S-ar putea să vă placă și
- Riesgo ElectricoDocument18 paginiRiesgo ElectricoYorlin Cardenas JaramilloÎncă nu există evaluări
- MedidoresDocument1 paginăMedidoresLuis Enrique Vargas AyalaÎncă nu există evaluări
- FimosisDocument1 paginăFimosisLuis Enrique Vargas AyalaÎncă nu există evaluări
- CA4x2C 091 tcm64-161659Document2 paginiCA4x2C 091 tcm64-161659Luis Enrique Vargas AyalaÎncă nu există evaluări
- Como Hacer Moldes de SiliconaDocument35 paginiComo Hacer Moldes de Siliconad-fbuser-28748565100% (6)
- Medicion MagneticaDocument1 paginăMedicion MagneticaLuis Enrique Vargas AyalaÎncă nu există evaluări
- Instrucciones para MoldesDocument3 paginiInstrucciones para MoldesLuis Enrique Vargas AyalaÎncă nu există evaluări
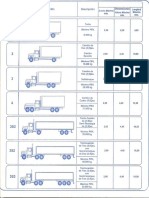
- Medidas CamionesDocument1 paginăMedidas CamionesLuis Enrique Vargas AyalaÎncă nu există evaluări
- Ejercicios Organización IndustrialDocument13 paginiEjercicios Organización IndustrialMiguel Angel CIÎncă nu există evaluări
- Moldes ResinaDocument2 paginiMoldes Resinaneptuno97Încă nu există evaluări
- Capitalism oDocument19 paginiCapitalism oLuis Enrique Vargas AyalaÎncă nu există evaluări
- Diagrama de Recorrido AcotadoDocument1 paginăDiagrama de Recorrido AcotadoLuis Enrique Vargas AyalaÎncă nu există evaluări
- Simulacindesistemas 100602092857 Phpapp02Document11 paginiSimulacindesistemas 100602092857 Phpapp02Familia Fuentes VelardeÎncă nu există evaluări
- Como Hacer Moldes de SiliconaDocument35 paginiComo Hacer Moldes de Siliconad-fbuser-28748565100% (6)
- Propiedades de Sustancias PurasDocument35 paginiPropiedades de Sustancias PurasLuis Enrique Vargas Ayala50% (2)
- Deber ADocument2 paginiDeber ALuis Enrique Vargas AyalaÎncă nu există evaluări
- Inventarios Ejercicios PropuestosDocument1 paginăInventarios Ejercicios PropuestosLuis Enrique Vargas AyalaÎncă nu există evaluări
- EJERCICIOS Analisis de Procesos A EnviarDocument7 paginiEJERCICIOS Analisis de Procesos A EnviarYeny Sandoval75% (8)
- 2 Método GráficoDocument16 pagini2 Método Gráficoapi-373675980% (15)
- Ejercicios LogisticaDocument3 paginiEjercicios LogisticaLuis Enrique Vargas AyalaÎncă nu există evaluări
- Coordenadas CAD-CAMDocument4 paginiCoordenadas CAD-CAMLuis Enrique Vargas AyalaÎncă nu există evaluări
- Deber 1 IoDocument2 paginiDeber 1 IoLuis Enrique Vargas AyalaÎncă nu există evaluări
- IntroducciónDocument1 paginăIntroducciónLuis Enrique Vargas AyalaÎncă nu există evaluări
- Resumen Película La MetaDocument16 paginiResumen Película La Metasac88278079% (14)
- Control inventarios, costos y modelos ABCDocument24 paginiControl inventarios, costos y modelos ABCGus ChavezÎncă nu există evaluări
- Ejercicio 1 de I.O. 2014-11Document2 paginiEjercicio 1 de I.O. 2014-11Luis Enrique Vargas AyalaÎncă nu există evaluări
- Ejercicio 1 ProducciónDocument1 paginăEjercicio 1 ProducciónLuis Enrique Vargas Ayala100% (2)
- Sistemas Neumticos e Hidrulicos - 3-4 - Tratamiento Del Aire Comprimido PDFDocument15 paginiSistemas Neumticos e Hidrulicos - 3-4 - Tratamiento Del Aire Comprimido PDFLuis Enrique Vargas AyalaÎncă nu există evaluări
- Tratamentul Total Al CanceruluiDocument71 paginiTratamentul Total Al CanceruluiAntal98% (98)
- S10-03-Traccion-Teoria V2Document80 paginiS10-03-Traccion-Teoria V2Samanta Del Valle Labrador JaimesÎncă nu există evaluări
- Fisica 3 - Inf 1Document6 paginiFisica 3 - Inf 1Lourdes AquinoÎncă nu există evaluări
- Tambores de CablesDocument8 paginiTambores de CablesbetochalÎncă nu există evaluări
- Seguridad en alturas: Guía para trabajo seguro en postesDocument71 paginiSeguridad en alturas: Guía para trabajo seguro en postesNilson Machuca Perez81% (16)
- Ejercicios Resistencia de MaterialesDocument5 paginiEjercicios Resistencia de MaterialesTHE GaonaÎncă nu există evaluări
- Siderperu Metrado de Fierro Corrugado para ColumnasDocument55 paginiSiderperu Metrado de Fierro Corrugado para ColumnasJuan Carlos Jara MÎncă nu există evaluări
- Análisis del borde libre en estructuras laminares mediante la teoría de la membrana y las cubiertas de Félix CandelaDocument26 paginiAnálisis del borde libre en estructuras laminares mediante la teoría de la membrana y las cubiertas de Félix CandelaJuve RocafoleÎncă nu există evaluări
- Trabajo Sobre Ensayo de TensiónDocument3 paginiTrabajo Sobre Ensayo de TensiónJUAN DAVID BORRERO FIERROÎncă nu există evaluări
- Biomecánica y HuesoDocument1 paginăBiomecánica y Huesofrancisco vieraÎncă nu există evaluări
- 2.1-Ficha AceroDocument10 pagini2.1-Ficha AceroJavier R. Mamani Caljaro100% (1)
- Dosificacion Hormigones Utn DefinitivoDocument18 paginiDosificacion Hormigones Utn DefinitivoBruno Matias FloresÎncă nu există evaluări
- Informe Prueba de TracciónDocument11 paginiInforme Prueba de TracciónRaquel Lozada ZarateÎncă nu există evaluări
- Propiedades Mecánicas de Los MaterialesDocument15 paginiPropiedades Mecánicas de Los Materialesboj080040% (1)
- Clase 6 de Biofisica ElasticidadDocument19 paginiClase 6 de Biofisica ElasticidadFelipe Alejandro Rincón MéndezÎncă nu există evaluări
- Informe TracciónDocument7 paginiInforme TracciónFabian KmiloÎncă nu există evaluări
- Selección y designación de materiales industrialesDocument24 paginiSelección y designación de materiales industrialescalimovÎncă nu există evaluări
- MENSULAS CORTAS (Modo de AdDocument35 paginiMENSULAS CORTAS (Modo de AdJUAN PABLO FUENTESÎncă nu există evaluări
- Madera construcción propiedadesDocument42 paginiMadera construcción propiedadesLamlaya Denni IríasÎncă nu există evaluări
- Anexo IV - Asphalt InstituteDocument9 paginiAnexo IV - Asphalt InstituteJorge GalarzaÎncă nu există evaluări
- Razón de Poisson y diagramas de esfuerzo deformaciónDocument4 paginiRazón de Poisson y diagramas de esfuerzo deformaciónIvan MaicoÎncă nu există evaluări
- PLEGADURASDocument48 paginiPLEGADURASragsrgsrg100% (1)
- Especificación técnica poste hormigónDocument20 paginiEspecificación técnica poste hormigóntadinos1Încă nu există evaluări
- Concreto TeoriaDocument23 paginiConcreto TeoriaEsteban duarteÎncă nu există evaluări
- Cuestionario Resistencia de Materiales 1Document3 paginiCuestionario Resistencia de Materiales 1raulÎncă nu există evaluări
- Detalle Diseño Sísmico ACI 2005Document219 paginiDetalle Diseño Sísmico ACI 2005narbasta100% (1)
- 2 Analisis Formulacion CortanteDocument34 pagini2 Analisis Formulacion Cortantejosep lairón hernandisÎncă nu există evaluări
- Elemetos Finitos - LosasDocument25 paginiElemetos Finitos - LosasjfchavezrÎncă nu există evaluări
- E.060 Concreto Armado PDFDocument12 paginiE.060 Concreto Armado PDFCliwion OlorteguiÎncă nu există evaluări