S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Self EsteemDocument18 paginiSelf EsteemllowÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Darden Case Book 2018-2019 PDFDocument178 paginiDarden Case Book 2018-2019 PDFmansi100% (1)
- Darden Case Book 2018-2019 PDFDocument178 paginiDarden Case Book 2018-2019 PDFmansi100% (1)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hazop StudyDocument7 paginiHazop StudyAnderson JoeÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Metal Forming ProcessesDocument40 paginiMetal Forming ProcessesRyat AtmadjaÎncă nu există evaluări
- Convection and Conduction Heat TransferDocument406 paginiConvection and Conduction Heat Transfertfemilian100% (2)
- Booklet 2 Topic 1Document61 paginiBooklet 2 Topic 1Sarah Al ObaidanÎncă nu există evaluări
- 5 - API 570 Exam 100 QDocument23 pagini5 - API 570 Exam 100 QSunny Thundil100% (11)
- TOC Application HandbookDocument79 paginiTOC Application Handbookmregalopez3647100% (1)
- Retirement Planning - M3Document15 paginiRetirement Planning - M3AbhinavRajmalwarÎncă nu există evaluări
- Transistor NPN 2n222aDocument8 paginiTransistor NPN 2n222aRoberto Eduardo Tenorio RamosÎncă nu există evaluări
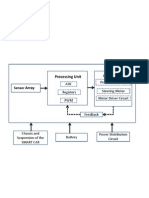
- SMART CAR processing unit, sensors, actuators, and controlsDocument1 paginăSMART CAR processing unit, sensors, actuators, and controlsAbhinavRajmalwarÎncă nu există evaluări
- MechsyllabusDocument75 paginiMechsyllabusAbhinavRajmalwarÎncă nu există evaluări
- MechsyllabusDocument75 paginiMechsyllabusAbhinavRajmalwarÎncă nu există evaluări
- MechsyllabusDocument75 paginiMechsyllabusAbhinavRajmalwarÎncă nu există evaluări
- Similar BoardsDocument11 paginiSimilar BoardsAbhinavRajmalwarÎncă nu există evaluări
- UVCE CSE SyllabusDocument55 paginiUVCE CSE Syllabusaryan171100% (2)
- Generic Board: USER GUIDE (2009-10)Document12 paginiGeneric Board: USER GUIDE (2009-10)AbhinavRajmalwarÎncă nu există evaluări
- Micro ControllersDocument3 paginiMicro ControllerssarthoÎncă nu există evaluări
- Materials Used in Automotive Manufacture and Material Selection Using Ashby ChartsDocument15 paginiMaterials Used in Automotive Manufacture and Material Selection Using Ashby ChartsHanumantÎncă nu există evaluări
- Hif 12020Document48 paginiHif 12020நந்த_குமார்Încă nu există evaluări
- Vortex Quantum SeriesDocument34 paginiVortex Quantum SeriesmiguelcÎncă nu există evaluări
- LugalvanG35TechnicalInformation PDFDocument4 paginiLugalvanG35TechnicalInformation PDFJakin RookÎncă nu există evaluări
- Metallurgical Defects of Cast Steel: SeminarDocument26 paginiMetallurgical Defects of Cast Steel: SeminarFacebookÎncă nu există evaluări
- 1976-Morito - Transition From External To Internal Oxidation in Fe-Si Alloy As A Function of Oxygen Potential of The Ambient AtmosphereDocument4 pagini1976-Morito - Transition From External To Internal Oxidation in Fe-Si Alloy As A Function of Oxygen Potential of The Ambient AtmosphereDavid Hernández EscobarÎncă nu există evaluări
- Lab 6-The Silver GroupDocument6 paginiLab 6-The Silver Groupsteph002100% (1)
- Atomic Force Microscope (AFM)Document36 paginiAtomic Force Microscope (AFM)s11925877Încă nu există evaluări
- GCC Data Requirements For Human Drugs Submission Version 1.1 PDFDocument81 paginiGCC Data Requirements For Human Drugs Submission Version 1.1 PDFBasha Yazn Anjak50% (2)
- Real Heat Engines and RefrigeratorsDocument11 paginiReal Heat Engines and RefrigeratorsMario MikulandraÎncă nu există evaluări
- CHEM 1A03 Equilibrium Review and Chapter 7 SolutionsDocument2 paginiCHEM 1A03 Equilibrium Review and Chapter 7 SolutionsAvani RavalÎncă nu există evaluări
- Column ChromatographyDocument4 paginiColumn ChromatographyJordan AmrittÎncă nu există evaluări
- 1 SR Star Jee Main GTM 02 - 03 01 2024 KeyDocument14 pagini1 SR Star Jee Main GTM 02 - 03 01 2024 Keyjahnavimogarala9Încă nu există evaluări
- Heavy Oil Upgrading - A Key Solution For Heavy Oil Upstream and Midstream Operations - IVANHOE ENERGY PDFDocument44 paginiHeavy Oil Upgrading - A Key Solution For Heavy Oil Upstream and Midstream Operations - IVANHOE ENERGY PDFGustavo Gonzalez ServaÎncă nu există evaluări
- District Heating NorwayDocument8 paginiDistrict Heating Norwaymahmoud4871Încă nu există evaluări
- Bref Polymer EsDocument319 paginiBref Polymer EsMaFher JimenezÎncă nu există evaluări
- Mineral WebquestDocument3 paginiMineral Webquestapi-268569185Încă nu există evaluări
- I. Introductory Concept: Earth Science-Grade 11Document16 paginiI. Introductory Concept: Earth Science-Grade 11Calyn IsidoroÎncă nu există evaluări
- A Simplified Method For The Cultivation of Extreme Anaerobic Archaea Based SULFIDE 2000 !!!!Document6 paginiA Simplified Method For The Cultivation of Extreme Anaerobic Archaea Based SULFIDE 2000 !!!!Vera Brok-VolchanskayaÎncă nu există evaluări
- Aws Gtaw Study GuideDocument2 paginiAws Gtaw Study GuideTouil HoussemÎncă nu există evaluări
- Biomaterials As A Pillar of ImplantsDocument5 paginiBiomaterials As A Pillar of ImplantsInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Safety Assessment of Methyl Glucose Polyethers and Esters As Used in CosmeticsDocument29 paginiSafety Assessment of Methyl Glucose Polyethers and Esters As Used in CosmeticsCesar Miguel JuniorÎncă nu există evaluări
- CarbonicAnhydrases Manuscript withDOIDocument11 paginiCarbonicAnhydrases Manuscript withDOIFadhil MiftahulÎncă nu există evaluări
- Heat Exchanger Mid-Term ReportDocument18 paginiHeat Exchanger Mid-Term ReportkoanakistÎncă nu există evaluări
- Comenius - CodDocument13 paginiComenius - CodsridharancÎncă nu există evaluări