S-ar putea să vă placă și
- Modulo 2 Respuesta EDTDocument3 paginiModulo 2 Respuesta EDTJv0% (1)
- UF1 6 Apuntes Gestion PDFDocument105 paginiUF1 6 Apuntes Gestion PDFmedievoloÎncă nu există evaluări
- Thinkcar Gdi 100 PresentacionDocument24 paginiThinkcar Gdi 100 PresentacionFrank NavarroÎncă nu există evaluări
- Modelo de Bloques en El Diseño y La Planificación MineraDocument11 paginiModelo de Bloques en El Diseño y La Planificación MineraAnonymous qa1TMyjÎncă nu există evaluări
- CARESCAPE Monitor B650: Manual Del UsuarioDocument328 paginiCARESCAPE Monitor B650: Manual Del UsuarioSantiago Mora100% (4)
- Agronomía TropicalDocument23 paginiAgronomía TropicalElizabeth CamachoÎncă nu există evaluări
- Contenido PrincipalDocument1 paginăContenido PrincipalRichard DávilaÎncă nu există evaluări
- Pymes VerDocument14 paginiPymes VerRichard DávilaÎncă nu există evaluări
- VNONDESTRUCTIVEDocument707 paginiVNONDESTRUCTIVERichard DávilaÎncă nu există evaluări
- Como Llenar Cuadro EstadisticoDocument1 paginăComo Llenar Cuadro EstadisticoRichard DávilaÎncă nu există evaluări
- Desarrollo de Examen ExcelDocument112 paginiDesarrollo de Examen ExcelRichard DávilaÎncă nu există evaluări
- Desarrollo de Examen ExcelDocument112 paginiDesarrollo de Examen ExcelRichard DávilaÎncă nu există evaluări
- Glosario - NDTDocument7 paginiGlosario - NDTRichard DávilaÎncă nu există evaluări
- Desarrollo de Examen ExcelDocument112 paginiDesarrollo de Examen ExcelRichard DávilaÎncă nu există evaluări
- Como Llenar Cuadro EstadisticoDocument1 paginăComo Llenar Cuadro EstadisticoRichard DávilaÎncă nu există evaluări
- Code Case 2235Document7 paginiCode Case 2235Richard DávilaÎncă nu există evaluări
- Code Case 2235Document7 paginiCode Case 2235Richard DávilaÎncă nu există evaluări
- Code Case 2235Document7 paginiCode Case 2235Richard DávilaÎncă nu există evaluări
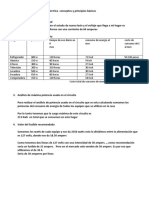
- Practica de Curso EDX Energia Eléctrica Conceptos y Principios BásicosDocument2 paginiPractica de Curso EDX Energia Eléctrica Conceptos y Principios BásicosBrunoÎncă nu există evaluări
- Informe de Diseño de Mezclas (MET. Modulo de Finura de La Combinacion de Agregados)Document11 paginiInforme de Diseño de Mezclas (MET. Modulo de Finura de La Combinacion de Agregados)Diego Solano0% (1)
- D. Presupuestook 20220722 142557 982Document2 paginiD. Presupuestook 20220722 142557 982MANUELÎncă nu există evaluări
- Guia Ia UdgDocument41 paginiGuia Ia UdgMiguel Humberto Moreno CarrilloÎncă nu există evaluări
- Informe de Laboratorio N°1 Grupo A Cueva Salazar, EduardoDocument18 paginiInforme de Laboratorio N°1 Grupo A Cueva Salazar, EduardoRonaldo Rios EstrellaÎncă nu există evaluări
- Informe de Aprendizaje Basado en Problemas - ABPDocument51 paginiInforme de Aprendizaje Basado en Problemas - ABPaldanagleydi8Încă nu există evaluări
- El Análisis Económico de La Cultura: Una Visión IntroductoriaDocument11 paginiEl Análisis Económico de La Cultura: Una Visión IntroductoriaSHARON CARABALLO MANRIQUEÎncă nu există evaluări
- Catalogo MatrixDocument18 paginiCatalogo MatrixKittyPizzaniÎncă nu există evaluări
- SDN Network vs. Traditional Network: April 2017Document8 paginiSDN Network vs. Traditional Network: April 2017michaelÎncă nu există evaluări
- Interrelación ProductivaDocument4 paginiInterrelación ProductivaÍvan Reyes SaucedoÎncă nu există evaluări
- Cindy Flores P. Exposicion TecnologiaDocument20 paginiCindy Flores P. Exposicion TecnologiaAlcides Muñoz OcasÎncă nu există evaluări
- Encofrado y Vaciado de Techos de Los BuzonesDocument15 paginiEncofrado y Vaciado de Techos de Los BuzonesCinthya Melissa Bardalez TuestaÎncă nu există evaluări
- La Geografia de La EnergiaDocument3 paginiLa Geografia de La EnergiacesaryritaÎncă nu există evaluări
- El Sistema Financiero PeruanoDocument18 paginiEl Sistema Financiero PeruanoYovana PanccaÎncă nu există evaluări
- Protocolo Del CursoDocument8 paginiProtocolo Del Cursocemofe7492Încă nu există evaluări
- ContratoDocument25 paginiContratoLuchianita VanÎncă nu există evaluări
- Crear Una Aplicacion Android en NetbeansDocument11 paginiCrear Una Aplicacion Android en NetbeansAna-uj AcÎncă nu există evaluări
- Planecion AgregadaDocument20 paginiPlanecion AgregadaKevin RojasÎncă nu există evaluări
- Proyecto IDocument51 paginiProyecto IjaimeÎncă nu există evaluări
- CAJA RITTAL NITW.E76083 - Paneles de Control Industriales - Producto Iq de ULDocument1 paginăCAJA RITTAL NITW.E76083 - Paneles de Control Industriales - Producto Iq de ULXimena CotrinaÎncă nu există evaluări
- ASUSTek s5184 - N61J User Manual - HDocument28 paginiASUSTek s5184 - N61J User Manual - Hshatal16Încă nu există evaluări
- Calidad de Empleo Como Requisito para La InnovaciónDocument17 paginiCalidad de Empleo Como Requisito para La InnovaciónDelsi MelendezÎncă nu există evaluări
- Politicas y Riesgos TecnologicosDocument3 paginiPoliticas y Riesgos TecnologicosLEONARDO OROSCOÎncă nu există evaluări
- Actividad 2 Software para Proyectos Industriales.Document4 paginiActividad 2 Software para Proyectos Industriales.jorgeÎncă nu există evaluări