S-ar putea să vă placă și
- Dynamic Performance Testing of Single-Element Unbalanced Gas-Lift ValvesDocument8 paginiDynamic Performance Testing of Single-Element Unbalanced Gas-Lift ValvesIkramÎncă nu există evaluări
- Spe-104202-Pa-P (1) - 2 MarzoDocument6 paginiSpe-104202-Pa-P (1) - 2 MarzodanonninoÎncă nu există evaluări
- Boost Well Production with Gas Lift EquipmentDocument51 paginiBoost Well Production with Gas Lift EquipmentSufian R EllabbadÎncă nu există evaluări
- Control Valves in Process PlantDocument8 paginiControl Valves in Process Plantmukramah.yusufÎncă nu există evaluări
- Pressure Drop and Closure Forces in Velocity Type SSSV API-77-B001 PDFDocument64 paginiPressure Drop and Closure Forces in Velocity Type SSSV API-77-B001 PDFQaiser Hafeez100% (1)
- Analysis of Gas Lift Installation Problems: Mazin Zain Al Abdin - QGPC, Doha, QATARDocument23 paginiAnalysis of Gas Lift Installation Problems: Mazin Zain Al Abdin - QGPC, Doha, QATARWan Norain Awang LongÎncă nu există evaluări
- TrevitestingDocument23 paginiTrevitestingworkedoutagainÎncă nu există evaluări
- Well PreparationDocument16 paginiWell PreparationfarajÎncă nu există evaluări
- Chapter 5 - Gas LiftDocument57 paginiChapter 5 - Gas LiftFranklyn Frank100% (2)
- Gas Lift OperDocument3 paginiGas Lift OperMikhaelrams RamsÎncă nu există evaluări
- Control valve characteristics manualDocument9 paginiControl valve characteristics manualSiddhartha SharmaÎncă nu există evaluări
- Some Aspects of Numerical Simulation of Control Valves For Steam TurbinesDocument1 paginăSome Aspects of Numerical Simulation of Control Valves For Steam TurbinesSharat ChandraÎncă nu există evaluări
- Methods To Improve The Efficiency of Rod-Drawn Subsurface PumpsDocument16 paginiMethods To Improve The Efficiency of Rod-Drawn Subsurface PumpsRichard More LeonÎncă nu există evaluări
- Test Stand Technical ManualDocument51 paginiTest Stand Technical Manualewhf weGJO100% (1)
- Spe 133268 MS PDFDocument18 paginiSpe 133268 MS PDFPhuc TruongÎncă nu există evaluări
- Surface Control of Injected GasDocument3 paginiSurface Control of Injected GasDeny Fatryanto EkoÎncă nu există evaluări
- Description and Analysis An Efficient Continuous-Flow Gas-Lift InstallationDocument8 paginiDescription and Analysis An Efficient Continuous-Flow Gas-Lift Installationwinette14Încă nu există evaluări
- Guidelines On The Maintenance of Pressure Relief Valves On Board Gas CarriersDocument17 paginiGuidelines On The Maintenance of Pressure Relief Valves On Board Gas Carriers123habib123fikriÎncă nu există evaluări
- The Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Document4 paginiThe Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Rushan Lakdimuthu100% (1)
- Choke Manifold JHCDocument31 paginiChoke Manifold JHCahouaÎncă nu există evaluări
- (2012) Venturi Orifice in Kaji-Semoga ID PDFDocument10 pagini(2012) Venturi Orifice in Kaji-Semoga ID PDFWan Norain Awang LongÎncă nu există evaluări
- 05 - Gas LiftDocument57 pagini05 - Gas Liftaldhi8875532Încă nu există evaluări
- Fundamentals of Gas Pipeline Metering Stations - Pipeline & Gas JournalDocument4 paginiFundamentals of Gas Pipeline Metering Stations - Pipeline & Gas JournalMehedi HasanÎncă nu există evaluări
- Experiment No 7Document7 paginiExperiment No 7Faizan Ahmed67% (3)
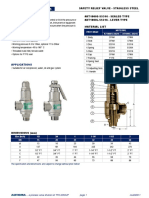
- Relief Valves: Gases and Gas EquipmentDocument22 paginiRelief Valves: Gases and Gas EquipmentInspection EngineerÎncă nu există evaluări
- SAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodDocument10 paginiSAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodBep De JongÎncă nu există evaluări
- 114 Ijmperdfeb2018114Document12 pagini114 Ijmperdfeb2018114TJPRC PublicationsÎncă nu există evaluări
- PA Determining Multiphase Pressure Drops and Flow CapaDocument8 paginiPA Determining Multiphase Pressure Drops and Flow CapaRodrigo RosasÎncă nu există evaluări
- Bulk Separation of GasDocument7 paginiBulk Separation of GasEnnecyr Pilling PintoÎncă nu există evaluări
- Gas Lift Valve DomoDocument2 paginiGas Lift Valve DomoMikhaelrams RamsÎncă nu există evaluări
- How To Determine Air FlowDocument22 paginiHow To Determine Air FlowsimonliaÎncă nu există evaluări
- Superflow 110Document34 paginiSuperflow 110dcapito4017100% (2)
- Introduction To Gas Removal Systems and Liquid Ring Vacuum PumpsDocument3 paginiIntroduction To Gas Removal Systems and Liquid Ring Vacuum PumpsDheeraj ShuklaÎncă nu există evaluări
- Gas Viscosity and Crude Oil Viscosity TestsDocument43 paginiGas Viscosity and Crude Oil Viscosity TestsSoundar SamuelÎncă nu există evaluări
- Boiler & Pressure Vessel Inspection 6734Document15 paginiBoiler & Pressure Vessel Inspection 6734Yousuf MemonÎncă nu există evaluări
- Speed Control Circuit Using MeteringDocument10 paginiSpeed Control Circuit Using MeteringPankaj GuravÎncă nu există evaluări
- Reliability Testing of Pressure Relief ValvesDocument12 paginiReliability Testing of Pressure Relief ValvesGama MuktiÎncă nu există evaluări
- Kel-1 GAs Lift1Document12 paginiKel-1 GAs Lift1Indra ArdiansyahÎncă nu există evaluări
- Pressure and Leakage TestsDocument4 paginiPressure and Leakage TestsgunsakÎncă nu există evaluări
- 10 Nodal System Analysis of Oil and Gas WellsDocument13 pagini10 Nodal System Analysis of Oil and Gas WellsSultan_Mehmood_7287100% (5)
- Spe 171342 MSDocument8 paginiSpe 171342 MSDavid MontoyaÎncă nu există evaluări
- Procedures for Testing Pressure Safety ValvesDocument24 paginiProcedures for Testing Pressure Safety ValvesAbakar MahamatÎncă nu există evaluări
- Superflow 110 InstructionsDocument30 paginiSuperflow 110 InstructionsBruno Bin67% (3)
- 03 09 Increasing Conveying Rates in Pneumatic SystemsDocument4 pagini03 09 Increasing Conveying Rates in Pneumatic SystemssharemwÎncă nu există evaluări
- Blanket Gas Regulator Selection and GuidelinesDocument3 paginiBlanket Gas Regulator Selection and GuidelinesdzungÎncă nu există evaluări
- Notes - API 598 Valve Inspection & TestingDocument5 paginiNotes - API 598 Valve Inspection & TestingM Saad KhanÎncă nu există evaluări
- Cooling Water TowersDocument10 paginiCooling Water Towerssteepa22Încă nu există evaluări
- chp 3& 6 ihp msdteDocument10 paginichp 3& 6 ihp msdteRocky JÎncă nu există evaluări
- AL Selection - Draft of Document - 2d12 - Continuous Gas-LiftDocument23 paginiAL Selection - Draft of Document - 2d12 - Continuous Gas-LiftKonul AlizadehÎncă nu există evaluări
- Gas Lift DesignDocument21 paginiGas Lift DesignmhhashemiÎncă nu există evaluări
- Fundamentals of Gas Pipeline Metering StationDocument5 paginiFundamentals of Gas Pipeline Metering Stationsandeepsri9Încă nu există evaluări
- The Third LectureDocument83 paginiThe Third LectureASIEA WORLDÎncă nu există evaluări
- Algunos Estandares de La Valvula de Control Entre OtrasDocument9 paginiAlgunos Estandares de La Valvula de Control Entre OtrasDoris Alfaro TorrezÎncă nu există evaluări
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SDe la EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SÎncă nu există evaluări
- Prevention of Actuator Emissions in the Oil and Gas IndustryDe la EverandPrevention of Actuator Emissions in the Oil and Gas IndustryÎncă nu există evaluări
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGDe la EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGÎncă nu există evaluări
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingDe la EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingEvaluare: 5 din 5 stele5/5 (9)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingDe la EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingEvaluare: 5 din 5 stele5/5 (3)
- Oil and Gas Artificial Fluid Lifting TechniquesDe la EverandOil and Gas Artificial Fluid Lifting TechniquesEvaluare: 5 din 5 stele5/5 (1)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDe la EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitÎncă nu există evaluări
- Hellical Buckling of Pipe With Connectors52847 PDFDocument15 paginiHellical Buckling of Pipe With Connectors52847 PDFAhmed MamdouhÎncă nu există evaluări
- Formation Characterization of Horizontal WellSPE59129 PDFDocument6 paginiFormation Characterization of Horizontal WellSPE59129 PDFAhmed MamdouhÎncă nu există evaluări
- Effect of Drilling Fluids & Underbalance drillingDrillingFluidDocument18 paginiEffect of Drilling Fluids & Underbalance drillingDrillingFluidAhmed MamdouhÎncă nu există evaluări
- 510 PC Oct04-Qar-ex5 Closed Book PSJDocument6 pagini510 PC Oct04-Qar-ex5 Closed Book PSJCss SfaxienÎncă nu există evaluări
- AHC Packer H012992 PDFDocument2 paginiAHC Packer H012992 PDFAhmed Mamdouh100% (1)
- Detailed Casing Design For HP - HT - WellsSPE74490Document6 paginiDetailed Casing Design For HP - HT - WellsSPE74490Ahmed MamdouhÎncă nu există evaluări
- Hole Problem Data PackageDocument154 paginiHole Problem Data PackageAhmed Mamdouh100% (1)
- API 510 Pressure Vessel Inspection (Training Material)Document230 paginiAPI 510 Pressure Vessel Inspection (Training Material)Rajesh Manoharan92% (26)
- SPE 18892 Asphaltene Deposition: A Comprehensive Description of Problem Manifestations and Modeling ApproachesDocument15 paginiSPE 18892 Asphaltene Deposition: A Comprehensive Description of Problem Manifestations and Modeling ApproachesAhmed MamdouhÎncă nu există evaluări
- Spe 21588 MS PDFDocument17 paginiSpe 21588 MS PDFAhmed MamdouhÎncă nu există evaluări
- Spe Paper About Production LoggingDocument31 paginiSpe Paper About Production LoggingAhmed MamdouhÎncă nu există evaluări
- API 510 PC 4sept04 Daily Exam 5 Closed PSJDocument12 paginiAPI 510 PC 4sept04 Daily Exam 5 Closed PSJMohammed Shakil100% (1)
- Late Life Production Boost For BP Miller With Combined Scale Squeeze and Chemical Water Shut Off TreatmentsDocument7 paginiLate Life Production Boost For BP Miller With Combined Scale Squeeze and Chemical Water Shut Off TreatmentsAhmed MamdouhÎncă nu există evaluări
- PLT Spartek Tool With SpinnerDocument1 paginăPLT Spartek Tool With SpinnerAhmed MamdouhÎncă nu există evaluări
- Well AbandonmentDocument14 paginiWell AbandonmentAhmed MamdouhÎncă nu există evaluări
- Gas-Lift Valve Performance Testing and Data CorrelationDocument7 paginiGas-Lift Valve Performance Testing and Data CorrelationAhmed MamdouhÎncă nu există evaluări
- Bumper Sub 130672162Document1 paginăBumper Sub 130672162Ahmed MamdouhÎncă nu există evaluări
- Area Inspection - 28052019 PDFDocument2 paginiArea Inspection - 28052019 PDFAhmed MamdouhÎncă nu există evaluări
- A Thermally Actuated Gas Lift ValveDocument8 paginiA Thermally Actuated Gas Lift ValveAhmed MamdouhÎncă nu există evaluări
- Anti-Slug Control of Gas-Lift Wells PDFDocument6 paginiAnti-Slug Control of Gas-Lift Wells PDFAhmed MamdouhÎncă nu există evaluări
- Spe 123374 MSDocument10 paginiSpe 123374 MSAhmed MamdouhÎncă nu există evaluări
- NG Utilization 509 Dr. Hindawi SalemDocument90 paginiNG Utilization 509 Dr. Hindawi SalemAhmed MamdouhÎncă nu există evaluări
- Spe File About SpinnersDocument14 paginiSpe File About SpinnersAhmed MamdouhÎncă nu există evaluări
- Smart Gas Lift Valves Enhance Operational Efficiency of Offshore WellsDocument5 paginiSmart Gas Lift Valves Enhance Operational Efficiency of Offshore WellsAhmed MamdouhÎncă nu există evaluări
- Calcium Sulphate and Barium Sulphate SPE-156013-MS-PDocument10 paginiCalcium Sulphate and Barium Sulphate SPE-156013-MS-PAhmed MamdouhÎncă nu există evaluări
- Criteria For Operation Stability of Gas-Lift WellsDocument27 paginiCriteria For Operation Stability of Gas-Lift WellsAhmed MamdouhÎncă nu există evaluări
- New Gas-Lift Pilot Valve Increases Gas-Lift EfficiencyDocument4 paginiNew Gas-Lift Pilot Valve Increases Gas-Lift EfficiencyAhmed MamdouhÎncă nu există evaluări
- Criteria For Gas-Lift StabilityDocument5 paginiCriteria For Gas-Lift StabilityAhmed MamdouhÎncă nu există evaluări
- Dynamic Model of GasLift Valve PerformanceDocument8 paginiDynamic Model of GasLift Valve PerformanceAhmed MamdouhÎncă nu există evaluări
- Theoretical Stability Analysis of Flowing Oil Wells and Gas-Lift WellsDocument7 paginiTheoretical Stability Analysis of Flowing Oil Wells and Gas-Lift WellsAhmed MamdouhÎncă nu există evaluări
- Pump - WikipediaDocument89 paginiPump - WikipediaMuhammad UsamaÎncă nu există evaluări
- 78101-40700000-IC-MDL-10000 Copper Alarms Settings For DCS Configuration Rev0BDocument13 pagini78101-40700000-IC-MDL-10000 Copper Alarms Settings For DCS Configuration Rev0BGemasgoodasdf DjdjdjÎncă nu există evaluări
- Isoparaffins On Rtx-DHA-100 (ASTM D6729-14) : Conc. Peaks T (Min) (WT.%) Conc. Peaks T (Min) (WT.%)Document1 paginăIsoparaffins On Rtx-DHA-100 (ASTM D6729-14) : Conc. Peaks T (Min) (WT.%) Conc. Peaks T (Min) (WT.%)ridermateÎncă nu există evaluări
- SMC 2D CADLibrary English 1Document590 paginiSMC 2D CADLibrary English 1Design IPGEÎncă nu există evaluări
- AUTOMA AT1000-SS316 - Rev202011Document1 paginăAUTOMA AT1000-SS316 - Rev202011Jefril SiruÎncă nu există evaluări
- Flow Measurement in RefineriesDocument2 paginiFlow Measurement in Refinerieslgarcia9626Încă nu există evaluări
- Formation Evaluation by Paul GloverDocument143 paginiFormation Evaluation by Paul GloverPraise Koobee100% (2)
- DEEPWATER GAS CHALLENGESDocument31 paginiDEEPWATER GAS CHALLENGES1mmahoneyÎncă nu există evaluări
- Valvoline IntroductionDocument33 paginiValvoline IntroductionSharad ShuklaÎncă nu există evaluări
- 6 NSEP-TEST-6 Fluidsoundwave PCDocument11 pagini6 NSEP-TEST-6 Fluidsoundwave PCShohom DeÎncă nu există evaluări
- MEC 536 Heat Transfer by Convection-L7Document16 paginiMEC 536 Heat Transfer by Convection-L7mohammed yaseenÎncă nu există evaluări
- VacuumDocument7 paginiVacuumMassimilianø Erricø100% (1)
- 2/2, 3/2 and 4/2 Directional Seat Valve With Mechanical, Manual or Fluidic OperationDocument16 pagini2/2, 3/2 and 4/2 Directional Seat Valve With Mechanical, Manual or Fluidic OperationlayetajÎncă nu există evaluări
- Ammonia Gas Spherical Storage Tank SS-101: Technological Institute of The PhilippinesDocument16 paginiAmmonia Gas Spherical Storage Tank SS-101: Technological Institute of The PhilippinesVaanÎncă nu există evaluări
- c190ts-c230ts Parts Manual CompairDocument68 paginic190ts-c230ts Parts Manual CompairCe Bayona67% (3)
- Impeller Volute and Diffuser Interaction: G. PavesiDocument28 paginiImpeller Volute and Diffuser Interaction: G. PavesiABDUL SHAFI MÎncă nu există evaluări
- Lab Manual 2.1 - LEVEL 0 - Measurement of Fluid PropertiesDocument7 paginiLab Manual 2.1 - LEVEL 0 - Measurement of Fluid PropertiesMuhamad Izzan100% (1)
- 19 - Heavy Crude Oil ProcessingDocument22 pagini19 - Heavy Crude Oil ProcessingSHREEÎncă nu există evaluări
- Fluid Mechanics - Pump-Pipeline System Analysis & Design - Solved Example 2Document8 paginiFluid Mechanics - Pump-Pipeline System Analysis & Design - Solved Example 2Mohamed Salah Yassin100% (1)
- Kunkle Safety and Relief Products: Technical ReferenceDocument32 paginiKunkle Safety and Relief Products: Technical Referencetuanhiena10Încă nu există evaluări
- Hydraulic Jump LabDocument24 paginiHydraulic Jump Labbwu333Încă nu există evaluări
- WATER SUPPLY CALCULATIONSDocument23 paginiWATER SUPPLY CALCULATIONSSabu Joseph100% (2)
- Experiment 5 OrificeDocument8 paginiExperiment 5 OrificeRazahamid904Încă nu există evaluări
- 1118mm - Thickness Calculator For MS or DI PipesDocument8 pagini1118mm - Thickness Calculator For MS or DI Pipesanirbanpwd76Încă nu există evaluări
- Effect of Temperature On The Viscosity of The FluidDocument3 paginiEffect of Temperature On The Viscosity of The Fluidjaimeboterogomez100% (1)
- Developments of A Flow Visualization Borescope and A Two-Phase Flow Probe For Aeroengine Transmission GearsDocument13 paginiDevelopments of A Flow Visualization Borescope and A Two-Phase Flow Probe For Aeroengine Transmission GearsNguyễn Đức HuyÎncă nu există evaluări
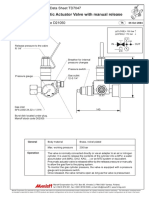
- Pneumatic Actuator Valve With Manual Release: Hi-FogDocument1 paginăPneumatic Actuator Valve With Manual Release: Hi-FogGutsavoÎncă nu există evaluări
- 2.steam and Liquid For EX1021 - Oil On Stop-480kgh-240kghDocument1 pagină2.steam and Liquid For EX1021 - Oil On Stop-480kgh-240kghRosid Ridwan Nur IchsanÎncă nu există evaluări
- Well Performance Analysis and Production SystemDocument10 paginiWell Performance Analysis and Production Systemrayan alkurdiÎncă nu există evaluări
- FMP-401 2021-Ag-8243Document4 paginiFMP-401 2021-Ag-8243ABdullah ButtÎncă nu există evaluări