clientes internos como clientes externos, cada uno con sus
necesidades y requisitos particulares, por lo que se hace necesario que
todos los esfuerzos estn enfocados hacia el cliente. Bajo este esquema, y
para efectos de la investigacin, el enfoque a cliente debera considerar
como clientes a:
143
Los usuarios del producto
Los clientes internos
Los accionistas
Los proveedores
El enfoque al cliente para los usuarios del producto debe estar orientado a
trabajar en proyectos Seis Sigma que permitan cumplir con sus requisitos de
la calidad o CTQs.
Con respecto a los clientes internos, los proyectos Seis Sigma se deben
enfocar a la reduccin de la variacin de los procesos.
Para los accionistas, se deben tener proyectos Seis Sigma cuyo resultado se
vea reflejado en los resultados financieros para el negocio.
Finalmente para los proveedores, en los proyectos Seis Sigma se deberan
considerar los beneficios potenciales de establecer alianzas de negocios, a
fin de crear un valor agregado para ambas partes.
144
Mejora continua
En esencia, la mejora continua debera ser un objetivo estratgico de las
organizaciones para lograr incrementar su desempeo y beneficiar a sus
clientes tanto internos como externos. Hay dos vas fundamentales para
llevar a cabo la mejora continua de los procesos:
1. Proyectos de avance significativo, los cuales conducen a la revisin y
mejora de los procesos existentes, o a la implementacin de procesos
nuevos, se llevan a cabo habitualmente por equipos compuestos por
representantes de diversas reas ms all de las operaciones rutinarias.
2. Actividades de mejora continua escalonada realizadas por el personal en
procesos ya existentes.
Los proyectos de avance significativo habitualmente conllevan a la
posibilidad de un rediseo de los procesos, mismos que debern incluir:
La definicin de objetivos y perfil del proyecto de mejora
El anlisis del proceso y la realizacin de oportunidades para el cambio
La definicin y planificacin de la mejora de procesos
La implementacin de la mejora
La verificacin, validacin y evaluacin de la mejora de procesos
145
Todos stos elementos son muy similares a los requeridos en las etapas de
los proyectos de mejora continua que se emplean en la metodologa Seis
Sigma, lo cual confirma que el modelo de mejora continua propuesto podr
ser de gran utilidad como una estrategia de negocio para los proveedores de
la Industria Automotriz Nacional.
Los proyectos de avance significativo deberan conducirse de manera eficaz
y eficiente utilizando mtodos de administracin de proyectos. Despus de la
finalizacin del cambio, el plan de proceso nuevo debera ser la base para
continuar con la administracin del proceso.
La mejora continua por cualquiera de los mtodos identificados tiene una
gran similitud con el proceso DMAMC, ya que se deben identificar los
problemas, seleccionar las reas para la mejora, as como la justificacin
para trabajar en ellas, posteriormente se analizan las causas raz de los
problemas, se corrigen y se toman medidas que permitan prevenir su
repeticin. La mejora continua en general y el adecuado funcionamiento del
modelo propuesto requiere de una retroalimentacin constante. Esto
permitir la verificacin del cumplimiento de las metas de la organizacin y
en caso contrario tomar las medidas necesarias para retomar el rumbo. De
sta manera se induce a los proveedores de la Industria Automotriz Nacional
a ser preventivos en lugar de reactivos bajo un enfoque de mejora continua.
146
Con el fin de facilitar la participacin activa y la toma de conciencia del
personal en las actividades de mejora continua, la Direccin de la
organizacin debera definir una estrategia para trabajar con el modelo de
mejora continua basado en la metodologa Seis Sigma.
ESTRATEGIAS
El xito que han tenido las iniciativas de calidad radica en la estrategia que
se utilice para su implementacin, y la metodologa Seis Sigma no es la
excepcin, por lo que en el modelo de mejora continua utilizando la
metodologa Seis Sigma (6 ) como una estrategia de negocio para los
proveedores de la Industria Automotriz Nacional, es necesario establecer
como estrategias, la aplicacin del proceso DMAMC, la formacin de equipos
de trabajo y la capacitacin en Seis Sigma.
Proceso DMAMC
El proceso DMAMC, de mejora continua consta de cinco etapas, las cuales
se vuelven a iniciar al concluir generando un ciclo de mejora continua. En la
etapa de Definir se deben establecer las metas y oportunidades de mejora,
en la etapa de Medir se debe calcular el nivel de desempeo actual del
proceso, esto permite establecer la base para iniciar el proceso de mejora,
147
en la etapa de Analizar se aplican las herramientas estadsticas para reducir
la diferencia entre las metas y el desempeo actual, en la etapa de Mejorar
se busca crear nuevos sistemas de trabajo a travs de proyectos y se validan
las mejoras, y finalmente en la etapa de Controlar se deben institucionalizar
las mejoras a travs de cambios en polticas de la organizacin y
procedimientos de trabajo.
Cada una de la etapas del proceso DMAMC demanda actividades diferentes
y se deben implementar en ese orden, paso a paso y una a la vez, esto
asegura el xito de la implementacin del modelo de mejora continua
propuesto utilizando la metodologa Seis Sigma (6 ) como una estrategia de
negocio para los proveedores de la Industria Automotriz Nacional.
Equipo de trabajo
El mundo esta cambiando a pasos acelerados, de eso no cabe duda, el
entorno es cada vez ms demandante, en las organizaciones se pide obtener
mejores resultados, productividad, calidad, innovacin. Las metas son; ms
utilidades, un crecimiento sostenido y competencia eficaz en una economa
globalizada.
148
Muchas organizaciones se han dado cuenta de que las personas
representan su ms importante recurso estratgico para enfrentar los
cambios y la competencia tanto nacional como internacional.
Un equipo de trabajo se puede definir como una entidad social altamente
organizada y orientada hacia la consecucin de una tarea comn. Lo
compone un nmero reducido de personas, que adoptan e intercambian
roles y funciones con flexibilidad, de acuerdo con un procedimiento, y
disponen de habilidades para manejar su proceso socioafectivo en un clima
de respeto y confianza. Tambin se puede definir como, un nmero pequeo
de personas con habilidades complementarias que estn comprometidas con
un objetivo comn, con tareas discutidas y acordadas, con indicadores de
desempeo, que adoptan e intercambian roles y funciones con flexibilidad y
con una propuesta por lo que se consideran mutuamente responsables
42
.
El equipo de trabajo a diferencia de un grupo, implica la integracin dinmica
de sus miembros encauzados en una tarea y el logro de objetivos y
satisfacciones personales abiertamente reconocidas, lo cual favorece una
autntica relacin interpersonal.
Basado en stas premisas, se puede decir que el trabajo en equipo es parte
fundamental en la aplicacin del modelo de mejora continua propuesto en el
42
Vzquez, O. (2003). De grupo a equipo. (pp. 19). Sn. Luis Potos, Mxico: MDC, S.A de C.V.
149
presente trabajo, y por tanto se hace necesaria la formacin de equipos de
trabajo como un requisito que permita asegurar el xito del modelo.
Los equipos de trabajo requeridos por el modelo de mejora continua basado
en la metodologa Seis Sigma, deben estar integrados por personas
cuidadosamente seleccionadas de tal forma que sus miembros cuenten con
un alto grado de compromiso, un espritu participativo y con ciertas
habilidades para el anlisis de los problemas. Un equipo verdaderamente
comprometido es la unidad de desempeo ms productiva de que dispone la
alta Direccin de la organizacin para implementar el modelo de mejora
continua propuesto.
Ahora bien, el modelo de mejora propuesto no demanda una cantidad
especifica de equipos de trabajo, sin embargo es importante asignar un
equipo de trabajo para cada proyecto Seis Sigma. Se debe tambin
considerar a personas que previamente hayan sido capacitadas en la
metodologa Seis Sigma, como por ejemplo; Champion, Master Black Belt,
Black Belt, Green Belt o Yellow Belt, sta seleccin esta determinada por los
nuevos roles y funciones de cada integrante del equipo, al hacerlo de esta
forma, se puede asegurar el buen trabajo del equipo y se espera el xito en
la implementacin del modelo de mejora continua propuesto, y como
resultado de ello, la alta Direccin de las organizaciones proveedoras de la
150
Industria Automotriz Nacional podr visualizar ms claramente los beneficios
econmicos que proporciona el modelo.
Capacitacin
En Seis Sigma, la capacitacin constituye un requerimiento fundamental y
corresponde a cada organizacin el definir a cuanta gente debe capacitar
para implementar Seis Sigma. Ahora bien no se debe perder de vista que
sta iniciativa demanda personal capacitado en las nuevas funciones y roles,
pero no se trata de capacitar por capacitar o capacitar a cualquier persona,
en esencia Seis Sigma requiere que se tenga especial atencin al elegir a las
personas que integraran los equipos de trabajo. Por lo general, cada rol
requiere de un conjunto de habilidades, destrezas y experiencias adecuadas
al tipo de actividad y responsabilidad a manejar. Por lo tanto para la
implementacin del modelo de mejora continua propuesto se requiere
capacitar a la Alta Gerencia y sus ejecutivos como Champions, a los
Gerentes o Jefes como Master Black Belts, Ingenieros, tcnicos o personal
con cinco o ms aos de experiencia como Black Belts, y finalmente,
personal tcnico o de soporte del rea donde se encuentre el proyecto de
mejora debe capacitarse como Green Belts o Yellow Belts.
151
BENEFICIOS
La metodologa Seis Sigma esta enfocada a proporcionar beneficios
econmicos para la organizacin que decide adoptarla, en el modelo de
mejora continua propuesto para los proveedores de la Industria Automotriz
Nacional, estos benficos se vern reflejados en la reduccin de sus costos,
la satisfaccin del cliente, la competitividad de la organizacin y en la
rentabilidad del negocio.
Reduccin de costos
Uno de los principales enfoques de Seis Sigma es la reduccin de costos, es
por esta razn que los proyectos Seis Sigma que se realicen empleando el
modelo propuesto, deben estar direccionados en temas o reas cuyos
resultados se reflejen en ganancias econmicas para la organizacin, estos
temas sin que sean limitados pueden ser; reduccin de desechos, reduccin
de retrabajos, reduccin costos asociados con la atencin a las
reclamaciones de los clientes o la reduccin de costos por actividades que
no agregan valor.
152
Satisfaccin del cliente
La satisfaccin del cliente no debe limitarse a cumplir con los requisitos del
producto, los proyectos de mejora Seis Sigma deben ir ms all, por ejemplo,
reducir los tiempos de entrega, servicio tcnico al cliente, cumplir con sus
requerimientos especficos, en otras palabras es darle al cliente ese extra
que la competencia no le esta ofreciendo.
La metodologa Seis Sigma ha sido considerada como una nueva forma de
administrar negocios, y en esencia su enfoque esta orientado hacia la
reduccin de costos, mejorar los resultados financieros del negocio, buscar
incrementar la satisfaccin del cliente a travs de determinar y cumplir con
los requisitos que son crticos para el cliente, y como resultado final de esta
estrategia se busca la competitividad y rentabilidad de la organizacin.
Competitividad
La competitividad es un termino muy amplio, sin embargo, el enfoque que se
pretende tener con el modelo de mejora continua propuesto, es buscar que
las organizaciones proveedoras de la Industria Automotriz Nacional sean
competitivas, esto se podr lograr al aplicar el modelo, buscando que los
proyectos Seis Sigma estn orientados hacia la reduccin de costos, y cuyos
153
resultados del proyecto sean mostrados financieramente, es decir en dinero
que se vaya directamente a la utilidad del negocio. Asimismo el modelo
pretende ayudar a las organizaciones a buscar la satisfaccin total de sus
clientes, al cumplir con las caractersticas de la calidad que son crticas para
el cliente (CTQs), adicionando un valor agregado que pueda ser percibido
por el cliente.
Al tener inmersos los aspectos financieros y la satisfaccin del cliente en el
modelo de mejora continua utilizando la metodologa Seis Sigma se puede
tener una organizacin competitiva con una rentabilidad satisfactoria que le
permita sobresalir en el mercado en el que participa.
RENTABILIDAD
En un sentido general se denomina rentabilidad a la medida del rendimiento
que en un determinado periodo de tiempo producen los capitales utilizados
en el mismo. La rentabilidad se aplica a toda accin econmica en la que se
movilizan los recursos, tanto materiales, humanos y financieros con el fin de
obtener resultados.
Partiendo del hecho de que la implementacin del modelo de mejora
continua propuesto traer consigo ahorros econmicos a travs de la
reduccin de los costos cuyo impacto se vera reflejado en el estado de
154
resultados del negocio, se considera que su implementacin traer consigo
grandes beneficios financieros que colaboren a mejorar la rentabilidad de las
empresas proveedoras de la Industria Automotriz Nacional.
CULTURA ORGANIZACIONAL
La cultura organizacional, es el resultado o efecto de cultivar los
conocimientos humanos, tambin se ha definido como el conjunto de esos
conocimientos en un hombre, en un pas, o en un grupo de personas.
Partiendo de sta definicin, se considera a la cultura como un medio que
permite moldear las conductas de los individuos hacia la consecucin de un
objetivo o fin comn, compartiendo el mismo lenguaje, tecnologa y
conocimiento de las mismas polticas.
Si se habla de organizaciones, antes se les consideraba como una forma
racional de coordinar y controlar a un grupo de personas, sin embargo, son
algo ms, tienen una personalidad propia, pueden ser rgidas o flexibles,
amables o desagradables, innovadoras o conservadoras. El concepto de
cultura organizacional se refiere a un sistema de significados compartidos por
una gran parte de los miembros de una organizacin y que distingue a una
de otra. Ahora bien, para poder desarrollar una cultura organizacional en
empresas que deseen implementar el modelo propuesto existen varias
155
alternativas, sin embargo para efectos de la investigacin se ha considerado
que una cultura organizacional para Seis Sigma requiere:
1.- Liderazgo participativo: Crear y promover un liderazgo participativo y
con alto sentido de compromiso desde la parte ms alta de la organizacin,
es decir desde el nivel directivo con la mxima autoridad de la empresa.
2.- Orientacin al cliente: Donde todos los recursos y el personal de la
organizacin dirijan sus esfuerzos a la satisfaccin de las necesidades del
cliente, tanto interno como externo, es decir aquellas caractersticas que son
crticas para la calidad (CTQs) y que fueron definidas por el cliente.
3.- Enfasis en el trabajo en equipo: En donde todas las actividades en la
organizacin se desarrollen en torno a grupos y no a personas, y por ello es
necesario la creacin de equipos de trabajo con nuevas funciones y roles
para el desarrollo de los proyectos Seis Sigma.
4.- Definir un lenguaje comn: Para poder implementar la metodologa Seis
Sigma, todo el personal de la organizacin debe manejar un slo lenguaje,
es decir un lenguaje comn en los trminos empleados en Seis Sigma.
156
Conclusiones
La aplicacin consistente y continua de los sistemas y herramientas de la
calidad han llevado y mantenido a la Industria Automotriz en el liderazgo de
los sistemas de calidad, cuyas tcnicas tienen valiosa aplicacin en otras
industrias. Uno de los principios fundamentales de esta industria es su
enfoque hacia la mejora continua y la disminucin de la variabilidad de sus
procesos con la finalidad de alcanzar los mejores niveles de desempeo a
costos competitivos.
En el XVI Congreso Latinoamericano de Calidad
43
, organizado por el Instituto
Mexicano de Control de Calidad A.C., el Dr. Ezequiel Eduardo Ruiz Muoz
de Ford de Mxico present el tema Despliegue de 6 Sigma en Ford de
Mxico a travs del cual comparti el mensaje de que Seis Sigma si
funciona en Mxico, tanto en plantas de ensamble como en reas
administrativas o staff, con Mexicanos, bajo nuestras condiciones de
mercado, es decir, con los volmenes de produccin para consumo local, en
idioma espaol, sin recursos adicionales y con xito. Coment como Ford de
Mxico lanz Seis Sigma en el ao 2000 con la intencin de adoptarla como
herramienta estratgica para incrementar la satisfaccin del cliente,
reduciendo la variabilidad y los desperdicios.
43
IMECCA , AC. (2004). Industria Automotriz. Sistemas de Calidad, (edicin No. 80), p. 9
157
Enfatiz que el Director de despliegue es clave para el xito de Seis Sigma,
ya que es la mano derecha del Director General en cuestiones de Seis
Sigma, desarrolla el diseo y administracin consistentes con la estrategia
corporativa, elimina barreras, hace que sucedan las cosas, concurre en la
seleccin de proyectos con una revisin peridica de los mismos y asegura
que los Champions apoyen el progreso de los Black Belts.
Igualmente explico que el rol principal del Champion es garantizar que Seis
Sigma forme parte de las estrategias de la organizacin y sus
responsabilidades son las de asegurar que los proyectos contribuyan a la
satisfaccin del cliente, reporten beneficios financieros como la reduccin de
los costos, revisar regularmente el avance de los proyectos, asistir a las
revisiones de los proyectos con los Black Belts y los dueos de los procesos,
mientras que los Master Black Belts tienen como rol clave maximizar el uso
de Seis Sigma y sus responsabilidades son brindar asesora tcnica y
asistencia a los Champions y Black Belts en la seleccin y alcance de los
proyectos, desarrollar mediciones, ayudar a la Direccin a identificar las
caractersticas criticas para la calidad (CTQs) que son requisitos del cliente,
revisar y establecer enlaces con otras organizaciones para fomentar la
adopcin de las mejores prcticas.
Hizo nfasis en la importancia de tomar en cuenta el potencial, habilidades
de liderazgo y fuerte enfoque a resultados al seleccionar a los Black Belts,
158
as como elegir los proyectos considerando las reas o procesos conocidos
por ellos. En cuanto a los Black Belts, su rol clave es liderear mejoras de
procesos utilizando Seis Sigma y sus responsabilidades son las de implantar
al menos dos proyectos por ao orientados a mejorar la satisfaccin del
cliente, reducir costos, reducir los DPMOs, ensear las estrategias y
herramientas de Seis Sigma y promover las mejores prcticas al compartir su
progreso con otras reas de la organizacin. Mencion los criterios para la
seleccin de los Black Belts, as como de los proyectos al igual que los
requisitos para la certificacin de los Black Belts y de los Master Black Belts.
Concluy afirmando que la evidencia de que Seis Sigma si funciona es que
Ford de Mxico ha logrado ahorros considerables y ha mejorado en todos los
procesos en que lo han aplicado.
Ahora bien, considerando que la mejora continua debera ser un objetivo
estratgico de las organizaciones que buscan mejorar en calidad y ser
competitivas, especialmente los proveedores de la Industria Automotriz
Nacional, donde existen proveedores grandes y pequeos, algunos de los
cuales no cuentan con planes especficos que les permitan ser competitivos,
y por tanto son susceptibles de fallar al cumplir con los requerimientos de sus
clientes, quienes cada da son ms demandantes.
159
Por esta razn, en la presente investigacin se plante como Objetivo
General; proponer un modelo de mejora continua basado en la metodologa
Seis Sigma (6 ) como una estrategia de negocio para los proveedores de la
Industria Automotriz Nacional. Para poder dar cumplimiento a este objetivo
general, el modelo propuesto est integrado por los elementos ms
importantes de la metodologa Seis Sigma, los cuales estn relacionados con
los Objetivos Especficos y las Preguntas de la investigacin.
El primer elemento del modelo propuesto considera al Liderazgo como un
factor determinante para el xito de la metodologa. En este sentido se hace
indispensable un liderazgo participativo por parte de la Alta Direccin de la
organizacin, quien debe dirigir sus esfuerzos y proporcionar los recursos
necesarios para la implementacin del modelo.
El segundo elemento del modelo propuesto, son las Prioridades del
negocio. Por lo cual la Alta Direccin debe definir y desplegar los Objetivos
del negocio, entre los cuales se debe destacar la implementacin del modelo
de mejora continua propuesto, asimismo debe fomentar un Enfoque al
Cliente de tal manera que se puedan satisfacer sus necesidades y
expectativas. Por otra parte, un enfoque de mejora continua debe ser
diseminado a lo largo de toda la organizacin.
160
El tercer elemento del modelo propuesto son las Estrategias que se deben
tomar en cuenta para la implementacin del modelo, destacando la
aplicacin del proceso DMAMC, descrito en el captulo 3 de ste trabajo, la
formacin de Equipos de trabajo, quienes realizaran los proyectos de mejora
continua, adems de la Capacitacin que requieren tomar los integrantes de
los equipos de mejora.
El cuarto elemento del modelo son los Beneficios que se espera tener con la
implementacin del modelo de mejora continua basado en la metodologa
Seis Sigma, stos beneficios se ven reflejados en la reduccin de costos, el
incremento de la satisfaccin del cliente, especficamente los de la Industria
Automotriz Nacional, la cual fue objeto de estudio de la investigacin, y como
resultado de ello se busca tener empresas sanas que sean rentables y
competitivas en el mercado en el que participan.
La integracin de los cuatro elementos del modelo; Liderazgo, Prioridades,
Estrategias y Beneficios contribuirn de manera significativa a buscar la
Rentabilidad del negocio de las organizaciones proveedoras de la Industria
Automotriz Nacional.
Finalmente, se requiere que los elementos del modelo propuesto sean
soportados por una Cultura Organizacional que promueva la mejora
continua con una orientacin hacia el cliente, por lo que se hace necesario
161
que la Direccin fomente una cultura de calidad basada en la metodologa
Seis Sigma.
Una aplicacin adecuada de estos elementos puede garantizar el xito del
modelo de mejora continua propuesto y permitir asegurar el cumplimiento
de los objetivos especficos.
El primer objetivo especifico busca identificar la estructura organizacional
para realizar proyectos de Seis Sigma, por lo que es necesario que los
proveedores de la Industria Automotriz Nacional, elijan a su mejor gente y los
promuevan como agentes de cambio bajo el enfoque de Seis Sigma, sin
olvidar claro que deben buscar en todos los niveles de la organizacin y no
slo en el personal con mando.
Para cumplir con el segundo objetivo especfico, se realiz una propuesta de
las nuevas funciones y roles para cada uno de los integrantes de la
estructura organizacional establecida para implementar el modelo propuesto.
Al contar con una estructura organizacional definida y asignar las nuevas
funciones y roles del personal que trabajar con el modelo propuesto, es
necesario cumplir con el tercer objetivo especfico que esta relacionado con
los conocimientos y la capacitacin necesarios que deben tener los
miembros de los equipos de trabajo. En este sentido y tomando como base
162
las habilidades y destrezas del personal, se debe proporcionar la
capacitacin en los nuevos puestos, ya sea Champion, Master Black Belt,
Black Belt, Green Belt o Yellow Belt segn hayan sido asignados los
puestos.
Al revisar cmo sern cubiertos los primeros objetivos especficos de la
investigacin y buscar sus integracin como un todo, se est en condiciones
de cumplir con el cuarto y ultimo objetivo especfico de la investigacin el
cual esta relacionado con la identificacin de los elementos que debe
contener un modelo Seis Sigma para su implementacin por los proveedores
de la Industria Automotriz Nacional. En este sentido se ha desarrollado un
modelo que considera al Liderazgo, las Prioridades del negocio, las
Estrategias, as como los Beneficios que se espera al tener un modelo de
mejora continua basado en la metodologa Seis Sigma. La integracin de
estos elementos traer consigo la Rentabilidad del negocio.
De acuerdo con esto, se ha demostrado que tanto el Objetivo General, como
los Objetivos Especficos de la investigacin se han cubierto en su totalidad,
asimismo se ha encontrado respuesta para cada una de las Preguntas
planteadas en la investigacin.
163
Por esta razn, en la investigacin se concluye que la Metodologa Seis
Sigma es la herramienta que permitir a los proveedores de la Industria
Automotriz Nacional cumplir con los requerimientos y expectativas de sus
clientes y que el modelo de mejora continua propuesto contiene los
elementos necesarios para su implementacin y podr ser usado como una
estrategia de negocio para dichos proveedores.
Adicionalmente se concluye que el modelo propuesto puede ser aplicado por
otro tipo de organizaciones que no necesariamente formen parte del sector
de autopartes de Mxico.
164
Recomendaciones
Finalmente, y tomando como base los resultados obtenidos en la
investigacin y la experiencia del investigador en el diseo e implantacin de
modelos de calidad en las organizaciones de la industria automotriz donde
ha laborado, se ha permitido hacer las siguientes recomendaciones para
aquellas organizaciones proveedoras de la Industria Automotriz Nacional que
deseen adoptar un modelo de mejora continua basado en la metodologa
Seis Sigma como una estrategia para el negocio.
1.- Es imprescindible que la Direccin de la organizacin demuestre un alto
grado de involucramiento, asigne los recursos necesarios y desarrolle un
liderazgo participativo para la puesta en marcha del modelo de mejora
continua basado en la metodologa Seis Sigma, sin su apoyo
incondicional se ver frustrado cualquier intento para su implantacin.
2.- Los proyectos de mejora continua seleccionados debern enfocarse en
las caractersticas crticas para la calidad (CTQs) que son percibidas por
el cliente, con el fin de cumplir con sus requisitos y superar sus
expectativas, as como en aquellos puntos donde se tengan altos costos
de pobre calidad y que representen un alto valor estratgico para el
negocio.
165
3.- Identificar en todos los niveles de la organizacin a los mejores elementos
para poder integrar los equipos de trabajo, quienes servirn como
agentes de cambio y desarrollarn los proyectos de mejora continua a
travs de la metodologa Seis Sigma.
4.- Una vez que se han identificado a los integrantes de los equipos de
trabajo se debe preparar un plan de capacitacin en Seis Sigma. La
capacitacin para cada uno de ellos depender del rol o funcin que
jugara con el equipo.
5.- La mejora continua a travs de la metodologa Seis Sigma debe ser uno
de los objetivos estratgicos del negocio.
6.- Los proyectos de Seis Sigma debern buscar como resultado los
beneficios financieros, representados por ahorros monetarios para la
organizacin.
7.- Para facilitar el anlisis de la informacin, se recomienda el uso del
Software Minitab, l cual permitir a los equipos ahorrar tiempo en el uso
de las herramientas para la calidad que empleen en sus proyectos.
166
Anexo A
Herramientas para Seis Sigma
El secreto del xito del Seis Sigma en su aplicacin prctica radica en saber
utilizar cada una de las herramientas. Dentro del arsenal de herramientas
utilizadas para soportar la Metodologa Seis Sigma, se encuentran casi todas
las conocidas en el mundo de la Calidad. Los lineamientos para seleccionar y
manejar las herramientas estadsticas son tan importantes como ellas entre
s. Los modelos de trabajo de Seis Sigma en las organizaciones exitosas
enlazan determinadas herramientas para su uso en cada etapa del proceso
DMAMC, lo que permite a los equipos de los proyectos de mejora Definir los
problemas y las situaciones a mejorar, Medir para obtener la informacin y
los datos, Analizar la informacin recolectada, Incorporar y emprender
mejoras a los procesos, y finalmente, Controlar los procesos o productos
existentes, lo que a su vez genera un ciclo de mejora.
Para efectos de la investigacin, a continuacin se describe brevemente en
que consisten algunas de las herramientas que soportan la implementacin
de la Metodologa Seis Sigma, y para mayor informacin de cada una de la
herramientas aqu mencionadas se recomienda consultar la informacin
escrita en diferentes medios, tales como libros de estadstica, control
estadstico del proceso, manuales de cursos de herramientas estadsticas,
notas de la formacin de Black Belt, entre otros.
167
Por conveniencia a la investigacin se han agrupado las herramientas en tres
grupos, las siete herramientas bsicas, las siete nuevas herramientas para la
calidad y otras herramientas para la calidad. Estas agrupaciones no son
nicas, y se pueden utilizar en varias etapas del Seis Sigma.
I Las siete herramientas bsicas
Las siete herramientas bsicas fueron propuestas por K. Ishikawa en su libro
Guide to Quality Control (Ishikawa, 1976) como una respuesta a la necesidad
de los Crculos de Calidad Japoneses de contar con procedimientos claros y
objetivos para el anlisis y solucin de problemas en programas de
mejoramiento continuo. Segn Ishikawa, con las siete herramientas bsicas
se puede resolver el 95 % de los problemas que presenta una organizacin,
sobre todo en el rea productiva. Estas herramientas son:
1.- Histograma
2.- Diagrama de Pareto
3.- Diagrama de Causa y Efecto (de pescado o de Ishikawa).
4.- Hojas de Verificacin
5.- Grficas de Control
6.- Diagramas de Dispersin
7.- Estratificacin
168
A continuacin se analizar en forma breve cada una de estas herramientas
con el fin de comprender la manera en que pueden ser utilizadas en la
implementacin de la Metodologa Seis Sigma
44
.
1.- Histograma
El Histograma es una grfica de la distribucin de frecuencias de un conjunto
de medidas o datos y consiste en una serie de rectngulos cuya altura
representa la frecuencia con la que se repite la variable a medir. Esta
herramienta es un tipo especial de grfica de barras que despliega la
variabilidad dentro de un proceso. En el Histograma se toman variables tales
como altura, peso, densidad, tiempo, temperatura o presin.
Los Histogramas muestran la frecuencia o numero de observaciones cuyo
valor cae dentro de un rango predeterminado. La forma que toma un
histograma proporciona pistas sobre la distribucin de probabilidad del
proceso donde se tom la muestra, por lo que se convierte en una
herramienta muy til de comunicacin visual.
44
Cant, H. (2001). Desarrollo de una Cultura de Calidad. (pp. 226 227) (2. Ed.). Mxico: McGraw
Hill.
169
Utilizacin del Histograma
El Histograma se emplea en la etapa de Anlisis en la Metodologa Seis
Sigma. Se utiliza cuando se requiere comprender mejor un sistema,
especialmente para realizar un seguimiento del desempeo actual de un
proceso, probar y evaluar las revisiones del proceso a mejorar o cuando se
necesita obtener una revisin rpida de la variabilidad que tiene un proceso.
Los equipos de mejora de Seis Sigma lo utilizan para evaluar la situacin
actual del proceso y para estudiar sus resultados. La forma del Histograma y
la informacin de estadsticas le ayuda al equipo a saber como mejorar el
proceso. Despus de que una accin por mejorar es tomada, el equipo
continua recopilando datos y realizando histogramas para ver si la teora ha
funcionado o no
45
.
Elaboracin de un Histograma
Para la elaboracin adecuada de un Histograma, es indispensable llevar a
cabo los pasos siguientes
46
:
Paso 1.- Recoleccin de datos: Obtener el conjunto de datos que se desea
representar mediante un Histograma. En un proceso se pueden obtener
45
Fundacin Latinoamericana para la Calidad (2000). Histograma de frecuencias [en lnea] Mxico.
Disponible en: htt//www.calidad.org/, [2003, 07 de Marzo].
46
Garca, N. y Galicia, R. (1986). Metrologa Geomtrica Dimensional. (pp. 144 - 147). Mxico D.F:
AGT Editor. S.A.
170
bsicamente cuatro tipos de datos, para el anlisis, para el control del
proceso, para el control de una variable del proceso y para dar disposicin de
aceptado o rechazado de un lote de produccin.
Paso 2.- Calcular el rango R: De la recopilacin de datos, identificar el dato
con el valor ms grande y el del valor ms pequeo y calcular el rango
mediante la siguiente expresin.
Paso 3.- Elegir el numero de clases: Clase es el grupo de datos que queda
comprendido entre dos lmites. Se debe elegir en cuantas clases (numero de
barras en el histograma) se van a agrupar los datos. Si hay demasiadas
clases, muchas de ellas tendrn solamente unos cuantos datos y la
distribucin mostrara bastante irregularidad. Si las clases son muy pocas, se
acumularan tantos datos en una sola clase por lo que se perdera mucha
informacin. Los nmeros de clase se pueden determinar dependiendo del
numero de datos como se indica a continuacin:
No. de Datos (N) Clases (K)
30 50 5 - 7
51 100 6 - 10
101 250 7 - 12
Ms de 250 10 - 20
R = Valor mximo Valor mnimo
171
Paso 4.- Calcular el intervalo de clase: Se calcula la extensin del
intervalo, para lo cual se emplea la relacin:
Donde: R = Rango (Paso 2)
K = No. Clases (Paso 3)
Paso 5.- Calcular los limites de clase: La frecuencia de clase es el numero
de datos que caen dentro de cada clase. Se deben calcular los limites inferior
y superior para cada una de las clases determinadas en el paso 3 iniciando
con el limite inferior de la primera clase y concluyendo con el limite superior
de la ltima clase.
Lmite inferior de la 1. clase = Valor mnimo de los datos (Paso 1)
Lmite superior de la 1. Clase = Valor mnimo de los datos + Intervalo de
clase (Paso 4).
Lmite inferior de la 2. Clase = Lmite superior de la 1. Clase
Lmite superior de la 2. Clase = Lmite inferior de la 2. clase + Intervalo de
clase (Paso 4).
Y as sucesivamente hasta terminar con la ltima clase.
Paso 6.- Construir tabla de frecuencias: En una tabla registrar los lmites
de clase y centros de clase, asignar una columna de conteo para registrar
R
I = ------
K
172
valores individuales que pertenezcan a cada clase, y en otra columna de
frecuencia el total de la columna de conteo.
Interpretacin de Histogramas
Existen varias posibles formas que pueden presentar los histogramas. Es
posible obtener informacin til sobre el estado de una poblacin mirando la
forma del histograma
47
. Las siguientes son formas, y se pueden usar como
indicios para analizar un proceso.
Distribucin Normal
El histograma de una muestra tomada de un
proceso aleatorio bien controlado (distribucin
normal), siempre ser de este tipo, si la muestra
viene de una poblacin grande o indeterminada.
De Serrucho
Esta forma se presenta cuando el numero de
unidades de informacin incluida en la clase varia
de una a otra cuando hay una tendencia particular
en la forma como se aproximan los datos.
47
Centro de Desarrollo Industrial, S.A de C.V., Grupo Spicer. (2000). Notas no publicadas del curso
Control Estadstico del Proceso, Mxico D.F. CEDEI.
173
Dos picos
Aqu se trata de datos de muestras de poblaciones
con distribucin normal.
Sesgada (positivo o negativo)
Presenta una forma asimtrica, el valor de la
media del histograma est localizado a la
izquierda o derecha del centro del rango. La
frecuencia disminuye de manera brusca pero
gradualmente hacia la izquierda o derecha.
Datos aislados
Esta forma en los histogramas se da debido a
errores en las mediciones o en la toma de la
muestra.
174
2.- Diagrama de Pareto
El nombre se tomo de Vilfredo Pareto (1848 1923), economista Italiano
quien en 1895 realiz estudios sobre la distribucin de la riqueza
48
, Pareto
observ que la gente en su sociedad se divida naturalmente entre los "pocos
de mucho" y los "muchos de poco". Observaba que el 20% de la gente tena
80% de poder poltico y la abundancia econmica, mientras que el otro 80%,
"las masas" comparta el 20% restante de la riqueza y tena poca influencia
poltica. (estos porcentajes son aproximaciones, no cifras rgidas).
No fue sino hasta principios de los aos 50, cuando el Dr. Joseph Juran lo
aplico al Control de la Calidad para visualizar el fenmeno de los pocos
vitales y los muchos triviales. El Dr. Juran descubri la evidencia para la
regla 80 - 20 en una gran variedad de situaciones. En general, el Principio de
Pareto dice que el 20% de cualquier cosa producir el 80% de los efectos,
mientras que el 80% restante slo cuenta para el 20% de los efectos, este
fenmeno parece existir sin excepcin en problemas relacionados con la
calidad. Algunas expresiones de la regla 80 - 20 son las siguientes:
El 20% de los clientes producen el 80% de las ventas
El 20% de los clientes causan el 80% de las quejas y problemas
48
Cant, H. (2001). Desarrollo de una Cultura de Calidad. (pp. 229) (2. Ed.). Mxico: McGraw Hill.
y Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del Curso
Control Estadstico del Proceso, Mxico D.F. CEDEI.
175
El 20% de los empleados producen el 80% del trabajo
El 20% de los productos producen el 80% de las utilidades
Obviamente, es conveniente identificar las caractersticas de ese 20% que
producen el 80% para concentrarse en ellos, mientras se busca eliminar el
20% que produce poco o que slo causa problemas.
Por lo tanto, el anlisis de Pareto es una herramienta que separa los Pocos
importantes de los Muchos triviales. Un diagrama de Pareto se utiliza para
separar grficamente los aspectos significativos de un problema desde los
triviales de manera que un equipo sepa hacia donde dirigir sus esfuerzos
para la mejora. Reducir los problemas ms significativos (las barras ms
largas en un diagrama de Pareto) servir ms para una mejora general que
reducir los ms pequeos. Con frecuencia, un aspecto tendr el 80% de los
problemas. En el resto de los casos, entre dos y tres aspectos sern
responsables por el 80% de los problemas.
En sntesis, un diagrama de Pareto es una grfica de barras verticales o
columnas en donde se clasifican los datos, colocndolos en un orden
descendente de izquierda a derecha. La nica excepcin es cuando se usa
una barra ms, donde se representan las condiciones de menor cuanta
acumuladas en una sola titulada otros y colocada al extremo, en ocasiones
se usa una lnea que representa la acumulacin de las barras.
176
Utilizacin del Diagrama de Pareto
El Diagrama de Pareto se emplea para identificar los problemas vitales y
decidir por cual empezar, siendo ms fcil reducir un problema grande a la
mitad, que uno pequeo a cero y el efecto de la mejora es mayor. Este
diagrama es el primer paso para solucionar problemas o realizar mejoras en
los procesos de produccin y en los procesos administrativos.
Con el Diagrama de Pareto no se resuelven los problemas, slo indica hacia
donde se deben canalizar los esfuerzos para resolverlos.
3.- Diagrama de Causa y Efecto
El diagrama de Causa y Efecto se desarrollo en Japn en 1943 por el
profesor Karou Ishikawa en la Universidad de Tokio
49
, mientras explicaba a
varios ingenieros en una planta de Kawasaki Stell works el hecho de que los
diversos factores que afectan un proceso pueden ser clasificados y
relacionados de cierta manera. El grado de variabilidad de parmetro en un
proceso es un aspecto que se debe controlar y tratar de reducir al mnimo
posible, pero esto no se podr lograr si no se identifican las causas que
ocasionan dicha variabilidad.
49
Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del Curso
Control Estadstico del Proceso, Mxico D.F. CEDEI.
177
La calidad que se desea controlar y mejorar esta representada por
caractersticas que pueden referirse a dureza, longitud, o porcentaje de
defectos, por lo que a este tipo de variables suele llamrseles caractersticas
crticas para la calidad o CTQs en tanto que a factores tales como
resistencia a la tensin en la materia prima, longitud del eje de una mquina,
o capacitacin al operador, son llamados factores causales.
Mientras que puede haber nicamente una o varias causas de un problema,
existen probablemente muchas causas potenciales o sub-causas que
podran aparecer en un diagrama de causa y efecto. Se recomienda agrupar
los factores causales en:
Mano de obra
Materia prima
Maquinaria y equipo
Mtodo de trabajo
Medio ambiente
Coincidentemente los cinco factores inician con la letra M, por lo cual el
diagrama tambin es conocido como Diagrama de las 5 Ms.
178
Algunas veces se denomina Diagrama de Ishikawa o Diagrama de Espina de
Pescado por su gran parecido con el esqueleto de un pescado. En la figura
No. 19, se muestra un Diagrama de Causa Efecto.
Figura No. 19 Diagrama de Causa y Efecto
Fuente: Elaboracin propia basado en Pyzdek, T. (2001). The Six Sigma Handbook. (pp. 282). USA:
McGraw Hill.
La descripcin de cada uno de los factores causales es muy variable, y a
continuacin se describe brevemente en que consiste cada una de ellas:
Mano de obra: Los operarios, inspectores y personal en general son parte
fundamental en cualquier proceso, su contribucin al problema pudiera estar
direccionada a su falta de capacitacin, falta de adiestramiento, bajo
autoestima o sin motivacin.
Efecto
(Problemas)
Mano de obra Materia prima Maquinaria y equipo
Mtodo de trabajo Medio ambiente
Sub-causa
Causa
179
Materia prima: Los materiales difieren en sus propiedades tanto fsicas
como qumicas aunque sea ligeramente, especialmente cuando se obtienen
de diferentes proveedores, a pesar de que cumplen con los limites
establecidos se tienen ligeras variaciones que son relevantes para la calidad
del producto.
Maquinaria y equipo: Aunque aparentemente las mquinas funcionan de la
misma manera, la dispersin puede surgir de diferencias en el ajuste o
debido al hecho de que algunas mquinas operan en su forma ptima solo
parte del tiempo que se utilizan.
Mtodo de trabajo: A pesar de que se puede estar siguiendo el mismo
mtodo de trabajo, existen pequeas diferencias que pudieran contribuir a la
variacin del proceso.
Medio ambiente: Las condiciones climatolgicas y ambientales como el aire,
el ruido, o el polvo juegan un papel muy importante en el control de los
procesos.
180
Utilizacin del Diagrama de Causa y Efecto
El Diagrama de Causa y Efecto se emplea en la etapa de Anlisis de la
Metodologa Seis Sigma. Se utiliza para identificar las posibles causas de un
problema especfico. La naturaleza del diagrama de causa y efecto permite
que los equipos de los proyectos de mejora organicen grandes cantidades de
informacin sobre el problema y determinen exactamente las posibles
causas. El Diagrama de Causa y Efecto se debe utilizar cuando se pueda
tener una respuesta afirmativa a las siguientes preguntas:
1.- Es necesario identificar las causas raz de un problema?
2.- Se tiene idea y/u opinin sobre las causas del problema?
El desarrollo de un Diagrama de Causa y Efecto, es por si misma una labor
educativa, en la cual se favorece el intercambio de tcnicas y experiencias
entre los miembros de los equipos de mejora, cada uno de los cuales ganara
nuevo conocimiento ya sea al realizar un diagrama o al estudiar uno
determinado. Este diagrama puede ser utilizado para el anlisis de cualquier
problema que se pretenda resolver a travs de la Metodologa Seis Sigma,
ya que sirve tanto para identificar los diversos factores que afectan un
resultado, como para clasificarlos y relacionarlos entre s.
181
El anlisis que supone la elaboracin del diagrama ayuda tambin a
determinar el tipo de datos a obtener con el fin de confirmar si los factores
seleccionados fueron realmente las causas del problema.
El Diagrama de Causa y Efecto tambin se puede emplear para prevenir
problemas, ya que proporciona una visin de conjunto, ya sea de los factores
de una determinada caracterstica de calidad, o bien, de las fases que
integran el proceso. Cuando se detectan causas potenciales de un problema
de calidad, stas pueden prevenirse si se adoptan controles apropiados.
4.- Hojas de Verificacin
Las Hojas de verificacin, tambin se conocen como Hojas de comprobacin
o de Chequeo, son un auxiliar en la recopilacin y anlisis de la informacin.
Bsicamente son un formato diseado de tal manera que permite que una
persona pueda levantar datos en una forma ordenada y de acuerdo al
estndar requerido en el anlisis que se est realizando. Las hojas de
verificacin se utilizan con frecuencia en el control estadstico del proceso
debido a que es necesario comprobar constantemente si se han recopilado
los datos solicitados o si se han efectuado determinadas operaciones
necesarias para asegurar la calidad del proceso y del producto
50
.
50
Cant, H. (2001). Desarrollo de una Cultura de Calidad. (pp. 231) (2. Ed.). Mxico: McGraw Hill.
182
Utilizacin de las Hojas de Verificacin
Las Hojas de Verificacin se emplean en la etapas de Definicin y de Anlisis
de la Metodologa Seis Sigma. Bsicamente se utilizan en los procesos
productivos para:
Verificar la distribucin de procesos de produccin
Registrar la ocurrencia de defectos
Verificar las causas de los defectos
Representar la ubicacin de los defectos en una pieza
Registrar la realizacin de una actividad en particular
La principal ventaja de la utilizacin de una hoja de verificacin es que facilita
tanto la localizacin como el anlisis de informacin, adems de que permite
visualizar desde un punto de vista claro y amplio la distribucin de un
proceso de produccin, con lo cual se pueden ubicar y verificar los defectos
en el mismo
51
.
51
Fundacin Latinoamericana para la Calidad (2000). Las hojas de verificacin [en lnea] Mxico.
Disponible en: http//www.calidad.org/, [2003, 09 de Marzo].
183
5.- Grficas de Control
Inicialmente se parte de una pregunta obligada Qu es una grfica?, se
puede definir como una representacin visual que muestra la relacin
existente entre variables. Ahora bien, una grfica de control es una
herramienta estadstica que ayuda a detectar la variabilidad de un proceso
de forma dinmica.
Las grficas de control permiten detectar anormalidades en los procesos de
produccin, con el objeto de investigarlas y eliminarlas para lograr un estado
de control en ellos
52
. Existen diferentes grficas de control en funcin de la
variable a observar y del proceso a controlar, este puede depender de una
variable o un atributo, para poder entender la diferencia entre una variable y
un atributo, a continuacin se describen sus definiciones:
Variable: Se utiliza cuando se registra el valor de la medida real de una
caracterstica crtica para la calidad (CTQ), como una dimensin expresada
en milsimas de pulgada, miligramos, milmetros o litros.
52
Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del Curso
Control Estadstico del Proceso, Mxico D.F. CEDEI.
184
Atributo: Cuando se aplican criterios Pasa - No pasa a ciertas condiciones
especficas, se dice que el control es llevado mediante atributos, como el
color de una tela, el tono de una pintura o el acabado de un producto.
Las grficas de control ms utilizadas para el control de los procesos,
especialmente procesos de manufactura son:
Grficas por variables
Muestran las caractersticas de calidad que son medibles y expresadas en
unidades mediante nmeros. Se utilizan fundamentalmente para el control de
procesos de manufactura, tpicamente son usadas para las caractersticas
ms importantes de un producto y para caractersticas bajo estudio de
mejoramiento de calidad. El ejemplo ms representativo de stas es la
grfica X
barra
R (Promedios y Rangos).
Grficas por atributos
Tratan las caractersticas de calidad que son observadas solamente porque
cumplan o no requerimientos especificados y se expresan como bueno o
malo, pasa o no pasa, conforme o no conforme. Se utilizan
fundamentalmente en inspecciones finales y en reas de recibo de
materiales. Los ejemplos ms representativos de stas grficas son:
185
Grficas P (fraccin defectiva de una muestra)
Grficas np (nmero de defectuosos por muestra)
Grficas c (nmero de defectos por pieza)
Grficas u (nmero promedio de defectos por pieza)
Utilizacin de una grfica
El propsito de una grfica es transmitir rpida y eficientemente informacin
importante en forma resumida para que pueda ayudar a:
Entender la informacin ms rpidamente
Adquirir mayor informacin para interpretar un mismo tipo de datos
Decidir soluciones y actuar sin negligencia
Elaboracin de Grficas de Control
Para realizar correctamente cada una de las grficas de control mencionadas
anteriormente se puede consultar cualquier libro de control estadstico del
proceso que contenga este tema. El investigador recomienda el uso del
Manual de Referencia de QS-9000:98, Statistical Process Control (SPC),
editado por la AIAG (Automotive Industry Action Group).
186
6.- Diagrama de Dispersin
El Diagrama de Dispersin es una representacin grfica que muestra la
relacin que existe entre dos variables, es decir, entre un par de datos; por
ejemplo, la relacin que existe entre la duracin de una herramienta y su uso.
Utilizacin de un Diagrama de Dispersin
El Diagrama de Dispersin se utiliza para analizar de una forma grfica la
posible relacin que existe entre una causa y un efecto, la relacin de una
causa y otra, la relacin entre una causa y dos causas o la relacin entre un
efecto y otro efecto. En estudios de mejoramiento de la calidad esta relacin
puede referirse a
53
:
Una caracterstica de calidad y un factor que incide sobre ella
Dos caractersticas de calidad relacionadas
Dos factores relacionados con una sola caracterstica
53
Centro de Calidad. (1990). Mdulo IV Herramientas bsicas II. Notas no publicadas del Programa
Ford-ITESM, Instituto Tecnolgico de Estudios Superiores de Monterrey, Monterrey, N.L. Mxico.
187
Interpretacin del Diagrama de Dispersin
Una vez que se ha construido el diagrama, el siguiente paso es leerlo o
interpretarlo y poder concluir si la relacin entre los dos datos es buena o no,
en otras palabras, determinar que tipo de relacin existe de acuerdo a la
dispersin de los puntos y que tipo de correlacin se tiene.
Para hacer lo anterior se puede tomar como referencia los tipos o patrones
ms comunes de diagramas de dispersin que existen y que son los
siguientes
54
:
Correlacin positiva
Un aumento de Y depende de los
aumentos de X. Si se controla X, Y
estar bajo control.
Posible correlacin positiva
Si aumenta X, Y aumentar en cierta
medida; pero Y parece responder a otras
causas adems de X.
54
Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del Curso
Control Estadstico del Proceso, Mxico D.F. CEDEI.
Y
X
Y
X
188
No hay correlacin
El diagrama no muestra indicios de
alguna correlacin.
Correlacin negativa
Una aumento de X causar una
disminucin de Y. Por lo tanto,
como en el caso 1, X puede ser
controlada en lugar de Y.
Posible correlacin negativa
Un aumento de X provocar una
tendencia a la disminucin de Y.
Y
X
Y
X
Y
X
189
7.- Estratificacin
La Estratificacin es un mtodo que permite hallar el origen de un problema
estudiando por separado cada uno de los componentes de un conjunto. A
veces, al analizar por separado las partes del problema, se observa que la
causa u origen est en un problema pequeo.
En la Estratificacin se clasifican los datos tales como defectivos, causas,
fenmenos, tipos de defectos (crticos, mayores, menores), en una serie de
grupos con caractersticas similares con el propsito de comprender mejor la
situacin y encontrar la causa mayor ms fcilmente, y as analizarla y
confirmar su efecto sobre las caractersticas de calidad a mejorar o problema
a resolver
55
.
Utilizacin de la Estratificacin
La estratificacin sirve para analizar la causa elegida en un diagrama causa y
efecto y confirmar o verificar sus efectos sobre la caracterstica de calidad a
mejorar o problema a resolver, utilizando datos discretos (conteos). Al
estratificar es fcil detectar cuales son las que ms interferencia tienen sobre
55
Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del Curso
Control Estadstico del Proceso, Mxico D.F. CEDEI.
190
la caracterstica de calidad o problema de estudio. La estratificacin tambin
puede usarse en histogramas, diagramas de dispersin o grficas de control.
II Las siete nuevas herramientas
Como parte de la funcin de calidad se pueden utilizar las siete nuevas
herramientas para mejorar los procesos de innovacin. Estas son sistemas y
mtodos de documentacin utilizados para lograr el xito en el diseo al
identificar objetivos y pasos intermedios con el mayor detalle. No reemplazan
a las herramientas bsicas, ni tampoco son ampliaciones de las mismas. Las
siete nuevas herramientas son:
Diagrama de Afinidad
Diagrama de Relaciones
Diagrama de Arbol
Diagrama Matricial
Matriz de Anlisis de Datos
Grfica de Programacin de Decisiones de Proceso
Diagrama de Flecha
191
1.- Diagrama de Afinidad
El Diagrama de Afinidad fue desarrollado en Japn por el Dr. Kawakita Jiro,
por lo que tambin es conocido como el mtodo KJ. El Diagrama de Afinidad,
es una herramienta administrativa que sirve para organizar grandes listados
de ideas en grupos. Suele ser la continuacin de una tormenta de ideas y
ayuda a sintetizar y evaluar ideas de acuerdo con criterios establecidos por
un equipo de trabajo. Al igual que la tormenta de ideas, el diagrama de
afinidad tiene diversas variaciones, el mtodo ms recomendable es que los
miembros del equipo permanezca en silencio y agrupe las ideas sin hablar
entre ellos
56
.
Utilizacin del Diagrama de Afinidad
Los diagramas de afinidad se utilizan cuando los miembros de los equipos de
mejora han concluido con la tormenta de ideas y no saben por donde
empezar, por lo que este diagrama les permite:
Estructurar mejor la naturaleza de un problema y sus causas
Poner orden a listados complejos de ideas
56
Cant, H. (2001). Desarrollo de una Cultura de Calidad. (2. Ed.) (245 247). Mxico: McGraw
Hill y Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del
Curso Control Estadstico del Proceso, Mxico D.F. CEDEI.
192
Identificar las relaciones no convencionales entre ideas
Generar soluciones innovadoras a problemas recurrentes
Conocer la opinin y pensamiento de otros miembros del equipo, lo que
lleva a generar consenso.
2.- Diagrama de Relaciones
El Diagrama de relaciones es una herramienta que ayuda a percibir la
relacin lgica que existe entre una serie de problemas, actividades o reas
encadenados como causas y efectos. Estas relaciones se simbolizan por
medio de flechas dirigidas de la causa al efecto, en donde los factores
crticos son aquellos que tienen ms flechas que salen o que entran en
ellos
57
.
Utilizacin de un Diagrama de Relaciones
Los diagramas de relaciones se utilizan cuando los miembros de un equipo
quieren llegar a un consenso para que las decisiones que se tomen sean
apoyadas ms fcilmente por las relaciones mostradas entre los factores.
57
Cantu, H. (2001). Desarrollo de una Cultura de Calidad. (2. Ed.) ((pp. 247 248). Mxico:McGraw
Hill y Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del
Curso Control Estadstico del Proceso, Mxico D.F. CEDEI.
193
Tambin son utilizados para analizar problemas cuando las causas muestran
interrelaciones complejas. Mientras que el diagrama de Ishikawa representa
las relaciones existentes entre un conjunto de causas y un efecto. En los
diagramas de relaciones existe la posibilidad de que se represente ms de
un efecto y de que una causa pueda ser al mismo tiempo efecto de otra
causa. Esto es, expresa libremente las relaciones entre causas y efectos, y
ayuda a descubrir la causa principal que afecta a la situacin en su totalidad.
El diagrama de relaciones se construye indicando las relaciones lgicas que
existen entre los factores causales. Al construir estos diagramas, el equipo
de trabajo genera ideas nuevas que llevan al equipo de mejora a una
solucin efectiva.
3.- Diagrama de Arbol
Un diagrama de estructura de rbol es la representacin de un esquema de
la base de datos jerrquica, de ah el nombre, ya que un rbol esta
desarrollado precisamente en orden descendente formando una estructura
jerrquica
58
. Este tipo de diagrama est formado por dos componentes:
58
Fundacin Latinoamericana para la Calidad (2000). Diagrama de rbol [en lnea] Mxico.
Disponible en: http//www.calidad.org/, [2003, 11 de Marzo].
194
Rectngulos: Que representan a los registros
Lneas: Que representan a los enlaces o ligas entre los registros
Un diagrama de estructura de rbol es similar a un diagrama de estructura de
datos en el modelo de red. La principal diferencia es que en el modelo de red
los registros se organizan en forma de un grfico arbitrario, mientras que en
modelo de estructura de rbol los registros se organizan en forma de un
rbol con raz.
Utilizacin del Diagrama de Arbol
Los Diagrama de Arbol se pueden utilizar para identificar todos los factores
que contribuyen a un problema bajo estudio. Uno de los puntos fuertes de
esa herramienta es que obliga al usuario a examinar el vnculo lgico y
cronolgico entre tareas. Esto ayuda a evitar la tendencia natural a saltar
directamente de la exposicin de la meta o el problema a la solucin.
Elaboracin de un Diagrama de Arbol
Para la elaboracin adecuada de un Diagrama de Arbol, es necesario llevar a
cabo los pasos siguientes:
195
Paso 1.- Identificar claramente el problema por resolver, (puede tomarse del
diagrama de afinidad). Tambin puede ser un problema que se haya
identificado sin el uso de esta herramienta.
Paso 2.- El problema se escribe en una tarjeta, y sta, se coloca a la vista de
todos los miembros del equipo de mejora.
Paso 3.- Conducir una sesin de tormenta de ideas en la que los
participantes anoten en tarjetas 3" x 5" aproximadamente todas las posibles
tareas, mtodos y actividades relacionadas con el problema. (se puede usar
el diagrama de afinidad como referencia), pero no que los miembros del
equipo sean limitados u obstaculizados por este.
Paso 4.- Repetir continuamente la siguiente pregunta: "Para que esto
suceda, qu tiene que ocurrir primero?". Continuar esto hasta que todas las
ideas se hayan agotado.
Paso 5.- Tender todas las tarjetas sobre una mesa a la derecha de la tarjeta
del problema (Ver Paso 2). Colocarlas en orden basndose en lo que debe
ocurrir primero, trabajando de izquierda a derecha. Mientras progresa esta
actividad, probablemente ser necesario incorporar las tarjetas de tareas que
fueron pasadas por alto durante la tormenta de ideas.
196
Paso 6.- Duplicar en papel las tarjetas sobre las mesa y distribuir copias a
todos los miembros del equipo. Permitir que cada miembro revise y corrija
el documento.
4.- Diagramas Matriciales
El propsito del Diagrama Matricial es bosquejar las interrelaciones y las
correlaciones entre tareas, funciones, caractersticas y mostrar su
importancia relativa
59
.
Hay muchas versiones del diagrama matricial, pero la de utilizacin ms
amplia es una matriz sencilla en forma de L, conocida como la tabla de
calidad, en la cul se analizan las demandas del cliente con relacin a
caractersticas de calidad sustitutas.
Utilizacin de los Diagramas Matriciales
Esta herramienta sirve para clarificar situaciones problemticas mediante el
uso del pensamiento multidimensional. El Diagrama Matricial se utiliza para
representar la relacin que existe entre los resultados y sus causas, o entre
59
Cant, H. (2001). Desarrollo de una Cultura de Calidad. (2. Ed.) (pp. 250 251). Mxico: McGraw
Hill y Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del
Curso Control Estadstico del Proceso, Mxico D.F. CEDEI.
197
los objetivos y los mtodos para lograrlos. Los factores en cuestin se
acomodan en filas y columnas, identificando las relaciones entre los
elementos donde se intersectan. De esta forma el problema se aclara y se
facilita la bsqueda de soluciones.
Existen varias configuraciones de diagramas matriciales, las cuales se
denominan segn ciertas letras del alfabeto. Por ejemplo el diagrama
matricial tipo L, es una tabla bidimensional que consta de renglones y
columnas, la matriz tipo T, es una tabla tridimensional compuesta por dos
matrices tipo L, con un conjunto de factores igual entre ellos. Tambin
existen los diagramas tipo Y y tipo X, segn las combinaciones de tres o
cuatro matrices tipo L. Algunas ventajas de utilizar los diagramas
matriciales son:
Permiten representar en forma simultnea todas las relaciones posibles
entre los distintos factores.
Determinar las reas problema y el lugar donde se concentran
Mediante pruebas y evaluacin de cada interseccin de los elementos
esenciales se pueden realizar anlisis para ver detalles ms especficos.
Permiten percibir combinaciones especificas
Determinar detalles esenciales y desarrollar una estrategia efectiva para
la solucin de problemas.
198
Por otro lado, los Diagramas Matriciales tambin se utilizan para la mejora de
productos y procesos, en la Funcin del Despliegue de la Calidad (QFD),
descubrir las causas de inconformidad, establecer estrategias de mercado o
cuando se desea relacionar niveles de calidad con variables de control.
5.- Matriz de Anlisis de Datos
La Matriz de Anlisis de Datos
60
, es una herramienta para el anlisis de
informacin de matriz que facilita el proceso de identificar los problemas
causas y soluciones, a la vez que sirve para hacer recomendaciones a la
Direccin del negocio. La matriz de anlisis de datos ordena los datos
presentados en un diagrama matricial de tal forma que una gran cantidad de
informacin numrica se puede visualizar y comprender fcilmente. La
relacin entre dos elementos se muestra cuantificada en cada celda de la
matriz. Esta herramienta se utiliza para medir el grado de relacin que existe
entre varios factores.
En algunos casos no es fcil cuantificar el grado de
relacin que existe entre dos factores pues no existen datos para ello.
Cuando esto sucede, el grupo de mejora debe asignar un peso relativo a la
importancia de cada factor con respecto a los dems, tal como se hace en el
60
Cant, H. (2001). Desarrollo de una Cultura de Calidad. (2. Ed.) (pp. 251 252). Mxico: McGraw
Hill. y Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del
Curso Control Estadstico del Proceso, Mxico D.F. CEDEI.
199
QFD cuando se evala la importancia relativa de las caractersticas del
producto de los competidores.
El anlisis matricial de datos se utiliza principalmente para el estudio de
procesos de produccin, anlisis de adecuacin al uso, para realizar
evaluaciones complejas de calidad o clasificar caractersticas de calidad.
Utilizacin de la matriz de anlisis de datos
La matriz de anlisis de datos se puede utilizar entre otras cosas para
61
:
Tomar los datos expuestos del diagrama matricial y ordenarlos de tal
forma que se puedan contemplar ms fcil y que muestren los puntos
fuertes de la relacin entre variables.
Se utiliza con la mayor frecuencia en marketing y en la investigacin de
mercados.
El estudio de procesos de produccin
Realizar evaluaciones complejas de calidad
Clasificar caractersticas de calidad
61
Cant, H. (2001). Desarrollo de una Cultura de Calidad. (2. Ed.) (pp. 252 253). Mxico: McGraw
Hill.
200
6.- Grfica de Programacin de Decisiones de Proceso
La grfica de programacin de decisiones de proceso o diagrama de
contingencias permite determinar que procedimiento se debe seguir para
obtener los resultados deseados al evaluar el progreso de los eventos
relacionados con las variables de salida.
Utilizacin de la Grfica de Programacin de Decisiones de Proceso
Esta herramienta se utiliza para buscar soluciones a los problemas que
suelen surgir en una organizacin o proceso en forma inesperada,
analizando de antemano todos los cursos alternativos de accin que se
podran considerar en caso de que se presentaran contingencias de ese tipo.
La herramienta ayuda a anticiparse a los problemas y preparar acciones que
los contrarresten, con lo cual se logra el mejor resultado posible. Si algn
problema no pudo ser anticipado, se modifica la grfica de programacin de
decisiones de proceso, para que ello no se repita.
La ventaja del uso de esta herramienta es que agiliza las propuestas de
solucin ante fallas o problemas imprevistos, as como la variedad de
resultados que se pueden obtener para solucionar algn problema, de los
cuales se puede poner en prctica el que mejor se ajuste a la situacin.
201
La grfica de programacin de decisiones de proceso, se puede utilizar para
poner en prctica un sistema administrativo, acelerar los planes de desarrollo
de tecnologa, establecer polticas de calidad, aplicar medidas preventivas en
procesos de manufactura y determinar medidas para negociar.
Es una herramienta muy til para planear las actividades de una conocida
pero compleja tarea o proyecto ya que se puede trabajar no slo para la
tarea principal, sino tambin para las tareas aliadas del proyecto,
supervisando su progreso de una manera eficaz.
7.- Diagrama de Flechas
El Diagrama de Flechas
62
, es una herramienta para programar las
actividades necesarias en el cumplimiento de una tarea compleja lo ms
pronto posible, controlando el progreso de cada actividad. Tiene como
objetivos determinar el tiempo ptimo de ejecucin de un proyecto (tambin
llamado camino crtico), identificar las actividades necesarias para el
cumplimiento del tiempo mnimo, elaborar un plan completo y detallado,
revisar el plan en la etapa de planeacin y clasificar las prioridades del
proyecto.
62
Cant, H. (2001). Desarrollo de una Cultura de Calidad. (2. Ed.) (pp. 253 254). Mxico: McGraw
Hill y Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del
Curso Control Estadstico del Proceso, Mxico D.F. CEDEI.
202
En esta herramienta, cada actividad del proyecto se representa mediante
flechas, que se interconectan por nodos segn sean sus relaciones de
precedencia. Sobre la flecha se indica la duracin de la actividad, las ms
crticas de las cuales sern aquellas que de retrasarse provocarn la
suspensin de todo el proyecto. Por ello, estas deben ser identificadas y
administradas de una manera eficiente para asegurar su conclusin
oportuna.
Utilizacin del Diagrama de Flechas
Los diagramas de flechas se utilizan para administrar proyectos cuya
duracin estimada permite un margen de error muy estrecho, son similares a
un diagrama de flujo, pero incluyen el factor tiempo como variable a
controlar, coordinan tareas simultneas para optimizar la solucin del plan,
permiten minimizar la duracin de un proyecto mediante el uso ptimo de los
recursos disponibles, as como una evaluacin peridica y objetiva del
mismo.
Tambin se les utiliza para determinar el plan de ejecucin de cualquier
proyecto, los planes diarios para incrementar la produccin, la planeacin de
actividades de inspeccin de calidad y la sincronizacin de programas de
ejecucin.
203
III Otras herramientas para la calidad
Dentro del arsenal de herramientas para la calidad se pueden encontrar
aquellas que en la investigacin fueron clasificadas como Otras herramientas
para la calidad, entre las que destacan:
Tormenta de ideas
Mapas de proceso
Diagramas de flujo
AMEF (Anlisis de Modo y Efecto de la Falla Potencial)
Diagrama Cinco Por qu?
Anlisis de varianza
Diseo de experimentos (DoE)
Anlisis de ANOVA
Despliegue de la Funcin de la Calidad (QFD)
Voz del Cliente (VoC)
Anlisis del Sistema de Medicin (MSA)
Pruebas de Hiptesis
Diseos Factoriales
Estudios de R&R
Regresin y correlacin lineal
Tcnicas de muestreo
Box Plots
204
Para efectos de la presente investigacin, a continuacin se realiza una
breve descripcin de algunas de estas herramientas.
Tormenta de Ideas
Muchos mtodos Seis Sigma tienen a la tormenta de ideas como punto de
partida. El objetivo principal de la tormenta de ideas es generar una lista de
opciones para una tarea o una solucin, normalmente una lista larga se
acorta para obtener la solucin final. La tormenta de ideas es una
herramienta que consiste en brindar la oportunidad a todos los miembros de
un grupo de mejora, de opinar o sugerir en relacin a un determinado asunto
que se estudia ya sea un problema o un plan de mejoramiento u otra causa,
y as se aprovecha la capacidad creativa de los miembros del equipo
63
.
Utilizacin de la Tormenta de Ideas
Se debe tener conciencia de la existencia de problemas en el trabajo que de
alguna manera afecta a la calidad del mismo, esto debe hacer que se busque
una solucin. Se pueden tener dos situaciones de la existencia de un
problema, primero que la solucin sea tan evidente que slo se tenga que
dar los pasos necesarios para su implementacin, y la segunda, que no se
205
tenga idea de cuales pueden ser las causas, y por consecuencia cuales son
las soluciones.
Muchas buenas ideas estn en la mente de los miembros del equipo, pero no
se animan a expresarlas por muchas razones, entre ellas, la indolencia, la
timidez, o el temor a no ser escuchado, pero si se utilizan las tcnicas
adecuadas se puede lograr que sean escuchados, se superar el
conocimiento, se desarrollan las habilidades, se satisface el ego, la
creatividad y la autorealizacin y adems se brinda la oportunidad de
experimentar la satisfaccin de que las soluciones llevan un poco de cada
miembro del equipo.
La tormenta de ideas se utiliza como una herramienta efectiva para que
conjuntamente todos los miembros del equipo aporten la mayor cantidad de
ideas para encontrar las mejores soluciones.
Elaboracin de una Tormenta de Ideas
Para la elaboracin adecuada de una Tormenta de Ideas, es necesario llevar
a cabo los pasos siguientes:
63
Centro de Desarrollo Industrial S.A de C.V, Grupo Spicer. (2000). Notas no publicadas del Curso
Control Estadstico del Proceso, Mxico D.F. y Fundacin Latinoamericana para la Calidad (2000).
Tormenta de ideas [en lnea] Mxico. Disponible en: http//www.calidad.org/, [2003, 21 de Marzo].
206
Paso1.- Organizar un grupo de trabajo, preferentemente personas
relacionadas con el problema o el proceso a analizar, es recomendable
grupos de entre tres y diez integrantes.
Paso 2.- Establecer claramente el problema a analizar
Paso 3.- Obtener el mayor numero de sugerencias de los miembros del
equipo, por lo que todos deben participar de manera activa.
Paso 4.- Procurar la asociacin o combinacin de ideas
Paso 5.- Todas las ideas se deben escribir en algn medio para que puedan
ser observadas por todos los miembros del equipo.
Paso 6.- Tomar tiempo para que los miembros del equipo reflexionen sobre
las ideas expresadas y se evalen las alternativas de solucin posibles.
Paso 7.- Una vez seleccionada la mejor solucin al problema planteado, se
debe establecer un plan de trabajo para su implementacin, ya sea con los
mismos miembros del grupo o con la ayuda de otras reas.
207
Paso 8.- El lder del grupo debe dar seguimiento al cumplimiento de las
actividades en las fechas compromiso para asegurar el xito del plan de
trabajo.
Mapeo de Procesos
Una manera prctica de entender un proceso es a travs del uso de la
tcnica conocida como Mapeo de Procesos. El mapeo de procesos, es una
representacin grfica que permite mostrar la secuencia de pasos, tareas, y
actividades que se llevan a cabo para la realizacin de un trabajo, producto o
servicio.
El Mapeo de Procesos permite efectuar una diseccin de aquellos procesos
que estn generando resultados con un alto grado de variacin y/o que
definitivamente se encuentran fuera de control. Con ello es posible conocer
en detalle la estructura interna de los mismos, medir el impacto que estos
estn teniendo en los clientes del proceso (internos y externos) y su impacto
negativo en costos, reprocesos, demoras y tiempos, para que a partir de esto
se puedan tomar decisiones objetivas acerca de cmo redisearlo y
contribuir as a la eficiencia y efectividad de la organizacin
64
.
64
Capacitacin y Consultora en Calidad y Desarrollo Empresarial, (2000). Notas no publicadas del
Curso Mapeo de Procesos. Mxico, D.F: CENCADE.
208
Existen diferentes tcnicas para diagramar o graficar un proceso, entre ellas
se puede mencionar:
1.- Diagrama de flujo
2.- Diagrama de procesos
3.- Diagrama de relaciones
4.- Diagrama SIPOC
Diagrama de flujo
Para lograr un mejor entendimiento de los procesos de manufactura es
necesario el uso de diagramas que nos permitan tener una fcil identificacin
de las actividades y sus relaciones con otras actividades por lo que se debe
tener la capacidad de la representacin sintetizada de las actividades de
produccin o de organizacin por medio de diagramas, en los que se
muestren todas las actividades que dan como resultado productos o servicios
de una organizacin
65
. Simplificando podemos decir que un diagrama de flujo
es la representacin grfica de la secuencia de pasos que integran un
proceso. Para realizar un diagrama de flujo se hace necesario el uso de una
simbologa estndar. En la figura No. 20, se muestran los smbolos con los
que se pueden elaborar diagramas de flujo.
65
Capacitacin y Consultora en Calidad y Desarrollo Empresarial, (2000). Notas no publicadas del
Curso Mapeo de Procesos. Mxico, D.F: CENCADE.
209
D
e
s
c
r
i
p
c
i
n
I
n
i
c
i
o
/
F
i
n
:
S
e
i
d
e
n
t
i
f
i
c
a
e
l
p
r
i
n
c
i
p
i
o
o
f
i
n
a
l
d
e
u
n
p
r
o
c
e
s
o
.
D
e
b
e
l
l
e
v
a
r
e
n
e
l
i
n
t
e
r
i
o
r
l
a
s
p
a
l
a
b
r
a
s
I
n
i
c
i
o
F
i
n
.
O
p
e
r
a
c
i
n
:
A
c
t
i
v
i
d
a
d
o
t
a
r
e
a
e
n
e
l
p
r
o
c
e
s
o
q
u
e
m
o
d
i
f
i
c
a
u
n
i
n
s
u
m
o
.
E
n
e
l
i
n
t
e
r
i
o
r
s
e
e
s
c
r
i
b
e
n
o
m
b
r
e
d
e
l
a
a
c
t
i
v
i
d
a
d
.
T
r
a
n
s
p
o
r
t
e
:
I
n
d
i
c
a
e
l
t
r
a
n
s
p
o
r
t
e
o
m
o
v
i
m
i
e
n
t
o
d
e
m
a
t
e
r
i
a
l
e
s
o
i
n
s
u
m
o
s
d
e
u
n
l
u
g
a
r
a
o
t
r
o
.
I
n
s
p
e
c
c
i
n
:
S
e
d
e
t
i
e
n
e
e
l
f
l
u
j
o
d
e
l
p
r
o
c
e
s
o
p
a
r
a
e
v
a
l
u
a
r
l
a
c
a
l
i
d
a
d
d
e
l
p
r
o
d
u
c
t
o
/
p
r
o
c
e
s
o
p
a
r
a
o
b
t
e
n
e
r
a
u
t
o
r
i
z
a
c
i
n
d
e
c
o
n
t
i
n
u
a
r
.
D
e
m
o
r
a
:
I
d
e
n
t
i
f
i
c
a
c
u
a
n
d
o
a
l
g
o
s
e
d
e
b
e
e
s
p
e
r
a
r
o
s
e
r
p
u
e
s
t
o
e
n
a
l
m
a
c
e
n
a
m
i
e
n
t
o
t
e
m
p
o
r
a
l
.
A
l
m
a
c
e
n
a
j
e
:
I
d
e
n
t
i
f
i
c
a
u
n
a
l
m
a
c
e
n
a
m
i
e
n
t
o
e
n
e
s
p
e
r
a
d
e
u
n
c
l
i
e
n
t
e
.
P
o
r
l
o
g
e
n
e
r
a
l
,
l
a
s
a
c
t
i
v
i
d
a
d
e
s
c
l
a
s
i
f
i
c
a
d
a
s
c
o
m
o
a
l
m
a
c
e
n
a
j
e
d
i
f
i
e
r
e
n
d
e
l
a
s
d
e
m
o
r
a
s
p
o
r
l
a
d
u
r
a
c
i
n
e
n
t
i
e
m
p
o
d
e
e
s
p
e
r
a
y
p
o
r
l
a
n
e
c
e
s
i
d
a
d
d
e
a
l
g
u
n
a
a
u
t
o
r
i
z
a
c
i
n
p
a
r
a
r
e
c
u
p
e
r
a
r
l
a
s
.
D
e
c
i
s
i
n
:
D
e
s
i
g
n
a
u
n
p
u
n
t
o
d
e
d
e
c
i
s
i
n
o
d
i
v
i
s
i
n
d
e
l
f
l
u
j
o
d
e
l
p
r
o
c
e
s
o
.
D
e
b
e
a
n
o
t
a
r
s
e
e
n
s
u
i
n
t
e
r
i
o
r
l
a
c
u
e
s
t
i
n
a
d
e
c
i
d
i
r
,
i
d
e
n
t
i
f
i
c
a
r
c
a
d
a
r
u
t
a
q
u
e
s
u
r
g
e
d
e
l
p
u
n
t
o
d
e
d
e
c
i
s
i
n
c
o
n
l
a
s
o
p
e
r
a
c
i
o
n
e
s
r
e
s
u
l
t
a
n
t
e
s
d
e
l
a
r
e
s
o
l
u
c
i
n
,
c
o
m
o
:
S
i
o
N
o
,
o
C
o
n
c
l
u
i
d
a
o
N
o
c
o
n
c
l
u
i
d
a
.
D
o
c
u
m
e
n
t
o
:
I
d
e
n
t
i
f
i
c
a
q
u
e
e
l
r
e
s
u
l
t
a
d
o
d
e
u
n
a
a
c
t
i
v
i
d
a
d
s
e
d
e
b
e
r
e
g
i
s
t
r
a
r
e
n
u
n
m
e
d
i
o
i
m
p
r
e
s
o
.
E
n
e
l
i
n
t
e
r
i
o
r
s
e
a
n
o
t
a
e
l
n
o
m
b
r
e
d
e
l
d
o
c
u
m
e
n
t
o
.
B
a
s
e
d
e
d
a
t
o
s
:
I
d
e
n
t
i
f
i
c
a
c
u
a
n
d
o
l
a
s
a
l
i
d
a
d
e
u
n
a
a
c
t
i
v
i
d
a
d
s
e
a
l
m
a
c
e
n
a
e
n
u
n
m
e
d
i
o
e
l
e
c
t
r
n
i
c
o
.
E
n
e
l
i
n
t
e
r
i
o
r
s
e
a
n
o
t
a
e
l
n
o
m
b
r
e
d
e
l
a
r
c
h
i
v
o
o
b
a
s
e
d
e
d
a
t
o
s
.
C
o
n
e
c
t
o
r
:
I
n
d
i
c
a
u
n
a
s
a
l
i
d
a
d
e
u
n
d
i
a
g
r
a
m
a
d
e
f
l
u
j
o
r
e
p
r
e
s
e
n
t
a
u
n
a
e
n
t
r
a
d
a
p
a
r
a
o
t
r
o
.
U
n
a
l
e
t
r
a
e
n
e
l
i
n
t
e
r
i
o
r
d
e
n
o
t
a
u
n
a
s
a
l
i
d
a
o
e
n
t
r
a
d
a
.
U
n
a
p
u
n
t
a
d
e
f
l
e
c
h
a
a
s
o
c
i
a
d
a
a
e
s
t
e
s
m
b
o
l
o
i
n
d
i
c
a
s
i
e
s
u
n
a
e
n
t
r
a
d
a
o
s
a
l
i
d
a
;
s
i
l
a
p
u
n
t
a
d
e
f
l
e
c
h
a
s
e
a
l
a
e
l
i
n
t
e
r
i
o
r
,
r
e
p
r
e
s
e
n
t
a
u
n
a
e
n
t
r
a
d
a
;
y
h
a
c
i
a
e
l
e
x
t
e
r
i
o
r
i
n
d
i
c
a
u
n
a
s
a
l
i
d
a
.
F
l
e
c
h
a
s
:
I
n
d
i
c
a
n
e
l
f
l
u
j
o
d
e
e
n
t
r
a
d
a
s
y
s
a
l
i
d
a
s
,
l
a
s
e
c
u
e
n
c
i
a
y
d
i
r
e
c
c
i
n
d
e
l
f
l
u
j
o
d
e
u
n
p
r
o
c
e
s
o
,
y
p
o
r
l
o
g
e
n
e
r
a
l
r
e
p
r
e
s
e
n
t
a
l
a
t
r
a
n
s
f
e
r
e
n
c
i
a
d
e
l
r
e
s
u
l
t
a
d
o
d
e
u
n
a
a
c
t
i
v
i
d
a
d
a
l
a
s
i
g
u
i
e
n
t
e
,
p
a
r
a
l
a
c
u
a
l
s
e
c
o
n
v
i
e
r
t
e
n
e
n
i
n
s
u
m
o
.
S
m
b
o
l
o
I
n
i
c
i
o
O
p
e
r
a
c
i
n
D
e
c
i
s
i
n
F
o
r
m
a
t
o
A
b
.
d
o
c
A
A
F
i
g
u
r
a
N
o
.
2
0
S
m
b
o
l
o
s
u
t
i
l
i
z
a
d
o
s
e
n
l
o
s
d
i
a
g
r
a
m
a
s
d
e
f
l
u
j
o
F
u
e
n
t
e
:
P
r
o
p
i
a
b
a
s
a
d
o
e
n
D
a
m
e
l
i
o
,
R
.
(
1
9
9
9
)
.
F
u
n
d
a
m
e
n
t
o
s
d
e
M
a
p
e
o
d
e
P
r
o
c
e
s
o
s
.
(
p
p
.
2
5
-
2
6
)
.
M
x
i
c
o
:
P
a
n
o
r
a
m
a
.
210
Para elaborar diagramas de flujo es necesario que se conozca perfectamente
la actividad o proceso a diagramar. A continuacin se mencionan los pasos
para su elaboracin
66
:
1.- Definir los limites del proceso
2.- Mantener el flujo del proceso de izquierda a derecha y de arriba abajo
3.- Incorporar informacin al diagrama de flujo
4.- Mantener los smbolos equidistantes entre s para facilitar la interpretacin
5.- Las entradas y salidas deben pasar por encima o por debajo, en vez de
hacer interseccin.
6.- Asegurarse que los resultados de los smbolos de decisin ostenten
etiquetas (p. ej. SI No; ok No ok).
66
Damelio, R. (1999). Fundamentos de Mapeo de Procesos. (pp. 25 - 26). Mxico: Panorama.
Inicio
Fin
Lmites
Inicio
Fin
Inicio
Fin
211
Cuando por necesidades de la organizacin, los diagramas de flujo no
puedan ser elaborados por quienes participan directamente en el proceso, es
necesario pedirles que comprueben que el diagrama de flujo describe tal cual
se desarrolla el proceso.
Diagrama de procesos
El entender un proceso a travs de un diagrama de procesos es muy simple
siempre y cuando se colecte la informacin necesaria para crear el diagrama.
Existen tres mtodos bsicos para recolectar la informacin del proceso
necesaria para crear un diagrama de procesos
67
:
Auto-generacin
Entrevistas personalizadas
Entrevistas en grupo
Mtodo de Auto-generacin
En este mtodo, el diagrama de procesos puede ser elaborado de manera
personal, con la premisa de que el responsable de su realizacin conozca el
funcionamiento del proceso a diagramar y podr solicitar a las personas
involucradas en el proceso que le brinden el apoyo necesario para su
67
Damelio, R. (1999). Fundamentos de Mapeo de Procesos. (captulo 3). Mxico: Panorama.
212
realizacin. Este mtodo da origen a un diagrama con mayor velocidad que
los otros dos que se mencionarn enseguida, pero su utilidad queda limitada
por la cantidad de conocimiento sobre el proceso que posea el responsable
de su elaboracin.
Mtodo de entrevistas personalizadas
Una serie entrevistas personales con proveedores, operarios y clientes del
proceso, permitir crear un bosquejo del diagrama del proceso. Luego, es
posible enviar el diagrama a aquellas personas que se entrevistaron, as
como a otras que conocen el proceso, y pedirles que revisen que este
completo y que sea preciso. Este mtodo funciona bien cuando el
entrevistador posee buenas habilidades para hacer cuestionamientos, sabe
escuchar y es capaz de sintetizar con rapidez la informacin. Asimismo es
til conocer la parte de la empresa de la que se hace el diagrama, antes de
iniciar con las entrevistas.
213
Mtodo de entrevista en grupo
Este mtodo para elaborar un diagrama de proceso consiste en hacer que
participen todas las personas relevantes, como grupo, en la creacin del
diagrama. Proporciona la mxima interaccin directa entre proveedores,
operarios y clientes del proceso. Un alto grado de participacin eleva la
sensacin de titularidad que el grupo siente respecto del diagrama, y ms
importante del proceso de trabajo. Este mtodo funciona mejor cuando un
facilitador preparado trabaja con el grupo para ayudarlo a identificar y
establecer los insumos, resultados y pasos del proceso. No es necesario que
el facilitador conozca bien el proceso de trabajo. Sin embargo, deber poseer
habilidades slidas de cuestionamiento y de escucha, as como un
conocimiento firme en la elaboracin de diagramas.
Diagrama de Relaciones
Un diagrama de relaciones es una imagen de las conexiones de entrada y
salida (clientes y proveedores) entre las partes de una organizacin, como
las funciones, departamentos, divisiones o plazas. Los diagramas de
relaciones permiten revelar
68
:
Lo que la organizacin produce, es decir los bienes y servicios
68
Damelio, R. (1999). Fundamentos de Mapeo de Procesos. (pp. 36 - 39). Mxico: Panorama.
214
Los flujos de trabajo a travs de limites funcionales
Las relaciones con los clientes internos y externos, que se usan para
proporcionar o recibir bienes y servicios.
Muchas veces, los diagramas de relaciones se emplean para proporcionar
una perspectiva de alto nivel, similar a una vista area del terreno, de las
funciones de entrada y salida. Una vez que se identifico algo de inters,
entonces se acerca uno para buscar una vista de ms detalle, por lo general
mediante un diagrama interdisciplinario de procesos. Los pasos para
elaborar un diagrama de relaciones son los siguientes.
1.- Identificar los principales resultados del grupo o departamento
2.- Identificar a los clientes (internos o externos) que reciben primero los
resultados.
3.- Enumerar los principales insumos que requiere el grupo o departamento
para producir cada uno de los resultados importantes.
4.- Identificar la procedencia de los insumos (es decir quin los abastece)
5.- Cuales son las relaciones principales (insumos y resultados) dentro del
grupo o rea.
215
5.- Diagrama de SIPOC
El mapeo de procesos a travs de la metodologa SIPOC, recibe el nombre
de mapa general de alto-nivel general, cada una de literal quiere decir
69
:
Suppliers (Proveedores): Son las personas u organizaciones que proveen
informacin, materiales y otros recursos para ser trabajados o en proceso.
Inputs (Entradas): Es la informacin, materiales suministrados por los
proveedores que son consumidos o transformados por el proceso.
Process (Proceso): Es una serie de pasos que transforman los insumos (y
que se espera que agregue valor).
Outputs (Salidas): Es el producto o servicio que ser llevado al cliente.
Customer (Cliente): Es la gente, compaas u otro proceso que reciben la
salida de el proceso.
69
Pande, P., Newman, R. y Cavanagh, R. (2002). The Six Sigma Way Team Fieldbook. (pp. 94). USA:
McGraw Hill.
216
Algunas veces se agregan algunos requerimientos claves para las salidas,
en estos casos el modelo es llamado SIPOC+R; y tambin se pueden
incluir requerimientos para los insumos.
El modelo SIPOC, puede ser de gran ayuda para orientar la mirada de las
personas hacia el negocio visto desde la perspectiva de los procesos,
algunas de sus ventajas son:
1.- Muestra un conjunto de funciones cruzadas de actividades en un
diagrama sencillo.
2.- Utiliza un formato aplicable a procesos de todos los tamaos, incluso una
organizacin completa.
3.- Ayuda a mantener la perspectiva de una gran fotografa a la que se le
pueden agregar detalles adicionales.
Desarrollo de un Mapa de Procesos SIPOC
El modelo SIPOC
70
, es una herramienta sencilla que ayuda a un equipo a
definir aquellos limites en trminos prcticos que hacen evidente a donde
deben enfocar su atencin. El principal propsito del SIPOC es proveer una
70
Pande, P., Newman, R. y Cavanagh, R. (2002). The Six Sigma Way Team Fieldbook. (pp. 113 - 115).
USA: McGraw Hill.
217
perspectiva de un vistazo de los pasos del proceso de alto nivel, en
conjunto con los proveedores, insumos, salidas y clientes del proceso.
Algunas de las aplicaciones prcticas del modelo SIPOC permiten:
La identificacin de fronteras (puntos de inicio y trmino) para procesos o
esfuerzos de mejora de procesos.
Entendimiento del alcance o magnitud del proceso o esfuerzos de mejora
de procesos.
La identificacin de las relaciones entre proveedores, insumos y el
proceso.
Determinar quienes son los clientes clave (internos y externos)
Ligar otros mapas SIPOC para entender el flujo de los procesos
Validacin del Mapa SIPOC con otros
Para validar el mapeo de procesos con el modelo SIPOC, se hace necesario
validar su utilizacin con respecto a otros mtodos, por lo que a continuacin
se describen algunos criterios que pueden ayudar a entender el modelo
SIPOC de manera sencilla
71
:
71
Pande, P., Newman, R. y Cavanagh, R. (2002). The Six Sigma Way Team Fieldbook. (pp. 117). USA:
McGraw Hill.
218
Si se tienen ms de siete u ocho pasos debajo de la letra P, muy
probablemente se est entrando en los pasos de sub-procesos
detallados. Hay que recordar que el SIPOC est desarrollado para darnos
un mapa del proceso desde el ms alto nivel. As que se mantendr tan
alto como se pueda.
Crear el mapeo SIPOC sobre la unin de hojas largas de papel, colgadas
en la pared. Poner el nombre del proceso en la parte superior de la hoja y
debajo de l las palabras; Supplier (proveedor) Inputs (entradas), Process
(proceso), Outputs (salidas), Customers (clientes) a lo largo de las hojas.
En la figura No. 21, se muestra un ejemplo de la mencionada hoja.
Nombre del Proceso: ______________________
Supplier
(proveedor)
Input
(entrada)
Process
(proceso)
Output
(salida)
Customer
(cliente)
........................
.
...................
......
......................
...
......................
...
...................
......
Figura No. 21 Hoja para el Mapeo de procesos - SIPOC
Fuente: Elaboracin propia, Vicente Carreola Marcial
219
Usar hojas de notas para destacar la informacin (slo en caso de que se
haga un re-arreglo del mapa del proceso).
Limitar los insumos a la informacin o materiales actualmente empleados
en el proceso incluyendo otras partidas fsicas (tales como equipo o
instalaciones).
Indicar quien suministra las entradas (proveedores de las entradas)
Revisar el plan del proyecto si es que el mapa SIPOC indica la
redefinicin del alcance del proyecto.
Finalmente; en la figura No. 22, se resumen varios de los aspectos
fundamentales de cada una de las cuatro metodologas descritas para la
elaboracin del mapa de un proceso.
220
N
i
v
e
l
d
e
d
e
t
a
l
l
e
M
o
s
t
r
a
r
l
a
s
t
a
r
e
a
s
d
e
t
a
l
l
a
d
a
s
q
u
e
c
o
n
s
t
i
t
u
y
e
n
u
n
p
r
o
c
e
s
o
.
N
o
m
u
e
s
t
r
a
q
u
i
e
n
r
e
a
l
i
z
a
l
a
s
t
a
r
e
a
s
.
N
o
m
u
e
s
t
r
a
l
o
s
e
n
l
a
c
e
s
e
n
t
r
e
l
o
s
p
r
o
v
e
e
d
o
r
e
s
y
l
o
s
c
l
i
e
n
t
e
s
.
R
e
s
p
u
e
s
t
a
d
e
m
o
s
e
r
e
a
l
i
z
a
e
l
t
r
a
b
a
j
o
e
n
r
e
a
l
i
d
a
d
?
M
o
s
t
r
a
r
l
o
s
p
r
o
c
e
s
o
s
y
p
a
s
o
s
q
u
e
s
e
r
e
l
a
c
i
o
n
a
n
c
o
n
e
s
t
o
s
,
e
n
t
r
a
d
a
s
y
s
a
l
i
d
a
s
,
a
s
c
o
m
o
q
u
i
n
r
e
a
l
i
z
a
c
a
d
a
p
a
s
o
.
R
e
v
e
l
a
l
o
q
u
e
e
x
i
s
t
e
e
n
u
n
a
c
a
j
a
n
e
g
r
a
M
u
e
s
t
r
a
l
o
s
e
n
l
a
c
e
s
e
n
t
r
e
l
o
s
p
r
o
v
e
e
d
o
r
e
s
y
c
l
i
e
n
t
e
s
p
a
r
a
u
n
s
o
l
o
p
r
o
c
e
s
o
.
*
R
e
s
p
o
n
d
e
a
l
a
s
p
r
e
g
u
n
t
a
s
Q
u
p
a
s
o
s
t
o
m
a
l
a
o
r
g
a
n
i
z
a
c
i
n
p
a
r
a
r
e
s
u
l
t
a
d
o
s
a
c
l
i
e
n
t
e
s
e
x
t
e
r
n
o
s
?
,
y
Q
u
i
n
r
e
a
l
i
z
a
c
a
d
a
p
a
s
o
?
.
N
o
m
u
e
s
t
r
a
l
o
s
p
r
o
c
e
s
o
s
d
e
n
t
r
o
o
e
n
t
r
e
l
a
s
f
u
n
c
i
o
n
e
s
.
T
r
a
t
a
s
t
o
s
c
o
m
o
c
a
j
a
s
n
e
g
r
a
s
R
e
l
a
c
i
o
n
a
e
n
t
r
e
s
,
a
t
o
d
a
s
l
a
s
r
e
a
s
d
e
l
a
o
r
g
a
n
i
z
a
c
i
n
.
M
o
s
t
r
a
r
l
o
s
e
n
l
a
c
e
s
e
n
t
r
e
l
o
s
p
r
o
v
e
e
d
o
r
e
s
y
l
o
s
c
l
i
e
n
t
e
s
e
n
t
o
d
a
l
a
o
r
g
a
n
i
z
a
c
i
n
.
R
e
s
p
o
n
d
e
a
l
a
p
r
e
g
u
n
t
a
,
Q
u
p
r
o
p
o
r
c
i
o
n
a
l
a
o
r
g
a
n
i
z
a
c
i
n
a
s
u
s
c
l
i
e
n
t
e
s
i
n
t
e
r
n
o
s
y
e
x
t
e
r
n
o
s
?
.
B
r
i
n
d
a
r
d
e
t
a
l
l
e
s
d
e
l
p
r
o
c
e
s
o
.
I
n
t
e
r
f
a
c
e
s
e
n
t
r
e
l
o
s
p
r
o
c
e
s
o
s
y
l
a
s
p
e
r
s
o
n
a
s
.
M
x
i
m
o
M
e
d
i
o
P
o
c
o
M
o
s
t
r
a
r
t
a
r
e
a
s
,
s
e
c
u
e
n
c
i
a
s
d
e
e
s
t
a
s
,
e
n
t
r
a
d
a
s
y
s
a
l
i
d
a
s
p
a
r
a
u
n
p
r
o
c
e
s
o
e
s
p
e
c
i
f
i
c
o
d
e
t
r
a
b
a
j
o
.
M
o
s
t
r
a
r
f
u
n
c
i
o
n
e
s
,
p
a
s
o
s
,
s
e
c
u
e
n
c
i
a
s
d
e
p
a
s
o
s
,
e
n
t
r
a
d
a
s
y
s
a
l
i
d
a
s
d
e
u
n
p
r
o
c
e
s
o
d
e
t
r
a
b
a
j
o
e
n
p
a
r
t
i
c
u
l
a
r
.
M
o
s
t
r
a
r
l
a
s
r
e
l
a
c
i
o
n
e
s
e
n
t
r
e
l
o
s
c
l
i
e
n
t
e
s
y
l
o
s
p
r
o
v
e
e
d
o
r
e
s
(
e
n
l
a
s
q
u
e
l
a
s
f
u
n
c
i
o
n
e
s
o
r
e
a
s
d
e
l
a
o
r
g
a
n
i
z
a
c
i
n
r
e
c
i
b
e
n
a
p
o
r
t
e
s
d
e
o
t
r
a
s
p
e
r
s
o
n
a
s
)
,
a
q
u
i
e
n
e
s
s
e
l
e
s
p
r
o
p
o
r
c
i
o
n
a
u
n
r
e
s
u
l
t
a
d
o
.
D
e
j
a
m
o
s
t
r
a
r
e
l
p
r
o
c
e
s
o
d
e
s
d
e
l
m
s
a
l
t
o
n
i
v
e
l
.
S
I
P
O
C
D
e
r
e
l
a
c
i
o
n
e
s
D
e
p
r
o
c
e
s
o
s
D
e
f
l
u
j
o
P
r
o
p
s
i
t
o
E
n
f
o
q
u
e
D
i
a
g
r
a
m
a
M
x
i
m
o
D
e
g
r
a
n
a
y
u
d
a
p
a
r
a
o
r
i
e
n
t
a
r
l
a
m
i
r
a
d
a
h
a
c
i
a
e
l
n
e
g
o
c
i
o
v
i
s
t
o
d
e
s
d
e
l
a
p
e
r
s
p
e
c
t
i
v
a
d
e
l
o
s
p
r
o
c
e
s
o
s
.
M
o
s
t
r
a
r
l
a
s
f
u
n
c
i
o
n
e
s
c
r
u
z
a
d
a
s
d
e
l
a
s
a
c
t
i
v
i
d
a
d
e
s
d
e
l
p
r
o
c
e
s
o
d
e
m
a
n
e
r
a
s
e
n
c
i
l
l
a
.
A
p
l
i
c
a
r
u
n
f
o
r
m
a
t
o
a
l
o
s
p
r
o
c
e
s
o
s
d
e
t
o
d
o
s
l
o
s
t
a
m
a
o
s
,
i
n
c
l
u
s
o
a
u
n
a
o
r
g
a
n
i
z
a
c
i
n
c
o
m
p
l
e
t
a
.
C
o
n
t
e
x
t
o
d
e
o
r
g
a
n
i
z
a
c
i
n
F
i
g
u
r
a
N
o
.
2
2
A
s
p
e
c
t
o
s
f
u
n
d
a
m
e
n
t
a
l
e
s
d
e
l
o
s
d
i
a
g
r
a
m
a
s
d
e
f
l
u
j
o
F
u
e
n
t
e
:
E
l
a
b
o
r
a
c
i
n
p
r
o
p
i
a
b
a
s
a
d
o
e
n
D
a
m
e
l
i
o
,
R
.
(
1
9
9
9
)
.
F
u
n
d
a
m
e
n
t
o
s
d
e
M
a
p
e
o
d
e
P
r
o
c
e
s
o
s
.
(
p
p
.
1
3
)
.
M
x
i
c
o
:
P
a
n
o
r
a
m
a
.
Puntos fundamentales
D
e
n
e
g
o
c
i
o
s
v
i
s
t
o
d
e
s
d
e
u
n
a
p
e
r
s
p
e
c
t
i
v
a
d
e
l
o
s
p
r
o
c
e
s
o
s
.
221
6.- AMEF (Anlisis de Modo y Efecto de la Falla Potencial)
El AMEF, es un procedimiento disciplinario para identificar las formas en que
un producto o un proceso puede fallar, y planear la prevencin de dichas
fallas. Existen dos tipos de AMEF
72
:
AMEF de Diseo
AMEF de Proceso
AMEF de Diseo
Es una tcnica analtica utilizada para analizar componentes de un diseo.
Se enfoca hacia los modos de falla potencial asociados con la funcionalidad
de un componente, causados por el diseo. Los modos de falla pueden
derivar de causas que se identifican y se toman en cuenta.
AMEF de Proceso
Es una tcnica analtica que se utiliza para analizar los procesos de
manufactura y ensamble. Se enfoca en la falla para producir el requerimiento
que se pretende. Los modos de falla pueden derivar de causas identificadas
en el AMEF de diseo.
72
Potential Failure Mode and Effects Analysis (FMEA) (1995, February) (2a. Edition), USA
Automotive Industry Action Group (AIAG).
222
De manera general, el formato para la elaboracin de un AMEF (Diseo o
Proceso) contiene los campos que se indican en la figura No. 23.
Figura No. 23 Formato del AMEF de Diseo/Proceso
Fuente: Elaboracin propia basado en Potential Failure Mode and Effects Analysis (FMEA) (1995,
February) (2a. Edition), USA Automotive Industry Action Group (AIAG).
Elaboracin de un AMEF de Diseo/Proceso
Para la elaboracin adecuada de un AMEF de Diseo o de Proceso, se
recomienda consultar el Manual de referencia de QS-9000:98, Potential
Failure Mode and Effects Analysis (FMEA) (1995, February) (2a. Edition),
USA Automotive Industry Action Group (AIAG).
No. Parte: _____________
Lnea: _______________
Areas involucradas: _____________________________
Miembros del equipo: ______________
Fecha del AMEF (orig.): ____________
AMEF No. _________
Revisin: __________
Preparado por: _____
Item/
funcin
Modo de
falla
potencial
Efecto
de
la falla
S
e
v
e
r
.
Causa
poten-
cial
Control
actual
D/P C
l
a
s
e
O
c
u
r
r
e
D
e
t
e
c
c
.
N
P
R
Accin
recomen-
dada.
Respon-
sable
S
e
v
.
O
c
u
r
D
e
t
e
c
N
P
R
Accin
tomada
Resul/Acc
223
7.- Diagrama cinco Por qu?
El diagrama de los Cinco Por qu? es una tcnica sistemtica de preguntas
utilizada durante la fase de anlisis de problemas para buscar sus posibles
causas principales.
Durante la fase de anlisis de cualquier problema, los miembros del equipo
pueden sentir que tienen suficientes respuestas a sus preguntas, pero no
saben identificar las causas principales ms probables del problema.
Utilizacin de Diagrama cinco Por qu?
La tcnica requiere que un equipo de trabajo se pregunte Por qu? al
menos cinco veces, o trabaje a travs de cinco niveles de detalle. Puede
existir la posibilidad de que muchas preguntas de Por qu?, Por qu?, y
Por qu?. Podran causar molestia entre algunos de los miembros del
equipo por lo que debe existir un facilitador que deber conocer la dinmica
del equipo y mediar las relaciones entre los miembros del equipo.
224
Elaboracin del Diagrama cinco Porqu?
Para la elaboracin adecuada de un Diagrama cinco Por qu?, es
necesario llevar a cabo los siguientes pasos
73
:
Paso 1.- Integrar un equipo con un mnimo de cuatro y un mximo de ocho
personas.
Paso 2.- Realizar una sesin de tormenta de ideas normalmente utilizando el
modelo del Diagrama de Causa y Efecto.
Paso 3.- Una vez que las causas probables hayan sido identificadas,
empezar a preguntar Por qu es as?, o Por qu est pasando esto?.
Paso 4.- Continuar preguntado Por qu?, al menos cinco veces. Esto reta
al equipo a buscar a fondo y no conformarse con causas ya probadas y
ciertas.
Paso 5.- Habr ocasiones en las que se podr ir ms all de las cinco veces
preguntando Por qu?, para poder obtener las causas principales.
73
Fuente: Fundacin Latinoamericana para la Calidad. (2000). Diagrama Cinco Porqu? [en lnea]
Mxico. Disponible en: http//www.calidad.org/, consultada el da 12 de Marzo del 2003.
225
Paso 6.- Durante este tiempo se debe tener cuidado de no empezar a
preguntar Quin?. Se debe recordar que el equipo est interesado en el
proceso y no en las personas involucradas.
Una vez que sea difcil para el equipo responder al Por qu?, la causa ms
probable habr sido identificada. En general, un diagrama cinco Por qu?,
puede presentar una estructura similar a la del diagrama de rbol.
226
Bibliografa
AIAG. (2002, March). Measurement Systems Analysis (MSA) (3. Edition).
USA: Automotive Industry Action Group (AIAG).
AIAG. (1995, February). Potential Failure Mode and Effects Analysis
(FMEA). (2. Edition). USA: Automotive Industry Action Group (AIAG).
AIAG. (1998, June). Quality System Requirements QS-9000 (3. Edition).
USA: Automotive Industry Action Group (AIAG).
AIAG. (1995, March). Statistical Process Control (SPC). USA: Automotive
Industry Action Group (AIAG).
Avila, G. M. (2002). Acerca de 6-sigma. [en lnea]. Mxico. Fundacin
Latinoamericana para la Calidad. Disponible en:
http://www.calidad.org/public/arti2002/1031513018_gerard.htm.
Cant Delgado, H. (2001). Desarrollo de una Cultura de Calidad. (2.
edicin). Mxico: McGraw Hill.
Castillo, A. (2001). Seis Sigma. [en lnea]. Mxico. Fundacin
Latinoamericana para la Calidad. Disponible en:
http://www.calidad.org/public/arti2001/0997293597_alejand.htm.
227
CEDEI. (2002). Notas del Programa 3. Ola de Black Belts. Mxico D.F:
Centro de Desarrollo Industrial (Grupo Spicer).
CEDEI. (2000). Notas del curso Introduccin a la Metodologa Seis
Sigma. Mxico D.F: Centro de Desarrollo Industrial (Grupo Spicer).
CEDEI. (1999). Notas del curso Control Estadstico del Proceso. Mxico
D.F: Centro de Desarrollo Industrial (Grupo Spicer).
CENCADE. (1999). Notas del curso Mapeo de procesos. Mxico D.F:
Capacitacin y Consultara en Calidad y Desarrollo Empresarial
(CENCADE).
Centro de Calidad, ITESM. (1990). Notas del curso Herramientas Bsicas
II Mdulo 4. Monterrey Nuevo Len, Mxico: Ford-ITESM.
Chvez Caldern, P. (1999). Comprobacin Cientfica Metodologa de la
Investigacin 2. Mxico: Publicaciones Cultural.
Condumex (2001). Grupo Condumex. [en lnea] Mxico D.F. Disponible
en: http://www.iem.com.mx/grupo_condumex.html.
228
Damelio, R. (1999). Fundamentos de Mapeo de procesos. Mxico:
Panorama.
Desc. (2000). Gua Interdesc 2000 Modelo de Administracin por Calidad.
Mxico D.F: Grupo Desc S.A de C.V.
Ezequiel, AE. (1987).Tcnicas de Investigacin Social. Mxico: Ateneo.
Fourez, G. L. (1994). Construccin del Conocimiento Cientfico Filosofa y
Etica de la Ciencia. Espaa: Narce.
Ford Motor Co. (2000). Reporte anual de Ford. Ford Motor Co.
Fundacin Latinoamericana para la Calidad (2000). Diagrama de Arbol.
[en lnea] Mxico. Disponible en: http//www.calidad.org/.
Fundacin Latinoamericana para la Calidad (2000). Diagrama Cinco
Porqu?. [en lnea] Mxico. Disponible en: http//www.calidad.org/.
Fundacin Latinoamericana para la Calidad (2000). Tormenta de Ideas.
[en lnea] Mxico. Disponible en: http//www.calidad.org/.
229
Fundacin Latinoamericana para la Calidad (2000). Histograma de
Frecuencias. [en lnea] Mxico. Disponible en: http//www.calidad.org/.
Fundacin Latinoamericana para la Calidad (2000). Las Hojas de
Verificacin. [en lnea] Mxico. Disponible en: http//www.calidad.org/.
Garca Lira, N. y Galicia Snchez, R. (1986). Metrologa Geomtrica
Dimensional. Mxico: AGT Editor, S.A.
General Electric. (2002). Notas del curso Introduccin a Seis Sigma.
Mxico: General Electric (GE).
Geoff Tennant. (2002). Six Sigma, Control Estadstico del Proceso y
Administracin Total de la Calidad en Manufactura y Servicios. Mxico:
Panorama.
Grupo Desc. (2000). El Grupo Desc. [en lnea] Mxico D.F. Disponible en:
http://www.desc.com.mx/e/seccion1.asp.
Grupo Hella. (2000). Acerca de Hella. [en lnea] Mxico D.F. Disponible
en:
http://www.hella.com/production/HellaPortal/website/Internet_mex/Quien
sSomos/QuienesSomos.asp.
230
Gutirrez Garza, G. (2002). Aterrizando Seis Sigma. (1. Edicin).
Monterrey Nuevo Len Mxico: Castillo Ediciones.
Hernndez, R., Fernndez, C. y Baptista, P. (2000). Metodologa de la
Investigacin. (2. Edicin). Mxico: McGraw Hill.
IMECCA, A.C. (2004). Industria Automotriz. Revista Sistemas de Calidad
(ao 32, No. 80), 9.
ITESM-CSF. (2004). Notas del Diplomado de Certificacin Black Belt in
Six Sigma. Mxico D.F: Instituto Tecnolgico de Estudios Superiores de
Monterrey (ITESM).
Kerlinger, FN. (1979). Enfoque Conceptual de la Investigacin del
Comportamiento. Mxico: Interamericana.
Mrquez Islas, E. y Gonzlez Acosta, P. (2001). Tcnicas de las 6
Sigmas. Tesina del Diplomado en Productividad. Mxico: UPIICSA
Instituto Politcnico Nacional.
Mndez, C. (1995). Metodologa Gua para Elaborar Diseos de
Investigacin en Ciencias Econmicas, Contables y Administrativas.
Mxico: McGraw Hill.
231
Mireles, J. (2001). Notas de curso Introduccin a la Metodologa Seis
Sigma. Mxico D.F: Centro de Desarrollo Industrial (Grupo Spicer).
Microsoft Co. (Ed.). (2003). Enciclopedia Encarta La Industria del
Automvil, [CD-ROM]. Microsoft Corporation.
Naum, U. (2004). Automotriz Inversiones Gigantes Revista Manufactura
(ao 11/nmero 110). Expansin S.A de C.V.
Pande, P., Newman, R. y Cavanagh, R. (2002). The Six Sigma Way Team
Fieldbook. USA: McGraw Hill.
Pande, P. y Holpp, L. (2002). What is Six Sigma?. USA: McGraw Hill.
Pyzdek, T. (2001). The Six Sigma Handbook A Complete Guide for Green
Belt, Black Belt and Managers at all Levels. USA: McGraw Hill.
Quirarte Gregory, J. (2001, Noviembre). Seis Sigma Un Enfoque
Estratgico para el Negocio. Ponencia presentada en el 1
er
. Simposio de
la Metodologa Seis Sigma, Organizado por el Centro de Investigacin en
Matemticas (CIMAT, A.C), Aguascalientes Mxico.
232
Reidar, J. (2001) (2001). Clasificacin de los trabajos de investigacin [ en
lnea] Mxico. Disponible en: http://www.uv.mx/iiesca/revista2001-
1/axioteleologico.htm.
Reyes, D. (2002, Noviembre). Seis Sigma Transaccional Experiencia y
Proyectos Exitosos en Mabe Comercial. Ponencia presentada en el 2.
Simposio de la Metodologa Seis Sigma, Organizado por el Centro de
Investigacin en Matemticas (CIMAT A.C), Aguascalientes Mxico.
Rojas Soriano, R. (2001). Gua para Realizar Investigaciones Sociales.
(26. Edicin). Mxico: Plaza y Valds Editores.
Seis Sigma.Com. (2000). Los Mitos de Seis Sigma. [en lnea] Mxico.
Disponible en: http://www.Seis-Sigma.Com/Mitos6S.html.
Seis Sigma.Com. (2000). Variacin en los Procesos. [en lnea] Mxico.
Disponible en: http://www.Seis-Sigma.Com/Variacion.html.
Solis, JP. (2004). Mdulo I Conceptos Bsicos de la Metodologa Seis
Sigma. Notas del Diplomado Certificacin Black Belt in Six Sigma.
Mxico: Instituto Tecnolgico de Estudios Superiores de Monterrey
(ITESM).
233
Tamayo y Tamayo, M. (1995). El Proceso de la Investigacin Cientfica.
Mxico: Limusa.
Torres, L. Gustavo, A. (2002, Noviembre). 6 Sigma La Incorporacin del
Pensamiento Sistmico y Estadstico a la Solucin de Problemas.
Ponencia presentada en el 2. Simposio de la Metodologa Seis Sigma,
Organizado por el Centro de Investigacin en Matemticas (CIMAT A.C),
Aguascalientes Mxico.
Vzquez G, Oscar H. (2003). De Grupo a Equipo. Mxico: Management
Developing Center, S.A de C.V.
234
S-ar putea să vă placă și
- Sapi Iss 11 19 PDFDocument121 paginiSapi Iss 11 19 PDFmiguel angel banda torresÎncă nu există evaluări
- La Comunidad Como Cliente Del CuidadoDocument88 paginiLa Comunidad Como Cliente Del CuidadoxastralÎncă nu există evaluări
- Reglamento Interno de Trabajo COMIMSA México PDFDocument20 paginiReglamento Interno de Trabajo COMIMSA México PDFAnonymous ybBWNgJHLÎncă nu există evaluări
- Jalisco Servicios Protocolo de Accion Ante Covid19 1 PDFDocument15 paginiJalisco Servicios Protocolo de Accion Ante Covid19 1 PDFxastralÎncă nu există evaluări
- 107Document3 pagini107Luis Angel Piedra RamÍrezÎncă nu există evaluări
- GPS PernosDocument2 paginiGPS PernosxastralÎncă nu există evaluări
- FraudeDocument42 paginiFraudexastralÎncă nu există evaluări
- 01 Protocolo en Caso de SecuestroDocument2 pagini01 Protocolo en Caso de SecuestroGerardo FriasÎncă nu există evaluări
- Diagnóstico Imco - La-Subcontratación-Y-Sus-Implicaciones-En-México - DocumentoDocument55 paginiDiagnóstico Imco - La-Subcontratación-Y-Sus-Implicaciones-En-México - DocumentoxastralÎncă nu există evaluări
- Estandard de Calidad Guardia y Custodia.Document8 paginiEstandard de Calidad Guardia y Custodia.xastralÎncă nu există evaluări
- Indicadores Financieros Sector Vigilancia y Seguridad Privada 2012 PDFDocument38 paginiIndicadores Financieros Sector Vigilancia y Seguridad Privada 2012 PDFxastralÎncă nu există evaluări
- Lineamientos de Seguridad Sanitaria. Versio N 17 Mayo Final PDFDocument31 paginiLineamientos de Seguridad Sanitaria. Versio N 17 Mayo Final PDFDaniel Serrano HernándezÎncă nu există evaluări
- Rondas & QRDocument55 paginiRondas & QRjose luis soteloÎncă nu există evaluări
- VB19 Contrato de Aseo o Servicios GeneralesDocument3 paginiVB19 Contrato de Aseo o Servicios GeneralesHAZBLEIDY DAVID AMAYA0% (1)
- Reglamento Interno Ejemplo 1Document8 paginiReglamento Interno Ejemplo 1Fabiel76% (66)
- Duplicación CelularDocument6 paginiDuplicación CelularxastralÎncă nu există evaluări
- Compraventa de VehículoDocument2 paginiCompraventa de VehículoAlicia Judith Aguilar Guerrero50% (6)
- Lineamientos para La Educacion A Distancia y Sus AplicacionesDocument31 paginiLineamientos para La Educacion A Distancia y Sus AplicacionesxastralÎncă nu există evaluări
- Aviso de Privacidad IntegralDocument17 paginiAviso de Privacidad IntegralxastralÎncă nu există evaluări
- Arrendamiento de Vehiculos ProfecoDocument8 paginiArrendamiento de Vehiculos ProfecofurejiÎncă nu există evaluări
- Ficha Tecnica PathfinderDocument1 paginăFicha Tecnica PathfinderxastralÎncă nu există evaluări
- Presentacion Corporativa 2017Document12 paginiPresentacion Corporativa 2017xastralÎncă nu există evaluări
- 2 3Document23 pagini2 3fred_gualotunaÎncă nu există evaluări
- FraudeDocument42 paginiFraudexastralÎncă nu există evaluări
- Presentation 1Document5 paginiPresentation 1xastralÎncă nu există evaluări
- Contrato para Empresas de Seguridad Sin ArmasDocument4 paginiContrato para Empresas de Seguridad Sin Armasgabriel k padillaÎncă nu există evaluări
- Jalisco Servicios Protocolo de Accion Ante Covid19 1 PDFDocument15 paginiJalisco Servicios Protocolo de Accion Ante Covid19 1 PDFxastralÎncă nu există evaluări
- Procedimientos de VigilanciaDocument87 paginiProcedimientos de Vigilanciaxastral100% (2)
- 01 Protocolo en Caso de SecuestroDocument2 pagini01 Protocolo en Caso de SecuestroGerardo FriasÎncă nu există evaluări
- Manual Seguridad Instituciones Educacion Superior Anuies PDFDocument80 paginiManual Seguridad Instituciones Educacion Superior Anuies PDFJosueJaureguiGamboaÎncă nu există evaluări
- Actividad #1 Taller #1 Cambio Climatico en El Contexto NacionalDocument11 paginiActividad #1 Taller #1 Cambio Climatico en El Contexto NacionalMonica GomezÎncă nu există evaluări
- 1 2 Ejercicios de Propiedades y Estatica de FluidosDocument4 pagini1 2 Ejercicios de Propiedades y Estatica de FluidosJuan Vasquez Gutierrez100% (1)
- Resumen de AvnerDocument62 paginiResumen de AvnerKhristian Vinicio100% (2)
- Qui MicaDocument9 paginiQui MicaMeliiza Mtz RÎncă nu există evaluări
- Guía para La Aplicación Del Método de Costeo PDFDocument66 paginiGuía para La Aplicación Del Método de Costeo PDFJulieta Tavera PosadaÎncă nu există evaluări
- RadionucleidosDocument20 paginiRadionucleidosRICARDO ANDRE BETETA PACHECOÎncă nu există evaluări
- Transistor de Inducción EstáticaDocument12 paginiTransistor de Inducción EstáticaAlxNelSonCarrascoArauco100% (2)
- 1.6 Regulacion de La Velocidad Del MotorDocument6 pagini1.6 Regulacion de La Velocidad Del MotorAntonio De Jesús NavaÎncă nu există evaluări
- Responsabilidad Social Grupo BimboDocument5 paginiResponsabilidad Social Grupo BimboDiana Navarrete de Castro79% (14)
- Mantenimiento de Equipos REALDocument77 paginiMantenimiento de Equipos REALkaterineÎncă nu există evaluări
- Ingles Tecnico Parte 14 INTERPRETACIONDocument51 paginiIngles Tecnico Parte 14 INTERPRETACIONYerko Mita ChivasÎncă nu există evaluări
- Grupo 5 - CONSOLIDACION UNIDIMENSIONALDocument22 paginiGrupo 5 - CONSOLIDACION UNIDIMENSIONALDAN ESAU CONTRERAS CONTRERASÎncă nu există evaluări
- PersonaNatural IG3Document7 paginiPersonaNatural IG3Roel Rios RiosÎncă nu există evaluări
- Simbologia y Diagrama de FlujoDocument44 paginiSimbologia y Diagrama de FlujoMorocha BellaÎncă nu există evaluări
- Aqua Jaker - Sistemas Contra IncendioDocument10 paginiAqua Jaker - Sistemas Contra IncendioEdgar JacquesÎncă nu există evaluări
- 3.a Kelly Kan Mud SaverDocument1 pagină3.a Kelly Kan Mud Savermarcusa85Încă nu există evaluări
- 1 sr469Document141 pagini1 sr469Cusco PardoÎncă nu există evaluări
- Conalep AeronáuticoDocument26 paginiConalep AeronáuticoMar CasillasÎncă nu există evaluări
- PAPIDocument33 paginiPAPIGenaro Hugo Lopez Zagala50% (2)
- Triptico de EnergiaDocument2 paginiTriptico de Energiawendy huaracaÎncă nu există evaluări
- Unidad 1 - Actividad 2 - Estructuración y Tipificación de Los TributosDocument14 paginiUnidad 1 - Actividad 2 - Estructuración y Tipificación de Los TributosKelly CárdenasÎncă nu există evaluări
- Problemas de Balance de Energía 2018 Operaciones Unitarias IDocument3 paginiProblemas de Balance de Energía 2018 Operaciones Unitarias IDiego MiguelÎncă nu există evaluări
- Fuente Simetrica 10VDocument4 paginiFuente Simetrica 10VJordy BravoÎncă nu există evaluări
- Catalogo Solartronic PDFDocument34 paginiCatalogo Solartronic PDFhannibal2004685Încă nu există evaluări
- Revolucion Industrial SenaDocument3 paginiRevolucion Industrial SenaSofia CusbaÎncă nu există evaluări
- Amtd Amtd-408 MallaDocument6 paginiAmtd Amtd-408 MallaelioÎncă nu există evaluări
- Bladders de AcumuladoresDocument48 paginiBladders de Acumuladoresjorvasqu100% (1)
- Color Monitor Con Escaler Tsumu58el-Lf-1 Service ManualDocument25 paginiColor Monitor Con Escaler Tsumu58el-Lf-1 Service ManualRaul AlfaroÎncă nu există evaluări
- Introducción A Los DPSDocument52 paginiIntroducción A Los DPSEduardo GuerrerosÎncă nu există evaluări
- Campo Eléctrico en Un CRTDocument12 paginiCampo Eléctrico en Un CRTErnesto CuàÎncă nu există evaluări