S-ar putea să vă placă și
- X-Ray Equipment Maintenance and Repair HandbookDocument272 paginiX-Ray Equipment Maintenance and Repair HandbookEma Octaviani100% (1)
- 14 Inspection FundamentalDocument50 pagini14 Inspection FundamentalDimas Anggoro Nazara Putra100% (3)
- Lecture 9 - Quality AssuranceDocument41 paginiLecture 9 - Quality AssuranceLindaÎncă nu există evaluări
- Astm E2033Document10 paginiAstm E2033Jorge SuarezÎncă nu există evaluări
- As 2740-2001 Wedge-Type SocketsDocument7 paginiAs 2740-2001 Wedge-Type SocketsSAI Global - APACÎncă nu există evaluări
- E 2775 - Guided WavesDocument11 paginiE 2775 - Guided WavesalexedamalaÎncă nu există evaluări
- Piper DC Diverter Bro 0313 O PDFDocument4 paginiPiper DC Diverter Bro 0313 O PDFjoebrazÎncă nu există evaluări
- EVA - HF 525: Technical DescriptionDocument10 paginiEVA - HF 525: Technical DescriptionFouad Inr100% (1)
- Overhead Crane Practical EvaluationDocument3 paginiOverhead Crane Practical EvaluationSyarizal ZainuddinÎncă nu există evaluări
- BPcraneLifting North Sea Rules OffshoreDocument56 paginiBPcraneLifting North Sea Rules Offshorebwadsager75% (4)
- Overhead Crane Inspection ProcedureDocument2 paginiOverhead Crane Inspection ProcedureEphraim John Tangelon AquinoÎncă nu există evaluări
- LWX-C5 Service ManualDocument108 paginiLWX-C5 Service ManualNelson AltuveÎncă nu există evaluări
- 1.4. Job Responsibilities Grade 3.4UDocument1 pagină1.4. Job Responsibilities Grade 3.4UEcha R Crew100% (1)
- BS 7262 1990Document27 paginiBS 7262 1990Ashim SadeghmomtazÎncă nu există evaluări
- A Comparison of BS en 287 Part 1 and ISO 9606Document3 paginiA Comparison of BS en 287 Part 1 and ISO 9606Joe ClarkeÎncă nu există evaluări
- Instruction For OperationDocument16 paginiInstruction For OperationAanantharaj LourdesamyÎncă nu există evaluări
- Cranes Today March 2004 What To Look ForDocument3 paginiCranes Today March 2004 What To Look FordomsonengÎncă nu există evaluări
- X-Ray: Radiographic Film SystemsDocument56 paginiX-Ray: Radiographic Film Systemswilliam cordero valverdeÎncă nu există evaluări
- h-231 FABRICACION DE TUBERIA PDFDocument18 paginih-231 FABRICACION DE TUBERIA PDFM Betzabe MoraÎncă nu există evaluări
- New NDTDocument166 paginiNew NDTAhmed ElhadyÎncă nu există evaluări
- AnsiDocument2 paginiAnsiSonu SinghÎncă nu există evaluări
- Astm A923Document1 paginăAstm A923rohitÎncă nu există evaluări
- Process Control Instrumentation PDFDocument2 paginiProcess Control Instrumentation PDFben mohamed SofianeÎncă nu există evaluări
- STG Lube Oil FlushingDocument21 paginiSTG Lube Oil FlushingAnthony DelarosaÎncă nu există evaluări
- GE Energy Gas Engines Starting Systems Air Volume and Pressure Guidelines For 12V275GL GL+ and 12VAT27GLDocument2 paginiGE Energy Gas Engines Starting Systems Air Volume and Pressure Guidelines For 12V275GL GL+ and 12VAT27GLecavalinÎncă nu există evaluări
- 49283991-DNV-OS-C401-2009-10 Fab and Testing Offshore Structure PDFDocument46 pagini49283991-DNV-OS-C401-2009-10 Fab and Testing Offshore Structure PDFtriyuliantoÎncă nu există evaluări
- ASME InterpretationDocument4 paginiASME Interpretationhrh_pogcÎncă nu există evaluări
- Marine Emergency Diesel Generator SetDocument2 paginiMarine Emergency Diesel Generator SetVicky ZulfikarÎncă nu există evaluări
- h02b CranesDocument3 paginih02b CranesDheeraj KumarÎncă nu există evaluări
- Hose Test MethodsDocument5 paginiHose Test MethodstriagusmanÎncă nu există evaluări
- # Inspection Item Yes N o N/A: Appendix B Crane & Hoist Monthly Inspection Checklist Page 1 of 2Document2 pagini# Inspection Item Yes N o N/A: Appendix B Crane & Hoist Monthly Inspection Checklist Page 1 of 2Sajeewa LakmalÎncă nu există evaluări
- 2012 OL1 1.2 E Student 017717 Marker 42Document3 pagini2012 OL1 1.2 E Student 017717 Marker 42alexedamalaÎncă nu există evaluări
- Testing StandardDocument7 paginiTesting StandardDiego Fernando Pedroza UribeÎncă nu există evaluări
- Method of Statement PDFDocument7 paginiMethod of Statement PDFSakib AyubÎncă nu există evaluări
- Validation of Arc Welding Equipment - Revision of BS7570 (May 2001)Document2 paginiValidation of Arc Welding Equipment - Revision of BS7570 (May 2001)Elias KapaÎncă nu există evaluări
- LEEA Correspondence Courses: Assignment 1.1Document3 paginiLEEA Correspondence Courses: Assignment 1.1alexedamalaÎncă nu există evaluări
- Hydrostatic Test 3.1Document1 paginăHydrostatic Test 3.1yogitatanavadeÎncă nu există evaluări
- LEEA Correspondence Courses: Assignment 1.3Document3 paginiLEEA Correspondence Courses: Assignment 1.3alexedamalaÎncă nu există evaluări
- Isotrend Ir 192 Brochure PDFDocument2 paginiIsotrend Ir 192 Brochure PDFSafiq UddinÎncă nu există evaluări
- TD107 Operation Manual PDFDocument42 paginiTD107 Operation Manual PDFshalabyahmedÎncă nu există evaluări
- Sistemas de Deteccion Hidrogeno ANSI-ISA PDFDocument42 paginiSistemas de Deteccion Hidrogeno ANSI-ISA PDFRamiro Velasco RicoÎncă nu există evaluări
- Tanktrader BV: Technical Specification For 20' X 8' X 8'6" Iso Icc Type Tank Container For Bulk Bitumen (Un T3 Code)Document9 paginiTanktrader BV: Technical Specification For 20' X 8' X 8'6" Iso Icc Type Tank Container For Bulk Bitumen (Un T3 Code)Nauman AliÎncă nu există evaluări
- Offshore Crane OperationsDocument1 paginăOffshore Crane OperationsAnonymous cekPJylABoÎncă nu există evaluări
- E2700-09 Standard Practice For Contact Ultrasonic Testing of Welds Using Phased ArraysDocument9 paginiE2700-09 Standard Practice For Contact Ultrasonic Testing of Welds Using Phased Arrayskenvn100% (1)
- Revised MS Pressure Test of Dn400 PipelieDocument4 paginiRevised MS Pressure Test of Dn400 PipelieMhando IgnasÎncă nu există evaluări
- ASME V Art 27 LT PDFDocument12 paginiASME V Art 27 LT PDFAgniva DuttaÎncă nu există evaluări
- CMRP Practice QuestionsDocument4 paginiCMRP Practice Questionslinbaba123Încă nu există evaluări
- RR C 271DDocument53 paginiRR C 271DJomon Varghese100% (1)
- LEEAOffshore Crane Inspection CourseDocument1 paginăLEEAOffshore Crane Inspection CourseVignesh MadhavanÎncă nu există evaluări
- AISI 4145 HT (Oiled Spec.) : Sin Thai Special Steel Co., LTDDocument1 paginăAISI 4145 HT (Oiled Spec.) : Sin Thai Special Steel Co., LTDl_aguilar_mÎncă nu există evaluări
- LEEA Correspondence Courses: Assignment 1.9Document3 paginiLEEA Correspondence Courses: Assignment 1.9Primelift Safety Resources LimitedÎncă nu există evaluări
- Actuators Selection Procedures (Bettis)Document4 paginiActuators Selection Procedures (Bettis)txagusÎncă nu există evaluări
- Title: 2210 Industrial Crane Safety: Powerpoint PresentationDocument3 paginiTitle: 2210 Industrial Crane Safety: Powerpoint PresentationbangladragosÎncă nu există evaluări
- IQI (Penetrameter) Selection in Industrial Radiography TestingDocument3 paginiIQI (Penetrameter) Selection in Industrial Radiography TestingGomathyselvi100% (1)
- Iso 3874 1997Document87 paginiIso 3874 1997ferruxo69Încă nu există evaluări
- Tecnoplast SRL - Product ListDocument44 paginiTecnoplast SRL - Product Listbarino1966Încă nu există evaluări
- 331-16-En Seat Tightness Test With HeliumDocument7 pagini331-16-En Seat Tightness Test With HeliumSubkiAmatÎncă nu există evaluări
- Bolting Program Info PDFDocument2 paginiBolting Program Info PDFIrshad AhmadÎncă nu există evaluări
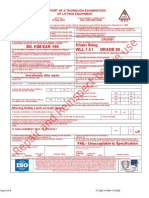
- Sn. Kim Ear 196 Chain Sling WLL 7.5 T Grade 80: Report of A Thorough Examination of Lifting EquipmentDocument1 paginăSn. Kim Ear 196 Chain Sling WLL 7.5 T Grade 80: Report of A Thorough Examination of Lifting Equipmentoriza100% (1)
- Mordec-Catalogue 2011 MayDocument83 paginiMordec-Catalogue 2011 Maykiiru88100% (1)
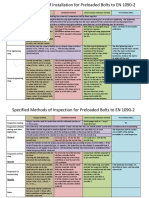
- Methods of Installation & Inspection To en 1090 2-1412867019Document2 paginiMethods of Installation & Inspection To en 1090 2-1412867019yatinÎncă nu există evaluări
- Creating Template For Pipe Lateral Stub inDocument12 paginiCreating Template For Pipe Lateral Stub inOGBONNAYA IROABUCHI PETERÎncă nu există evaluări
- Unit 1.6 - Destructive and Non-Destructive Testing: © Lifting Equipment Engineers Association 2013 - Unit 1.6Document16 paginiUnit 1.6 - Destructive and Non-Destructive Testing: © Lifting Equipment Engineers Association 2013 - Unit 1.6jithinjose86Încă nu există evaluări
- Inspection and Testing: 7.1. Flaws, Non - Conformities and DefectsDocument8 paginiInspection and Testing: 7.1. Flaws, Non - Conformities and Defectsit4scribdÎncă nu există evaluări
- Technological University of Altamira: Visual InspectionDocument13 paginiTechnological University of Altamira: Visual InspectionRaul GamboaÎncă nu există evaluări
- WS-Periodic Inspection 9 2008Document10 paginiWS-Periodic Inspection 9 2008NATHANÎncă nu există evaluări
- Module 9.qualification 1.welding PerformanceDocument6 paginiModule 9.qualification 1.welding PerformanceMohd NizamÎncă nu există evaluări
- Examination of Liquid-Filled Atmospheric and Low-Pressure Metal Storage Tanks Using Acoustic EmissionDocument11 paginiExamination of Liquid-Filled Atmospheric and Low-Pressure Metal Storage Tanks Using Acoustic EmissionalexedamalaÎncă nu există evaluări
- Astm E1815-13Document7 paginiAstm E1815-13alexedamalaÎncă nu există evaluări
- Indentation Hardness of Metallic Materials by Portable Hardness TestersDocument2 paginiIndentation Hardness of Metallic Materials by Portable Hardness TestersalexedamalaÎncă nu există evaluări
- Unit 1.5 - Stress and Strain in Lifting EquipmentDocument14 paginiUnit 1.5 - Stress and Strain in Lifting EquipmentalexedamalaÎncă nu există evaluări
- LEEA Correspondence Courses: Assignment 1.3Document3 paginiLEEA Correspondence Courses: Assignment 1.3alexedamalaÎncă nu există evaluări
- 2012 OL1 1.2 E Student 017717 Marker 42Document3 pagini2012 OL1 1.2 E Student 017717 Marker 42alexedamalaÎncă nu există evaluări
- LEEA Correspondence Courses: Assignment 1.1Document3 paginiLEEA Correspondence Courses: Assignment 1.1alexedamalaÎncă nu există evaluări
- PET-CT J Nucl Med-2008-Townsend-938-55 PDFDocument19 paginiPET-CT J Nucl Med-2008-Townsend-938-55 PDFmanuel pilco riosÎncă nu există evaluări
- Klasa 3 Język Angielski Zagadnienia Egzaminacyjne PRDocument20 paginiKlasa 3 Język Angielski Zagadnienia Egzaminacyjne PRKasia SołtykiewiczÎncă nu există evaluări
- Micro Z ULS Tier3 Lo Res Book Brochure en Ver1 2016.08.31Document4 paginiMicro Z ULS Tier3 Lo Res Book Brochure en Ver1 2016.08.31Sergio Ramirez RamirezÎncă nu există evaluări
- Nanning Yiju Medical Electronics Co., LTDDocument6 paginiNanning Yiju Medical Electronics Co., LTDShashiÎncă nu există evaluări
- Spek Mobile XRay Visitor T4Document1 paginăSpek Mobile XRay Visitor T4MariaaaÎncă nu există evaluări
- Aerb DX 2016Document52 paginiAerb DX 2016hiteshÎncă nu există evaluări
- Thermal Neutron Radiography of Materials: Standard Practices ForDocument10 paginiThermal Neutron Radiography of Materials: Standard Practices FordiwakarÎncă nu există evaluări
- Datasheet Stratos DR DMS GroupDocument9 paginiDatasheet Stratos DR DMS GroupDigo OtávioÎncă nu există evaluări
- Brosur Melody III Anlg - DGTLDocument4 paginiBrosur Melody III Anlg - DGTLAgus AminÎncă nu există evaluări
- Frank Herbert Attix (Auth.) Assorbimento Fotoni - Introduction To Radiological Physics and Radiation Dosimetry (1986) - 141-176-21Document1 paginăFrank Herbert Attix (Auth.) Assorbimento Fotoni - Introduction To Radiological Physics and Radiation Dosimetry (1986) - 141-176-21EnricoBogoniÎncă nu există evaluări
- Proline XC ListDocument3 paginiProline XC ListLuis Alberto Díaz OlmedoÎncă nu există evaluări
- Service Manual: Model SeriesDocument48 paginiService Manual: Model SeriesEnrique HerreraÎncă nu există evaluări
- X RayDocument13 paginiX Rayمحمود سميرÎncă nu există evaluări
- 434c070 - K Gem Op GuideDocument210 pagini434c070 - K Gem Op GuideLuis PassardiÎncă nu există evaluări
- Satelec X Mind DC UserDocument39 paginiSatelec X Mind DC UserreynaldumÎncă nu există evaluări
- Quality Control Tests in Some Diagnostic X-Ray Units in BangladeshDocument8 paginiQuality Control Tests in Some Diagnostic X-Ray Units in BangladeshĐăngÎncă nu există evaluări
- Assignment No 04Document2 paginiAssignment No 04Muskan FatimaÎncă nu există evaluări
- 1basic Nuclear PhysicsDocument37 pagini1basic Nuclear Physicsganeshkumarg_1Încă nu există evaluări
- ASR-3000 User Manual PDFDocument43 paginiASR-3000 User Manual PDFYoussry Elsayed MohamedÎncă nu există evaluări
- Industrial Radiography Image Forming Techniques English 4 PDFDocument114 paginiIndustrial Radiography Image Forming Techniques English 4 PDFPana SilviuÎncă nu există evaluări
- Full Download Essentials of Dental Radiography For Dental Assistants and Hygienists 10th Edition Thomson Test BankDocument36 paginiFull Download Essentials of Dental Radiography For Dental Assistants and Hygienists 10th Edition Thomson Test Bankfannerbarogram.ywlkl100% (22)
- PresentationDocument37 paginiPresentationZubair MohammedÎncă nu există evaluări
- TG 152 Electronic Brachy PDFDocument10 paginiTG 152 Electronic Brachy PDFmarkÎncă nu există evaluări
- CT Basic Principle & CT NumberDocument30 paginiCT Basic Principle & CT NumberAtri thakerÎncă nu există evaluări